厚铜阻焊厚度控制
铜线焊锡厚度标准
铜线焊锡厚度标准
一、锡层厚度
1. 锡层厚度应适中,不宜过厚或过薄。
过厚的锡层会增加成本,且容易产生锡瘤;过薄的锡层则容易造成焊点不牢固。
2. 锡层厚度应均匀,避免出现局部过厚或过薄的情况。
二、锡层均匀度
1. 锡层应均匀覆盖铜线表面,无漏焊、虚焊等现象。
2. 锡层应平滑,无凹凸、裂纹等缺陷。
三、锡层与铜线结合强度
1. 锡层与铜线应紧密结合,无剥离、脱落等现象。
2. 锡层与铜线结合处应无气孔、夹杂等缺陷。
四、焊点外观
1. 焊点应平整、光滑,无毛刺、凹凸等缺陷。
2. 焊点颜色应均匀,无过黑或过亮的现象。
五、抗拉强度
1. 焊点应有足够的抗拉强度,以保证在使用过程中不会出现断裂等现象。
2. 在测试过程中,焊点应能承受一定的拉力,且不断裂。
以上是铜线焊锡厚度标准的主要内容,包括锡层厚度、锡层均匀度、锡层与铜线结合强度、焊点外观和抗拉强度等方面。
在生产过程中,应严格按照这些标准进行操作,以确保产品的质量和性能。
电阻焊板厚焊接参数标准

电阻焊板厚焊接参数标准一、背景电阻焊是一种常见的焊接方法,常用于连接金属板材。
在焊接不同厚度的板材时,需要根据板厚选择合适的焊接参数,以确保焊接质量和效率。
为此,制定一份关于电阻焊板厚焊接参数的标准,对于提高焊接质量和生产效率具有重要意义。
二、标准适用范围本标准适用于电阻焊接连接不同厚度金属板材的工艺参数选择,包括但不限于碳钢、不锈钢和铝合金等。
三、焊接参数选择原则1. 电流选择:焊接过厚板材需要较大的电流,而焊接薄板材则需要较小的电流。
根据金属板材的材质、厚度和焊接接头形式选择合适的电流。
2. 压力选择:适当的压力可以确保焊接接头的牢固性,但过大的压力会导致材料损伤,需要根据板材材质和厚度选择合适的压力。
3. 时间选择:焊接时间与板材厚度相关,过短的焊接时间会导致焊接接头牢固性不足,过长的焊接时间则会造成金属板材过热和变形。
四、标准详细内容1. 板厚为0.5-1mm的薄板焊接参数选择- 电流:50-100A- 压力:0.5-1kN- 时间:5-10ms2. 板厚为1-3mm的中厚板焊接参数选择- 电流:100-200A- 压力:1-2kN- 时间:10-20ms3. 板厚为3-6mm的厚板焊接参数选择- 电流:200-300A- 压力:2-3kN- 时间:20-30ms五、质量控制要求1. 焊接接头应达到无裂纹、无气孔、牢固可靠的要求。
2. 对于厚板焊接,应保证焊接接头不会出现过热变形。
3. 对不同金属材质,应根据其导热性和熔点适当调整焊接参数。
六、验收标准焊接接头应符合相关国家标准或行业标准要求,通过外观检查、拉力测试等方式进行验收。
七、技术支持和培训对于使用本标准进行焊接的企业,应提供相关技术支持和培训,确保操作人员熟练掌握焊接参数选择和焊接质量控制。
八、结语本标准的制定和执行,对于提高电阻焊板厚焊接质量和生产效率具有重要意义,同时也有利于推动相关行业技术的发展和规范。
希望本标准能够得到广泛应用,并不断完善和更新,以适应不同工艺和材料的需求。
超厚铜板阻焊制作报告

SUB :厚铜板阻焊制作报告一﹑现象厚铜板(铜厚5/5OZ ),板厚2.3mm ,阻焊制作时出现显影过渡、气泡现象,导致返工。
二﹑目的通过试验寻找制作方法,为生产提供生产方法和参数,提高公司市场产品的竞争力。
三﹑试验方案1. 分2次阻焊印刷制作;2. 第一次:正常磨板检验;3.后烤:从低温烤至120度/30min 拿出;4. 网版印刷5. 从低温烤至150度/60min 出货下工序;四﹑试验方案实施 1.第一次阻焊流程参数:开油1.使用深绿油墨;2.开油水加120ml/kg搅拌时间:≥15min3.搅拌后静置:≥15min以上开油搅拌后测量粘度为50-55PaS丝印1.使用36T白网双面印刷;2.刮刀角度10-15度角,丝印压力6-7kg,丝印速度300mm/sec;3.印刷后每印5PNL自检一次;丝印后检验线路间下油良好静止丝印后静止2H 静止后线路间没有气泡现象预烤75度/45min 立式烤炉烤板(无异常)曝光1.上框曝20秒,下框曝22秒,曝光尺做10-11级;2.对位公差设置45um;CCD曝光机(无异常)显影1.显影温度30度,药水浓度1.02%;2.显影压力上下1.5kg;3.显影速度2.5m/min,没有显影过渡,显影不净现象检验1、检验孔内没有油墨入孔现象;2、没有掉桥现象;3、没有显影过渡现象;4、线路间没有气泡现象;5、没有偏位现象;6、线路有发红现象(还印二次防焊);小结:显影后检验没有油墨入孔、显影过渡、显影不净、偏位、线路气泡等不良现象,但线路有假性漏铜现象;2.后烤:75度/60min 90度/40min 120度/30min后出炉;3.第二次阻焊流程参数:流程过程方法参数效果确认磨板1.关闭尼龙刷和火山灰磨刷;2.其它正常开启;开油1.使用宇圣深绿UPC-9000 G-316a10,2.开油水加80ml/kg搅拌时间:≥15min3.搅拌后静置:≥15min以上开油搅拌后测量粘度为90-95PaS丝印1.使用36T白网双面印刷;2.刮刀角度10-15度角,丝印压力6-7kg,丝印速度300mm/sec;3.印刷后每印5PNL自检一次;丝印下油良好静止丝印后静止2H 静止后线路间没有气泡现象预烤75度/50min 立式烤炉烤板(无异常)曝光1.上框曝20秒,下框曝22秒,曝光尺做10-11级;2.对位公差设置40um;CCD曝光机(无异常)显影1.显影温度30度,药水浓度1.1%;2.显影压力上压2.0kg,下压1.5kg;3.显影速度2.5m/min,没有显影过渡,显影不净现象检验1.检验孔内没有油墨入孔现象;2.没有掉桥现象;3.没有显影过渡现象;4.线路间没有气泡现象;5.没有偏位现象;6.线路没有发红现象;小结:显影后检验没有油墨入孔、显影过渡、显影不净、偏位、线路气泡等不良现象,线路没有假性漏铜现象;五、总结通过跟进120PNL板按照以上流程方法参数(使用36T网版正常做2次防焊的流程)做的板符合品质要求,没有线路不下油、聚油、线路间气泡、线路发红等不良现象。
阻抗问题的分析和改善

批 准 ,在 生产 所谓 的 “ 柠 檬 酸金 钾 ” ( 柠 檬酸 金钾 是 “ 丙尔 金 ”在 申报 专利 前 的名称 ,而 “ 丙 尔金 ”并 不 是 柠檬 酸和 氰化 金钾 的混 合物 ),并在 市场 上流 通 ,
这 种所 谓 的 “ 柠 檬酸 金钾 ”应 该还 不如 “ 丙尔金 ”的
印 制 电路信 息 2 0 1 3 No . 1 1
检测、质量控制与可靠性 I n s p e c t i o n Qu a l i t y c o n t r o l a n d R e l i a b i l i y t
铜 厚 :4 9 u m 阻焊 厚度 :8 . 1 3
圈5
( 2 )收 紧阻抗相 关线路 宽度公差 从 ±0 . 0 1 2 7 n " u - n  ̄ ±0 . 0 1 0 2 m m,I P Q C按照修 改 的规 格进行在 线检查 。
( 3 )I P Q C 收 紧 内部 的 阻抗 控 制 公差 从 ± 1 0 %到 ±8 %,以加 强对该 客户 产 品的管 控 。 上 述 改 善 措施 执 行 后 ,半 年 内未再 收到 客 户 类 似 的抱怨 。
实际 线路 宽度偏 小 接近 规格 下 限 ,这 说 明在 该P C B 生 产 过 程 中 的蚀 板 工 序 出现 了某 种 偏 差才 导致 线 路 宽
度偏 小 。下面 我们 用鱼骨 图进 行 分析 ( 图4 )。
4 改善措 施
( 1 ) 修 正 褪 锡 返 修 流 程 ,调 整 生 产 线 速 度 从 3 m/ mi n ~ 5 m/ mi n , 同时 禁 止 二 次 褪 锡 返 修 ,修 正 的流 程 如 图 5 。
号 Байду номын сангаас 板 线进 行 的, 阻抗 相 关 线 路 宽度 实 际 值为 0 . 0 9 1 m m ~0 . 0 9 7 m m,接 近 规格 中 间值 , 因此 我们 可排 除
完成铜厚4OZ及以上板制作方法跟进报告

TO:市场部、工程部、生产部、品质部 CC:宋董、叶总FR:工艺部 DT:2009-7-15
SUB:外层完成铜厚4/4OZ及以上阻焊制作方法跟进报告
一、目的:
为外层完成铜厚4/4OZ及以上板提供行之有效的阻焊制作方法。
二、试板简介:
选用完成铜厚6/6OZ的板作为试板,跟进阻焊的制作方法。
三、跟进方案:
先用挡点网两次单独印制基材位,再用白网一次印刷面油。
四、试板流程:
磨板→第一次挡点网印刷→静放→预烤→对位、曝光、显影→后烤→磨板→第二次挡点网印刷→静放→预烤→对位、曝光、显影→后烤→磨板→白网印刷面油→静放→预烤→对位、曝光、显影→后烤
五、相关工具制作:
挡点网制作:1.挡点网采用36T网制作;
2.晒挡点网时用的菲林只需将正片线路菲林改为负片即可。
七、相关数据测量及性能测试:
1. 经两次挡点网印刷后线路与基材位连接处的绿油有173um 厚与线路之间只有50um 左右,可以直接印制面油。
2.热冲击实验:
a.条件:288℃×10S ×3次;
b.结果:绿油表面无起泡、掉油现象。
3.完成阻焊制作后线路面上的绿油平均厚度为2
4.4um ,线路与基材位连接处油墨平均厚度为1
5.3um 。
八、相关切片数据:
附图一:两次挡点网印刷后线路与基材位连接处油墨状况。
附图二:完成阻焊制作线路面以及线路与基材位连接处油墨状况。
九、总结:
经过以上方法跟进可完成对铜厚在4/4OZ 及其以上铜厚的厚铜板的阻焊制作,效果较好板面无气泡、起皱、油墨不均、线路发红等不良现象。
电阻焊板厚焊接参数标准
电阻焊板厚焊接参数标准电阻焊是一种常见的电弧焊接工艺,广泛应用于各种金属板材的焊接加工中。
在电阻焊板厚焊接过程中,合适的焊接参数对焊接质量和生产效率都起着至关重要的作用。
制定一份关于电阻焊板厚焊接参数标准,对于规范焊接操作、提高焊接质量具有重要意义。
下面将就电阻焊板厚焊接参数标准进行详细介绍。
一、焊接参数的选择原则1. 要根据焊接板厚的不同选择适当的电流密度。
一般来说,焊接板厚越厚,需要的电流密度越大。
2. 考虑焊接材料的种类和性能,选取合适的焊接电流和焊接时间。
3. 综合考虑焊接板厚、板材材料、接头形式等因素,确定合适的焊接压力。
4. 要根据焊接接头的形状和材料的不同,选择合适的焊接时间和焊接次数。
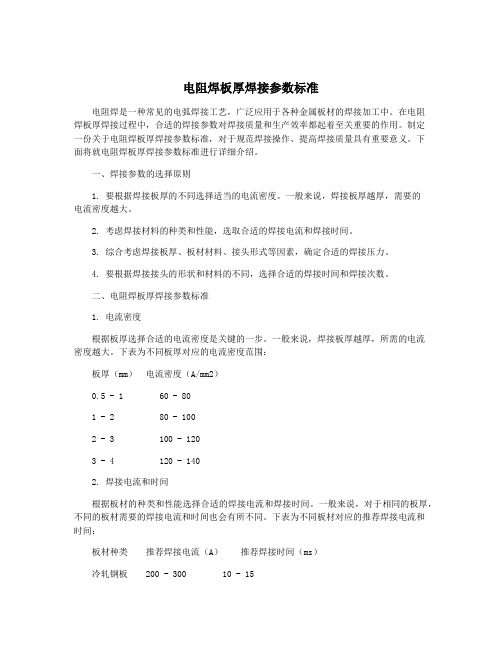
二、电阻焊板厚焊接参数标准1. 电流密度根据板厚选择合适的电流密度是关键的一步。
一般来说,焊接板厚越厚,所需的电流密度越大。
下表为不同板厚对应的电流密度范围:板厚(mm)电流密度(A/mm2)0.5 - 1 60 - 801 -2 80 - 1002 -3 100 - 1203 -4 120 - 1402. 焊接电流和时间根据板材的种类和性能选择合适的焊接电流和焊接时间。
一般来说,对于相同的板厚,不同的板材需要的焊接电流和时间也会有所不同。
下表为不同板材对应的推荐焊接电流和时间:板材种类推荐焊接电流(A)推荐焊接时间(ms)冷轧钢板 200 - 300 10 - 15不锈钢板 300 - 400 15 - 20铝板 400 - 500 20 - 253. 焊接压力根据焊接板厚、板材材料、接头形式等因素确定合适的焊接压力。
要根据实际情况选择合适的焊接压力,一般来说,焊接板厚越大,需要的焊接压力也越大。
4. 焊接时间和次数根据焊接接头的形状和板材材料的不同,选择合适的焊接时间和焊接次数。
一般来说,焊接接头边长越大,需要的焊接时间和次数也会越多。
三、总结在电阻焊板厚焊接过程中,合适的焊接参数对焊接质量和生产效率都起着至关重要的作用。
为什么常规阻抗控制只能是10%的偏差

为什么常规阻抗控制只能是10%的偏差(一)原创声明:本文由一博科技原创,转载请注明出处为什么常规阻抗控制只能是10%的偏差?不少的朋友非常希望阻抗能控制到5%,甚至我还听说过2.5%的阻抗要求。
其实,阻抗控制常规是10%偏差,稍微严格一点的,能做到8%,有很多方面的原因:1、板材来料本身的偏差2、PCB加工过程的蚀刻偏差3、PCB加工过程层压带来的流胶率等偏差4、高速的时候,铜箔的表面粗造度,PP的玻纤效应,介质的DF频变效应等了解阻抗,就一定要了解加工,后面的几篇文章,就来看看一些加工的知识,第一篇先来看看层压:1、PCB压合的原理压合最主要的目的在于透过"热与压力"使PP结合不同内层芯板及外层铜箔,并利用外层铜箔作为外层线路之基地.而不同的PP组成搭配不同的内层板材与面铜则可调配出不同规格厚度的线路板.压合制程是PCB多层板制造最重要的制程,须达到压合后各项PCB基本质量指针.1、厚度:提供相关电气绝缘性、阻抗控制、及内层线路间之填胶.2、结合性:提供与内层黑(棕)化及外层铜箔之接合.3、尺寸稳定性:各内层板尺寸变化一致性,保障各层孔环对准度.4、板翘:维持板材之平坦性.2、PCB压合的流程压板工序必须具备的条件A.物质条件:※制作好导线图形的内层芯板※铜箔※半固化片B.工艺条件:※高温※高压3、压合材料之PP介绍特性:半固化片的特性A.RC%(Resincontent):指胶片中除了玻璃布以外,树脂成分所占的重量百分比。
RC%的多少直接影响到树脂填充导线间空隙的能力,同时决定压板后的介电层厚度。
B.RF%(Resinflow):指压板后,流出板外的树脂占原来半固化片总重的百分比。
RF%是反映树脂流动性的指标,它也决定压板后的介电层厚度C.VC%(volatilecontent):指半固化片经过干燥后,失去的挥发成分的重量占原来重量的百分比。
VC%的多少直接影响压板后的品质。
电阻焊板厚焊接参数标准
电阻焊板厚焊接参数标准电阻焊是一种常用的金属焊接方法,广泛应用于制造业中。
针对不同的板厚,需要制定相应的焊接参数标准,以保证焊接质量和生产效率。
下面将针对电阻焊板厚焊接参数标准进行详细探讨。
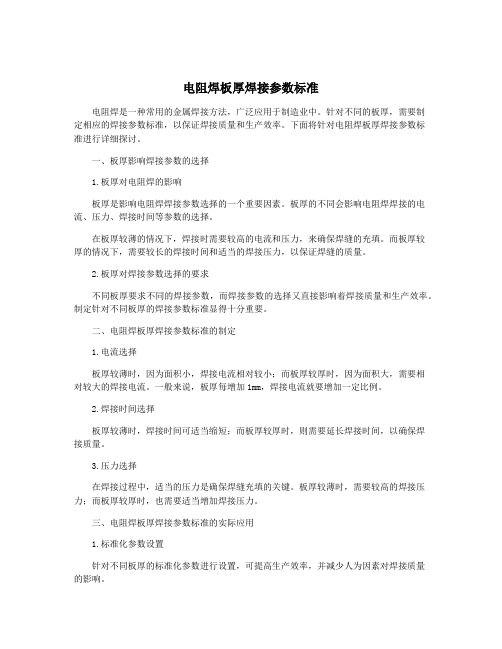
一、板厚影响焊接参数的选择1.板厚对电阻焊的影响板厚是影响电阻焊焊接参数选择的一个重要因素。
板厚的不同会影响电阻焊焊接的电流、压力、焊接时间等参数的选择。
在板厚较薄的情况下,焊接时需要较高的电流和压力,来确保焊缝的充填。
而板厚较厚的情况下,需要较长的焊接时间和适当的焊接压力,以保证焊缝的质量。
2.板厚对焊接参数选择的要求不同板厚要求不同的焊接参数,而焊接参数的选择又直接影响着焊接质量和生产效率。
制定针对不同板厚的焊接参数标准显得十分重要。
二、电阻焊板厚焊接参数标准的制定1.电流选择板厚较薄时,因为面积小,焊接电流相对较小;而板厚较厚时,因为面积大,需要相对较大的焊接电流。
一般来说,板厚每增加1mm,焊接电流就要增加一定比例。
2.焊接时间选择板厚较薄时,焊接时间可适当缩短;而板厚较厚时,则需要延长焊接时间,以确保焊接质量。
3.压力选择在焊接过程中,适当的压力是确保焊缝充填的关键。
板厚较薄时,需要较高的焊接压力;而板厚较厚时,也需要适当增加焊接压力。
三、电阻焊板厚焊接参数标准的实际应用1.标准化参数设置针对不同板厚的标准化参数进行设置,可提高生产效率,并减少人为因素对焊接质量的影响。
2.实时调整在实际生产中,需要根据不同的板厚进行实时调整焊接参数,以适应不同场景下的焊接需求,确保焊接质量。
3.技术人员培训针对电阻焊板厚焊接参数标准,进行相关技术人员的培训,增强其针对板厚选择焊接参数的能力,提高工作效率。
四、总结制作关于电阻焊板厚焊接参数标准对于电阻焊工艺的稳定性和焊接质量的保证至关重要。
合理的电流、焊接时间和压力选择是保证电阻焊板厚焊接质量的关键,必须根据板厚不同进行合理的选择和标准化设置,同时在实际生产中进行实时调整,才能够确保焊接质量和生产效率的提升。