无砟轨道精调
无砟轨道精调技术文
无砟轨道精调技术【摘要】通过沪宁城际铁路客运专线CRTS Ⅰ型板式无砟轨道及京沪高速铁路CRTS Ⅱ型板式无砟轨道静、动态两个阶段的轨道精调技术实践,结合高速动车组轨栓结果分析,对无砟轨道状态调整技术进展了系统的研究,总结了精调施工方法,提出静态适算控制标准,给出动态阶段的分析方法、调整原则和目标管理值。
【关键字】无砟轨道轨道精调一、轨道精调简介待铺轨单位对长钢轨铺设放散、锁定完毕后,即展开轨道精调作业。
前后分为静态调整和动态调整两个阶段。
静态调整到达静态验收标准后,开场联调联试。
开场联调联试后,精调工作进入轨道动态调整阶段,该阶段主要通过16 0km/h 轨检车和350km/h动车组对轨道状态进展检测和评估。
静态调整阶段:是根据轨道小车依据CPIII控制点进展静态测量轨道几何状态,通过软件分析后进展线形不断完善的调整过程。
包括对轨道线形〔轨向和上下〕进展优化调整,合理控制轨距变化率和水平变化率,使轨道静态精度到达规*要求。
动态调整阶段:主要通过对动态轨检车的数据进展分析结果,分点利用静态调整的方式对轨道进展调整。
动态检测结果评估分四级,一级点只需养护,二级点需重点调整,三级点限速行车,四级点停顿行车。
通过两个阶段的调整,最终使得无砟轨道轨道状态满足动车组高速运行的舒适性和平安性要求。
二、轨道扣件系统CRTS II型板式无砟轨道采用WJ-8C型扣件系统。
扣件组成:轨道板采用WJ-8C型扣件,WJ-8C型扣件〔以下简称扣件〕由螺旋道钉、平垫圈、弹条、绝缘块、轨距挡板、轨下垫板、铁垫板、铁垫板下弹性垫板和预埋套管组成。
每个小组配置的主要测量仪器、施工机具四、轨道板及扣件检查、清理长钢轨铺设前组织人员完成对施工现场的清理及修补工作〔包括对扣件孔的清理,道床板破损的修补,轨枕破损的修补,桥梁上单元板之间的清理及伸缩缝的整理、道床板裂缝的处理等工作〕。
轨道板应清理干净,不应有沙子、石子、混凝土残砟及建筑垃圾等。
无砟轨道精调施工

未来,无砟轨道精调施工技术将继 续向智能化、自动化方向发展,提 高施工效率和精度。
02
无砟轨道精调施工技术
测量技术
测量设备
使用高精度的测量设备,如全站仪、测距仪等, 确保测量数据的准确性和可靠性。
测量方法
采用无砟轨道精调施工的专用测量方法,如CPⅢ 自由设站测量法等,提高测量精度和效率。
施工特点
施工组织
城市轨道交通无砟轨道精调施工需考虑城 市环境的特殊性和施工条件的限制,如空 间狭小、交通繁忙等。
合理安排施工时间和人员,确保施工安全 和效率,同时采取措施减小对周边环境和 交通的影响。
调整策略
质量监控
根据轨道几何尺寸偏差情况,制定针对性 的调整策略,优先解决关键问题,确保轨 道平顺性和安全性。
采用高精度测量仪器,提高施工效率 和精度。
技术交流与合作
与其他施工单位或高校进行技术交流, 分享经验,共同提高。
管理挑战及解决方案
管理挑战
无砟轨道精调施工涉及多个部门和多方利益 相关者,管理协调难度大。
明确职责分工
清晰界定各部门职责,避免工作重叠或遗漏。
加强沟通与协作
定期召开协调会议,确保信息畅通,问题及 时解决。
质量检测与验收
质量检测
在调整作业完成后,采用高精度测量仪器对轨道几何参数进行检测,确保达到 设计要求。
验收程序
按照相关规定和标准,组织专家进行验收,确保无砟轨道精调施工质量符合标 准要求。
04
无砟轨道精调施工案例 分析
案例一:高速铁路无砟轨道精调施工
精调施工流程
高速铁路无砟轨道精调施工 涉及测量、数据分析和调整 等多个环节,需确保各环节 的精确性和高效性。
无砟轨道精调作业指导书
附件7无砟轨道精调作业指导书一、基本要求1.CPⅢ网重新复测,经评估合格方可应用于精调。
2.各位零配件安装到位,无缺少。
3.无碴轨道经过冲洗,无杂物,无灰尘。
4.无缝线路应力放散完毕且焊联、锁定。
二、准备工作1.各种规格材料基本到位。
2.绝对测量、相对测量小车经检验、调试合格。
3.各类机具齐备(轨距调整器、内燃扳手、无碴液压起道机、轨道仪、照明工具、数显道尺、塞尺、弦线、扭力测试仪、撬棍、改道小撬棍等)。
三、精调步骤1.总体流程。
2.精确测量。
为监测线路设备的变化,指导线路设备养护,需对轨道实测中线、高程进行绝对精度测量。
主要采用安博格小车与线路CPIII控制网实现对轨道精测。
⑴测量的前期准备工作①输入并核对设计数据(平曲线、竖曲线、超高、控制点,如存在断链,需分别输入,上、下行线也要分别输入)。
②设置项目属性,如平面位置和高程测量基准等。
③定期对全站仪及小车进行保养、检定。
⑵测量的现场工作①检查钢轨表面状态,检查扣件弹条与轨距挡板密贴。
确保零配件无缺少,扣件扭矩达标。
②正倒镜检查全站仪水平角和竖角偏差,如果超过3秒,在气象条件较好的情况下进行组合校准及水平轴倾斜误差(α)校准;检查全站仪ATR 照准是否准确,有无ATR的偏差也应小于3秒。
③使用至少8个CPIII控制点自由设站,如果现场条件不满足,至少应有6个CPIII控制点,其中前后至少各使用一个60米以上的控制点。
根据天气条件确定最大目标距离。
状况好时控制在60m以内,不好时将距离缩短。
④设站的同时组装轨检小车,将双轮部分靠近低轨。
⑤在稳固的轨道上校准超高传感器,一般每天开始测量前校准一次,如气温变化迅速,可再次校准;校准后可在同一点进行正反两次测量,测量值之和应在0.3mm以内。
⑥将全站仪对准轨检小车棱镜,检查通信,关闭全站仪强力搜索,并锁定棱镜。
⑦放样60米以上的一个控制点对设站进行检核。
⑧进入施工模式,看偏差数据是否稳定,如不稳定(变化范围超过0.7mm),将小车向前推,找到数据相对稳定的距离,根据此距离再次重新设站。
无砟轨道精调作业指导书精选全文

可编辑修改精选全文完整版附件7无砟轨道精调作业指导书一、基本要求1.CPⅢ网重新复测,经评估合格方可应用于精调。
2.各位零配件安装到位,无缺少。
3.无碴轨道经过冲洗,无杂物,无灰尘。
4.无缝线路应力放散完毕且焊联、锁定。
二、准备工作1.各种规格材料基本到位。
2.绝对测量、相对测量小车经检验、调试合格。
3.各类机具齐备(轨距调整器、内燃扳手、无碴液压起道机、轨道仪、照明工具、数显道尺、塞尺、弦线、扭力测试仪、撬棍、改道小撬棍等)。
三、精调步骤1.总体流程。
2.精确测量。
为监测线路设备的变化,指导线路设备养护,需对轨道实测中线、高程进行绝对精度测量。
主要采用安博格小车与线路CPIII控制网实现对轨道精测。
⑴测量的前期准备工作①输入并核对设计数据(平曲线、竖曲线、超高、控制点,如存在断链,需分别输入,上、下行线也要分别输入)。
②设置项目属性,如平面位置和高程测量基准等。
③定期对全站仪及小车进行保养、检定。
⑵测量的现场工作①检查钢轨表面状态,检查扣件弹条与轨距挡板密贴。
确保零配件无缺少,扣件扭矩达标。
②正倒镜检查全站仪水平角和竖角偏差,如果超过3秒,在气象条件较好的情况下进行组合校准及水平轴倾斜误差(α)校准;检查全站仪ATR照准是否准确,有无ATR的偏差也应小于3秒。
③使用至少8个CPIII控制点自由设站,如果现场条件不满足,至少应有6个CPIII控制点,其中前后至少各使用一个60米以上的控制点。
根据天气条件确定最大目标距离。
状况好时控制在60m以内,不好时将距离缩短。
④设站的同时组装轨检小车,将双轮部分靠近低轨。
⑤在稳固的轨道上校准超高传感器,一般每天开始测量前校准一次,如气温变化迅速,可再次校准;校准后可在同一点进行正反两次测量,测量值之和应在0.3mm以内。
⑥将全站仪对准轨检小车棱镜,检查通信,关闭全站仪强力搜索,并锁定棱镜。
⑦放样60米以上的一个控制点对设站进行检核。
⑧进入施工模式,看偏差数据是否稳定,如不稳定(变化范围超过0.7mm),将小车向前推,找到数据相对稳定的距离,根据此距离再次重新设站。
高速铁路无砟轨道精调流程
ห้องสมุดไป่ตู้
实施 、现场 “ 峰值 ”克缺及验 收工作等 。
无砟 轨道 精调工作 旨在提 高轨道 的平顺性 ,提 高旅客
舒适性 。轨道平顺性 以轨道平顺性参 数T QI 值 来体现 。T QI
D OI :1 ( ) 1 ‘ ) 5 j { ) / j . i s s n 1 0 7 2( ) 6 1 x . 【 】 1 7 . o 2 . ( ) 3 3
轨向 ( 左 、右 )、三角坑及轨距 7 项轨道参数 。 因此 ,在精
1 无砟轨道精调
1 . 1 意义
无 砟 轨道 精 调 工作 的进 度直 接 影 响到 线 路 的开 通 运 营 .精 调 工 作 的质 量直 接影 响 到开 通 后列 车 运 行 的安 全
( 2)在 安 伯格 小 车 第一 遍 测量 前 ,首 先使 用 “ O” 级 轨检小 车对 线路 检查 一遍 ,测量 精调 前 的TQI 值 及病 害 峰值 ,对 大峰值 病害 进行综合 分析 ,找 出 由于 垫板 或轨距 挡 板缺 少、钢 轨下 存在杂 物等 问题 造成 的病害 ,尽 可能减 少安伯格 小车测 量误差 ,提高精调 作业 效率 ; ( 3) 安 伯格 小车 测量 一般 选在 阴 天或 夜 间进行 ,严
测量 、 “ 0 ”级 / J 、 车数 据 测量 、制定 模 拟方 案 、现场 方案
( 3) 逐 枕检 查线 路 放散 结束 后 ,检查 扣 件 系统 是 否
位 置正确 、齐 全有效 、扣压 力是 否满 足要求 ,SK L 1 5 型弹 条为 2 1 0~2 5 0 N・m ( 普 通 扣件 ),S K L B1 5 弹条 为
无砟轨道粗调、精调工作流程
精调工作流程:前期工作
1线、超高、控制点) 设置项目属性,如平面位置和高程测量基准等 精调机几何尺寸检定 全站仪检定
精调工作流程:现场工作
1. 正倒镜检查全站仪水平角和竖角偏差如果超过3秒,在气象条件较好的 情况下进行组合校准,及α 角校准。注意全站仪ATR照准是否准确
浇注后检测/竣工检测
2. 使用至少8个控制点自由设站,其中前后至少各使用一个60米以上的控制点。 根据天气条件确定最大目标距离。状况好时控制在70m以内,不好时将距离缩 短。 3. 设站的同时组装轨检小车,将双轮部分靠近参考轨 4. 在稳固的轨道上校准超高传感器 (一般每天开始测量前校准一次,如气温变化迅速,可再次校准) 5. 放样60米以上的一个控制点对设站进行检核 6. 将全站仪对准轨检小车棱镜,检查通信并锁定 7. 进入施工模式,看偏差数据是否稳定,如不稳定,将小车向前推,找到数据相 对稳定得距离,根据此距离再次重新设站。 8. 精调前检查所有当前轨排所有扣件和螺杆调节器进行检查,确保螺杆调节器内 侧得螺钉拧紧,扣件系统弹条与轨距挡板密贴。
粗调工作流程:现场工作
5. 将全站仪人工对准第一单元的棱镜,并进行测量 6. 自动测量全部单元,根据测量结果进行第一次粗调 7. 再次自动测量全部单元,根据测量结果进行第二次粗调, 直至平面位置、高程及超高偏差在1.5mm以内 8. 检查当前轨排与调整过的轨排是否存在错牙;如果存在, 对粗调机超高传感器进行检查,并检核全站仪设站(如果 总是存在,使用T形尺进行检查) 9. 数据记录 10.加装螺杆调节器后将粗调机移至下一轨排 11.目标距离大于75米时,全站仪搬站
9. 第一次精调:快速测量整个设站测量区间(约60m),如果偏差较大(超过 5mm),使用多套调整工具,对整块轨排进行调整,将多数点偏差控制在 2mm以内
无砟轨道精调方案
无砟轨道精调方案无砟轨道是一种新兴的铁路轨道建设技术,相比于传统的有砟轨道,无砟轨道能够提供更好的乘坐舒适度和安全性能。
然而,由于没有砟石的支撑,无砟轨道在使用过程中有可能出现轨道下沉、变形等问题,因此需要精细调整来保证其正常运行。
本文将介绍一种无砟轨道精调方案。
首先,无砟轨道精调的目的是调整轨道线路的几何形状,包括水平曲线、垂直曲线和过渡曲线等,以实现铁路列车的平稳行驶。
在无砟轨道的建设过程中,应关注以下几个方面进行精调。
首先,需要对轨道的水平曲线进行调整。
水平曲线是铁路线路上的弯道,为了确保列车在水平曲线上的平稳行驶,需要对曲线的半径、超高和线形进行调整。
曲线的半径是指曲线的弯曲程度,半径越大,曲线的弯曲度越小。
超高是指曲线内侧轨道的相对高度,超高越大,列车在弯道上受到的侧向力越小。
线形是指轨道的曲线形式,一般有克服坡度的等速直线、缓和曲线和直线三种形式。
通过调整这些参数,可以使得曲线符合列车的行驶要求。
其次,需要对轨道的垂直曲线进行调整。
垂直曲线是指铁路线路上的坡度和倾斜度,为了确保列车在坡度和倾斜度变化的区段上平稳行驶,需要对曲线的变化率和变化幅度进行调整。
变化率是指曲线的斜率变化率,变化幅度是指曲线的高度变化幅度。
通过调整这些参数,可以使得曲线的变化符合列车的要求,避免列车在曲线变化的区段上出现颠簸和不稳定的情况。
最后,需要对轨道的过渡曲线进行调整。
过渡曲线是指连接直线轨道和曲线轨道之间的过渡段,为了确保列车在过渡段上平稳过渡,需要对曲线的长度和过渡曲线的曲线形式进行调整。
过渡曲线的长度应保证列车能够充分进行速度的变化和加减速,而曲线的形式应尽量保持平稳,避免列车在过渡段上出现颠簸和不稳定的情况。
针对无砟轨道的精调需求,可以采用以下的精调方案。
首先,根据实际情况和列车的要求,在设计阶段就要充分考虑轨道的几何形状,合理设置水平曲线、垂直曲线和过渡曲线的参数。
通过使用现代的轨道设计软件,可以模拟列车在轨道上的行驶状况,优化轨道的设计。
高速铁路无砟轨道精调应注意的几个问题
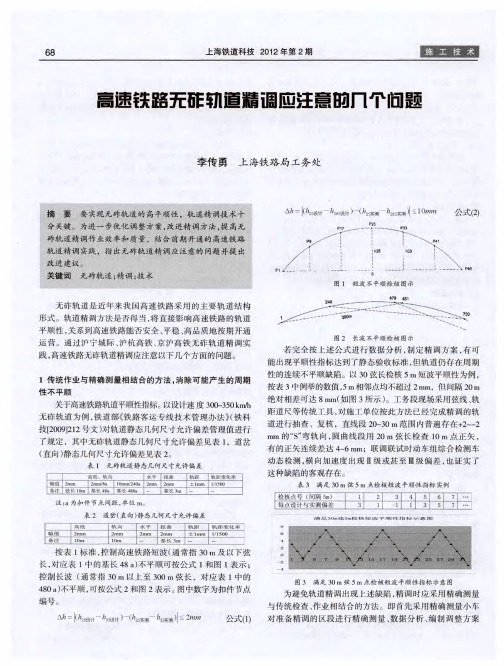
由于 受扣 件 安装 状态 、工程 遗 留 的各类 异 物等 影 响 , 无 砟 轨道 只进 行 一遍 平推 精 调难 以达 到较 高 的平顺 性 , 建议 在 联 调联试 前 至少 进行 两遍及 以上 平推 精调 。 4 道岔 、 曲线 等关 键地 段精调 作业应 注 意 的问题 竖 ( ) 岔 精调 作 业 实 行单 元 管 理 。 即道 岔两 端 各 20m 1道 0 直 线段 从测 量 数据 采集 到数 据 分析 纳入 道岔 区管理 , 保证 线 岔结 合 部平 顺 性 达 到标 准 , 一 端 正 线有 多 组 道 岔 , 将 一 若 应 个 行别 全部 道岔 纳入 一个单 元进 行测 量 、 作业 。 精调 ( ) 道 岔 区 进行 精 确 测 量 、 2在 制定 调 整 方 案 时 应综 合 考
整, 防止道 岔 中线 与线路 出现偏高 、 矢严 格按 理 论计 算均 匀 递减 , 缓 正 并加 工 部 分 0 m级 的调 高 垫板 和轨 距 块 , “ 缺 陷” .m 5 按 零 调 整。 二是基 于 目前我 国高 速铁路 运 营动车 组轴距 一般 在 2 ~ . 5
称 “ 点 ” 拉 2 ~ 01 长 弦 ( 长 过长 会 影 响 精 度 )校 核 每 零 ) 0 3 I T 弦 ,
个 承 轨 台调 整 量 , 弦线 和 道尺 实 际检 查 数 据 为 主 , 定 最 以 确 终调 整量 , 调整 基 准轨 ; 准轨 调整 到位 , 基 再依 据轨 距 和轨 距 递减 率 调 整另 外 一 股钢 轨 ; 该处 平 面 调 整完 成 后 , 以上 述 选
() 轨 、 轨 降低值 的调 整 。尖轨 、 3尖 心 心轨 的降低 值若 超 出允 许 范 围 , 速 列 车走 行 轨迹 发 生 变化 , 接 影 响 尖轨 与 高 直 基本轨 、 心轨 与翼 轨 受力 的合 理过 渡 , 至影 响 高 速 列 车 的 甚 运 行 平稳 和安 全 。 因此 高 速道 岔轨 道几 何 尺寸 精调 时 , 对 应
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
无砟轨道精调浅谈
摘要:目前我国正不断地进行高速铁路建设,因此本文就高速铁路无砟轨道精调工作中的一些要点进行简要说明,望同行间相互交流工作经验,帮助解决工作中遇到的一些问题。
关键词:无砟轨道精调精调小车
中图分类号:u215.5 文献标识码:a 文章编号:1672-3791(2013)02(c)-0057-01
无砟轨道是以钢筋混凝土取代碎石道砟道床的轨道结构形式,由于轨道具有高平顺性、刚度均匀、轨道几何形位能持久保持、维修工作量显著减少等特点,使高速铁路较传统的有砟轨道具有更好的适应性。
其中平顺性是评价轨道最终几何状态的核心指标,所以高铁要求高精度的平顺性。
也正因如此,在高铁建设中无砟轨道施工便成为重中之重的核心环节,标准更高,要求更严,精度要求也更高。
无砟轨道铁路轨道几何状态(平顺性)通过轨道几何状态测量仪(轨检小车)来检测获取,通过内符合精度和外符合精度两大指标评价轨道几何状态。
为保证最终的轨道平顺性要求以及最大程度的节约成本,在施工中应对重点工作严格控制,下面就轨道精调工作单独浅谈一下。
轨道精调通过全站仪自由设站,采用轨道几何状态测量仪进行检测,确定轨道几何形位调整量。
为保证轨道精调的精度,在工作
中应注意以下几点。
(1)确保轨道几何参数输入的正确性和仪器参数的正确性,避免精调过程中出现严重的基础性参数错误。
在这里应特别注意以下两点。
线路左线和右线的里程和坡度。
①里程。
铁路建设中的线路里程和线路坡度都以线路左线为基准,但由于线路左右线在圆曲线上的半径不同,因此左右线的实际长度是不等的,其实际里程也是不同的,因此在曲线上仪器所显示的右线里程并不一定是线路真实里程。
②坡度。
由于曲线上线路左右线实际长度并不相等,但线路变坡点的位置却相同,导致左右线坡度不同,而目前各条铁路的设计中并没有对线路左右线的轨面坡度单独列出,均以左线为基准,这就使得在对大坡度、长曲线的施工中出现左右线的高程差偏大而对精调工作造成困扰。
目前轨道精调使用的轨检小车主要是amberg小车和gedo 小车两种,gedo小车对线路右线需单独输入线路参数,在此处的困扰大一些。
amberg小车虽然可以使用左线参数右偏来进行轨道精调,但通过amberg小车厂商技术部门了解到,amberg的精调软件在使用左线右偏工作时是将hy点和yh点的高程确定后,将左右线在圆曲线上由长度不同引起的差值在右线圆曲线上消化掉,但这还
是会引起左右线坡度的不同。
因此,在施工时如遇差值偏大时应尽早联系设计单位解决。
(2)在精调前应先确保仪器的可靠性。
对于高精度测量仪器而言,应注意仪器的检校和标定,以及日常保养和清洁工作,以保证精度的可靠性。
在无砟轨道施工前应使用多台设备同时检测同一段轨道来确定精调设备的可靠性。
(3)轨道精调应在规定的作业环境下进行。
对于风的因素可采用对全站仪搭棚挡风的类似方法解决。
作业中应遵循“先轨向,后轨距”,“先高低,后水平”的原则进行工作。
(4)轨检小车可以按小里程到大里程方向运动,也可以按从大里程到小里程方向运动,但应保证全线精调工作时运动方向的一致性。
(5)由于全站仪及观测环境的客观因素,对于精调测量的工作距离,建议每站观测范围10~60 m,有效工作范围50 m;最远不要超过70 m,否则很难保证测量精度,尤其是高程精度。
(6)使用全站仪建站过程中,全站仪的架设应保持与小车棱镜在同一直线上(使用amberg小车时,全站仪架设在轨道中心;使用gedo小车时,全站仪架设在与小车棱镜同一条轨道上方),并且架设高度要尽量低,以保证观测过程中水平角和竖直角的变化范围最小;测量时应保证cpⅲ棱镜面朝向全站仪,观测时采用由远及近的方式进行观测,并且查看建站的精度指标,保证建站的中误差在
1 mm以内,从而确保测量精度。
(7)小车上棱镜安放应保持棱镜面朝向全站仪,避免左右、上下的偏转,否则会造成测量数据的错误性,如使用gedo小车进行轨道精调,建议将小车的固定端安放在内轨侧(低轨),将棱镜与活动端安放在外轨侧(高轨)。
(8)每天精调工作前需做小车的检校工作(超高倾斜和轨距),且校准工作一定要准确,保证精度的可靠性,超高倾斜可利用小车本身掉头方式测量至少两次作为数据检测校准值,轨距可利用高精度轨道尺(建议采用0级电子轨距尺)测量出轨距值作为基准数据。
(9)在轨道调整过程中可以不记录数据,采用跟踪测量方式进行测量,但在调整完毕后需采用标准测量方式(标准测量精度高于跟踪测量)进行等间距测量(每根轨枕测量一次),并保存调整后数据生成报表和图形备案。
对于电子文件其文件名应按统一方式命名,最好加入日期备份保存。
各类精调报表和文件均应分类按日期保管好,以备后面使用方便。
(10)观测过程中不要遮挡棱镜与全站仪,如被遮挡则放弃本次测量,重新测量该点。
(11)由于不同测站建站误差及全站仪测量远近距离不同而引起同一个测量点在平面和高程上存在一定偏差,因此要求在相临两个测站间必须有搭接区域,这样,对于同一条轨道而言,在两个不同测站间便可保证其平面和高程上的顺延性。
搭接目的在于检测偏
差并消除两站之间的“台阶”偏差。
对于搭接区域而言,一般搭接距离为10 m,轨枕数为15根。
(12)精调后6 h内必须浇注混凝土,间隔时间过长、或者环境温度变化超过15 ℃、亦或是受到外部条件影响时,必须重新检查调整;混凝土浇注完毕凝固后,需再测量轨道各项参数,以便形成前后对比报表。
无砟轨道精调工作必须注意各处细节,工作勿必严谨,以上所谈之处只是工作中一些重点注意事项,未及谈到之处万望见谅。
参考文献
[1] tb 10601-2009,高速铁路工程测量规范[s].中国铁道出版社.。