斜顶的设计
注塑模具结构及设计-8(斜顶_强脱)
在设计斜顶结构时,要注意产品的侧定位,防止 产品随斜顶走,产生侧抽不良。
当在斜顶的 后面有顶杆 时,如果两 者靠的太近, 在顶出时斜 顶与顶杆可 能会产生干 涉。
斜斜顶是通 过改变导滑 块里滑槽的 方向,使斜 顶相对于产 品的移动方 向改变,来 避免斜顶对 产品铲胶。
产品的倒 扣处需要 斜顶抽芯 才能出模
斜顶设计 方案一: 倒扣的大 部分成型 在斜顶里 面。
缺点:斜 顶侧向抽 芯时产品 的倒扣根 部处容易 产生撅白 或折断。
斜顶设计方案二:倒扣的一部分成型在模芯里 面,而斜顶仅仅只侧抽芯防碍出模的部分。
分体式的斜顶头和斜顶杆之间可以采用 键槽,燕尾槽,定位销,螺纹等多种形 式来定位连接。
分体式的斜顶头和 斜顶杆,可以 做成
头部和杆部粗细大 小不一样的情况, 把斜顶头和斜顶杆 分开加工。
3°
3°
分体式的斜顶头和斜Байду номын сангаас杆,可以
由一个斜顶头和两个斜顶杆组成。 对于这类斜顶很难保证斜顶杆的 角度和斜顶头的角度精度一致, 为了防止角度不一致时防碍斜顶 顶出和出毛刺,通常将斜顶头的 三面加上角度,使斜顶头的背面 15°的角度比斜顶杆的角度大一点。
动,定模分开。
顶出初始阶段,外侧型腔和产品一起 向上走,内侧的型芯相对产品向下走, 为强制脱模让出空间。
强制顶出时,制品为脱出倒扣向内变形。
脱出倒扣后,制品又弹性恢 复到原来的形状,可以完整 顺利的取出制品。
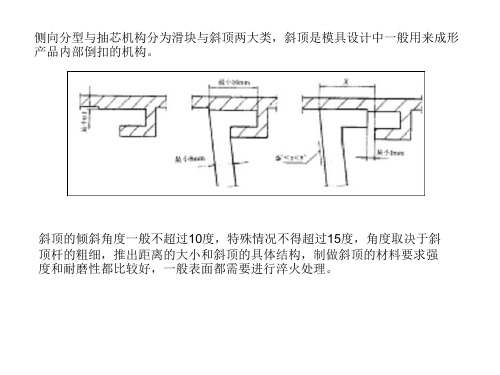
侧向分型与抽芯机构分为滑块与斜顶两大类,斜顶是模具设计中一般用来成形 产品内部倒扣的机构。
斜顶设计规范

本文件版权及商业机密属于Haier EPG 集团﹐非经允许不得以任何方式复制一. 概述:斜顶主要用于脱出产品倒扣及参与制品顶出,根据其结构形式分为整体式斜顶和分体式斜顶;目前我司采用的整体式斜顶为方斜顶,如图一所示;分体式斜顶主要为圆杆分体式斜顶,如图二所示。
图一 图二 二. 方斜顶设计规范:1.材料及热处理:2738(长度≥400mm 时:采用718H ),氮化HV7002.应用场所:设计不上圆斜顶杆时设计方斜顶。
当模板尺寸超过800*1000*400(高)时,超出我司线切割的能力,方斜顶处需要镶拼出来加工。
3.截面尺寸及斜顶角度:10*10、10*12、12*12、12*14、14*14、14*16、16*16、16*20、20*20;斜顶角度优选3°5°7°8°10°12°13°15° 方斜顶的截面尺寸需要经过以下公式校核截面强度(强度不够,会出现方斜顶弯曲的质量异常)。
本文件版权及商业机密属于Haier EPG集团﹐非经允许不得以任何方式复制本文件版权及商业机密属于Haier EPG 集团﹐非经允许不得以任何方式复制4.方斜顶建腔及导向:模具上需保证“B ”大于斜顶宽度的2倍,其余部分避空,避空优选直圆孔,其次为对接圆孔,最后才选斜圆孔如图四所示, 同时B0底面设计导滑块,如图三所示; B3,B4板要设计斜顶拆装孔,拆装孔直径要比螺钉坯头直径大2mm 以上。
而且必须保证T 型块的宽度比拆装孔的直径大于10毫米。
方斜顶不能够跨镶拼线。
图三图四5.方斜顶设计参数如图五所示:“A ”和“H ”为方斜顶基准面及定位面,要求:A ≧3mm ,H ≧15mm 。
本文件版权及商业机密属于Haier EPG 集团﹐非经允许不得以任何方式复制图五6.方斜顶T 型块的固定螺丝大小必须为M6以上,否则需设计成图六结构形式。
图六三.圆杆分体式斜顶设计规范1.材料及热处理:圆斜顶杆采用我司标准件,设计时避免圆杆回厂二次加工螺纹,斜顶头材料根据项目需求可以采用2738或者国产P20(低成本)2.应用场所:能设计圆杆分体式斜顶的必须设计圆杆分体斜顶,且避免设计双角度的斜顶。
模具行位和斜顶的设计经验要点
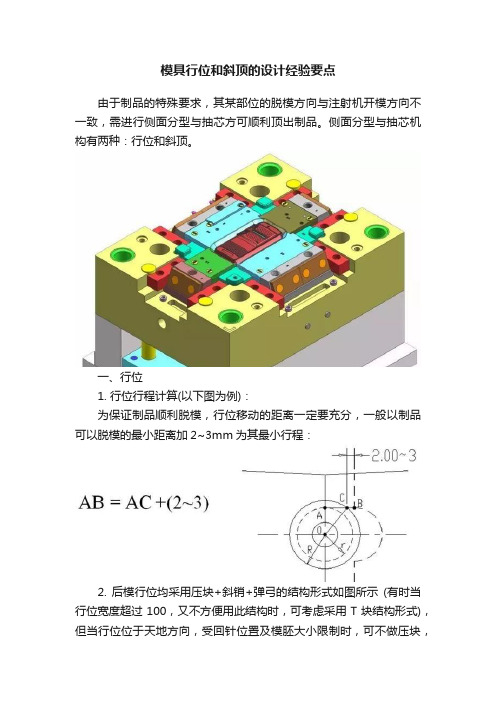
模具行位和斜顶的设计经验要点由于制品的特殊要求,其某部位的脱模方向与注射机开模方向不一致,需进行侧面分型与抽芯方可顺利顶出制品。
侧面分型与抽芯机构有两种:行位和斜顶。
一、行位1. 行位行程计算(以下图为例):为保证制品顺利脱模,行位移动的距离一定要充分,一般以制品可以脱模的最小距离加2~3mm为其最小行程:2. 后模行位均采用压块+斜销+弹弓的结构形式如图所示(有时当行位宽度超过100,又不方便用此结构时,可考虑采用T块结构形式),但当行位位于天地方向,受回针位置及模胚大小限制时,可不做压块,由模板原身出。
3. 行位底面、顶面与前后模底、顶面的关系,见图:4. 不论行位侧面是否有封胶,其两侧均要做斜度,一般值为单边3~5°,但当两个运动方向垂直的行位贴合时,角度为45°。
若产品四面均有行位互相贴合,设计时应考虑将其中一个行位伸出一耳朵,以保证准确定位。
5. 行位高度与厚度的比值最大为1,否则行位运动时会受翻转力矩影响,造成运动失效,一般要求L≧1.5H。
6. 行位斜销角度一般为15°~25°,最大不能超过25°,斜销角度比行位小2°,一般尽量不采用细小的斜销,以保证行位运动的顺利。
7. 斜销孔比斜销单边大1/64",约0.4,当斜销穿过行位时,需在模板上为其留出足够的让位空间。
8. 斜销在行位中位置的确定:斜销尽量置于行位的中间位置,具体尺寸要求如图:9. 铲鸡与行位的配合面要求超过行位高度的2/3,并且用于铲鸡的螺丝应尽量大,下图为两种不同结构的铲鸡,尽量避免采用图b的结构。
10. 行位弹弓长度的确定,应保证弹弓空间足够,防止弹弓失效。
设定行位行程为M,弹弓总长为L,设弹簧压缩40%,行位完全退出后,弹弓仍预压10%,则有:(40%-10%)L=ML=(10/3)M弹弓空间为0.6L但当L过小时,为了防止弹弓失效,往往要加大弹弓长度。
斜顶座带角度设计方法

斜顶座带角度设计方法
斜顶座是一种常用于屋顶建造的设计方法,其具有角度设计的特点,可以使屋顶更加美观,也更有利于排水。
下面介绍一些关于斜顶
座带角度设计的方法。
1. 角度的确定:斜顶座的角度通常是根据实际需要决定的,一
般来说,角度越大,屋顶越陡峭,但是也会增加建造难度和成本。
因此,在确定角度的时候,需要考虑多个因素,如建筑的用途、所在地
区的气候条件、建造预算等。
2. 尺寸的计算:在确定角度之后,需要计算斜顶座的尺寸。
这
包括座的长度、宽度和高度等。
在计算时,需要考虑屋顶的实际面积
和建筑的结构形式,以确保座的设计符合实际需要。
3. 使用适当的材料:斜顶座的材料选择主要考虑其耐久性、抗
风性能和美观度等因素。
一般来说,使用金属、木材或混凝土等材料
是比较常见的选择。
在选择材料时,需要考虑不同材料的优缺点,以
及其适用的气候条件等因素。
4. 安装前的准备工作:在进行斜顶座的安装前,需要进行一些
准备工作,如清理屋顶、测量座的尺寸和角度、确定安装位置等。
同时,还需要注意安全措施,如搭建安全脚手架等。
5. 安装和固定:安装斜顶座时,需要使用适当的工具和材料,
如螺丝、膨胀螺栓等。
在固定时,需要确保座的位置准确、固定牢靠,并且与屋面的接触部分需要密封处理,以防水。
以上是关于斜顶座带角度设计方法的一些介绍,仅供参考。
在实
际应用中,需要根据具体情况进行调整和改进。
斜顶设计规格

用途:用于塑件向内倒扣位置1.规格:1.1 斜顶与内模所用的钢材不可使用相同材质,若是相同材质应选用不同的硬度,避免磨擦而被烧坏;1.2 斜顶氮化前,斜顶与斜顶孔之间应留有适当的虚位,斜顶的刚才硬度及是否需要氮化,可依照标题栏的指示1.3 导向铜块—装配于B板底部,用于防止较长的斜顶在顶出时中间段落弯曲及稳定其动作1.4 管位—斜顶在伸出后,在内模的管位高度最少要有伸出高度的2倍2.斜顶的设计:2.1 斜顶参数计算:2.1.1 斜顶行程=倒钩距离+缩水量+安全值(1.5~3.0mm)2.1.2 斜顶角度a:如图23.13.标准整体式斜顶设计方法:3.1 确定斜顶的行程,斜顶角度3.1.1 检查斜顶后退方向是否正确3.1.2 斜顶顶部偷料0.05~0.1mm3.1.3 检查斜顶后退时是否有干涉若有干涉则可改小行程或采用让位拆法3.2 确定斜顶宽度(表23.1、图23.2)表23.1图23.23.3 导向块的设计(如图23.3)图23.33.4 斜顶座的设计3.4.1 适用于中小型斜顶(如图23.4)方法一方法二图23.43.4.2 适用于大型斜顶(如图23.5)方法一方法二如图23.54.两段式斜顶设计方法:适应场合:斜顶运作空间不足时可采用两段式斜顶4.1 顶针式斜顶:4.1.1 设计要点:1)斜顶导向行程≥顶出行程+10mm2)顶出安装时要从公模背后装入再旋转90º方向钩住T形槽3)顶针是否与模仁有干涉4)顶针直径≥6mm图23.6L形两段式斜顶设计要点:1)适用于斜顶与母模无靠破之情况(如图23.7)2)适用于斜顶与母模靠破之情况(如图23.8)图25.7 图25.84.3 方型斜顶座图25.95.母模斜顶设计方法:5.1 母模入子钩动式应用场合斜顶比较大的情况5.2 设计要点:1)增加开闭器小拉杆以确保开模时使上固定板与母模板先开,后再开公母模分型面2)斜顶于镶件之间不得有间隙3)斜顶水平后退距离S1=S X tgA (如图25.10)S为上固定板与母模板间开模距离A为斜顶垂直方向夹角5.3 动作原理:母模镶件(1)固定在上固定板上,开模时上固定板与母模板先开,所以母模镶件将先抽动,此时,从而通过燕尾槽拖动斜顶后退,斜顶在固定于母模仁上的勾槽中滑动它只沿水平方向5.4 顶板顶出之斜顶(如图25.11)图25.10图25.116.参考设计:6.1 DME配件(详细尺寸参考DME)(如图25.12)图25.12。
万向斜顶座设计要点

万向斜顶座设计要点学习万向斜顶座设计这么久了,今天来说说关键要点。
我理解啊,万向斜顶座设计,首先得考虑它的承载能力。
这就好比我们盖房子,地基得能承受住房子的重量,万向斜顶座要是承载能力不行,在实际工作中的压力面前那肯定就歇菜了,比如说在一些大型注塑模具里,如果万向斜顶座承载能力不够,它就很容易变形甚至损坏。
然后呢,万向的这个功能实现是个要点。
我之前就很困惑,这到底是怎么做到能万向转动还很灵活准确呢?后来我发现,这靠的是精密的结构和部件配合。
就像我们身体的关节一样,肩关节能做各种方向的运动,那是因为骨头、肌肉、韧带这些东西完美协作。
万向斜顶座里面的关键部件,像是轴承啊,它们的质量和精度就决定了万向功能的好坏。
对了还有个要点,安装的便捷性。
你想啊,如果安装起来特别复杂,耗时又耗力,在实际的工业生产环境里那多耽误事儿啊。
就好比你组装个复杂的家具,要是说明书特别难懂,零件安装特费劲,你肯定得吐槽。
所以在设计的时候,就要考虑到如何让工人能快速准确地把万向斜顶座安装好。
再说说材料的选择吧。
这材料要耐磨还要耐腐蚀呢。
我总结了下,因为在有些恶劣的工作环境里,比如说潮湿的、有化学物质的环境中,如果材料不耐磨耐腐蚀,万向斜顶座的寿命就会大大缩短。
这就和我们平时买鞋子一样,要是鞋子的材料不耐磨,没穿多久就破了。
还有啊,加工的精度也不能忽视。
这精度要是不够,就会影响到整个万向斜顶座的性能。
我知道确定精度需要用到一些很精确的测量工具,可是我还得多跟师傅学学这方面的技巧,我现在对这部分的理解还是比较有限的。
在学习万向斜顶座设计的过程中,参考一些相关的模具设计书籍是很有用的,像《现代模具设计方法》之类的书就有很多详细的解释。
还有多去看看实际的模具产品,这样能更直观地理解这些设计要点。
另外,有效记录笔记也是我的学习技巧之一。
把每次学到的要点,不管是自己悟出来的还是师傅教的,都认真记下来,时常拿出来看看,这样可以加深印象,当积累到一定程度的时候就会发现对这些要点能掌握得更透彻。
模具系列9-模具斜顶设计
推方系统
一.斜顶,又称斜梢或推方.常用于制品内部侧壁或内顶部表面倒扣位的脱模.另外斜顶还兼有顶出制品的功能.而且占用空间
比较小运用广泛.
二.原理:推方受斜度控制顶出过程中获得一定的水平方向平移从而脱出倒扣.(见10F6图2顶出状态),水平方向平移距离由斜
度大小及顶出距离大小决定.通常斜度(A)做3度~7度,
行位(S1)不够时优先加高C板,加高C板还不够才考虑7
度以上的斜度.斜度最大不超过15度,并且推方强度要够.三.制品内部滑动的推方在客户允许的情况下可以做成略低于呵
0.1~0.5mm以防铲胶.(见10F6图1)
四.推方的各种形式(见图20F6)常用10F6图2B形式,少用10F6图1A形式(易走披锋,除非客户指定).
五.推方平移范围内不能碰到凸起胶位.(行程受干涉,会损坏产品)推方不能与推方,顶针,司筒,螺丝,运水等发生干涉.见30F6.六.推方避空孔画法见40F6图1,推方被产品几个面包紧时处理方式见40F6图2.
七.为了增长推方使用寿命(尤其是细推方及长的推方),有时要做耐磨块.(见50F6).
八.推方脚定位有锁螺丝,穿针,做座等.我厂规定全部做座其规格如60F6图1与图2,当推方很大时,其底可切小,推方座设
计参数相应作小部分修改.。
模具斜顶设计注意事项
模具斜顶设计注意事项1. 斜顶设计需要考虑模具的倾角和斜面的坡度,以确保斜顶可以顺利脱模。
- 模具的倾角应根据工件的形状和材料特性来确定,倾角过大或过小都会影响脱模效果。
- 斜面的坡度应适当,太陡会增加脱模力量,太平则容易出现倒模。
2. 斜顶设计要考虑模具的结构强度和稳定性,以防止变形或破裂。
- 模具的斜度和斜面的角度会对模具的受力情况产生影响,设计时要有足够的结构支撑。
- 考虑到模具常见的工作温度和压力,选择合适的材料和加固措施。
3. 斜顶设计需要考虑模具内的冷却系统。
- 在斜顶部分设置冷却通道,以增加冷却效果,减少产品缩短和变形的可能性。
- 冷却通道的设计应合理安排,以确保整个斜顶区域能够均匀冷却。
4. 斜顶设计需要考虑模具的脱模方式。
- 在斜顶上设置合适的脱模装置,例如拉钩、凸台等,以便顺利脱模。
- 脱模装置的位置和设计应符合工件的形状,避免在脱模过程中对工件产生影响。
5. 斜顶设计要考虑模具的生产和加工。
- 设计时要考虑到模具加工的可行性和生产成本。
- 避免过于复杂的斜顶结构,以便于加工和维修。
6. 斜顶设计需要考虑模具的使用寿命和维护。
- 斜顶部分容易受到冲击、磨损和腐蚀,设计时要选择耐磨、耐腐蚀的材料,并做好维护措施。
- 定期检查和清洁斜顶,确保斜顶部分的正常运行。
7. 斜顶设计需要考虑模具的安全性。
- 在斜顶部分设置防护装置,以避免操作人员受伤。
- 检查和保持防护装置的完好性,及时修复或更换损坏的部件。
8. 斜顶设计需要考虑模具的产品质量。
- 斜顶部分对于工件的形状和尺寸有直接影响,设计时要确保产品的质量符合要求。
- 注意斜顶结构中可能出现的缺陷,例如水刀线、气泡等。
9. 斜顶设计需要考虑模具的使用方便性。
- 斜顶部分的设计应方便清理、维修和更换。
- 考虑到斜顶部分的可拆卸性,以方便模具的组装和拆卸。
10. 斜顶设计需要考虑模具的适应性和灵活性。
- 考虑产品的变更和新产品的开发,设计时要保证斜顶的适应性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
斜顶的设计
斜顶是将制品内部的倒扣胶位抽出的机构。
斜顶的斜度一般取2°~12°,最大不要超达15°
斜顶的上端面不能高出型芯面,而应该在制品充许的情况下低于型芯端面0.05mm~0.08mm 。
以防斜顶顶出时铲胶。
耐磨块(D方向视图)
弹簧垫片
斜顶的钢材一般同型芯不能一样,以防斜顶与型芯摩擦烧结。
斜顶氮化前需在其摩擦面加工油槽。
油槽的位置是胶位面下(顶出距离+3) 斜顶所用钢材一般可选738H(氮化)、718H(氮化)、H13(HRC52°±2°)、420SS(HRC52°±2°)、S7油钢(2510)(HRC52°±2°)。
斜顶导向座所用材料一般选碳钢(S50C),精密级模具也可用青铜。
(注:斜顶与导向座的配合是精密级滑动配合即H7/h6或H7/g6,一般也可选低一级的配合H7/f6或H7/f7)。
斜顶固定座所用材料一般选738H(氮化)、718H(氮化)。
耐磨块除客户要求外,一般模具可不使用。
如是精密模具或需承受较大注塑压力的模具都需使用。
所用材料一般选S7油钢(2510)(HRC52°±2°)。
并需在顶面加工油槽,以便其滑动。
精密级模具中斜顶与型芯的配合需选用(H7/h6或H7/g6),一般可以选用(H7/f6或H7/f7)。
以下是斜顶的其它设计形式及固定形式:
斜顶的其它形式(一)
斜顶的其它形式(二
)
斜顶的其它形式(三)
弹簧钢
注意:请。