斜顶机构设计
注塑模具结构及设计-8(斜顶_强脱)
在设计斜顶结构时,要注意产品的侧定位,防止 产品随斜顶走,产生侧抽不良。
当在斜顶的 后面有顶杆 时,如果两 者靠的太近, 在顶出时斜 顶与顶杆可 能会产生干 涉。
斜斜顶是通 过改变导滑 块里滑槽的 方向,使斜 顶相对于产 品的移动方 向改变,来 避免斜顶对 产品铲胶。
产品的倒 扣处需要 斜顶抽芯 才能出模
斜顶设计 方案一: 倒扣的大 部分成型 在斜顶里 面。
缺点:斜 顶侧向抽 芯时产品 的倒扣根 部处容易 产生撅白 或折断。
斜顶设计方案二:倒扣的一部分成型在模芯里 面,而斜顶仅仅只侧抽芯防碍出模的部分。
分体式的斜顶头和斜顶杆之间可以采用 键槽,燕尾槽,定位销,螺纹等多种形 式来定位连接。
分体式的斜顶头和 斜顶杆,可以 做成
头部和杆部粗细大 小不一样的情况, 把斜顶头和斜顶杆 分开加工。
3°
3°
分体式的斜顶头和斜Байду номын сангаас杆,可以
由一个斜顶头和两个斜顶杆组成。 对于这类斜顶很难保证斜顶杆的 角度和斜顶头的角度精度一致, 为了防止角度不一致时防碍斜顶 顶出和出毛刺,通常将斜顶头的 三面加上角度,使斜顶头的背面 15°的角度比斜顶杆的角度大一点。
动,定模分开。
顶出初始阶段,外侧型腔和产品一起 向上走,内侧的型芯相对产品向下走, 为强制脱模让出空间。
强制顶出时,制品为脱出倒扣向内变形。
脱出倒扣后,制品又弹性恢 复到原来的形状,可以完整 顺利的取出制品。
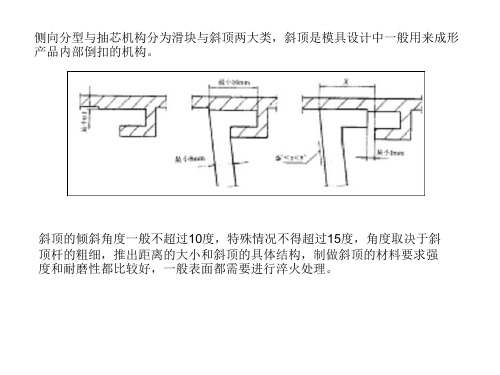
侧向分型与抽芯机构分为滑块与斜顶两大类,斜顶是模具设计中一般用来成形 产品内部倒扣的机构。
【管理资料】注塑模具斜顶(Slider)设计介绍汇编

此课件下载可自行编辑修改,仅供参考! 感谢您的支持,我们努力做得更好!谢谢
推出时间的影响。 液压传动与气压传动抽芯机构的比较:液压传动平稳,且可得到较大的抽拔力和较长的抽芯距离。
液压抽芯机构带有锁紧装置,侧向活动 型芯设在动模一侧。成型时,侧向活动型芯 由定模上的锁紧块锁紧,开模时,锁紧块离 去,由液压抽芯系统抽出侧向活芯,然后再 推出制件,推出机构复位后,侧向型芯再复 位。
注塑模具斜顶(Slider)设计介绍
3.斜顶设计规范
*斜顶要注意的问题: 4)要检查顶头部是否为反度(顶出会铲胶),要注意斜顶是否会与其它部件干涉(如其它斜顶,顶针,骨位),一定要校核.
干液压或气动抽芯机构 液压或气动抽芯与机动抽芯的区别: 液压或气压抽芯是通过一套专用的控制系统来控制活塞的运动实现的,其抽芯动作可不受开模时间和
4.其他滑块形式
二、机动侧向抽芯机构
利用注射机的开模力,通过传动机构改变运动方向,将侧向的活动型芯抽出。 机动抽芯机构的优、缺点: 结构较复杂,抽拔力较大,灵活、方便、生产效率高、容易实现全自动操作、 无需另外添置设备等。 结构形式为: 斜销、弹簧、弯销、斜导槽、斜滑块、楔块、齿轮齿条等 。
动画
4/5
注塑模具设计第5讲 实例4-2D-05 斜推杆(斜顶)机构的设计

4-1-32所示。
3
七、斜推杆机构的设计
注塑模具设计实例教程
❖ (2)斜推杆座与斜推杆相关尺寸的确定 ❖ 斜推杆座长宽一般由斜推杆的大小来确定,本例斜推杆座尺寸设计为20×40×53。 ❖ (3)斜推杆座在正剖视图中的绘制 ❖ 本例的斜推杆座在正剖视图中的绘制如图4-1-33所示,锁紧斜推杆座的螺钉选用
❖ 导向块的作用是加强斜推杆的强度和刚性,并对斜推杆进行支撑和导向。
❖ (1)导向块相关尺寸的确定
❖ 导向块的厚度一般为10~15mm,长宽一般由斜推杆的大小来确定。本例导
向块的的厚度取15mm,并选用规格为M5的螺钉锁紧。
4
七、斜推杆机构的设计
注塑模具设计实例教程
❖ (2)导向块在正剖视图中的绘制 ❖ 根据所确定的导向块相关尺寸,导向块在正剖视图中的绘制如图4-1-36所示。因
复习:热流道系统的设计
检查上次布置作业的完成情况
新课: 七、斜推杆机构的设计
❖ 斜推杆机构包括斜推杆、斜推杆座、导向块等。 1. 斜推杆的设计
❖ 设计斜推杆前,首先要处理剖视图中 一些不必要的图线,如图4-1-26所示, 正剖视图同样要处理。
❖ (1)斜推杆的设计形式
❖ 本例的斜推杆可设计成三种形式,如 图4-1-27所示。各种形式的优缺点在前 面的实例中已作介绍。本例的斜推杆 选择图4-1-27(b)和图4-1-27(c)两 种设计形式。
5
❖ (3)斜推杆宽度的确定
❖ 本例的扣位宽度有四个为31.8mm,有一个为19.57mm,单边可延伸做大 1mm左右,即将斜推杆宽度设计为四个34mm和一个22mm。
❖ (4)斜推杆抽芯行程的确定
❖ 本例的扣位深度为0.75mm,斜推杆的抽芯行程=扣位深度+2mm左右,故 斜推杆抽芯行程作到2.75mm左右即可。
斜顶模具都说难,看完这个其实很简单

斜顶模具都说难,看完这个其实很简单斜顶、摆杆机构斜顶、摆杆机构主要⽤于成型胶件内部的侧凹及凸起,同时具有顶出功能,此机构结构简单,但刚性较差,⾏程较⼩。
常采⽤的典型结构如下:(1)结构1 斜顶机构图7.7.1a为最基本的斜顶机构。
在顶出过程中,斜顶1在顶出⼒的作⽤下,沿后模的斜⽅孔运动,完成侧向成型。
斜顶根部要求使⽤图⽰装配结构,图7.7.1b为其装配的分拆⽰意。
在斜顶机构中,为了保证斜顶⼯作稳定、可靠,应该注意以下⼏点:(A)斜顶的刚性。
增强斜顶刚性⼀般采⽤:1.在结构允许的情况下,尽量加⼤斜顶横断⾯尺⼨。
(参见第七章7.2节)2.在可以满⾜侧向出模的情况下,斜顶的斜度⾓“A”尽量选⽤较⼩⾓度,斜⾓A⼀般不⼤于20°,并且将斜顶的侧向受⼒点下移,如增加图7.7.1a中的镶块2,同时镶块可以具有较⾼的硬度,提⾼模具的寿命。
(B)斜顶横向移动空间。
如图7.7.1a所⽰尺⼨“D”,为了保证斜顶在顶出时不与胶件上的其它结构发⽣⼲涉,应充分考虑斜顶的侧向分模距离、斜顶的斜度⾓“A”,以保证有⾜够的横向移动空间“D”。
(C)斜顶在开模⽅向的复位。
为了保证合模后,斜顶回复到预定的位置,⼀般采⽤下⾯的结构形式。
如图7.7.2a;7.7.2b。
(D) 斜顶底部在顶针板上的滑动要求平顺,稳定。
(2)结构2 摆杆机构,如图7.7.3。
在顶出过程中,当摆杆1的头部(L1所⽰范围)超出后模型芯时,摆杆1在斜⾯A的作⽤下向上摆动,完成分型。
设计摆杆机构时,应保证:L2>L1;E2>E1。
缺点:图⽰“B”处易磨损,须提⾼此处硬度。
⼀般要求将此处设计成镶拼结构。
滑块斜顶等模具机构理论
適宜用在模板較薄且上固定板 與母模板可分開的情況下 配合面較長,穩定較好
鏟機的鎖緊及定位方式
P.9
形式一
形式二
形式三
鏟機採用鑲拼式鎖緊 模式,通常可用標準 件.可查標準零件表, 架構強度好.適用於 鎖緊力較大的場合.
採用嵌入式鎖緊方 式,適用於較寬的 滑塊
.
鏟機採用整體式鎖 緊模式,架構剛性好 但加工困難脫模距 小適用於小型模具.
滑塊行程 S1 > 倒勾行程 S
滑塊行程必須大於倒勾行程,倒勾的部分才能完全脫離成品。在設計 時,可以設定滑塊行程S1 ≒ 倒勾行程 S + 3
在設計上多預留 3mm 的目的,在於避免鉗工在作斜撐銷孔圓角時作 的過大,造成滑塊後退行程不足。
.
斜撐銷鎖緊方式及使用場合
P.7
形式一
形式二
D L
L
由于表層的氮化層保護可以抑制材料因為摩擦造成的溫度上升進而避免材料局部接觸滑塊行程必須大于倒勾行程倒勾的部分才能完全脫離成品
滑塊﹑斜頂等 機構理論
部門:工程部 報告人:陳維民(David)
滑塊
P.2
滑塊是為了解決倒勾 (under-cut) 而發展的模具機構,其 基本原理是將模具開閉的垂直運動,轉向成水平運動。而 為了配合倒勾位置在公模或者是母模,而變化出不同的機 構形式。
採用”7”字形壓板,加 工簡單,強度較好,一般 要加銷孔定位
採用鑲嵌式的T形槽, 穩定性較好
.
滑塊機構設計檢查點
P.16
滑塊行程是否有預留安全距離 斜撐銷角度必須小於 25度 鏟機止動面角度至少為斜撐銷角度加三度 鏟機後端至模板距離是否大於 20 mm 滑塊種類選擇是否恰當 鎖緊塊安裝是否恰當
注塑模具斜顶(侧抽芯.-滑块)介绍-(含动画演示)知识分享
为M°。这个角度才是我们所需要的斜顶斜面的倾角度。 6. 其它的内容可根据前面所讲的结构及其要求完成斜顶其他部分 的设计。
其实,像上面这么复杂的内容主要的目地是教我们如何去求出 顶的倾角度。我们可以简化为如右图所示:我们可以得出三角函数 tgM°=顶行程/顶出行程。此时要求出M°是多大就很容易了,也可 以直接在图纸上测量出来。
8/11
5.斜顶设计规范(参考)
*斜顶要注意的问题: 1)斜顶的斜度一般在15度以下,度要尽可能小. 2)斜顶的强度,顶的斜度与顶出距离之间要协调. 3)要考虑产品是否会粘顶,有否做定位拉住产品.一般不用图C)的形式,尽量采用图A)与图B)形式.
图A
图B
图C
9/11
5.斜顶设计规范(参考)
*斜顶要注意的问题: 4)要检查顶头部是否为反度(顶出会铲胶),要注意斜顶是否会与其它部件干涉(如其它斜顶,顶针,骨位),一定要校核.
干涉 干涉
10/11
刻字区域干涉
6.其他滑块形式
一、液压或气动抽芯机构 液压或气动抽芯与机动抽芯的区别: 液压或气压抽芯是通过一套专用的控制系统来控制活塞的运动实现的,其抽芯动作可不受开模时间和
推出时间的影响。 液压传动与气压传动抽芯机构的比较:液压传动平稳,且可得到较大的抽拔力和较长的抽芯距离。
可以处理死角了。
动画演示
动画演示
4/11
3.斜顶的设计
前提条件:已经确定了模板、模仁、模架的尺寸。具体如右图所示。
1. 查看图纸,仔细分析,确定死角的大小。如图所示。 2. 确定0°靠破面的起点,并且确定其长度(如图AB)。如果不设
模具斜顶结构设计和顶出行程计算
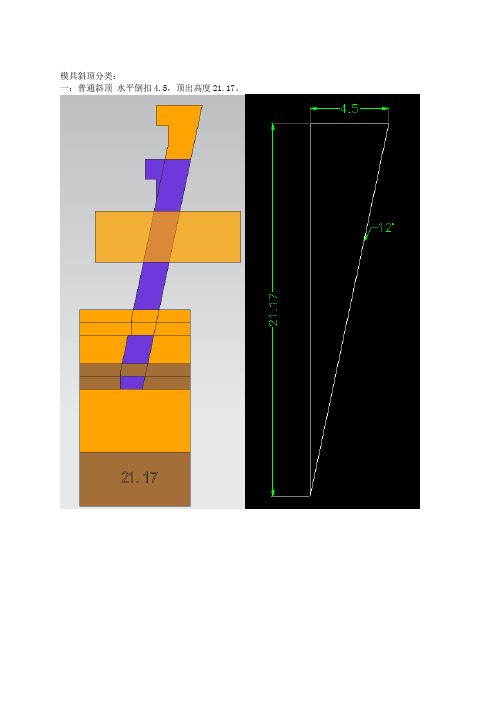
模具斜顶分类:
一:普通斜顶水平倒扣4.5,顶出高度21.17。
模具斜顶分类:
二. (1)斜斜顶(下落斜顶/下坡斜顶/延迟斜顶)水平倒扣4.5,顶出高度21.96
模具斜顶分类:
二. (2)斜斜顶(上坡斜顶/加速斜顶),水平倒,顶出行程20.37
模具斜顶分类:
三.(1)大角度斜顶—平行杆斜顶,计算方法和普通斜顶一样。
详解:产品倒扣较大,斜顶角度超过12°,斜顶多次斜向受力容易损坏,增加平行辅助杆。
可延伸为平行杆斜斜顶结构。
增加了平行杆的斜顶,斜顶座沿着平行杆运动,即:斜顶座也沿着倒扣轨迹运动,斜顶顶出距离和普通斜顶计算方法一样。
三.(2) 大角度交叉杆斜顶。
其他参数不变,分
解的角度5.51°
其他参数不变,分
解的角度5.61°
产品斜向倒扣角度比较大,控制斜斜顶运动轨迹的斜顶座角度太大,容易卡机构。
为了分解斜顶
座角度设置的辅助结构。
资料整理工程:赵小强 2019.11.20 上海立卡塑料托盘制造有限公司。
斜顶机构设计 ppt课件

ppt课件
1
课
程
内
容
1.斜顶机构的运用场合 2.斜顶的组成 3.斜顶各部位设计 4.斜顶的特别设计
ppt课件
2
1、斜顶机构的运用场合
斜顶机构一般是用来成型产品内部或外 部倒勾,且无法用动模侧滑块直接成型的情 况。成型产品内部或外部倒勾时,优先考 虑采用滑块,是因为滑块抽芯时,产品处 于固定状态,产品不会产生变形、移动等 不确定状态。
• 4.3.2弹顶型芯运动范围没有超出型芯高度, 复位时依靠滑块撞击复位。
ppt课件
21
4、斜顶的特别设计
• 4.2若斜顶成型机构中,有局 部的小型芯或其它需要特 别大的后退量时,可以采取 斜顶内跑滑块机构。如图 15,此类机构设计时,可能是 局部细节的作业比较多,且 斜顶有一定的强度影响。 一般 是不十分建议设计者 过分将机构零件做得特别 小巧。但若能保障在运动 和寿命方面无问题时,可以 考虑。
ppt课件
5
ppt课件
6
3、斜顶各部位设计
3.1.2斜顶的抽芯距离及斜度计算 • 抽芯距离: S =侧向凹凸尺寸 + (3~5)mm安 全距离 • 斜度: tanα= S / H (H:顶出行程) • α要取整,且一般 3°≦α≦ 15°(特殊情况α 可以加大)
ppt课件
7
3、斜顶各部位设计
• 3.1.3斜顶的基本设计 • 当斜顶的宽度在取值方面不受产品的形状限制时,可以如图A 中一样宽度方向取值,否则,当受产品形状限制时,则如B中宽度 应取保证在产品的公差范围内,这样处理以便于线割加工处理.。 (如图4)
ppt课件
3
2、斜顶的组成
1斜顶本体 2斜顶导向杆 3斜顶上下耐 磨板 4斜顶座
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4、斜顶的特别设计
• 4.3斜顶上成型部分对斜顶的包紧力比较 大,斜顶抽芯运动过程中,产品会跟随斜 顶运动,造成产品变形或抽芯不能完成。 我们要根据不同的产品结构和模具结构, 设计阻挡机构,解决产品跟随斜顶运动。
4、斜顶的特别设计
• 4.3.1利用斜顶背面度数差,让弹顶型芯复位。
顶出开始时,斜顶杆沿 着斜面开始抽芯,弹顶 型芯由于背面直面的作 用保持在原始位置,顶 住塑件保持不动。当弹 顶型芯脱离背面直面时, 塑件已离开斜顶一段距 离,对斜顶不再有包紧 力,斜顶可以顺利完成 抽芯动作。设计是一定 要注意,d2>d1,否则斜 顶复位时,弹顶型芯与 型芯干涉。
4、斜顶的特别设计
• 4.2若斜顶成型机构中,有局 部的小型芯或其它需要特 别大的后退量时,可以采取 斜顶内跑滑块机构。如图 15,此类机构设计时,可能是 局部细节的作业比较多,且 斜顶有一定的强度影响。 一般 是不十分建议设计者 过分将机构零件做得特别 小巧。但若能保障在运动 和寿命方面无问题时,可以 考虑。
斜顶机构设计
浙江工商职业技术学院工学院
课
程
内
容
1.斜顶机构的运用场合 2.斜顶的组成 3.斜顶各部位设计 4.斜顶的特别设计
1、斜顶机构的运用场合
斜顶机构一般是用来成型产品内部或外 部倒勾,且无法用动模侧滑块直接成型的情 况。成型产品内部或外部倒勾时,优先考 虑采用滑块,是因为滑块抽芯时,产品处 于固定状态,产品不会产生变形、移动等 不确定状态。
3、斜顶各部位设计
3.1.4斜顶干涉 斜顶后退行程与筋干涉(如图6)
3、斜顶各部位设计
斜顶后退与产品形状干涉(如图7)
3、斜顶各部位设计
两只斜顶对面时,底部干涉 采用半截式斜顶本体(如图8)或斜顶加ห้องสมุดไป่ตู้,建议采用斜 顶加宽方案。
3、斜顶各部位设计
斜顶背面相对顶出干涉(如图9)布置斜顶附近的顶杆 要尤其注意。 斜顶之间的运动干涉(如图10)布置相靠近的两根斜 顶时,一定要做运动的干涉检查,以提前发现状况
3、斜顶各部位设计
3.1.5斜顶机构型芯固定板部分让位孔 • 斜顶穿过型芯固定板,所以在型芯固定板部分需有让 位孔, 孔径大小及位置应保证斜顶能顺利通过,若在 实际设计时, 让位圆孔有干涉其它组件时,可以考虑让 位长圆形孔,位置尽量取整。也可以钻斜孔让位或铣 台阶椭圆孔让位。
3、斜顶各部位设计
• 3.2斜顶导向板 • 斜顶导向板的作用是支撑斜顶, 防止运动变形及加长斜顶的导 向长度 。 • 斜顶导向板参照标准设计 。 • 一般情况下,斜顶要设计两段 导向,第一段靠近成形端,第 二段在B板底部,第一段导向根 据具体情况可以设计为镶套或 整体结构,第二段导向大多数 情况下设计镶套结构。
3、斜顶各部位设计
• 3.3斜顶底座连接部分形式参 照标准设计 • 斜顶底座连接部分中的滑动 块与顶杆固定板之间设计配 合间隙,配合间隙为双面 1mm。
3、斜顶各部位设计
• 3.4有斜顶结构的模具,顶出空间尽可能控 制在180MM以内,斜顶的度数尽可能控制 在15度以内,斜顶的导向杆截面积尽可能 大,确保斜顶导向杆运动过程中不会弯曲 变形。 • 当斜顶距离大于120mm,斜顶运动角度大 于10度,适用于500吨以上设备的模具, 斜顶底座连接部分中的滑动块优先采用可 旋转的结构,确保斜顶导向杆运动过程中 不会弯曲变形。
4、斜顶的特别设计
• 4.1在某些特殊情况下,斜顶的顶出 程太小,而又 必须较大的顶出后退量时,我们应如何保险地增大 斜顶斜度呢?如图14.在斜顶座上追加一个辅助的 导向块,以增强斜顶顶出时的稳定性.此机构设计 时,请注意钳工要便于装配 。
4、斜顶的特别设计
• 增加两端固定的导向杆设计,保护斜顶导向杆在 运动过程中不会变形折断。
3、斜顶各部位设计
3.1.2斜顶的抽芯距离及斜度计算 • 抽芯距离: S =侧向凹凸尺寸 + (3~5)mm安 全距离 • 斜度: tanα= S / H (H:顶出行程) • α要取整,且一般 3°≦α≦ 15°(特殊情况α 可以加大)
3、斜顶各部位设计
• 3.1.3斜顶的基本设计 • 当斜顶的宽度在取值方面不受产品的形状限制时,可以如图A 中一样宽度方向取值,否则,当受产品形状限制时,则如B中宽度 应取保证在产品的公差范围内,这样处理以便于线割加工处理.。 (如图4) 另外,在斜 顶成型的产品 成型面应尽量 减小,即尽量减 小斜顶成型面, 增大成型面的 脱模角,以防止 斜顶脱模后退 时,拉弯成型面。
2、斜顶的组成
1斜顶本体 2斜顶导向杆 3斜顶上下耐 磨板 4斜顶座
3、斜顶各部位设计
3.1斜顶本体 • 3.1.1斜顶本体的形式: • 整体式 (如图1) • 分体式 (如图3)
在条件允许的情况下,尽可能采用分体式斜顶结构,易加工 易维修,加工成本低。导向杆采用圆杆,与斜顶块头部用螺 纹销钉骑缝连接,防止销钉脱落,与滑动块连接头部削扁, 用螺钉连接,要求螺钉能够从模具后面拆卸,底板和推板铣 通孔,方便模具维修保养。分体式结构设计时,斜顶本体的 背面斜度大于斜顶导向杆的度数1~2度,防止斜顶本体背面 与型芯产生磨擦,同时斜顶的两侧面要求设计配作斜度,一 般情况下,斜度为3度。
4、斜顶的特别设计
• 4.3.2弹顶型芯运动范围没有超出型芯高度, 复位时依靠滑块撞击复位。
4、斜顶的特别设计
• 4.3.3弹顶型芯复位时依靠斜顶与凸模的分 型面撞击复位 。
弹顶型芯在完成阻挡 功能后需要施加压力 定位,保持在斜顶的 后续动作中位置不变。 弹顶型芯在起始位置 及最终位置需要钢性 定位,同时要求 a>=0,5mm,h1>=3m m(h1与弹顶型芯的 总高度有关,高度越 高,要求h1尺寸越大, 保证弹顶型芯滑动顺 畅)
3、斜顶各部位设计
3、斜顶各部位设计
在条件允许的前提 下,斜顶本体与导向杆 之间设计台阶止退面, 承受注塑压力,避免注 塑压力引起导向杆和推 板变形,确保产品尺寸 稳定和模具使用寿命。 止退面宽度3~5mm,与 导向杆连接处增加工艺R 角,防止应力开裂。根 据产品的具体情况,台 阶止退面可以是一个面、 两个面、三个面或四个 面,同时两侧或背面要 设计配合角度,一般为3 度。