工艺设计总体方案(1)
某新能源汽车总装车间工艺设计方案
1引言新能源汽车是指采用非常规的车用燃料作为动力源,综合车辆的动力控制和驱动方面的先进技术,形成的技术原理先进,具有新技术、新结构的汽车。
我国新能源汽车产业始于21世纪初,2001年,新能源汽车研究项目被列入国家“十五”期间的“863”重大科技课题,“十一五”以来,我国提出“节能和新能源汽车”战略,随着政府对新能源汽车研发和产业化的高度关注,经过多年的发展、改进、创新,生产技术得到了很大的进步。
新能源汽车包括混合动力电动汽车(HEV)、纯电动汽车(BEV)、燃料电池电动汽车(FCEV)、其他新能源(如超级电容器、飞轮等高效储能器)汽车等。
本文主要介绍纯电动汽车装配车间的工艺设计方案与装配生产线。
2装配车间概况2.1生产任务新能源汽车装配车间主要承担纯电动汽车的部件装配和整车总装任务,此外还承担整车下线调试、检测及返修等任务。
2.2生产纲领新能源汽车装配车间拟定主要产品生产纲领为:年产各类纯电汽车30万辆。
属于批量生产。
2.3工作制度与年时基数新能源装配车间采用双班制组织生产,每班8h,全年工作时间为300d。
3设计原则及设计依据3.1设计原则1)在工艺设备布局上,充分考虑批量新能源汽车产品的生产特点,按照工艺路线顺,物流路线短的原则进行设备布某新能源汽车总装车间工艺设计方案Process Design Scheme of a New Energy Vehicle Assembly Workshop桑清宇,黄锦文(中机第一设计研究院有限公司,合肥230601)SANG Qing-yu,HUANG Jin-wen(First Design and Research Institute MI China Co.Ltd.,Hefei230601,China)【摘要】根据企业的发展战略,某公司拟新建新能源汽车制造园区,规划年产能30万辆。
工艺设计运用精益生产理念,结合了标准化、柔性化、模块化的设计原则,冲压、焊装、涂装、总装4大工艺参照国产车主流工艺,并结合新能源汽车生产特点进行精心设计。
工艺总体方案Checklist
强制 强制 强制 强制 强制
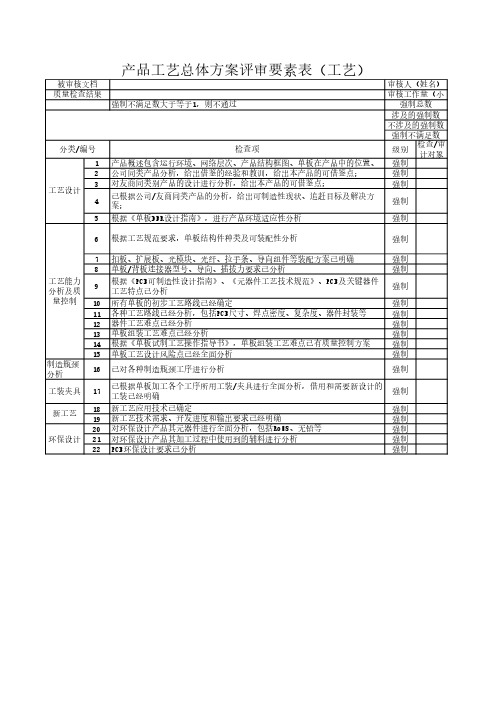
根据《PCB可制造性设计指南》、《元器件工艺技术规范》、PCB及关键器件 9 工艺特点已分析
10 所有单板的初步工艺路线已经确定 11 各种工艺路线已经分析,包括PCB尺寸、焊点密度、复杂度、器件封装等 12 器件工艺难点已经分析 13 单板组装工艺难点已经分析 14 根据《单板试制工艺操作指导书》,单板组装工艺难点已有质量控制方案 15 单板工艺设计风险点已经全面分析
被审核文档 质量检查结果
分类/编号 1 2 3
工艺设计 4 5
产品工艺总体方案评审要素表(工艺)
强制不满足数大于等于1,则不通过
检查项 产品概述包含运行环境、网络层次、产品结构框图、单板在产品中的位置、 公司同类产品分析,给出借鉴的经验和教训,给出本产品的可借鉴点; 对友商同类别产品的设计进行分析,给出本产品的可借鉴点; 已根据公司/友商同类产品的分析,给出可制造性现状、追赶目标及解决方 案; 根据《单板DFR设计指南》,进行产品环境适应性分析
16 已对各种制造瓶颈工序进制 强制 强制 强制 强制
强制
已根据单板加工各个工序所用工装/夹具进行全面分析,借用和需要新设计的
17 工装已经明确
强制
18 新工艺应用技术已确定 19 新工艺技术需求、开发进度和输出要求已经明确 20 对环保设计产品其元器件进行全面分析,包括RoHS、无铅等 21 对环保设计产品其加工过程中使用到的辅料进行分析 22 PCB环保设计要求已分析
审核人(姓名) 审核工作量(小
强制总数 涉及的强制数 不涉及的强制数 强制不满足数
检查/审 级别 计对象 强制 强制 强制
强制
强制
6 根据工艺规范要求,单板结构件种类及可装配性分析
水泥厂工艺设计[1]
![水泥厂工艺设计[1]](https://img.taocdn.com/s3/m/11c006c05fbfc77da269b133.png)
16.34 3.85 16.16 3.39 0.18 2.06 -1.88 0.46 0.69
-0.23 -0.08
-1.82
-0.06
-0.38 -0.14
0.15 0.06
-0.04
0.12
-0.07
0.11 偏差不大,不再重算
1.1
1.2
1.3
1.4
1.5
1.6
1.7
1.8
目录
1.2.2.3 配料计算实例
1.4
1.5
1.6
1.7
1.8
目录
1.1基本建设程序
水泥工业基本建设工作阶段的划分 基本建设前期工作 技术经济调查 设计 表1-1 基本建设阶段
水泥 资源 项目 可行 工程、初步 施工 施工 施工 试生 竣工 工业 性研 水文 正 发展 地质 建议 究 图设 与安 产 式 长远 (计 勘探、 设计 准备 验收 生 规划 勘探 划任 地形 书 计 装 产 务书)测量
1.1
1.2
1.3
1.4
1.5
1.6
1.7
1.8
目录
1.1基本建设程序
中国现行的基本建设 程序
建设前期各项准备工作
美国现行的基本建设程序 准备工作 投资机会研究 初步可行性研究 技术经济可行性研究 初步决策 评价报告 最终决策 工程评估 最终决策
( 前苏联采用的基本 建设程序 准备工作 初步决策 技术经济论证
硅质校正原料
硅酸率:>=4 ,K2O+NaO<=4%, MgO<=3.0%,SO3<=2%
铁质校正原料
Fe2O3>40%
铝质校正原料
Al2O3>30%
VOCs治理工艺设计方案
VOCs治理工艺设计方案XXXXXXXXXXXXXX编制日期:2017年1月第一章项目概况第二章工艺设计说明一、设计原则(1)协助企业采用科学合理的收集方式,在达到收集效果的前提下,尽量减少气量。
(2)积极稳妥地采用新技术、新设备,结合企业的现状和管理水平采用先进、可靠的污染治理工艺,力求运行稳定、费用低、管理方便、维护容易,从而达到彻底消除废气污染、保护环境的目的。
(3)妥善解决项目建设及运行过程中产生的污染物,避免二次污染。
(4)严格执行现行的防火、安全、卫生、环境保护等国家和地方颁布的规范、法规与标准。
(5)选择新型、高效、低噪设备、注意节能降耗。
(6)总平面布置力求紧凑、合理通畅、简洁实用。
尽量减小工程占地和施工难度。
(7)严格执行国家有关设计规范、标准,重视消防、安全工作.(8)依据国家和地方有关环保法律、法规及产业政策要求对工业污染进行治理,充分发挥建设项目的社会效益、环境效益和经济效益。
二、设计依据现场勘查所掌握的第一手资料《中华人民共和国环境保护法》(主席令第九号)(2015年1月1号实施) 《中华人民共和国大气污染防治法》(2015。
8.29修订)(2016年1月1 日实施)环境空气质量标准(GB3095-2012)国发(1996)31号《国务院关于环境保护若干问题的决定》《中华人民共和国清洁生产促进法》(2002年6月29日修订)(2003年1 月1日实施)《国家环境保护“十三五”计划》《大气污染物综合排放标准》(GB16297-1996)《恶臭污染物排放标准》(GB14554-1993)《供配电系统设计规范》(GB50052—2009)三、工程范围本设计范围包含:1)收集系统:各点位产生VOCs已由业主进行收集;2)成套设备:氧化预处理器、高效氧化单元,催化氧化系统;3)以上成套设备之间的管道阀门等和成套设备的安装;4)所需动力照明电源、给排水等外部条件由业主单位按设计要求提供。
最新博物馆展览馆成列馆等项目工艺设计要求方案

博物馆展览馆成列馆等项目工艺设计要求方案xxxxxxxx20xx年xx月1.1 建馆指导思想1.1.1严格贯彻“保护为主、抢救第一、有效保护、合理利用”的文物工作方针,制定科学、合理、可行的保护与建设项目;1.1.2明确xx保护范围,控制建设地带,建设工程选址最大可能避开保护xx。
对于各项工程建设必须遵循各种法规,规范与标准,严格执行审批制度;1.1.1根据实际需要与可能,合理地确定建设项目规划与标准,立足现在、面向未来,尽可能按照功能完善、设施先进、环境优美的现代化水平要求进行规划设计,以满足今后一个时期内的发展使用要求;1.1.4针对xx市作为历史文化名城,又是xx的龙头城市的地位与特点。
xx 项目的规划与建设,起到弘扬xx市悠久历史和灿烂文化传统的独特功能,使其成为xx市一个重要的社会主义、爱国主义教育基地,成为对外文化交流的窗口,成为独具特色的旅游景点,成为群众喜闻乐见的文化休闲场所,促进xx市文化建设与经济建设协调发展;1.1.6建设设计要有一定的哲理性,具有一定的地域特点。
体现出过去与未来、历史与现代、艺术与自然的和谐统一。
处理好主角与配角的关键,建筑体量、尺度、风格、色调等必须与环境协调相互辉映,融为一体,避免喧宾夺主。
1.1.6组织好陈列体系,创作出陈列精品,把握好逻辑思维与形象思维的综合统一。
陈列展示内容要丰富多彩、陈列艺术形式要生动活泼。
选题要准,立意要深,内容要精,形式要新,品位要高,环境要好。
要突出自己的特色,要体现深厚的文化底蕴,具有科学性,知识性,观赏性与参与性,同时具有展示各类展陈的现代化建设条件。
1.1.7在重视博物馆社会效益的同时,还要注意经济效益与环境效益,充分考虑节约、节能,节约投资,方便管理。
项目设置要充分考虑博物馆持续发展的需要,建设一定的配套设施,建立良性循环机制,确保博物馆建成开馆后的运营和发展。
1.2 功能总体定位xx是xx省xx,是xx省xxx中心,又是一座历史名城。
工艺包设计、总体、基础、详细设计审查工作教程课件
j) 总体设计的统一规定;
工程设计标准选用规定; l) 装置设计与总体设计的界区范围分工原则。
k)
2.2 厂址和建厂条件 2.2.1 厂址概况 2.2.2 建厂条件
2.3 建设规模、产品方案 2.3.1 建设规模 2.3.2 产品方案 2.4 全厂工艺总流程及公用系统平衡简述 2.4.1 全厂工艺总流程说明
氮气、压缩空气量 —— 包括用户名称、用量。 燃料量 —— 包括燃料油、燃料气用户名称、用量。
冷冻量 —— 包括用户名称、使用参数、用量
在公用物料和能量表中工艺过程产生的物料和能量如蒸汽、冷凝水 或电等计“-”值。
设备部
8
1.5 界区条件表
列出包括原料、产品、副产品、中间产品、化学品、
公用物料、不合格品等所有物料进出界区的条件:状态、 温度、压力(进出界区处)、流向、流量、输送方式等。
设备部
17
2.3 开车准备工作程序
根据不同的工艺复杂程度分别说明如:容器检查、水压试验、 管道检查等的步骤和工作要点。
2.4 开车程序
按先后次序和部分说明开车步骤要点。
2.5 正常停车程序
按先后次序和部分说明停车步骤要点。
2.6 事故处理原则
分别说明在可能发生的事故中所采取的紧急处理方法及步骤要 点。
设备部
7
1.4.3 公用物料及能量消耗
分别列出水、电、蒸汽、氮气、压缩空气等正常操作和最大消耗量。 水量 —— 包括循环冷却水、循环热水、新鲜水、软化水、脱氧水、
除盐水等的用户名称、温度、压力、流量。
电量 —— 包括用户名称、设备台数、操作台数、备用台数、电压、 计算轴功率。
蒸汽量 —— 包括蒸汽压力等级、用户名称、用量、冷凝水量。
工艺总体方案(1)
{ 项目名称 } 工艺总体方案文件状态:[√ ] 草稿[ ] 正式发布[ ] 正在修改文件标识:当前版本:A/0作者:完成日期:杭州鸿泉数字设备有限公司版本历史目录1.产品总体工艺设计分析 (4)1.1. 优选方案 (4)1.2. 候选方案 (4)2.结构,外观和工艺设计方案2.1结构的尺寸3.生产工艺流程图3.1.工艺流程图3.2.外协流程图4.工艺描述4.1.原辅材料规格4.2.原辅材料名称、规格和供应商4.3.设备要求4.4.包装方式、包装材料名称、规格和供应商5.生产和供货计划5.1.产品的制造策略5.2.总体工艺路线(生产组织方式)描述5.3.集成供应链的概述5.4.生产测试概述5.5.关键产品成本跟踪流程(物料比例、制造成本)5.6.产品需要的新的制造技术与流程说明5.7.产品生产制造成本预计5.8.产品的产能需求6.工艺研究6.1.工艺路线的选定6.2.工艺参数的优化7.需要改进内容或建议1.产品总体设计分析1.1 优选方案优势:加工设计:a.贴片加工良率达到:99%以上。
b.插件加工良率达到:98%以上。
c.整机功能测试良率:97%以上。
劣势:生产效率需进行改善,趋向于自动化发展更有利于生产效率提高、确保出货周期更及时。
1.2 候选方案优势:开发加工产品供应商,再进一步提高产品质量。
劣势:对加工厂质量管控,需投入人力成本。
2.结构,外观和工艺设计方案2.1 结构的尺寸:138*78*30mm3.生产工艺流程图3.1工艺流程图3.2外协流程图4.工艺描述4.1 原辅助材料规格辅料名称:面贴、规格96.8mm*46.7mm4.2 原辅材料名称、规格和供应商名称:电池,规格:3.7V/KLP422025/200mAh,供应商:松下,价格:50元。
4.3设备要求4.4包装方式、包装材料名称、规格和供应商1.物料名称:22内纸箱、规格外尺寸28.5*21*5.5cm,珍珠棉、规格22号珍珠棉/27*20.5*5cm2.供应商:杭州元峰3.包装方式如下图所示:5. 生产和供货计划5.1. 产品的制造策略1.外购部件:贴片器件、插件器件、PCB 、条码纸、锡膏、锡条、机壳、螺丝、标签、包材、发 货配件、钢网、夹具等。
减速器箱体工艺设计与工装设计 (1)
目录前言1 毕业设计的目的 (1)2 毕业设计的基本任务与要求 (1)2、1、设计任务 (1)2、2、设计基本要求 (1)3 设计说明书的编写 (1)第一章减速箱体工艺设计与工装设计1 减速箱体工艺设计与工装设计的基本任务 (2)2 减速箱体工艺设计与工装设计的设计要求 (2)3 减速箱体工艺设计与工装设计的方法和步骤 (2)3、1 生产纲领的计算与生产类型的确定 (2)3、2 零件图审查 (2)3、2、1 了解零件图的功用及技术要求 (2)3、2、2 分析零件的结构工艺性 (2)3、3 毛坯的选择 (2)3、3.1毛坯的种类 (2)3、3.2铸件制造方法的选择 (2)3、3.3铸件的尺寸公差与加工余量 (3)3、3.3.1铸件的尺寸公差 (3)3、3.3.2铸件的加工余量 (3)3、3.3.3铸件最小孔径 (3)3、3、4 毛坯—零件合图 (3)3、4 定位基准的选择 (3)3、4、1 夹具设计研究原始资料 (3)3、4、2 拟定夹具的结构方案 (4)3、4、2、1确定夹具的类型 (4)3、4、2、2确定工件的定位方式及定位元件的结构 (4)3、4、2、3确定工件的夹紧方式,计算夹紧力并设计夹紧装置 (4)3、4、2、4确定刀具的导向方式或对刀装置 (4)3、4、2、5确定夹具体的结构类型 (4)3、4、3 夹具总图设计 (5)3、4、3、1 绘制总装图的注意问题 (5)3、4、3、2 绘制总装图的步骤 (5)3、4、3、3 夹具总图上尺寸及精度、位置精度与技术要求的标注 (5)3、4、3、4 夹具公差与配合的选择 (5)3、4、3、5 各类机床夹具的公差和技术要求的确定 (6)3、4、4夹具精度的校核 (7)3、4、5绘制夹具零件图样 (7)3、4、6夹具总体结构分析及夹具的使用说明 (7)3、5 拟定工艺路线 (7)3、5、1 确定各表面的加工方法 (7)3、5、2 加工顺序的安排 (7)3、5、3 确定加工余量 (8)3、5、4 计算工序尺寸及公差 (9)3、6 确定各工序切削用量 (10)3、7 机床及工艺装备的选择 (15)3、8 工时定额的计算与确定 (17)3、9 工艺规程卡的填写 (18)4、设计小结 (18)参考文献书目 (19)1设计的目的机械制造技术设计是培养机械工程类专业学生应职应岗能力的重要实践性教学环节,它要求学生能全面综合地运用所学的理论和实践知识,进行零件机械加工工艺规程和工艺装备的设计。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
专业文档{ 项目名称} 工艺总体方案文件状态:[√ ] 草稿[ ] 正式发布[ ] 正在修改文件标识:当前版本:A/0 作者:完成日期:杭州鸿泉数字设备有限公司Page 2 of 24版本历史版本/状态作者参与者起止日期备注A/0 张永华2017.9.23 无Page 3 of 24目录1.产品总体工艺设计分析 (6)1.1.优选方案 (6)1.2.候选方案 (6)2.结构,外观和工艺设计方案2.1结构的尺寸3.生产工艺流程图3.1.工艺流程图3.2.外协流程图4.工艺描述4.1.原辅材料规格4.2.原辅材料名称、规格和供应商Page 4 of 244.3.设备要求4.4.包装方式、包装材料名称、规格和供应商5.生产和供货计划5.1.产品的制造策略5.2.总体工艺路线(生产组织方式)描述5.3.集成供应链的概述5.4.生产测试概述5.5.关键产品成本跟踪流程(物料比例、制造成本)5.6.产品需要的新的制造技术与流程说明5.7.产品生产制造成本预计5.8.产品的产能需求6.工艺研究6.1.工艺路线的选定6.2.工艺参数的优化7.需要改进内容或建议Page 5 of 241.产品总体设计分析1.1 优选方案优势:加工设计:a.贴片加工良率达到:99%以上。
b.插件加工良率达到:98%以上。
c.整机功能测试良率:97%以上。
劣势:生产效率需进行改善,趋向于自动化发展更有利于生产效率提高、确保出货周期更及时。
1.2 候选方案优势:开发加工产品供应商,再进一步提高产品质量。
劣势:对加工厂质量管控,需投入人力成本。
2.结构,外观和工艺设计方案2.1 结构的尺寸:138*78*30mm3.生产工艺流程图Page 6 of 24Page 7 of 243.1 工艺流程图立即反馈并修正立即反馈并修正炉前 检验治工具/文件准备SMT 上料AOI 检验生产计划安排仓库 备料开工单领料锡膏印刷物料异常立即反馈或元件贴片回流 焊接在线维修修复半成品入库PCBA 检验单板送维修修复插件炉前 检验波峰 焊接焊点 修补插件检验单板送维修修复装箱半成品入库初步 组装半成品组装初检(功能检测)老化 终检(功能检测)整机 安装包装 出货检验成品 入库程序 烧写NGokNGokNGokNGokNGokNGokOKNGOKNGokNG产品送维修修复产品送维修修复返工Page 8 of 24Page 9 of 243.2 外协流程图4. 工艺描述4.1 原辅助材料规格辅料名称:面贴、规格96.8mm*46.7mm工艺要求提供商务计划仓库 点料先进行隔离,立即反馈加工厂返工处理NGok单板入库开工单仓库备料生产计划安排领料辅料焊接初步 组装程序 烧写初检(功能检测)半成品组老化 终检(功能检测)产品送维修修NGok整机 安装包装 产品送维修修NGok出货检验(功能/外观检)成品 入库PCBA 来料验检查4.2 原辅材料名称、规格和供应商名称:电池,规格:3.7V/KLP422025/200mAh,供应商:松下,价格:50元。
4.3设备要求产品主要生产设备明细序号设备名称设备型号及规格精度是否满足产品要求生产厂或产地设备数量(台)1 上板机GWEIPCB传送入轨道中运输方向L-R,R-L国威 2 2 下板机GWEIPCB传送入轨道中运输方向L-R,R-L国威 2 3 1M接驳台GWEI 无国威 4 40.5M接驳台GWEI 无国威 45锡膏搅拌机GWEI搅拌锡膏均匀和粘稠度转速范围480(r/min)国威 1Page 10 of 246锡膏印刷机G5印刷精度±0.025mm印刷周期<7.5s凯格(GKG)27 贴片机SM481贴装速度0603(39000)三星 2 8 贴片机SM482贴装速度0603(39000)三星 2 9FEEDER放置架8m~56m 无三星15310回流焊(上下8温区)IPC-708E温控精度±1℃传送速度0~2000mm/minPCB供给高度50±5mm日东 211 显微镜ST-40-2L 100倍放大功能睿鸿 112 温湿度计LS-202 精度±0.5℃朗迪信 113 测温仪 A 6000 测温精度±0.5℃WICKON 114 电桥ZX8511D 无致新 115 380V空压无无德力西 1Page 11 of 24器16 烘烤箱YLD-2000 精度±1℃康恒仪器117 波峰焊NST-350温控精度±1℃传送速度0~1700mm/minPCB供给高度150±5mm日东 118零件成型机YR-104C剪脚长度和效率:4-12.7(mm),150-300pcs/Min东莞亿荣119 分板机AY-P03 最大分板长400mm分板厚度0.5~3mm安悦 120AOI(光学检测仪) VCTA-486检测锡膏覆盖面检测速度100点/秒振华兴 121 电脑E49 无联想30Page 12 of 2423 烙铁无精度±1℃无1024 电批无扭力调节精度为±0.5kgfcm无30 产品工装(含模具、夹具、检具)自制及委外加工明细序号主要工装(含模具、夹具、检具)自制或委外加工自制、委外供应商名称制作周期1波峰焊过炉夹具委外加工杭州落杭1~3天2 钢网委外加工宁波腾鑫1~2天3 测试治具委外加工杭州落杭1~3天4 烧写治具委外加工杭州落杭1~3天4.4包装方式、包装材料名称、规格和供应商1.物料名称:22内纸箱、规格外尺寸28.5*21*5.5cm,珍珠棉、规格22号珍珠棉/27*20.5*5cmPage 13 of 242.供应商:杭州元峰3.包装方式如下图所示:5.生产和供货计划5.1. 产品的制造策略1.外购部件:贴片器件、插件器件、PCB、条码纸、锡膏、锡条、机壳、螺丝、标签、包材、发货配件、钢网、夹具等。
2.自制部件:测试线、测试机、测试天线。
Page 14 of 24Page 15 of 245.2. 总体工艺路线(生产组织方式)描述5.3. 集成供应链的概述集成供应链的含义是指为了降低发货周期、减少库存而对定单处理、供应商管理、发货管理等过程中的要素进行管理, 因此理解此处的“集成供应链的概述”是要描述从定单接收开始、到定单处理、组织生产、组织发货、包括供应商关系 的整套生产和供货工作计划。
丝印操作员 SMT 组长辅料焊接初步组装烧写 作业初检作业半成品组老化 作业终检测试整机安装包装 作业成型作业员 插件作业员 波峰焊操作修补作业员锡膏 检测 设备操作员 炉前检验员 维修作业生产部电子车间主管DIP 组长装配车 主管物料员焊接 组长组装 组长终检 组长维修 组长工程科主管SM T 工程师P I E 工程师M E 工程师物料员A O I检验5.4.生产测试概述1.测试功能项通过汽车模拟信号发生器检查,由ERP系统自动判定(测试项如下) 序号测试项注意事项1 状态指示灯上电瞬间4个指示灯会亮2 开关量8路开关量正常通过3 脉冲2路脉冲正常通过4 AD检测1路AD大小值分别为500和300,误差在50内5 CAN检测检测2路CAN,接收发送正常6 GPS 定位过程中定位灯闪烁直至定位灯常亮7 GPRS 联网过程中联网灯闪烁直至联网灯常亮8 USB接口检测检测USB接口是否正常9 SD卡接口检测检测SD卡接口是否正常10 时间检测测试机软件去查询2次时间,进行对比,时差为11~19S,则通过11 ACC OFF ACC OFF检测到的电流大小在300左右5.5.关键产品成本跟踪流程(物料比例、制造成本)1.每周生产效率与成本控制计算,如下表:Page 16 of 24每周效率与成本控制计算工序号工序描述班次/周小时/班计划产能/小时计划一次合格率设备的可用性%设备综合利用率(OEE)%计划产能/周1 SMT 5 11.5 105 99% 94% 87% 48462 插件 5 8 300 97% 92% 86% 92103 焊接 5 8 720 100% 99% 97% 276574 初步组装5 11 216 100% 100% 100% 118805 烧写 5 11 210 100% 99% 96% 109776 初检 5 11 204 95% 98% 95% 99247 半成品组装5 11 174 100% 100% 98% 93798 老化 5 11 240 100% 100% 99% 130689 终检 5 11 217 99% 98% 97% 1123210 整机安装 5 11 150 99% 99% 98% 792411 包装 5 11 150 100% 100% 100% 825012 水电费(元)47815.6. 产品需要的新的制造技术与流程说明1.SMT锡膏印刷后增加SPI设备对电路板进行锡膏质量检测,确保印刷的相关参数符合加工要求。
参数要求如下:a.有BGA产品、QFN PICH 0.5以下产品印刷参数:刮刀速度刮刀压力印刷模式脱膜距离脱膜速度停顿时间干擦频率湿擦频率25~0公斤单刮0.3MM 0.1MM/200MS 5~10块/次5~10块/次Page 17 of 2435/mm/s S b.无BGA产品QFP 0.5PICH以上产品印刷参数:刮刀速度刮刀压力印刷模式脱膜距离脱膜速度停顿时间干擦频率湿擦频率35~55/mm/s 0公斤单刮0.3MM 0.1MM/S200MS 10~15块/次10~15块/次5.7. 产品生产制造成本预计前期预算成本每天产出人员成本1300台86人22000元5.8. 产品的产能需求同上(5.5)6.工艺研究6.1.工艺路线的选定工艺路线过程详细描述序号工艺路线详细描述Page 18 of 241生产开工单领料1.根据计划按开工单、按照最新BOM表核对所领的物料编码规格保持一致。
2.物料员领料到SMT车间,需每颗物料进行交接确认信息正确无误、产线作业员开始准备上料。
2 钢网准备上线前核对钢板版本与PCB版本一致、检查钢网开孔无毛刺或漏开孔、张力要求大于40N以上。
3 印刷印刷参数调整刮刀压力为0公斤、印刷模式为单刮、脱膜距离为0.3MM、脱膜速度为0.1MM/S、停顿时间为200MS、擦试频率为5~10块/次。
4 贴片1.贴片程序编写:坐标程序编写需与Gerber资料保持一致。
2.需取1pcs样板对所有坐标进行校准确保贴装位置精确、元件向是否正确等。
3.首件贴片验证:将贴机速度调整在80%时时观察机台内是否有抛料、飞件、机器镜头识别方向失误等。
4.首件贴片完成进行100%检查确保器件无错、漏、反料以及偏位现象。
5 回流焊过回温炉前使用测温仪测量温度符合无铅要求:第一温区,120℃;第二温区,140℃;第三温区,160℃;第四温区,160℃;第五温区,160℃;第六温区,190℃;第七温Page 19 of 24区,235℃;第八温区,260℃6 AOI 1.取1pcs样品编写测试程序,编写完成后需对每个焊盘进行校准无错、漏、反,上锡偏位范围不能超出25%、上锡高度不低于45%。