纱线捻度和捻向
服装材料综合复习(二)----纱线、纺织物的基本组织
服装材料综合复习(二)----纱线、纺织物的基本组织(一)名词解释1、纱线:是线与纱的总称。
纱是指单纱,线是指股线,股线可分为双股线、股线及多股线。
2、捻度:表示纱线加捻的程度,是单位长度内纱线的捻回数。
3、捻向:加捻的方向称为捻向,也就是加捻纱中纤维的倾斜方向或加捻股线中单纱的加捻方向。
可分为左手捻(Z)和右手捻(S)两种。
4、定重制:是以一定重量的纱线所具有的长度来表示纱线的线密度。
5、定长制:是以单位长度内的纱线的质量来表示纱线的线密度。
6、机织物:是指由相互垂直排列的经、纬两个系统的纱线,在机织物上按照一定的规律和形式交织成的织品。
织物中相互交织的规律叫做织物组织。
7、组织循环:也叫完全组织,是指当机织物内经组织点和纬组织点的沉浮规律达到循环时称为一个组织循环。
8、机织物的密度:是指单位长度内经纱或纬纱的排列根数。
也即纱线排列的紧密程度,它包括经密度和纬密度。
(二)填空1、加捻的目的是为了增强(牢度)、(弹性)和(光洁度)。
2、单纱捻向以(Z)捻居多,股线捻向以(S)捻居多。
3、捻向的表示方法是有规定的,如果单纱用左手捻,则写成(Z)捻;若股线中单纱用左手捻,初捻为右手捻,复捻用左手捻则写成(ZSZ)。
4、使用不同捻向的纱线可使织物表面形成(隐条、隐格)的效应。
5、(线密度)是纱线最重要的指标。
纱线的线密度指标可分为(定重制)和(定长制)两种。
6、织物的组织包括(原组织)、(变化组织)、(联合组织)、(复杂组织)和(提花组织)。
(原组织)是机织物组织中最简单、最基本的一类组织。
7、原组织按照组织循环纱线数与飞数的不同,可分为(平纹组织)、(斜纹组织)和(缎纹组织)三种,简称(三原组织)。
其中,(平纹组织)是所有机织物中最简单的组织。
(缎纹组织)是原组织中最复杂的一种。
8、平纹组织由(两根)经纱和(两根)纬纱构成一个组织循环;斜纹组织在一个组织循环中至少有(三根)经纱和(三根)纬纱;缎纹组织在一个组织循环中至少有(五根)经纱和(五根)纬纱。
纱线捻度捻向确定办法
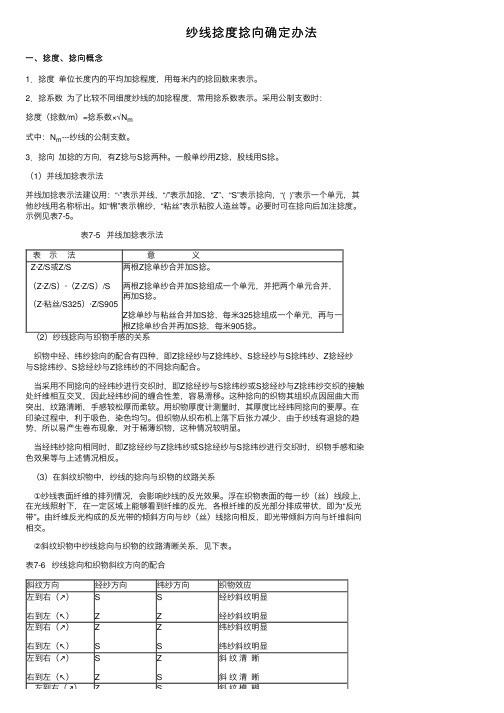
表⽰法意义Z·Z/S或Z/S(Z·Z/S)·(Z·Z/S)/S (Z·粘丝/S325)·Z/S905 两根Z捻单纱合并加S捻。
两根Z捻单纱合并加S捻组成⼀个单元,并把两个单元合并,再加S捻。
Z捻单纱与粘丝合并加S捻,每⽶325捻组成⼀个单元,再与⼀根Z捻单纱合并再加S捻,每⽶905捻。
纱线捻度捻向确定办法⼀、捻度、捻向概念1.捻度单位长度内的平均加捻程度,⽤每⽶内的捻回数来表⽰。
2.捻系数为了⽐较不同细度纱线的加捻程度,常⽤捻系数表⽰。
采⽤公制⽀数时:捻度(捻数/m)=捻系数×√N m式中:N m---纱线的公制⽀数。
3.捻向加捻的⽅向,有Z捻与S捻两种。
⼀般单纱⽤Z捻,股线⽤S捻。
(1)并线加捻表⽰法并线加捻表⽰法建议⽤:“·”表⽰并线,“/”表⽰加捻,“Z”、“S”表⽰捻向,“( )”表⽰⼀个单元,其他纱线⽤名称标出。
如“棉”表⽰棉纱,“粘丝”表⽰粘胶⼈造丝等。
必要时可在捻向后加注捻度。
⽰例见表7-5。
表7-5 并线加捻表⽰法(2)纱线捻向与织物⼿感的关系织物中经、纬纱捻向的配合有四种,即Z捻经纱与Z捻纬纱、S捻经纱与S捻纬纱、Z捻经纱与S捻纬纱、S捻经纱与Z捻纬纱的不同捻向配合。
当采⽤不同捻向的经纬纱进⾏交织时,即Z捻经纱与S捻纬纱或S捻经纱与Z捻纬纱交织的接触处纤维相互交叉,因此经纬纱间的缠合性差,容易滑移。
这种捻向的织物其组织点因屈曲⼤⽽突出,纹路清晰,⼿感较松厚⽽柔软。
⽤织物厚度计测量时,其厚度⽐经纬同捻向的要厚。
在印染过程中,利于吸⾊,染⾊均匀。
但织物从织布机上落下后张⼒减少,由于纱线有退捻的趋势,所以易产⽣卷布现象,对于稀薄织物,这种情况较明显。
当经纬纱捻向相同时,即Z捻经纱与Z捻纬纱或S捻经纱与S捻纬纱进⾏交织时,织物⼿感和染⾊效果等与上述情况相反。
(3)在斜纹织物中,纱线的捻向与织物的纹路关系①纱线表⾯纤维的排列情况,会影响纱线的反光效果。
纱线的捻度名词解释

纱线的捻度名词解释一、引言纱线是由纤维经过纺纱加工而成的线状物,被广泛应用于各种纺织品的生产中。
纱线的质量和性能取决于多个因素,其中之一就是纱线的捻度。
本文将对纱线捻度进行详细解释,并介绍其对纱线品质和用途的影响。
二、纱线捻度的定义纱线的捻度是指卷曲在一定长度范围内的纱线扭转数。
一般情况下,捻度是以每单位长度的扭转数表示,比如每英寸或每米的扭转数。
捻度决定了纱线的紧密程度和强度。
三、纱线捻度的分类根据捻度的不同,纱线可以分为三类:低捻纱线、中捻纱线和高捻纱线。
1.低捻纱线低捻纱线的扭转数相对较少,线条较为松散。
这种纱线的优点是柔软舒适,适合制作贴身的内衣、床上用品等纺织品。
低捻纱线通常用于生产轻薄面料或具有舒适触感要求的纺织品。
2.中捻纱线中捻纱线的扭转数介于低捻纱线和高捻纱线之间。
这种纱线的特点是适度的强度和耐磨性,适用于生产常规面料,如衬衫、裤子等。
中捻纱线既能保持纱线纤维的柔软性,又能提供一定的紧密度和强度。
3.高捻纱线高捻纱线的扭转数最多,线条较为紧密。
这种纱线的特点是耐磨性和强度较高,适合制作对强度要求较高的纺织品,如工装、钓鱼线等。
高捻纱线也常用于生产织物的经纬纱,以增强整个织物的抗拉强度。
四、纱线捻度对纺织品的影响纱线捻度对纺织品的品质和用途产生重要影响。
1.柔软舒适度低捻纱线制成的纺织品柔软舒适,适合贴身穿着;而高捻纱线制成的纺织品柔软度较差,耐磨性和结实度较高。
2.强度和耐久性高捻纱线制成的纺织品具有较高的强度和耐久性,适合制作对强度要求较高的纺织品,如户外运动装备。
3.表面光泽纱线的捻度也会影响织物表面的光泽度。
一般来说,纱线捻度越高,织物表面光泽度越好。
4.适用性不同的纱线捻度适用于不同类型的织物和用途。
低捻纱线适用于贴身穿着的内衣、床上用品等;中捻纱线适用于常规面料的制作;高捻纱线适用于对强度要求较高的工装等。
五、纱线捻度选取的原则选择纱线捻度时需要根据纺织品的用途和要求进行综合考虑。
纱线的捻向和捻度

二、纱线的分类
由于构成纱线的纤维原料和加工方法不同, 纱线的形态和性能各异及纱线的种类繁多等, 其分类的方法也多种多样,常见的有以下几 种。
1、按纱线的原料分类
按纱线的原料可分
纯纺纱线 混纺纱线 混纤纱
混纺纱线的命名
当混纺比例不同时,一般来说,混纺比高的纤维名在先, 混纺比低的纤维名在后。如65%的涤纶纤维与35%的棉 纤维混纺的纱,称为65/35涤棉混纺纱;反之若为35% 的涤纶纤维与65%的棉纤维混纺的纱,则称为65/35的 棉涤混纺纱。
加捻对纱线性质的影响
捻缩 对密度和直径的影响 对强度的影响 对断裂伸长率的影响 对光泽和手感的影响
(五)纱线的捻向
捻向是指纱线的加捻方向。 有Z捻和S捻 。
股线捻向的表示方法是: 第一个字母表示单纱捻向, 第二个字母表示股线捻向 第三个字母表示复捻捻向。 一般双股线的捻向为ZS捻--单纱与股线异向捻。
捻度是指纱线单位长度内的捻回数(纱线加捻时两个截面的相 对回转数)。
特数制捻度(用于棉纱或棉型化纤纱线):纱线10cm长度内的 捻回数
公制捻度:1米长度内的捻回数
英制捻度:1英寸内的捻回数
换算: 1英寸=2.54cm Te=0.254Ttex=0.0254Tm
Tm=10Ttex=39.37 Te
纱符号
纱线缩写符号 T W K J Q R D
含义 经纱线 纬纱线 针织用纱 精梳纱 起绒用纱 绞纱线 筒子纱
纱线缩写符号 G FD FB T/C T/R
C/V OE
含义
烧毛纱线 无光粘纤纱线 有光粘纤纱线
涤棉纱 涤粘纱 棉维纱 气流纺纱
定重制表示法数值越大,表示纱线越细;数 值越小,表示纱线越粗。
纱线结构特征—纱线的捻度和捻向

—纱线的分类
纱线捻度
一、加捻的意义
定义:须条一端握持,另一端回转的过程
A
A
短 纤 维 获 得 强 花 式
B
B
纱
力
线
长 丝 横 向 结 合 变 形
纱
力
丝
纱线捻度
二 、 表 示 加 捻 程 度 的 指 标1、捻度:单位长度纱线所具有的捻回数
A A
捻回:纱线截面产生一个360度的角位移
单 位 长 度
1(m)-------公制捻度Tm
10(cm)--特数制捻度Ttex
1(in)--------英制捻度 Te
B
B
化纤长丝、绢纺纱、精梳毛
纱 棉型纱线
进出口纱线
纱线捻度
二 、 表 示 加 捻 程 度 的 指 标2、捻回角:表层纤维与纱轴的夹角(β)
可用于表征不同粗细纱线的加捻程 度 纱线越粗,纤维倾斜越明显,捻回
线
同捻
μ 股线
α
捻缩率:加捻前后纱条长度的差值占加捻前长度的百分 率
异捻 股线
5 、 对光 泽和 手 感的影
响
α 纤维倾斜,纱线表面粗糙不平—光泽变差,手感变硬
角越大,加捻程度越大
需显微镜,测量不方便,实际生产 中不采用,常用于理论表述
β
100
Ttex
β
β
d
πd
Ttex π
tan β= πd 100 = 100 0.03568
•Ttex
令αt= 892 tan β
= Ttex • Tt
纱线捻度
二 、 表 示 加 捻 程 度 的 指 标3、捻系数α :结合细度表示加捻程度的相对指
五 加捻对纱线(单纱)结构性能的影响
粗纱捻度和捻系数换算
粗纱捻度和捻系数换算篇一:粗纱捻度和捻系数是纱线物理参数中的重要指标,用于描述纱线的纤维聚集程度和纱线的运动能力。
它们之间的换算关系是纱线捻系数等于粗纱捻度的倒数。
具体来说,假设粗纱的捻度为 x,那么其捻系数为 s。
如果粗纱的捻度为 x,并且其捻系数为 s,则可以进行以下换算:x = 1/s这个公式可以用于计算不同粗纱捻度的纱线之间的捻系数换算关系。
例如,如果粗纱的捻度为 1000羽,那么它的捻系数为 1/1000,即 s1。
如果粗纱的捻度为 2000羽,那么它的捻系数为 1/2000,即 s2。
除了捻系数换算外,还可以进行其他参数的换算,例如,粗纱的磅数等于纱线的线密度乘以纱线的捻度。
同样地,如果粗纱的磅数为 10,那么它的线密度为 10 x 104 g/m2,即 104 g/m2。
在进行这些参数换算时,需要考虑到纱线的纤维聚集程度和纱线的运动能力,以确保纱线的质量符合要求。
粗纱捻度和捻系数换算是纱线物理参数中的重要概念,可以帮助人们更好地理解纱线的性能。
了解这些换算关系,可以更好地选择适合的纱线,并制造出高质量的产品。
篇二:粗纱捻度和捻系数是纱线质量和加工精度的重要指标,它们之间的换算关系对于设计、生产和质量控制都具有重要意义。
本文将介绍粗纱捻度和捻系数的换算关系以及如何通过测量捻系数来检测粗纱的加工精度。
正文:1. 粗纱捻度和捻系数的换算关系粗纱的捻度是指纱线在生产过程中受到的捻向(即纱线上的螺旋形部分)的大小。
捻系数是指纱线所受到的捻向的倍数,通常用符号“捻数”表示。
捻度和捻系数之间可以互相转换,具体公式如下:粗纱的捻度 = 捻系数× 10^(-2.5×捻数)其中,捻数和捻系数的单位都是“捻”。
此公式可以用于计算不同捻向下的粗纱捻度。
2. 粗纱捻系数的检测方法粗纱的捻系数可以通过多种方法进行测量,其中最常用的方法是使用捻度计。
捻度计是一种高精度的测量仪器,可以测量纱线的捻向和捻数。
纱线捻度的测定方法
纱线捻度的测定方法
纱线捻度是指纱线中的纤维或纱线撚向形成的螺旋度。
捻度的测定方法是通过测量纱线在一定长度内的扭转角度来进行的。
下面是一种常用的测定纱线捻度的方法:
1. 准备一段待测纱线,并确保其两端牢固地固定在测试装置上。
可以使用夹子或夹具将纱线固定在平面上。
2. 测试装置通常包括一个固定的支架,上面有一个带标尺的旋转臂。
纱线与旋转臂之间的长度通常为10-15厘米。
3. 将纱线拧入旋转臂的槽中,确保它沿着槽的方向逆时针或顺时针扭转。
4. 用一个计时器或秒表计时,测量纱线在一定时间内的扭转角度。
通常,测量时间为10秒。
5. 停止计时后,观察旋转臂上纱线的扭转角度,并将其记录下来。
可以使用标尺或专门的测量仪器进行测量。
6. 重复上述步骤多次,取平均值作为最终的捻度结果。
需要注意的是,不同类型的纱线(如粗纱或细纱)可能需要不同的测试装置和测
量方法。
此外,在进行测量时,还应注意纱线的张力和固定方式,以确保测量结果的准确性。
第三章 纱线
3、黄麻纺纱系统 黄麻纺工艺流程较短,成纱主要供织麻袋用,要 求不高。其纺纱加工流程如下: 原料→梳麻前准备→梳麻(2道)→并条(2-3道) →细纱→黄麻纱。 棉纺特点:与毛型纺相比,工艺流程短,速度高,设 备完善,对纤维适应性广,加工成本低。 棉纺设备可加工:传统的棉花、各种棉型化纤、中长 化纤、长丝、以及其它天然纤维的纯纺和混纺。棉纺 产品品种繁多,风格各异。
绒线除品号外,还常用色号来表示绒线的颜色。 色号采用四位数字表示, 第一位数字表示原料,由0-9表示,与品号的原料代号相同; 第二位表示绒线的色谱,见表5-5; 第三、四位表示颜色由浅人深的顺序号。
如色号2001表示同质毛绒线漂白色。 色号5129表示异毛与粘纤混纺绒线姜黄色。 色号7922表示异质毛与合纤混纺红色夹花色。
第六节 纱线品种代号与标记
一、纱线品种代号 原料代号、 混纺比、 纺纱方法与工艺代号、 用途代号 以及特数组成。 首先是原料代号及混纺比在最前面,其次是纺纱方 法与工艺代号,再次是特数,最后是用途代号。例 如T/C 65/35JDl3K。 纱线品种代号目前主要用于短纤纱线。
表
纱线品种代号
二、纱线的标记
第三节 纺纱基本原理及过程
一、纺纱过程的基本原理
1.开松是把纤维团扯散成小束的过程,使纤维横 向联系的规模缩小,为以后进一步松解到单纤 维状态提供条件。
开清工序产生的棉卷喂入到梳棉机
2.梳理是采用梳理机机件上包覆的密集梳针对纤维进行梳 理,把纤维小块进一步分解成单纤维。 3.牵伸是把梳理后的条子抽长拉细,使其中的屈曲纤维逐步 伸直,弯钩逐步消除,同时使条子获得所需粗细的加工过 程。 4.加捻是利用回转运动,把牵伸后的须条(即纤维伸直平行 排列的集合体)加以扭转,以使纤维间的纵向联系固定起 来的过程。 主线 : 开松、梳理、 牵伸、加捻(四大原理) 副线 : 混和、除杂、并合、精梳 插入线 :卷绕
纱线捻度测试
纱线捻度捻缩测定
概 述
加捻是成纱的必要条件,短纤维通过加 捻才能制成具有一定物理机械性能的纱线; 长丝为了提高单丝间的紧密度,便于加工和 改善织物性能,往往也需要加捻。
基本概念
捻回数:加捻是使平行伸直的纤维须条的两个截面产生 相对回转,两个截面的相对回转数叫捻回数。
捻度:纱线单位长度内的捻回数叫捻度,我国棉型纱线 采用特数制捻度,即单位长度为10cm内的捻回数。
捻系数:在实际生产中,常用捻系数来表示纱线的加捻 程度。捻系数是直接与纱线表面纤维的捻回角呈函数关 系的物理量,当纱线的体积重量一定时,捻系数可以表 示不同粗细纱线的加捻程度。测出纱线的捻度后,可用 下式计算捻系数: 特制捻系数:=Tt
结果计算(人工计算)
平均捻度、捻系数、捻缩率
纱线捻向示意图
涡流纱
喷气纱
环锭纱
目的要求
通过实验,掌握Y331L型捻度机的结构和使 用方法,使用捻度机测定纱线的捻度和捻 缩。
仪器设备、材料Leabharlann Y331L型捻度机,纱线,挑针等
纱线捻度机构造
捻度的测定方法
捻度的测定主要有三种方法:直接退捻法、 一次退捻加捻法、三次退捻加捻法。 直接退捻法适用于股线捻度的测定,一次 退捻加捻法适用于普通单纱捻度的测定, 三次退捻加捻法适用于气流纱。
Tt
基本概念
捻向:根据纱线表面纤维倾斜的方向,纱线的捻 向有 Z 捻和 S 捻,如双股线为 ZS 捻,即由两根 Z 捻 单纱以S捻向合股而成。 捻缩率:纱线捻缩是指纱线因加捻而缩短或伸长 的长度,用捻缩率表示。
纱线的捻度和捻缩测定
四、试验方法和程序1、检查捻度机(见图16-2)的各部分是否正常,包括仪器水平、读数零点、夹头回转、转向调度、指针失灵及电动机转动等。
2、按表16-1和表16-2的规定,调节好纱夹之间的距离(其长即是试样长度),并旋紧定距螺丝14使之固定:选定预加张力值,确定好张力重锤的位置,以及在张力盘中加砝码;当采用退捻加捻法时,还需根据表16-1中指出的限位值定好针片的位置。
3、将定位片刹好,插上纱管,拉去管纱头端数米纱线。
然后沿纱管轴线方向轻轻拉出纱线,防止意外的伸长和退捻,先用左纱夹,夹住纱线,将纱线头端引入右纱夹,放开定位片,使纱线受到一定张力而伸直。
当伸长指针指在伸长弧标尺的零位时,揿动右纱夹的弹簧柄,使纱线夹紧在右纱夹的斜槽内。
4、将计数盘上的指针均拨至“0”处,并根据不同的试样选定转速。
一般棉、丝为1500r/min,毛、麻为750r/min。
5、根据纱线的捻向决定退捻方向。
如为Z捻,则将换向扳手移至“S”处:如是S捻,则换向扳手应在“Z”处。
开动电动机开关,使右纱夹转动,退捻开始。
对于直接计数法:如是纱,退捻是一直到纱中纤维即将平行时,关掉马达,用手扳动手摇柄,直至纱中纤维完全伸直平行,如是股线,则使用马达退捻至即将退完时,关掉电动机,用挑针在左端插入试样之间,并向右移动,同时转动右纱夹,继续退捻,直到完全平行无捻度为止。
对于退捻加捻法,首先上纱的捻度退尽,但仍继续退捻,即相当于反向加捻,此时伸长指针向右移动,当其回到零点时,立即关闭电动机开关,使右纱夹停止转动。
6、记录计算盘上所指示的数字,精确到一个捻回。
直接计数法测得的数根据直接代入式(16-1)或式(16-2)计算,退捻加捻法的数据应先除2,在代入式(16-1)或式(16-2)计算。
这两种方法适用范围,详见表16-1和表16-2。
用直接计数法测捻度时,同时还可给出纱线的绝对捻缩(L1—L2),即当纱线捻度退尽时,伸长指针在伸长标尺上所示的刻度值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
什么是捻度,纱线的捻度和捻向
加捻是使纱条的两个截面产生相对回转,这时纱条中原来平行于纱轴的纤维倾斜成螺旋线。
对短纤维来说,加捻主要是为了提高纱线的强度。
而长丝的加捻既可以提高纱线的强度,又可产生某种效应。
纱线加捻的多少以及纱线在织物中的捻向与捻度的配合,对产品的外观和性能都有较大的影响。
加捻性质的指标有:表示加捻程度的捻度、捻系数及表示加捻方向的捻向。
捻度纱丝加捻角扭转一圈为一个捻回。
纱线单位长度内的捻回数称捻度。
我国棉型纱线采用特数制捻度,即用10 cm纱线长度内的捻回数表示;精梳毛纱和化纤长丝则采用公制支数制捻度,即以每米内的捻回数表示;此外,还有以每英寸内捻回数表示的英制支数制捻度。
捻系数捻度不能用来比较不同粗细纱线的加捻程度,因为相同
捻度,粗的纱条其纤维的倾斜程度大于细的纱条。
在实际生产中,常用捻系数来表示纱线的加捻程度。
捻系数是结合线密度表示纱线加捻程度的相对数值,可用于比较不同粗细纱线的加捻程度。
捻系数可根据纱线的捻度和纱线的线密度计算而得到的。
捻向捻向是指纱线加捻后,单纱中的纤维或股线中单纱呈现的倾斜方向。
它分Z捻和S捻两种。
加捻后,纱丝的捻向从右下角倾向左上角,倾斜方向与“S”的中部相一致的称S捻或顺手捻;纱线的捻向从左下角倾向右上角,倾斜方向与“Z”的中部相一致的称Z捻或反手捻。
一般单纱常采用Z捻,股线采用S捻。
股线的捻向按先后加捻的捻向来表示。
例如,单纱为Z捻、初捻为S 捻、复捻为Z捻的股线,其捻向以ZSZ表示。
纱线的捻向对织物的外观和手感影响很大,利用经纬纱的捻向与织物组织相配合,可织出外观、手感等风格各异的织物。