磨机钢球装载量
钢球填充率公式与装载量填充率互推
充率
装载量 总和 填充率
91.4 248.193 0.368
36.8
磨机总装载量
139.2
36.4 36 35.6 35.2
91.4 7
84.4
;
h
r
a
0.368
0.40
1.55
1.53
装载量与填充率互推公式
注: 2、磨机 直1、径密大度 钢球按
一仓
r×r×3.14×仓长×密度=体积
r
r
圆周率
仓长
密度
体 积
1.55 1.55
3.14
2.75
4.5 93
磨机装载量(T)÷体积=填
充率
装载量 总和 填充率
24.8 93.3551 0.266
二仓
一仓
填充率
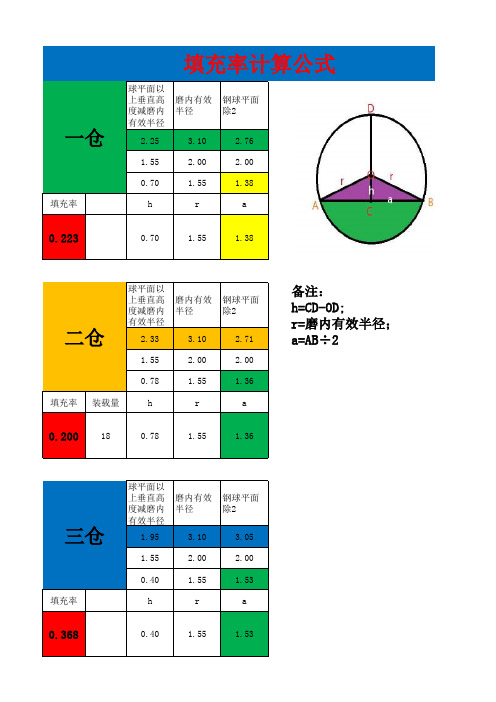
填充率计算公式
球平面以 上垂直高 度减磨内 有效半径
磨内有效 半径
钢球平面 除2
2.25
3.10
2.76
1.55
2.00
2.00
0.70
1.55
1.38
h
r
a
0.223
0.70
1.55
1.38
二仓
球平面以 上垂直高 度减磨内 有效半径
2.33
磨内有效 半径
Hale Waihona Puke 3.10钢球平面 除22.71
1.55
2.00
2.00
0.78
1.55
1.36
填充率 装载量
h
r
a
0.200 18
0.78
1.55
1.36
备注: h=CD-OD; r=磨内有效半径; a=AB÷2
球磨机装载量、级配、选粉机选粉效率
球磨机装载量、级配、选粉机选粉效率1.调整球磨机研磨体的装载量根据生产试验,发现增大研磨体装载量,并不能达到增产的效果。
摸索发现,最合适的研磨体装载量应将钢球配球控制在额定装载量的95%。
2.优化球磨机钢球的级配分析Φ3200×13000mm水泥球磨机筛余曲线,得知一仓料端曲线下降不明显,说明该仓的粉碎能力不是很强;二仓出现较长的水平线段,说明该仓钢球级配有问题,为此对研磨体做出相应的调整:(1)增大一仓平均球径,降低二仓平均球径;(2)优化一,二仓填充料。
3.辊压机挤压效果的改进方法Φ3200×13000mm水泥球磨机是双仓磨,破碎功能部分转到辊压机上,这种情况下,挤压物料更易达到质量指标。
但考试由于产量的增加,辊压机压力减小,辊缝仍是原来设定的范围,致使通过量增大,物料挤压效果差,10mm以上颗粒含量较多,吐槽量增大,出口篦板易堵塞,部分颗粒沉积于二仓内消弱了研磨作用,辊压机主题故障频繁,运转率仅达40%左右,影响水泥球磨机产量。
改进措施:大修辊压机,焊补辊面,将辊缝设定稍微减小。
4.提高选粉机选粉效率调整合理的循环负荷,一般为K=218%时,选分效率达到78%左右,选粉机得到最大发挥,此外定期更换选粉机叶片,提高Φ3200×13000mm 水泥球磨机产量。
5.加强水泥球磨机通风和系统密封,减少漏风适当通风,可排出水泥球磨机磨内微粉,减少过粉碎,同时排出水蒸气,减少粘球。
另外,对与球磨机相连提升机、选粉机等生产设备进行密封,改善锁风效果。
6.降低粉磨温度,加强粉磨系统散热粉磨系统温度高,部分石膏脱水影响水泥质量,增加细粉静电吸附作用,球磨机内糊球加重,使过粉磨现象严重,所以,要注重系统表面散热。
7.定期清仓,及时补球。
在选矿生产工艺过程中,磨矿和分级是非常关键和重要的一环,磨矿机是一个能耗高、作业效率低、故障多发的设备,对磨矿机的运行状态监测,不但可以提高设备效率和生产率,降低能耗,减少故障,而且可以提高经济效益,保证生产正常进行。
钢球磨最佳装球量
钢球磨最佳装球量钢球磨是一种常见的磨矿设备,广泛应用于矿山、冶金、化工等行业。
钢球磨的装球量对于其磨矿效果有着重要影响。
一个合适的装球量能够保证钢球磨的磨矿效率和磨矿粒度,提高生产效益。
本文将探讨钢球磨的最佳装球量及其影响因素。
钢球磨的最佳装球量是指在一定条件下,使磨矿效果达到最佳状态的钢球数量。
正确选择装球量可以提高钢球磨的磨矿效率,降低能耗和磨矿成本。
首先,装球量与钢球磨的直径和长度有关。
一般情况下,钢球磨的装球量与其直径和长度成正比。
直径越大,长度越长的钢球磨,其装球量也应相应增加。
这是因为直径大的钢球磨可以容纳更多的钢球,从而提高磨矿效率。
但是,装球量也不能过多,否则容易造成过度磨矿和磨矿粒度过细。
因此,需要根据具体的钢球磨参数和矿石特性来选择最佳的装球量。
其次,装球量与磨矿介质的粒度有关。
一般情况下,磨矿介质的粒度应选择合适的分布范围,即既要有足够的细颗粒,又要有一定比例的粗颗粒。
这是因为细颗粒可以填充磨矿空隙,提高磨矿效率;而粗颗粒可以施加强烈的冲击和剪切力,帮助破碎矿石。
因此,装球量应根据磨矿介质的粒度分布来选择,以保持最佳磨矿效果。
此外,装球量还与矿石硬度和磨矿介质的化学成分有关。
硬度较高的矿石需要较多的装球量来施加足够的冲击力和剪切力;而化学成分易氧化或浸出的矿石则需要较少的装球量,以避免过度磨矿和物料损失。
当然,装球量的选择还应结合钢球磨的生产能力和设备运行状况。
装球量过大会增加设备负荷,影响生产能力和设备寿命;装球量过小则会影响磨矿效果。
因此,需要在设备运行参数和装球量之间进行合理的权衡。
综上所述,钢球磨的最佳装球量应根据钢球磨的直径和长度、磨矿介质的粒度、矿石硬度和磨矿介质的化学成分等因素来选择。
在装球量选择过程中,需要充分考虑设备的生产能力和运行状况,以保证磨矿效果的最佳化。
通过合理选择装球量,可以提高钢球磨的磨矿效率,降低能耗和磨矿成本,提高生产效益。
在实际生产中,可以通过试验和调整来确定最佳装球量。
h锅炉磨煤机的最佳钢球装载量

(上接前页)
补加钢球之用。因此粗略认为,这次磨煤机钢球装载 量试验所耗用的1 28t新钢球与剩余的合格钢球持平。
(2)各炉磨煤机全年补加钢球总量约为394.5t。 补加钢球的原则是通过装载试验后绘制的曲线确定 不同电功率下所对应的钢球量,然后待磨煤机运行 一段时间后将筒内煤粉走空,测量此时磨煤机的电 功率,根据曲线对应关系可杏出减少的钢球量,并由 运行小时数及磨煤机出力测算出磨制每吨煤补加钢
表1
项目
数值
2对比分析 通过对其它各炉的磨煤机进行装载量试验。其
效果各不相同,其中9 4炉磨煤机试验时制粉单耗最 低达到20.6kWh/t(与试验时的煤质有关),说明 设备潜力是很大的。通过装载试验后锅炉制粉单耗 平均F降2.09kWh/t,而且磨煤机出力下降不明
显。如按上网电价每干瓦时0.25元计 算,全年节约资金223.46万元。
可近似计算磨煤机中钢球量。
装到磨煤机中,剩余的钢球可做为平时磨煤机定期
万方数据
苑卫军,郭健,陈玲
山科源环保技术装备有限公司,河北唐山065020)
酚废水
煤气发生站的含酚废水中含有一定浓度的酚 类、硫化物、氰化物等有害物质,其中酚类以一元 酚为主,以苯酚含量最高,其次还有间对甲苯酚。含 酚废水的生成量取决于气化煤质及所采用的气化净 化工艺。
万方数据
球约0.1kg,经过摸索我们修正了补加钢球的计算方 法。并由钢球厂负责至少每月全面加球两次。
(3)磨煤机补加钢球的计算公式:每台磨补加 钢球量(kg)=每月每炉的上煤量×0.1×每台磨 的运行小时/(每炉各磨运行小时总和)。
(4)虽然球耗量增加了,但通过上面的经济比 较不难发现,降低制粉单耗后带来的效益远比球耗 增加的费用大得多。一
技术水泥磨研磨体装载量和级配调整方法
技术水泥磨研磨体装载量和级配调整方法磨体装载量和级配虽有公式可以参考,但同时还需靠经验调配。
目前钢球级配还是以多级配球较多,在使用分级衬板时,磨仓内在长度方向上(进料端到出料端)各点处的物料平均粒径是逐渐降低的,钢球在各点处的平均球径也应该是逐渐降低,两条曲线的走势应该是一致的。
调整钢球级配时要考虑到钢球尺寸的减小并不是一致的。
例如有文献介绍,通过试验和计算得出,当90mm的钢球磨损至80mm时,同比,80mm的钢球磨损至71.11mm,70mm的钢球磨损至63.20mm,60mm的钢球磨损至56.20mm。
显然,若只补大球,则平均球径必然有变大的趋势。
研磨体装载量和级配是否合理,可通过下述四种方法在生产实践中进行检验和调整。
1.根据磨机产量和产品细度进行检验分析(1)当磨机出现产量低、产品细度粗时,说明研磨体装载量不足或研磨体磨耗太大,此时应添加研磨体。
(2)当磨机出现产量高、产品细度粗时,说明磨内研磨体的冲击力太强,研磨能力不足,物料的流速过快所致。
此时应适当减少大球,增加小球和钢段以提高研磨能力,同时减少研磨体之间的空隙,使物料在磨内的流速减慢,延长物料在磨内的停留时间,以便得到充分的研磨。
(3)如磨机出现产量低、产品细度细时,其原因可能是小钢球太多、大钢球太少而造成的。
磨内冲击破碎作用减弱,而相对研磨能力增强。
(4)若磨机产量高、产品细度又细时,说明研磨体的装载量和级配都是合理的。
2.根据磨音判断在正常喂料的情况下,一仓钢球的冲击较强,有哗哗的声音。
若第一仓钢球的冲击声音特别洪亮时,说明第一仓钢球的平均球径过大或填充率较大;若声音发闷,说明第一仓钢球的平均球径过小或填充率过低了,此时应提高钢球的平均球径和填充率。
第二仓正常时应能听到研磨体的唰唰声。
3.检查磨内物料情况在磨机正常运转、正常喂料的情况下,根据生产经验,球仓中的钢球应露出半个钢球于料面上。
如钢球外露太多,说明装载量偏多或钢球平均球径太大;反之,说明装载量偏少或钢球平均球径太小。
如何计算球磨机研磨体的级配

如何计算球磨机研磨体的级配MORE球磨机钢球级配的方法很多种,基本原则是:1.物料的硬度大,选钢球直径大;2.磨机直径大,冲击力就大,选钢球直径小;3.使用双仓隔板的,球径应比同样排料断面的单层隔仓板小;4.一般四级配球,大、小球少,中间球大,即“两头少,中间多"......磨粉效率很高的钢球配比MORE球磨机在磨粉料时,如下的钢球配比磨粉效率最高,属经济运行状态:如何按钢球大小比例添加钢球MORE新按装的球磨机有一个磨合过程,在磨合的过程中,钢球量第一次添加,占球磨机最大装球量的80%,钢球添加的比例可按钢球尺寸(Φ120㎜、Φ100㎜、Φ80㎜、Φ60㎜、Φ40㎜)大小添加。
钢球添加量:不同球磨机型号其总装球量不同。
例如MQG1500×3000球磨机(处理量100—150吨)最大装球量9.5—10吨。
第一次添加钢球,大球(Φ120㎜和Φ100㎜)占30%—40%、中球80㎜占40%—30%、小球(Φ60和Φ40㎜)占30%。
钢球添加的重量,是根据钢球的质量,钢球质量的好坏,决定了矿石吨耗添加量。
最好采用新型耐磨钢球。
最好的(质量好的)钢球添加是按处理每吨矿石量来计算(即每吨矿石添加0.8㎏)一般的钢球处理一吨矿石需(1㎏—1.2㎏)。
钢球大小比例:不同球磨机型号其配比不同。
球磨机直径在2500㎜以下,添加钢球尺寸为Φ100㎜、Φ80㎜、Φ60㎜。
球磨机直径在2500㎜以上,添加钢球尺寸为Φ120㎜、Φ100㎜、Φ80㎜。
研磨介质(磨球)耐磨材料的选择MORE我国建材行业1994年制定了JC/T535-94“建材工业用铬合金铸造磨球”标准。
在此基础上又颁布了国家标准GB/T17445-1998“铸造磨球”。
其中规定的品种有高铬球、中铬球,低铬球、贝氏体球墨铸铁球的化学成分、机械性能、铸球规格和检验方法等。
质量好的磨球应具有下列性能:(a)耐磨性:对切削磨损、变形磨损和疲劳剥落磨损有足够的耐磨性;对切削磨损要求有高硬度;对变形磨损和疲劳磨损要求有高的应变疲劳、接触疲劳和冲击疲劳寿命;(b)良好的冲击韧性:在反复冲击磨损条件下,有高的抗冲击性能,不破碎;(c)高的淬透性:保证φ100mm大球整体腐损均匀,不失圆;(d)优良的冶金质量:按规定的标准成分生产,不得有夹渣、夹砂等铸造缺陷。
怎样判断球磨机装球量的多少?如何添加?
怎样判断球磨机装球量的多少?如何添加?一、怎样判断钢球多少与主电机电流的大小有着密切的关系。
有经验的磨矿工在球磨机运转情况下,时时都在注意观察球磨机主电流的变化。
在球磨机给矿量没有变化,且工作状况良好的情况下,一般地说,电流越高,球磨机装球量就愈多;反之,就愈少。
作者通过对Φ3600×4000湿式格子型球磨机的长期试验观察得知,与球磨机配套的同步电机的电压是6000 伏、交流电频率为50 赫兹,功率是1100 千瓦,额定电流是125A。
电机空转时电流为0;电机带动球磨机空负荷运行时电流为25A;当球磨给矿量60t/h,装球量为60t 时,同步机电流是85A;当球磨机给矿量不变,钢球增加5t 时,电流增加4A;当给矿量增加5t/h,钢球量不变时,电流增加5A。
二、如何添加新安装或大检修后的球磨机加球:新装的球磨机衬板有一个磨合过程。
第一次添加钢球量占球磨机装球总量的80%。
不同型号的球磨机其装球数量、钢球大小比例不尽相同。
如MQG1500×3000 球磨机最大装球量为9.5~10t,第一次装钢球7.5~8t,剩余的钢球待球磨机开车3~4 天后再加;装球的重量比例为Φ100mm 占40%、Φ80mm 占30%、Φ60mm 占15%、Φ40mm占15%。
MQG3600×4000 球磨机最大装球量70t,第一次装56t,余下的3~4 天后再加,装球比例为Φ120 mm 占40%、Φ100mm 占30%、Φ80mm 占15%、Φ60mm 占15%。
一般地说,球磨机直径在2500 mm 以上的,第一次装球的规格及比例是Φ120mm 占40%、Φ100mm 占30%、Φ80mm 占15%、Φ60mm 占15%。
;对于球磨机直径小于2500 mm 的,第一次装球是Φ100mm 占40%、Φ80mm 占30%、Φ60 mm 占15%、Φ40mm占15%。
球磨机运转正常以后,补加钢球直径大小为:对球磨机直径在2500 mm 以上的,补加球为Φ120mm;球磨机直径小于2500 mm 的,补加钢球为Φ100mm。
球磨机加球制度
球磨机加球管理制度
根据公司“节能降耗,精细化管理”精神,结合选厂自身特点,按着“勤加球、少加球、避免爆加球“的原则特制定球磨机加球管理制度。
加球量:按每月6万吨铁精粉产量,钢球消耗系数为0.5KG/吨铁精粉计算,每天一段磨机加球为0.75吨,二段加球量为0.25吨,根据每月的实际生产计划量来确定钢球的使用量。
加球:每天小夜班由班长负责,班员协助加球,在捡球过程中不准嬉戏打闹,佩戴好劳动防护用品。
必须由持有天车证的人员(抓斗)操作天车并按照天车操作规程完成吊装,吊运过程中天车下方不允许有人,不允许在短时间内一次性把钢球加完,应把所有钢球平均分散在24小时内加完,加球完毕由班长做好加球记录。
处理办法:不按要求的数量补加钢球发现一次对厂房班长罚款50元,不遵循补加原则的发现一次视情节罚款50-200元,车间会不定时查看加球记录和监督加球。
TLM42130水泥磨机技术资料及钢球级配调整方法
TLM42130水泥磨一、磨机技术参数基本数据1、磨机规格:Ф4.2×13m磨机筒体内径(mm)磨机筒体内壁长度(mm)磨机有效内径(mm)磨机有效长度(mm)一仓二仓三仓一仓二仓三仓Ф4200 13000 Ф4080 Ф4080 Ф4100 3650 2700 59002、粉磨方式:开流3、设计生产能力:130t/h(带辊压机,出磨细度为3200cm2/g)4、入磨物料粒度:≤20mm,95%通过5、磨机转速:16.051r/min,主传动转速:15.9r/min,辅助传动转速:0.151r/min6、研磨体最大装载量:225t7、最大填充率:33%8、滑履轴承冷却水用量:4.0m3/h×29、主电动机(兰州电机厂)型号:YR800-6额定功率:3150kw额定转速:991r/min额定电压:10kv10、减速机(重庆同力)型号:MBG22/32(264-4.2)-WX/AZ速比:7.33711、慢驱(重庆同力)型号:MBM360速比:156.712、主电动机润滑装置13、主减速机润滑装置14、滑履轴承润滑装置15、磨机衬板及隔仓板情况介绍TLM42130水泥磨共分为三仓,一仓使用阶梯衬板,一仓和二仓之间为双层隔仓板,二仓使用波纹衬板,二仓和三仓之间为单层隔仓板,三仓为活化衬板,三仓内自隔仓板至出料端:隔仓板1450mm 仰料板1000mm 仰料板1250mm 仰料板1500mm 聚料板700 出料端,出料筛子缝隙宽度为7mm。
一仓和二仓之间的隔仓板由16块隔仓板襄成,由中心通风孔向外分布三层,螺栓孔数由中心向外分别为:16孔、32孔、32孔、32孔。
如下图:二、当前磨机各仓长径数据磨机筒体有效内径(mm)磨机筒体有效长度(mm)磨机有效内径(mm)磨机有效长度(mm)一仓二仓三仓一仓二仓三仓Ф4080 12250 Ф4080 Ф4080 Ф4100 3650 2700 5900 三、当前磨机各仓仓长比例及其参数仓位有效长度(m)仓长比例(%)有效容积(m3)装载量(t)研磨体形状研磨体材质一仓 3.65 29.80 47.69 球高铬铸铁二仓 2.70 22.04 35.28 球、锻高铬铸铁三仓 5.90 48.16 77.86 微锻 高铬铸铁 合计12.25100160.83四、当前磨内各仓研磨体级配 五、磨机总有效容积V φV φ=0.785D φ2·L φ=0.785·4.08672·12.25m 3= 160.60 m 3 其中D φ为有效内径(平均),mL φ为有效长度,m六、研磨体填充率φ其中G 为某一仓研磨体的重量,t; V φ为某一仓的有效容积,m 3;r 为研磨体容重,t/m 3,一般钢球取r=4.5 t/m 3,铁球4.2 t/m 3,钢棒5.4~5.6 t/m 3。
钢球磨煤机的工作特性
钢球磨煤机的工作特性1.2.1 钢球装装量与磨煤机运行参数的关系单进单出钢球磨煤机试验表明,如果通风量和煤粉细度不变,则磨煤机的出力与钢球装载量有如下的关系:B m =a 1G0.6(2-18)式中: B m — 磨煤机出力,t/h ;G — 钢球装载量,t ;a 1 — 比例常数。
磨煤机的电动机消功率与钢球装载量关系如下:ρ=a 2G 0.9(2-19)式中: ρ — 磨煤机的电动机消耗功率;a — 比例常数。
磨煤单位电耗: 3.06.019.02CG Ga G a B P E m m ==(2-20)CG 后加=C —比例常数。
应当指出,如果磨煤机干燥出力不足或者筒体通风量不够,增加钢球装载量并不能提高磨煤机的磨煤出力。
此时钢球装载量增加,只可以得到更细的煤粉。
由此可知,为提高磨煤机出力,在增加钢球装载量的同时,也应增加磨煤机筒体的通风量或提高干燥剂的初温。
在中间储仓式制粉系统中,为使磨煤机在最大出力下工作,筒体内通常都装载最大的钢球量。
1.2.2 钢球磨煤机筒体的通风工况钢球磨煤机筒体内的通风工况直接影响煤沿筒体长度方向的分布和磨煤机出力。
当通风量很小时,煤大部分集中在筒体的进口端。
由于钢球沿筒体长度是近似均匀分布的,因而在筒体的出口端钢球的能量没有充分利用,很大一部分能量消耗在金属的磨损和发热上。
同时,由于筒内风速不高,干燥剂带出的仅是少量细煤粉,部分煤粉在筒体内被过分地磨制。
此时磨煤机出力很低,而磨煤单位电耗却很高。
为此,必需要有一定数量的干燥剂通过磨煤机,即在筒内形成一定的速度。
随着通风量的增加,煤沿筒体长度方向的推进速度加快,改善煤对钢球的充满况,而且也有更多的煤粉被干燥剂带出筒体,致使磨煤机出力增大,磨煤机单位电耗下降。
但是,当通风量增加时,尽管磨煤机的出力有所提高,但通风单位电耗也是增加的。
如果过分地增加磨煤机筒体的通风量,为保持一定的煤粉细度,粗粉分离器的回粉将增加,会在系统内造成无益的循环。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PR-GRI P07-04
介绍
⏹钢球装载量的控制是球磨机优化工作的基本部分
⏹保持钢球的装载量处于目标水平,并定期进行补球
⏹磨机电机的kW也能显示出钢球装载量的变化。
如果有这个值,每周可对其进行跟踪目标
⏹降低单位能耗(有时通过适当的钢球装载量控制可以降低5%的kWh/t)
⏹根据生产需要,调节球磨机的产量
前提条件
⏹已经优化了钢球级配和钢球装载量,如果更换产品品种应重新进行优化
⏹为了取得最低kWh/t或最大产量,钢球装载量的经验值如下所示:
⏹应根据磨机中空轴的开度和隔仓板的通风直径调整最大的装载量
每隔1至3个月测量一次钢球装载量
工具
⏹上空高度测量工具(你也可以使用一个钢卷尺来测量)
磨机钢球装载量检查单(Vade-Mecum, section 4-Milling)
PR-GRI P07-04
行动步骤
1. 清空磨内物料
⏹ 彻底清除磨内物料(最长10分钟)
安全措施:确保磨机内部检查工作遵守安全方面的标准(上锁挂牌程序)
2. . 进入磨机及对上空高度进行测量
⏹ 进入磨机沿磨机中心线测量,从球面上部到磨机顶部的上空高度 ⏹ 从钢球平坦的部位测量,不要从高/低点测量
⏹ 测量平均的衬板厚度
对该高度进行测量,至少:
⏹ 在第一个仓的3个位置进行测量
⏹ 在2仓/3仓中4个位置进行测量
⏹ 均匀选取仓内测量位置
3.
检查磨机内径
⏹ 在磨机内部检查时,检查磨机内部直径(仅当没有该值的情况)
4.
计算钢球装载量
⏹
根据磨机直径和上空高度的测量计算钢球装载量
参考钢球装载量计算电子数据表
5.
添加钢球达到钢球量目标值
⏹ 添加钢球达到钢球装载量目标值
使用磨机钢球装载量检查表来计算需要填加的钢球吨数,Vade-Mecum, section 4-Milling ⏹ 通常,使用最大的钢球(对于某一指定的仓)来补充钢球装载量 ⏹ 做好加球记录。