中厚板焊缝超声波探伤中的波型转换辨析
焊缝超声波探伤

焊缝超声波探伤锅炉压力容器和各种钢结构主要是采用焊接的方法制造。
为了保证焊缝质量,超声波探伤是重要的检查手段之一。
在焊缝探伤中。
不但要求探伤人员具备熟练的超声波探伤技术。
而且还要求探伤人员了解有关的焊接基本知识,如焊接接头型式,焊接坡口型式、焊接方法和焊接缺陷等。
只有这样,探伤人员才能针对各种不同的焊缝,采用适当的探测方法,从而获得比较正确的探测结果。
第一节 焊接加工及常见缺陷锅炉压力容器及一些钢结构件主要是采用焊接加工成形的。
焊缝内部质量一般利用射线和超声波来检测。
对于焊缝中的裂纹、未熔合等危险性缺陷,超声波探伤比射线更容易发现。
一、焊接加工l.焊接过程常用的焊接方法有手工电弧焊、埋弧自动焊、气体保护焊和电渣焊等。
焊接过程实际上是一个冶炼和铸造过程,首先利用电能或其他形式的能产生高温使金属熔化,形成熔池,熔融金属在熔池中经过冶金反应后冷却,将两母材牢固地结合在一起。
为了防止空气中的氧、氮进入熔融金属,在焊接过程中通常有一定的保护措施。
手工电弧焊是利用焊条外层药皮高温时分解产生的中性或还原性气体作保护层。
埋焊和电渣焊是利用液体焊剂作保护层。
气体保护焊是利用氩气或二氧化碳等保护气体作保护层。
2.接头形式焊接接头形式主要有对接、角接、搭接和T型接头等几种:如图7.1所示。
在锅炉压力容器中,最常见的是对接,其次是角接和T型接头,搭接少见。
3.坡口形式为保证两母材施焊后能完全熔合,焊前应把接合处的母材加工成一定的形状,这种加工后的形状称为坡西,坡口各部分的名称如图7.2所示。
根据板厚、焊接方法、接头形式和要求不同,可采用不同的坡口形式。
常见对接和角接接头的坡口形式如图7.3所示。
二、焊缝中常见缺陷焊缝中常见缺陷有气孔、夹渣、未焊透、未熔合和裂纹等,如图7.4所示。
1.气 孔气孔是在焊接过程中焊接熔池高温时吸收了过量的气体或冶金反应产生的气体,在冷却凝固之前来不及逸出而残留在焊缝金属内所形成的空穴。
产生气孔的主要原因是焊条或焊剂在焊前未烘干,焊件表面污物清理不净等。
超声波探伤在济钢中厚板中的应用

脉冲反射方式是 :超声波进入材料中 ,当遇到缺
中固 吞 俄表2 7 9 {嚣 0 ̄ 期 0
W Wci. 6 W . mo n n 5
维普资讯
应 用研 究
陷或界面时 ,声波将被反射回探头 ,通过观察波形中
AP L C P l ATl 0N SE RE ARC H
偿及补偿范围、检测钢板通过速度及方向、自动报警
反射回来的能量多少可知缺 陷的大小 ,大的缺陷比小 及检测不 良耦合 、检测内部超过标定参数的不连续的 的缺陷返 回的能量多。测试过程是通过纵波和横波两 缺 陷、标准扫描等 。 种波形来完成的。纵波是用来检测钢板 内部缺陷的 , 这种波适合检 测钢板 内部的分层 、夹渣和球状裂纹 ; 横波被用来检测钢板表面和 内部的纵 向线状缺陷。
由性 能 较 高 的压 电 晶体制 成 的 ,有 两 种形 式一 单 晶体
式探头和双 晶体式探头。探头运转 由电子脉冲产生的 高频脉波穿过水干扰后进入钢板 内,并从缺陷点或壁 表处反射 回来 。缺陷表面越大 ,则反射 的能量越大 , 回声模式” ,扫描结果 由集成 电子系统处理 。可以检 测的钢板材料类型有 : 锅炉板 、 压力容器板 、 桥梁板、 船板、结构板及用于其它特殊结构的钢板等。
光 电开关P 11 C 0 动作时表明钢板开始进入测试区, 钢板减速运行并启动浮动活塞 以跟踪钢板的波度。当
a ,开始进行钢板的超声波探伤工作 。钢板完全被 rn i 扫描后 , 减速继续运行直至运行到 P 14 电开关动 C 光 0 作 时,钢板退出测试 区并停止 ,如 图 1 所示 。
() 占用 生产 场 地钢 板 复搬 运 量 大 ; 3 ()难 以保证 超声 波 波 束 10 4 0%地 覆盖 钢 板表 面 ,
焊缝余高对超声波探伤的影响

焊缝余高对超声波探伤的影响徐生东;戴敬东;张鹏林【摘要】超声探伤中,不同形态的焊缝余高产生的干扰波是常见的干扰信号.焊缝探伤的变角回波以及余高干扰波,无论斜探头角度多大,都有可能存在,遇到此类按常规方法定位于熔合线附近或母材内的回波,须认真地观察焊缝外形、更换探头角度、双面双侧检测、精确定位分析、必要时打磨焊缝等,以避免造成误判.【期刊名称】《无损检测》【年(卷),期】2010(032)008【总页数】3页(P649-650,654)【关键词】焊缝余高;波型转换;干扰波;变角回波【作者】徐生东;戴敬东;张鹏林【作者单位】中石油第二建设公司,兰州,730060;中石油第二建设公司,兰州,730060;兰州理工大学,甘肃省有色金属新材料省部共建国家重点实验室,兰州,730030【正文语种】中文【中图分类】TG115.28焊缝余高干扰波在超声探伤中是比较常见的干扰信号,特别是在双面自动焊焊缝和表面经过修磨处理过的手工焊焊缝中更为常见。
探伤中余高干扰波出现在示波屏上一次波之后的二次波探伤区域内,与缺陷的二次回波非常相似,如果不能正确识别,会造成误检或漏检。
事实上,余高干扰波规律性很强,并不难识别,其不仅不会对探伤工作带来影响,相反还可以利用它来正确地识别缺陷信号,提高探伤准确率。
1 余高干扰波产生原理如图1所示,当声波入射到焊缝下表面余高上时会产生波型转换,转换成反射横波S′和反射纵波L′,也称为变型横波和变型纵波。
沿余高表面从A~C 之间的点,声波的入射角各不相同,因此各点反射横波和反射纵波的传播方向也不同。
反射横波和反射纵波传到上表面,又在上表面余高上反射,部分沿原路径返回被探头接收。
图1 余高干扰波的产生示意图图2为焊角波和干扰波示意图,其中焊角波A、反射纵波L及反射横波S有时同时出现,有时只出现A 波和S波,有时甚至只出现三个波中的一个,这完全取决于焊缝不同处的形状。
随着探头的前后移动,A,L 和S波也随之前后移动。
焊缝超声波探伤异常反射波的分析与判断

山 西 建 筑
S HANXI ARCHI TECTURE
V0 . . 6 136 No 3
De . 2 1 c 00
・4 ・ 9
文 章 编 号 :09 6 2 (0O)60 4 —2 10 —8 5 2 l 3 —0 9 0
焊缝 超 声 波 探伤 异 常 反射 波 的分 析 与 判 断
张 代 立
摘 要: 针对焊缝超声波探伤 中出现的异常现象进 行 了分析, 对焊缝状况 、 陷波特征作 了简单 阐述 , 缺 并对 反射波的分析 与判断加以深入探讨 , 最后对未融合缺陷 的危害 、 点等作 了9纳 , 特 3 - 为检测人 员做好检测 工作 奠定 了理论基础。
3 焊 缝状况
式: V形 坡 口。4 坡 口角 度 :5 。5 切割 方式 : 焰 自动 切 割 。 ) 4。 ) 火
乱反射 , 同时各部 分反 射波 由于有相 位差 而产生干 涉 , 使缺 陷 回 波波高随粗糙度 的增大 而下 降; 当声 波倾斜 入射 时 , 回波波高 随
4 缺 陷波 的特征
5 分析 与依据
波垂直入 射时 , 回波波高为 l 当声波入射角为 2 5 时 , ; . 。 回波 波幅
杜星文, 宋宏 伟 . 柱 壳 冲 击 动 力 学 及 耐 撞 性 设 计 [ . 圆 M] 北 [ ] 李 3
珠, 张善 元 . 压 作 用 下 充 液金 属 圆 柱 壳 屈 曲的 实验 研 轴
烁感 , 缺陷幅度很高 , 远远超过判废 标准 , 过水平 和垂商距离 定 经 位后 , 初步判断缺陷或位 于焊 缝下 ( ) , 位 于焊缝及 热影 响 上 部 或
远 场 区轴 线 上 的声 压 随 距 离 增 加 单 调 减 小 。 3 超声波远场区的声压分布是不 同的 , ) 在 >N 的 远 场 区 内
焊缝超声检测中变型波的产生机理及其识别
焊缝超声检测中变型波的产生机理及其识别焊缝超声波探伤时,在一定条件下会产生变型波,易与缺陷波相混淆,引起误判。
下面对变型波的产生机理和识别方法作一探讨。
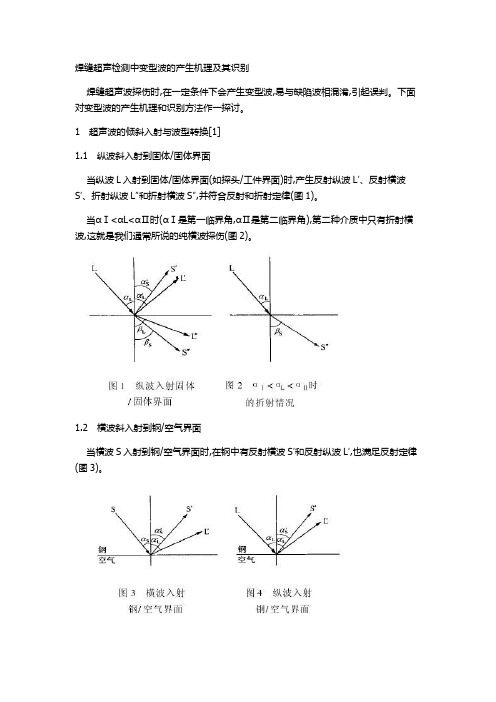
1超声波的倾斜入射与波型转换[1]1.1纵波斜入射到固体/固体界面当纵波L入射到固体/固体界面(如探头/工件界面)时,产生反射纵波L′、反射横波S′、折射纵波L″和折射横波S″,并符合反射和折射定律(图1)。
当αⅠ<αL<αⅡ时(αⅠ是第一临界角,αⅡ是第二临界角),第二种介质中只有折射横波,这就是我们通常所说的纯横波探伤(图2)。
1.2横波斜入射到钢/空气界面当横波S入射到钢/空气界面时,在钢中有反射横波S′和反射纵波L′,也满足反射定律(图3)。
钢/空气界面的第三临界角αⅢ=33.2°。
当αS>αⅢ时,钢中只有反射横波;当αS<αⅢ时,钢中既有反射横波,也有反射纵波。
1.3纵波斜入射到钢/空气界面当纵波L入射到钢/空气界面时,在钢中有反射横波S′和反射纵波L′,也满足反射定律(图4)。
2实际探测时钢中折射横波入射焊缝下表面的情况2.1如图5所示,αS(K1)=45°,αS(K2)=63.5°,当焊缝表面余高磨平时,钢中折射横波入射焊缝下表面,常用探头的横波入射角均大于第三临界角,焊缝中只有反射横波,无反射纵波。
2.2声束入射到探头侧焊缝下表面如图6所示,横波入射角αS>αⅢ,焊缝中只有反射横波,无反射纵波。
2.3声束入射到探头对侧焊缝下表面如图7所示,当焊缝下表面的形状使αS<αⅢ时,焊缝中既有反射横波,也有反射纵波。
焊缝中产生变型反射纵波后,不一定能在超声探测仪示波屏上显示出来,只有当变型纵波垂直入射至焊缝上表面某些特殊位置(如打磨圆滑的熔合线处、自动焊余高两边曲率最大处或近焊缝母材上的焊疤处等)时,再垂直反射,沿原路径返回倾斜入射至下表面,再进行一次波型转换,产生反射纵波和变型反射横波,其中变型反射横波沿原路径返回探头,被探头接收,在示波屏上显示,这就是通常所说的焊缝探测中的变型波(图8)。
中厚板三种典型探伤缺陷波形特征及试验验证

中厚板三种典型探伤缺陷波形特征及试验验证魏运飞;江东才;朱启茂;汤海芳;王坤【摘要】针对中厚钢板常见的三种导致超声波检测不合格的缺陷,分析了缺陷形态、成因、分布位置,总结了超声波波形特征.并分别以实例的方式,对生产过程中出现此类缺陷进行解剖,用金相、扫描电镜观察与能谱分析方法研究了导致钢板探伤不合格的原因,并将缺陷的具体性质与超声检验波形特征进行了对应,验证证明了钢板内部同样缺陷波形特征.【期刊名称】《无损检测》【年(卷),期】2014(036)006【总页数】4页(P40-42,47)【关键词】中厚板;超声波;波形特征【作者】魏运飞;江东才;朱启茂;汤海芳;王坤【作者单位】秦皇岛首秦金属材料有限公司,秦皇岛066326;秦皇岛首秦金属材料有限公司,秦皇岛066326;秦皇岛首秦金属材料有限公司,秦皇岛066326;秦皇岛首秦金属材料有限公司,秦皇岛066326;秦皇岛首秦金属材料有限公司,秦皇岛066326【正文语种】中文【中图分类】TG115.28;TB553中厚板是制造锅炉、压力容器、石油天然气管道、桥梁、海洋平台等结构的原材料,为保障其材料合格,一般要求进行超声检测。
中厚板超声检测一般采用脉冲反射式垂直入射法检测,耦合方式有直接接触法和水浸法。
采用的探头是单晶直探头和双晶直探头。
钢板内部缺陷是板坯缩孔残余或非金属夹杂物或金属氧化物、硫化物等缺陷在轧制中轧扁未能焊合形成,缺陷大多与板面基本平行[1]。
笔者主要就中厚板较常见的三种导致超声波探伤不合格的原因进行总结,用金相、扫描电镜观察与能谱分析方法研究了缺陷的形态和成因。
根据缺陷的具体性质,将实际超声检验波形与总结的超声波波形特征进行了对应。
1 保护渣引起的夹渣类缺陷钢板夹渣类缺陷是由钢在冶炼、浇铸过程中的理化反应和炉渣、耐材侵蚀剥落进入钢中形成的。
在钢板的轧制过程中,沿轧制方向被碾碎,成点状、团状缺陷弥散于钢板中。
夹渣类缺陷分散位置不定,缺陷深度位置不定,尾炉钢板易出现此类缺陷。
中厚板对接焊缝超声波检测实际操作要点
中厚板对接焊缝超声波检测实际操作要点一. 检测前的准备1.选择探头1)K值的选择探头K值的选择应从以下三个方面考虑:(1)使声束能扫查到整个焊缝截面;(2)使声束中心线尽量与主要危险性缺陷垂直;(3)保证有足够的探伤灵敏度设工件厚度为T,焊缝上下宽度的一半分别为a和b,探头K值为K,探头前沿长度为L0,则有:K (a+b+L0)/T一般斜探头K值可根据工件厚度来选择,较薄厚度采用较大K值,如8~14厚度可选K3.0~K2.0探头,以便避免近场区探伤,提高定位定量精度;较厚工件采用较小K值,以便缩短声程,减小衰减,提高探伤灵敏度。
如15~46厚度可选K2.0~K1.5探头,同时还可减少打磨宽度。
在条件允许的情况下,应尽量采用大K值探头。
探头K值常因工件中的声速变化和探头的磨损而产生变化,所以探伤前必须在试块上实测K值,并在以后的探伤中经常校验。
2)频率选择焊缝的晶粒比较细小,可选用比较高的频率探伤,一般为2.5~5.0MHz。
对于板厚较小的焊缝,可采用较高的频率;对于板厚较大,衰减明显的焊缝,应选用较低的频率。
2. 探头移动区宽度焊缝两侧探测面探头移动区的宽度P一般根据母材厚度而定。
图1 探头移动区和检测区厚度为8 ~46mm的焊缝采用单面两侧二次波探伤,探头移动区宽度为:P ≥ 2KT+50 (mm)厚度为大于46mm的焊缝采用双面两侧一次波探伤,探头移动区宽度为:P ≥ KT+50 (mm)式中K----探头的K值;T-----工件厚度。
工件表面的粗糙度直接影响探伤结果,一般要求表面粗糙度不大于6.3μm,否则应予以修整3. 耦合剂的选择在焊缝探伤中,常用的耦合剂有机油、甘油、浆糊、润滑脂和水等,实际探伤中用的最多的是浆糊和机油。
二.探头测定与仪器(A型)的调节1.探头测试1)斜探头入射点的测试斜探头的入射点是指其主声束轴线与探测面的交点。
入射点至探头前沿的距离称为探头的前沿长度。
测定探头的入射点和前沿长度是为了便于对缺陷定位和测定探头的K值。
板材超声波探伤
△ 利 用 F1 评 价 缺 陷 。 出 现 叠 加 效 应 时 , 当 板 厚 较 薄 时 可 用 F2 评 价 缺 陷 , 其 目 的 是 减 少 近 场 区 影 响 。 实 际 上 , 应 根 据 晶 片 直 径 的 尺 寸 大 小 及 F1 不 清 晰 时 , 可 用 F2 来 评 价 缺 陷 , 用 F2 和 B2 评 价 时 , 基 准 灵 敏 度 以 第二次反射波校正。 如 采 用 直 径 为 Ф 14 m m ~ 20 m m 的 直 探 头 探 伤 钢 板 , 一 般 当 板 厚 δ < 20 m m 时 , 可 采 用 F 2 评 价 缺 陷 。 1.3 探 头 与 扫 查 方 式 1. 3.1 频 率 2.5 ~ 5MHz ,40mm 以 下 钢 板 检 测 频 率 为 5MHz ,40mm 以 上 钢 板 检 测 频 率 为 2.5MHz 晶 片 直 径 : Ф14 ~ Ф25mm 探头形式: 单晶直探头 钢板检测 联合双晶直探头 适用于板厚 δ 较薄的钢板检测,因盲区小, 适 用 于 板 厚 δ 较 大 的 钢 板 检 测 ,用 于 20mm 以 上
1.7
钢板横波检验按附录 B 规定要求 非夹层性缺陷
适用范围 探头
K1 2MHz~5MHz 25mm 长 V 形 槽 深 为 板 厚 3 % V 形槽的距离-波幅曲线, 按 不 同 板 厚 根 据 B.4 规 定 调 节
人工缺陷 灵敏度
验 收 标 准 按 B.6 规 定 : 等 于 或 超 过 距 离 - 波 幅 曲 线 信 号 不 合 格 , 发现分层类缺陷按纵波检测规定处理。
8 / 26
1.6 质 量 等 级 判 定 : 按 JB/T4730-2005 标 准 4.1.7 条 规 定 评 定 。 单 个 缺 陷 指 示 长 度 按 4.1.7.1 规 定 , 单 个 缺 陷 指 市 面 积 按 4.1.7.2 规 定 。 JB/T4730-2005 标 准 标 准 中 表 3 钢 板 质 量 分 级 表 中 数 据 适 用 于 非 白点、裂纹等危险缺陷,即非危险缺陷。白点、裂纹等危险缺 陷,都判为 V 级。
中厚板对接焊缝的超声检测方法
超声检测易发现焊缝中的的危险缺陷——裂纹、未焊透,尤其是微裂纹和轻 微未焊透,用超声波检测比用射线更容易发现,而且超声波检测还具备仪器 简单、检查速度快等特点,因此被广泛采用。
4. 实验原理:
超声波探头发射脉冲超声波进入到被检测工件内,当超声波遇到异质 界面(如缺陷处)时,产生反射、透射和折射,根据反射回波的情况 来判断工件中缺陷。
在焊缝检测中,由于焊缝余高的影响及焊缝中存在的缺陷往往是与检 测面近于垂直或形成一定角度,所以在一般情况下采用超声波倾斜入 射到工件内部的检测方法,即横波检测法。
(一)中厚板对接焊缝的超声检测方法
(1)检测前的准备 6)检验级别的选择 不同标准中,根据质量要求规定了不同的检验级别,并对检测面和检
测方向给出了原则性的规定。在GB 11345一1989中,根据焊缝质量 要求将检验等级分为A、B、C三级,检验的完善程度和难度系数按A 、B、C顺序逐级增高。 A级检验采用一种角度的探头,在焊缝的单面 单侧进行检验,B级检验原则上采用一 种角度的探头,在焊缝的单面双侧进行检验,C级检验至少要用两种 角度的探头,在焊缝的单面双侧进行检测,并且要用两种探头角度从 两个扫查方向检测横向缺陷。
4)最后,将以上测量数据填入相对应的表格栏目中。 重复以上步骤,将缺陷逐一找出并测量。
3. 试验记录:
焊缝探伤记录表格
序 号
距 离
A
距 离
B
长 度 (L)
缺陷距焊缝 中心距离 (mm)q
缺陷距焊
缝表面深 度H
焊缝超声波探伤缺陷性质的判断
焊缝超声波探伤缺陷性质的判断姚志忠(大震锅炉工业(昆山)有限公司,江苏昆山 215300)摘 要:阐述了采用A型脉冲反射法超声波探测焊缝时,对缺陷进行性质判断的程序和方法。
关键词:焊缝;超声波探伤;缺陷定性中图分类号:T G115.28+5 文献标识码:A 文章编号:167124423(2004)012252041 缺陷性质判断的适用范围本方法适用于A型脉冲反射法对焊缝进行超声检测缺陷定性。
对余高磨平的焊缝,焊缝区域内的各种缺陷均可用本方法进行定性,对有余高的焊缝,只能对不包括余高的焊缝区域内的各种缺陷定性。
对缺陷定性用探头应与规定的检测探头相同。
2 缺陷性质判断依据焊缝超声检测对缺陷定性依据为:(1)工件结构与坡口形式;(2)母材与焊材;(3)焊接方法和焊接工艺;(4)缺陷几何位置;(5)缺陷最大反射回波高度;(6)缺陷定向反射性;(7)缺陷回波静态波形;(8)缺陷回波动态波形。
3 缺陷性质判断程序缺陷性质判断的程序如图1所示,具体程序为:(1)缺陷波高H F在JB4730标准评定线以下时,一般不作记录,也不考虑对其定性。
如操作人员认为有必要的,也可作进一步定性。
(2)缺陷波高H F位于JB4730标准 区(含判废线)时,定为线状缺陷或平面状缺陷或多重缺陷。
(3)缺陷波高H F位于JB4730标准 区(含定量线)时,当缺陷指示长度△L≤L S时,如A扫描显示一个光圆波可定为点状缺陷,否则定为线状或平面状缺陷或多重缺陷,当缺陷指示长度△L>L S 时,可定为线状或平面状缺陷或多重缺陷。
L S值为:当板厚6mm≤t<20mm时L S=t,当板厚t≥20 mm时,L S=20mm。
(4)缺陷波高H F位于JB4730标准 区(含评定线)时,当缺陷指示长度△L≤L d时,如A扫描显示一个光圆波,可定为点状缺陷,否则定为线状或平面状缺陷或多重缺陷;当缺陷指示长度△L>L d时可定为线状或平面状缺陷或多重缺陷。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
试验研究ND T 无损检测2009年第31卷第8期中厚板焊缝超声波探伤中的波型转换辨析章有为(上海市特种设备监督检验技术研究院,上海 200062)摘 要:在中厚板焊缝的超声横波探伤中,当焊缝加强层过高时,会产生变型反射纵波,在一定的条件下返回探头,形成伪缺陷回波。
针对这一问题,从理论上分析了产生变型纵波的原因,并推导出变型纵波被显示的条件以及出现的位置。
结合相关实例,验证了之前的推断。
最后总结了几种常用K 值探头出现假缺陷回波的最小加强层厚度,对中厚板超声波探伤有一定的指导意义。
关键词:超声波检测;横波;纵波;波型转换;加强层 中图分类号:T G 115.28 文献标志码:A 文章编号:100026656(2009)0820622203W ave Mode Conversion on Welding U ltrasonic T esting for Middle or Thick PlateZHANG You 2Wei(Shanghai Institute of Special Equipment of Inspection and Technical Research ,Shanghai 200062,China )Abstract :In the ultrasonic transverse wave defect inspection on the weld of middle or thick plate ,when the weld reinforcement is excessive ,a metamophic longitudinal wave will occur ,and in the certain condition ,it will return to the sensor and form the false defect echo wave.Aiming at this problem ,the reason of occurrence of metamophic longitudinal wave was analysed in theory ,then ,the condition of occurrence and the location were derived out.Associated with related example ,the foregoing inference was proved.Finally ,the minimalreinforcement thickness of occurring the false defect echo wave by using several sensors of common K values were concluded ,it will be some guiding significance to the ultrosonic wave inspection on middle or thick plate.K eyw ords :Ultrasonic testing ;Transverse wave ;Longitudinal wave ;Wave mode conversion ;Reinforcement 在电站锅炉汽包纵环焊缝的超声波检测中,由于汽包的母材壁厚较大,通常采用双面开坡口,双面埋弧焊的焊接方式。
这时由于电流较大,在焊缝盖面时,造成焊缝加强层整体较高,或者单侧加强层偏高,这会导致在超声横波检测中产生波型转换,即反射纵波夹杂在一、二次波之间出现,俗称“山”字波型。
对这种现象有关教材中也有论及,但仅作了产生原因的定性分析,笔者将对这一现象的产生条件作进一步分析[1-4]。
1 超声波波型转换条件1.1 超声波的反射和折射收稿日期:2008209223作者简介:章有为(1971-),男,工程师,长期从事中高压锅炉及电站锅炉的安装监检和定期检验工作。
当超声波由一种介质倾斜入射到另一种介质界面时,除产生同种类型的反射和折射波外,在一定条件下还会产生不同类型的反射和折射波。
由第一、第二临界角的定义,横波斜探头的纵波入射角必须满足αⅠ≤αL ≤αⅡ,即当纵波入射角在第一、第二临界角之间时,第二介质中只有折射横波,而无折射纵波;横波由钢入射到空气界面时,当βS ≥33.2°,钢中只有反射横波,没有反射纵波,当βS <33.2°,就会产生变型反射纵波。
1.2 焊缝余高产生的波型转换当焊缝加强层过高时,加强层表面与母材表面会形成较大的夹角,当入射横波与加强层表面形成一定角度时,就会产生纵波反射。
声束入射到探头侧焊缝下表面,即βS ′≥βS 时,不会产生纵波反射。
随着探头位置向前推移,当声束入射位置越过焊缝中线后,即βS ′<αⅢ时,在一定2262009年第31卷第8期图1 声束入射到焊缝中心线左侧及右侧条件下就有可能产生波型转换(图1)。
但是变型反射纵波不一定能够在示波屏上显示出来,只有当其垂直入射至上表面某些特殊位置(如自动焊余高两边曲率最大处及焊疤等处),再垂直反射,沿原路径返回,倾斜入射至焊缝下表面,再进行一次波型转换,产生反射纵波和变型反射横波,其中变型反射横波沿原路径返回探头,才能在示波屏上显示出来,即产生俗称的“山”字变型波。
波型转换示意图见图2。
图2 变型波的转换示意图因为只有当变型纵波与上表面焊缝垂直时,才会出现纵波回波反射。
为阐述其原理,假定上表面焊缝与母材平行,波束在越过中点之前不可能出现变型纵波。
随着波束的推移,实际入射角βS ′将不断变小,当βS ′<33.2°时,既有反射横波,又有反射纵波。
纵波反射角在某一角度βL 时,变型纵波垂直入射到上表面,纵波将沿入射路径反射回探头。
波型转换条件示意图见图3。
图3 变型波的转换条件示意图假设焊缝宽度W =20mm ,加强层高度δ=3.8mm ,加强层的几何半径为R ,可由公式R =[(W /2)2+δ2]/2δ求出,R =[(20/2)2+3.82]/2×3.8≈3.8mm 。
在不同x 点(x 为焊缝中线以右的距离),如果有纵波反射,其反射角βL =arcsin (x/R )。
且纵波反射角βL 正好垂直入射到钢板上表面,有反射回来的条件。
此时的横波实际入射角为βS ′=arcsin[(c S /c L )・sin βL ],βS =βS ′+βL ,不同x 时的横波入射角、实际入射角、纵波反射角及K 值见表1。
表1 不同x 时的βL ,βS ′βS 及Kx /mmβL /(°)βS ′/(°)βS /(°)K311.546.2717.810.32415.478.3723.840.44519.4710.4929.960.58623.5812.6236.200.73727.8214.7642.580.92832.2316.9349.161.16936.8719.1255.991.48可见,使用K >1的横波探头,x 值在8~9mm 时就可能产生纵波在上表面反射回探头的变型纵波,而形成一个假缺陷反射波,而一般超声波探伤中不可能使用K <1的斜探头。
产生变型纵波从上平表面反射回来的条件为:c S c L ・x R =sin [βS -arcsin x R] 实际探伤中,情况将更为复杂,焊缝单面磨平的情况并不多见,但是其波型转换的原理同上。
2 实例某电站锅炉汽包,规格为<1480mm ×40mm ,双面埋弧焊,上表面焊缝宽36mm ,余高4mm ,下表面焊缝宽30mm ,余高3.2mm ,焊缝坡口形貌如图4所示。
采用单面双侧在汽包外壁作超声波检测,选用泛美2300EPOC H Ⅲ型超声仪,标称参数为2.5M Hz ,K1.0,10×16单晶斜探头,探头前沿为10mm 。
采用水平1∶1调节,在显示屏43,60,80格处各出现一个波(图5),可以判断43格处的回波是焊缝底面回波,80格处为上表面回波,但是在62格处出现的回波当量刚好达到Ⅱ区,水平位置在探头对侧焊缝热影响区,深度为21mm ,左右移动探头,在整个打磨区域均有。
最初怀疑该波为母材的分层缺陷,实际上是横波在焊缝底面加强层上反射产生的变型纵波,垂直入射至上表面的自动焊余高曲率最大处,然后垂直反射回下表面,再转换成横波,沿原路径返回,被探头接收。
因纵波波速较横波快1.8倍,所以先于80格处的S ′到达。
用公式验证母材壁厚H =40mm ,变型纵波在3262009年第31卷第8期示波屏上的位置。
H ′=H +H ・co s βS ・c S /c L =40+40×cos45°×3230/5900≈55.48mm ,算上余高时变型波的位置(设外壁余高为h 1,内壁余高为h 2),H ′=H +h 1+(H +h 1+h 2)・co s βs ・c S /c L =40+4+(40+4+3.2)・co s45°×3230/5900≈62.27mm 。
该计算结果与变型纵波在示波屏上的位置正好相符。
将焊缝下底面余高磨平后,该回波即行消失,证实焊缝加强层在一定条件时,会产生变型纵波反射显示。
3 焊缝余高的分析焊接工艺上对焊缝余高有明确的规定,因为焊缝余高太厚,反而会引起焊缝局部应力集中,影响工件性能。
对于无损检测工作来说同样是不利的,在射线检测中,会影响透照比,使底片的宽容度降低;在超声波检测中,会产生波型转换,使反射波复杂表2 不同K 值探头产生“山”字回波的加强层最小厚度板厚(焊宽)/mm 加强层最小厚度/mmK 1K 1.5K 230(25)2.615.337.2840(30)3.136.408.7450(35)3.667.4710.1960(40)4.188.5311.65化,不利于缺陷波的分辨。
表2罗列了几种基本K 值的探头在不同板厚,不同焊缝宽度时,产生波型转换时加强层的最小厚度。
表2可见,在斜探头横波检测中,大K 值探头不易产生波型转换,小K 值探头容易产生波型转换。
4 结论在横波检测中,由于焊缝的余高过高,造成实际横波入射角减小,即βS ′<αⅢ,形成了产生变型纵波的条件。
可通过横波与纵波不同声速的原理,区分缺陷波和变形波。
在实际焊缝检测中,通常只要先量一下焊缝的宽度和余高,就可初步确定是否会产生波型转换。
结合回波的水平位置、探头的位置、探头的K 值以及焊缝坡口的结构型式等因素综合分析,即可对焊缝检测回波是否存在变型假缺陷回波作出全面分析。
参考文献:[1] 阿肯巴赫.弹性固体中波的传播[M ].上海:同济大学出版社,1992.[2] J ISZ 3060—1988 钢焊缝超声波探伤方法及探伤结果的等级分类方法[S].[3] ASTM E -164 焊缝超声波检验方法[S].[4] JB/T 4730.3—2005 承压设备无损检测[S].(上接第621页)应信号的幅值和相位信息,如果条件允许,应该选用合适的旋转探头对缺陷部位进行C 扫描检测,测出缺陷的面积、形状及取向,这将明显提高缺陷评定的准确度。