贴合作业指导书
OCA贴合作业指导书(单模机)

C
o p
y P r o h
i b
i t d
e
深圳市华和兴科技有限公司
名称OCA 贴合(单模) 文件编号 N-WI-D-010
页码 1 版本 01 标准时间
标准产能 50/h 标准作业指导书(SOP )
拟制
鲍海山
审核
杨涛
批准
张进华
生效日期 2011-7-12
作业前准备:
1.按照无尘衣着装规范穿戴好无尘服;
2.按照6S 标准把工作台面的所有物品摆放整齐。
注意事项:
1.双手除小指外都需带手指套;
2.擦拭盖板时力度适当。
作业步骤
取一片ITO 组件放在模具内,撕掉OCA 上面的保护膜,再取一片洁净的盖板放在模具内的合适位置,再在盖板上盖一层保护膜,按下启动按钮,如上图所示
ITO 、盖板一定要轻拿轻放,放盖板前一定要将盖板贴合面
擦拭干净,如上图所示
备注:1.本工序须用到以下物料或工具:盖板、ITO 组件、无尘布、抹机水(或酒精);
2.贴合机的温度为48度,未经许可不得调试更改。
贴纸工艺流程作业指导书

贴纸工艺流程作业指导书一、引言贴纸工艺流程作业指导书旨在为贴纸生产工作提供详细的操作指导,确保贴纸的质量和生产效率。
本指导书适合于贴纸生产的全过程,包括原材料准备、印刷、切割、贴合等环节。
通过正确执行本指导书的内容,可以提高贴纸生产的效率、降低生产成本,同时确保贴纸产品的质量符合客户要求。
二、贴纸工艺流程概述贴纸工艺流程主要包括以下几个环节:原材料准备、印刷、切割、贴合。
下面将对每一个环节进行详细的操作指导。
1. 原材料准备1.1 准备贴纸基材:根据客户要求,选择合适的贴纸基材,如纸张、塑料薄膜等。
确保贴纸基材的质量符合要求。
1.2 准备印刷油墨:根据贴纸设计要求,选择合适的印刷油墨,确保颜色明艳、稳定性好。
1.3 准备胶水:选择合适的胶水,确保贴纸与被贴物体粘合坚固,不易脱落。
2. 印刷2.1 设计贴纸图案:根据客户要求,设计贴纸图案,包括文字、图象等。
2.2 制版:将贴纸图案制作成印刷版,确保版面清晰、准确。
2.3 印刷:将贴纸图案印刷到贴纸基材上,确保印刷质量符合要求。
3. 切割3.1 准备切割设备:确保切割设备的正常运行,刀片锋利。
3.2 调整切割参数:根据贴纸尺寸要求,调整切割设备的参数,如切割速度、切割深度等。
3.3 进行切割:将印刷好的贴纸按照要求进行切割,确保切割尺寸准确。
4. 贴合4.1 准备贴合物体:将贴纸贴合到被贴物体上前,确保被贴物体表面干净、光滑。
4.2 上胶:在贴纸背面涂抹胶水,均匀覆盖整个贴纸面积。
4.3 贴合:将涂有胶水的贴纸贴合到被贴物体上,确保贴合坚固、无气泡。
三、贴纸工艺流程操作指导1. 原材料准备1.1 准备贴纸基材1.1.1 根据客户要求选择合适的贴纸基材。
1.1.2 检查贴纸基材的质量,如纸张平整度、塑料薄膜透明度等。
1.1.3 将贴纸基材储存在干燥、通风的环境中,避免受潮、变形。
1.2 准备印刷油墨1.2.1 根据贴纸设计要求,选择合适的印刷油墨颜色。
贴合作业指导书要求

貼合作業指導書要求一、貼合用布成品要求(例如:布面、斜紋、縮水等)●成品不含軟油及硬漿等樹脂●斜紋:門幅65"以內成品斜紋不可大於3cm●縮水:單個物料縮水不可大於-7,貼合對應種布經緯向縮水相差不能相差2%。
●標籤:每缸布有成品驗布紙,每匹布有標籤。
●其他:門幅要穩定、不能有折痕、荷葉邊等。
二、貼合膠水要求(例如:油性、水性,它們分別可以用於哪些貼合類型)●所有新批次膠水必須試驗OK才能大貨使用,粘合力、耐水洗、色變、牢度要OK,不透膠等。
●水性膠:以水為溶劑,將丙烯、酸或聚氨酯樹脂通過專門的乳化而成的樹脂,其最大的優點有三種:品種多、環保、價格低。
特別是現在市場競爭力強,很多公司對單價低、質量比較松動、洗水要求每那么嚴格的客戶,一般都會選擇水性膠。
水性膠于洗水方面缺點是要經過高溫烘干貼熱的膠水如膜杯、內衣、胸圍定貼合后定型洗水要求:60°C溫水40分鐘可耐洗水三至五次。
1kg膠水可單帖18米●油性膠:是以油性溶劑(甲苯、丁酮、DMF)作為溶劑、缺點是由于使用油性膠溶劑,所以環保方面欠缺一點,容易也成了易燃品,處理不當,容易著火。
但它最大的優點是手感比水性膠的好,耐水洗的效果也是非常好,可冷帖。
一般洗水要求60°C溫水下,洗五次以上都沒問題,一次可以達到40分鐘以上。
油性膠一桶24kg,貼700m單貼,每公斤帖30m●目前使用油性膠水,適合與薄型面料貼合,可滿足粘合力、耐水洗、色變、牢度等要求,貼合成品達到飛騰客戶要求。
三、貼合機台要求及零件維修保養四、貼合產品種類(例如:單貼、雙貼、8057貼D20H、5950貼2020等)●NS-8057-GE+D20H:D20H為正面、貼正面,NS-8057-GE底面、貼正面。
●五、貼合方法(例如:冷貼、熱貼)●熱貼:油性膠水。
●冷貼:水性膠水。
六、貼合過程(每類型貼合注意事項及技巧)●貼船辦送客批顏色及效果。
●收到PMC下達任務單,到倉庫領染色成品。
粘接工艺作业指导书
粘接工艺作业指导书
1. 介绍
本指导书旨在指导工人正确进行粘接工艺作业,确保操作的安全性和有效性。
请务必阅读并遵守本指导书中的操作步骤和注意事项。
2. 胶水选择
2.1 根据需要粘接的材料类型,选择适宜的胶水种类。
2.2 确保所选胶水的粘接性能满足项目要求。
3. 表面处理
3.1 检查被粘接材料表面的干净程度和平整度。
3.2 如有必要,使用洁净布清洁材料表面。
3.3 对于粗糙表面,应进行打磨处理以增强胶水的附着力。
4. 胶水涂布
4.1 使用指定的涂布工具,将胶水均匀涂布在其中一块被粘接材料的表面。
4.2 遵循胶水制造厂商的涂布指导和建议。
5. 粘接
5.1 快速而准确地将两个被粘接材料紧密贴合。
5.2 应用适当的压力,确保胶水完全接触并排除空气。
5.3 严禁移动或干扰粘接材料直至胶水完全固化。
6. 固化
6.1 根据所选胶水的指示,等待固化时间。
6.2 在固化过程中,保持环境干燥,并避免外界干扰和污染。
7. 检验
7.1 在固化完成后,检查粘接部位的质量和牢固度。
7.2 如有必要,进行必要的修复和调整。
8. 安全事项
8.1 确保使用合适的个人防护装备。
8.2 在操作过程中,注意防止胶水接触皮肤和眼睛。
8.3 不要直接吸入胶水的气味,确保操作环境通风良好。
请按照上述步骤进行粘接工艺作业,如有任何疑问或问题,请咨询相关专业人士或主管。
祝工作顺利!
注:本文档供参考使用,不得复制或传播。
精品贴胶片作业指导书

精品贴胶片作业指导书一、前言在许多生产和制造领域,贴胶片是一项常见且重要的工序。
胶片的贴合质量直接影响到产品的性能、外观和使用寿命。
为了确保贴胶片作业的准确性和高效性,特制定本作业指导书。
二、适用范围本作业指导书适用于_____(具体产品名称)的胶片贴合操作。
三、所需工具和材料1、胶片:根据产品要求选择合适规格和材质的胶片。
2、清洁剂:用于清洁贴合表面,去除油污、灰尘等杂质。
3、刮刀或滚轮:用于将胶片平整地贴合在表面上,并排除气泡。
4、剪刀或刀具:用于裁剪胶片至合适的尺寸。
5、防护手套:保护操作人员的手部安全。
四、作业环境要求1、工作区域应保持清洁、干燥,避免灰尘和杂物的干扰。
2、温度应在_____至_____摄氏度之间,湿度控制在_____%至_____%。
3、充足的照明条件,以确保操作人员能够清晰地看到贴合部位。
五、贴胶片前的准备工作1、检查胶片的质量和规格是否符合要求,如有损坏或变形的胶片应及时更换。
2、对待贴合的表面进行清洁处理,使用清洁剂擦拭干净,确保表面无油污、灰尘、指纹等杂质。
3、根据产品的尺寸和形状,使用剪刀或刀具将胶片裁剪成合适的大小和形状,预留一定的余量。
六、贴胶片的操作步骤1、将裁剪好的胶片轻轻地放置在待贴合的表面上,注意对齐位置。
2、从胶片的一端开始,使用刮刀或滚轮逐渐将胶片向另一端贴合,同时施加适当的压力,以排除气泡和确保胶片与表面紧密贴合。
3、在贴合过程中,如发现气泡,可使用刮刀将气泡刮向边缘,然后排出。
4、对于拐角和边缘部位,应特别注意贴合的平整度和紧密度,可以使用刀具适当修剪胶片,以保证贴合效果。
5、贴合完成后,使用干净的布或纸巾轻轻擦拭胶片表面,去除残留的污渍和指纹。
七、质量检查1、检查胶片是否平整、无气泡、无褶皱。
2、检查胶片的贴合位置是否准确,有无偏移或歪斜。
3、检查胶片与表面的贴合强度,用手轻轻拉扯胶片,观察是否容易脱落。
八、注意事项1、操作人员应佩戴防护手套,避免手部受伤和胶片受到污染。
JT-WI-LCM-51TP贴合作业指导书
★作业流程及管控要点
次序
作业名称
作业步骤
管控要点
图示
1
上料确认
1,取1pcs产品放置治具卡槽内;2,将LCM保护膜撕去后目视表面,若有异物使用粘棒清除;
1,LCM放置卡槽时必须保证产品放到位,若产品未放置到位不可用力按压;3禁止使用无尘布簪酒精擦拭产品表面;4产品保护膜撕掉后禁止用手触碰表面。
3,手指套需每小时更换一次,作业过车中如发现破损,脏污等须及时更换。
4,检查时保持正视距离(25-35cm)视角为上下左右30°
5,产品在作业过程中不可重叠,需摆放整齐。
★作业流程及管控要点
次序
作业名称
作业步骤
管控要点
图示
1
撕取保护膜
1,取1pcs产品,产品正面朝上,贴合面朝下,前贴合面保护膜撕除,如图一
1,撕膜过程中禁止手指触碰产品AA区。
3
擦拭
1,在目检发现有异物可擦拭不良时,先对产品正面进行擦拭确认不良是否在贴合面;2,贴合面脏污擦拭需要进行单向擦拭,擦拭方向又下至上,又左至右。3,擦拭过程中如无尘布碰到框胶,则需更换擦拭面,避免越擦越脏。4,确认OK后进行TP+LCM贴合
TP+LCM贴合
★作业前准备进行贴合;2,拿取TP上端对齐治具内槽,对齐后拿取TP中段慢慢将TP卡入卡槽内;3,完成上述动作后,需再次确认TP是否完全组装到位,若确定组装到位后用手按压TP四角使其粘附加固;4,贴合完成后将产品拿出。
1,贴合过程中禁止手指触碰AA区;2,贴合时禁止未对齐就迅速将TP按压贴合;3,对位齐后禁止按压AA区,避免产品破损,4,将产品从治具拿取时禁止拉扯FPC取料。
贴合机作业指导书

如果贴合的同时还需分条或飞胶,可 在固定卡板上按照分条/飞胶宽度加装 刀片,并在收卷轴上轴安放纸管以便 缠绕贴合来料。
目视
生产流程卡
计数器归零,启动机器进行贴合缠绕。计数器达到规定的缠绕 3.首检/贴合 匝数时,停止机器,松气涨轴,将纸筒上的贴合料往回收10MM
再用刀片切断,取下纸筒,放置新的纸筒继续贴合缠绕。
备注事项: 1.上料时,必须关闭电源开关。
编制
2.做好产品三检制和设备的日常点检、保养。
工艺确认
品质确认
批准
生产流程卡 产品图纸
XXXX有限公司
贴合机作业指导书
作业步骤
作业内容
1.核对材料 核对上工序送来的半成品规格要求与生产流程卡是否一致。
设备名称 设备编号
页码 编制日期
作业说明
贴合机 第1页,共1页
检查
工具
标准
2.上料
将需要贴合的两种材料A料、B料分别安放在放卷轴上、下轴的 中间位置,紧气涨轴,将A料、B料整齐的贴合在一起后穿过固 定卡板和贴合轮,将纸管安放在收卷轴下轴中间位置,并注意 与贴合轮的来料位置对齐一致,紧气涨轴,将贴合来料端头缠 在纸管上并用胶带粘贴固定。
首件产品经自检、互检、品检确认合 格后,贴上合格标签放在首件放置 处,方可正式生产,在生产过程中需 每小时自检一次。
卷尺、卡尺
4.整理
将贴合好的半成品端头用美纹胶带粘贴好,整齐摆放在周转箱 或托盘上,在生产流程卡上详细标示出名称、数量、日期等, 并填写个人产量记录单,将合格品流入下一工序。
不合格品做好隔离区分记录,经检验 人员确认后方可处理。
贴合作业指导书SOP
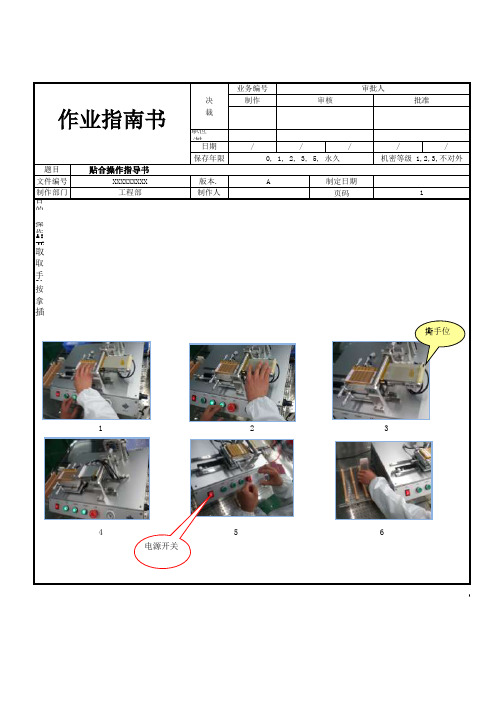
业务编号决制作裁职位/姓名日期/////保存年限 0, 1, 2, 3, 5, 永久页码目的:保护手机屏不被划伤,高处落下时可以防止手机屏爆裂。
操作方法
1:开启机器电源开关,检查气压是否正常。
2:取出玻璃放置Y轴跑台上,启动LCD真空按扭。
3:取出AB胶放置翻板台上,启动POL真空按扭。
4:手动撕第一层胶。
5:按启动按扭,翻板台自动旋转180度到Y轴跑台上,Y轴跑台向右跑动来实现AB胶和玻璃贴合。
6:拿起产品自检,检查是否有贴偏和灰点。
7:插入试先调好的架子里。
123
456
审批人审核批准 贴合操作指导书
文件编号XXXXXXXXX
版本.A 制定日期制作部门工程部制作人1机密等级 1,2,3,不对外题目 作业指南书
电源开关撕手位。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
贴合作业指导书
一、主要设备: 帘布贴合机。
二、工艺条件:
1.室温不低于18℃
2.总风压不低于0.40MPa
3.压辊起落灵活,压力一致,无泄漏。
4.帘布规格/胶号、质量符合施工标准要求(参照压线标识)
5.裁断角度、宽度等必须符合标准要求。
a角度公差:±0.5°
b宽度公差:宽度在500mm以下±3mm;501~1500mm±5mm,1500mm±8mm。
c大头小尾≤4mm,接头出角≤3mm。
6.接头压线:缓冲层 l~2根;内、外层l~3根;1#压线1-5根。
7.帘布宽度小于100mm时不准许使用。
8.胶帘布应清洁、新鲜,无褶、无杂物、无胶疙瘩、不缺胶、无劈缝及露白等。
9.机台及其周围环境清洁、干净。
三、操作要点:
1.开车前检查压辊应起落灵活、压力一致;工器具齐全;物
料应与生产计划相符。
检查帘布角度、宽度、贴胶偏歪及其外观,应符合施工标2. 准要求。
如有劈缝、跳线、等严重缺陷应撕掉,轻微缺陷予以处理,露白处应用缓冲胶片补好、压实。
3.相邻层胶帘布必须交叉贴合:单号布层锐角在右手上方,双号布层锐角在左上方,以防顺线。
4.油皮胶搭头不能超过15mm,气密层搭头无内胎小胎气密层不超过10mm(≤20吋),大胎不超过20mm(≥20吋)。
5.帘布卷按先后顺序使用,倒帘布不能用机器直接牵拉胶帘布。
6.定长和贴合时帘布要端平、摆正,保持差级准确、均匀;大角顺势修剪;层层压实,气泡刺破排气;帘布不干净、喷霜,应均匀涂刷汽油并待汽油挥发干后再继续操作。
7.布筒贴好后,慢转一周检查、修复,画中心线后卸下。
布筒存放不准挤压,防止粘连、变形。
8.隔离胶片、缓冲胶片等应按先后顺序使用,如发现胶片喷霜应返回,有洞或冷疤者不用。
9.帘布筒应当班使用,当班不能使用,须垫隔离布存放,不能长久悬挂。
四、质量标准:
1.布筒周长公差±10mm,按施工要求。
2.贴合布筒单层差级偏歪(mm):
差级 5以下 6~30 30以上
3 6 10
偏歪值≤.
(测量方法:每布筒对称测量三点,偏歪值=宽-窄):
3.缓冲偏歪:12.00-20及以下不大于5mm,工程胎/大型农业胎不大于8mm。
4.压线:缓冲 1~2根,内层、外层 1~3根,有内衬层或油皮胶的 1~5根;均不得空线。
5.接头出角不大于3mm。
6.帘布接头之间最小距离不小于100mm。
帘布接头相邻层之间不得有“井”形。
7.帘布层层压实(手揭不开),无气泡、无脱层、无折子、无掉胶、无杂物、无劈缝、无弯曲,达到“七无”。
8.中心线画正,帘布筒中心线划线20寸口以上画三道线,20寸口以下画2道线,带缓冲层的布筒划三道线,偏歪≤3mm。
五、安全操作注意事项:
1.贴合女工长发盘起,避免伤害。
2.在贴合中,脚踏开关必须有防护,避免误踩,手不能伸至压辊下面,防止压伤。
如果因意外将手指压住,不要将手指立即抽回,应停止设备运转,待上压辊抬起后方可把手拿出,防止因立即抽回手指造成肌肉拉伤。
3.蘸刷汽油时,不可将汽油滴落在电器开关上,车间灭火器
方便、有效。
4.剪刀、油壶等附属设施应放在规定的地方,以免掉落后伤人或造成其他安全事故。