HC轧机辊系变形及中间辊移动量与工作辊弯辊力最佳配合(精)
六辊可逆冷轧机机架控制系统
六辊可逆冷轧机机架控制系统宋晓云【摘要】The six-high reversing cold mill housing in Laiwu Steel mainly includes pre-calibration control, bending roller control, middle roller side shifting control and rolling line’s adjustment control combined step plate with sliding wedge and so on. Actual production showed that the basic auto-control system for the whole rolling housing is very stable and reliable. It can meet the requirement of production process. The automation level is high, operating and maintaining is much convenient.% 莱钢六辊可逆冷轧机机架控制系统主要包括预压靠控制、弯辊控制、中间辊横移控制以及采用阶梯板和斜楔结合的轧制线调整控制等。
生产实践表明,控制系统运行稳定、可靠,满足了生产工艺要求,自动化程度高,操作维护方便。
【期刊名称】《山东冶金》【年(卷),期】2013(000)003【总页数】3页(P58-59,63)【关键词】可逆冷轧机;机架控制系统;弯辊控制;轧辊横移;阶梯板;斜楔【作者】宋晓云【作者单位】莱芜钢铁集团有限公司自动化部,山东莱芜271104【正文语种】中文【中图分类】TP2731 前言近年来,冷轧薄板性能好、品种多、用途广的优点使冷轧薄板生产得到迅速发展,莱钢冷轧薄板是莱钢十一五期间产品结构优化的重点工程,拥有年产40 万t 的冷轧生产线,以莱钢热轧带钢为原料。
WRS轧机工作辊横移方案及辊系变形研究_徐宁

;<= 工作辊磨损的计算方法
作为板形控制模型重要组成部分的轧辊磨损预报模型 % 至今尚无精确的理论解可利用 % 轧辊磨损的计算 基本都采用各种基于实测的经验公式 $ 近年来新的磨损计算方法不断产生 %如应用更为合理的遗传算法对参 数进行估算 % 得出更为准确的磨损预报模型X&Y$ 该算法将工作辊沿辊身均匀切成 " 片 % 根据实际的轧制参数计 算各片的磨损量 $ 在轧过第 # 块钢后 %工作辊第 $ 片的磨损量为 !
23456789:78;3 ;< ,;== ->8<7 -?>5@A=5 <;B +,- C8== :3@ ,;==6 D5<=5?78;36
!" #$%& %’(" )*%&+,-%%!" ./$+0-%& E-?>;;= ;< C5?>:38?:= F398355B839G H3>A8 I3845B687J ;< .5?>3;=;9JK C:L:36>:3 &)*’’&G M>83: N 12340-54 !+,- O8== 86 : 35P Q83@ B;==839 O8== ;< >89> ?:R:?87J <;B <=:73566 ?;37B;=S .>5 4:B8;A6 P;B3 ?;37;AB A3@5B @8<<5B537 B;==839 ?;3@878;36 P5B5 ?:=?A=:75@ :3@ :3:=JT5@ :3@ 7>5 ;R78O:= 6>8<7 6?>5@A=5 P:6 @575BO835@S .>5 B;==6 @5<=5?78;36 P5B5 68OA=:75@ :3@ :3:=JT5@ <;B 98453 ?8B?AO67:3?56S 67, 8*093 !>;7 B;==839 &B;== 6>8<7&;R78O8T:78;3&B;==6 @5<=5?78;36
hc轧机的工作原理

hc轧机的工作原理宝子们!今天咱们来唠唠HC轧机的工作原理呀。
你可以把HC轧机想象成一个超级厉害的“钢铁魔术师”。
它的核心部分就像是一个精心设计的舞台,轧辊在这个舞台上尽情地表演。
HC轧机有一个很特别的地方,就是它的中间辊可以轴向移动。
这就好比舞台上的演员可以灵活走位一样。
中间辊的这种轴向移动能力,就像是给轧机注入了一种特殊的魔力。
当中间辊移动的时候,它能够改变轧辊之间的接触应力分布。
这就像是魔术师在改变魔法阵的布局一样神奇。
比如说,在轧制薄板的时候,如果没有这种特殊的中间辊移动,可能就会出现板形不好的情况,就像一个原本应该平整的煎饼,结果坑坑洼洼的。
但是有了中间辊的轴向移动,就能够让薄板在轧制过程中受到更均匀的压力,从而变得超级平整,就像精心熨烫过的高档衬衫一样。
再来说说轧辊的工作状态。
轧辊就像是一双超级有力的大手,把钢带紧紧地握住。
在HC轧机里,轧辊的转速和它们之间的间距都是经过精心调配的。
这就像是厨师做菜时精确地掌握火候和调料的用量一样。
如果轧辊的转速太快或者太慢,钢带就会像调皮的小蛇一样,要么跑得太快控制不住,要么就慢悠悠地走不动。
而轧辊之间的间距呢,也得恰到好处。
间距太大,钢带就得不到足够的挤压,就不能变成我们想要的厚度;间距太小,又可能会把钢带压坏,就像你用力过猛捏碎了一块饼干一样。
而且呀,HC轧机在工作的时候,整个系统是协同作战的。
就像一个团结的乐队,每个成员都有自己的任务,但是又要配合得完美无瑕。
从钢带进入轧机的那一刻起,各种传感器就像是敏锐的小耳朵,在时刻监测着钢带的厚度、温度、速度等各种信息。
这些信息就像是乐队的指挥棒,指挥着轧机各个部分做出相应的调整。
如果钢带的厚度有点偏差,就像唱歌走调了一样,那么轧机就会根据传感器传来的信息,迅速调整轧辊的压力或者间距,让钢带的厚度重新回到正确的轨道上。
还有哦,HC轧机的液压系统也是一个关键的角色。
它就像是一个大力士,给轧机提供强大的动力支持。
浅析HC轧机板形控制
浅析HC轧机板形控制摘要:文章结合HC轧机的特点,分析了某钢企HC轧机生产过程中板形缺陷类型,并针对板形缺陷产生机理,总结了HC轧机板形控制的措施。
关键词:HC轧机;板形;ABB;板形控制系统一、前言随着市场竞争的日益激烈,产品质量在竞争中占的地位越来越重要。
为提高冷轧带钢质量,获得优良的带钢平直度;同时降低HC轧机浪形的废次品率,文章结合HC轧机的特点,分析了某钢企HC轧机生产过程中板形缺陷类型,并针对板形缺陷产生机理,总结了HC轧机板形控制的措施。
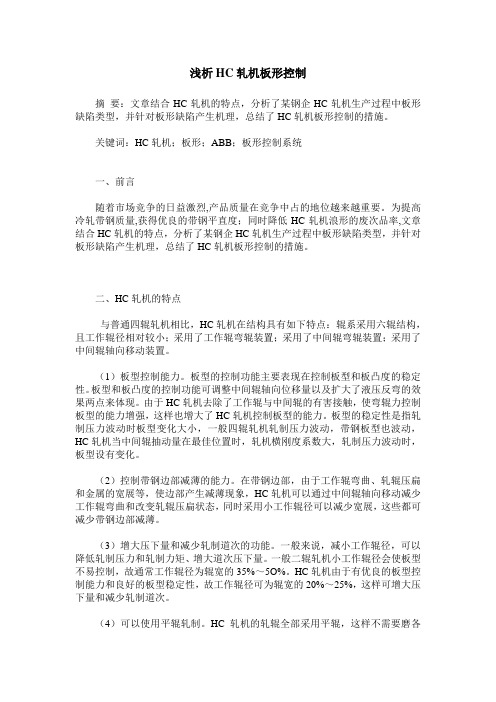
二、HC轧机的特点与普通四辊轧机相比,HC轧机在结构具有如下特点:辊系采用六辊结构,且工作辊径相对较小;采用了工作辊弯辊装置;采用了中间辊弯辊装置;采用了中间辊轴向移动装置。
(1)板型控制能力。
板型的控制功能主要表现在控制板型和板凸度的稳定性。
板型和板凸度的控制功能可调整中间辊轴向位移量以及扩大了液压反弯的效果两点来体现。
由于HC轧机去除了工作辊与中间辊的有害接触,使弯辊力控制板型的能力增强,这样也增大了HC轧机控制板型的能力。
板型的稳定性是指轧制压力波动时板型变化大小,一般四辊轧机轧制压力波动,带钢板型也波动,HC轧机当中间辊抽动量在最佳位置时,轧机横刚度系数大,轧制压力波动时,板型设有变化。
(2)控制带钢边部减薄的能力。
在带钢边部,由于工作辊弯曲、轧辊压扁和金属的宽展等,使边部产生减薄现象,HC轧机可以通过中间辊轴向移动减少工作辊弯曲和改变轧辊压扁状态,同时采用小工作辊径可以减少宽展,这些都可减少带钢边部减薄。
(3)增大压下量和减少轧制道次的功能。
一般来说,减小工作辊径,可以降低轧制压力和轧制力矩、增大道次压下量。
一般二辊轧机小工作辊径会使板型不易控制,故通常工作辊径为辊宽的35%~5O%。
HC轧机由于有优良的板型控制能力和良好的板型稳定性,故工作辊径可为辊宽的20%~25%,这样可增大压下量和减少轧制道次。
(4)可以使用平辊轧制。
HC轧机的轧辊全部采用平辊,这样不需要磨各种原始辊凸度,轧辊备品数量可以减少,重磨的损耗也减少,使总辊耗不增加反而还有降低(5)节能效果显著。
HC六辊可逆式轧机中间辊轴移不同步的解决
四川电大毕业设计(论文)机械设计及其自动化姓名:詹全红市级电大:四川电大直属学院专业:机械设计及其自动化年级:2011年春学号:1151001200723指导老师:付刚日期:2013年4月9日HC六辊冷轧机中间辊轴移不同步故障分析及解决方法詹全红(成都地铁有限责任公司)摘要:本文针对HC六辊冷轧机中间辊轴向移动系统中由于两个轴移缸在制造和安装过程中存在尺寸误差、轴移凸块装配的误差。
使两个轴移缸所受负载不同而影响两个轴移缸的运动速度不同,造成两个轴移凸块的不同步,从而在换中间辊时因轴承座无法正常的锁紧使换辊时间的延长这一问题,提出了在中间辊轴移液压回路中增加分流阀使两个轴移缸同步而缩短换辊时间的解决方案。
关键词:HC轧机中间辊轴移不同步分流阀一、前言HC六辊轧机是冷轧机组的本体部分,其主要作用是用于常温状态下薄带钢的轧制。
该机组采用先进的新型6辊高速轧机,不仅具有工作辊正负弯辊系统、中间辊弯辊系统以及工艺润滑分段冷却控制系统等先进的轧制板形控制能力,可获得优良的带材板形;而且采用中间辊轴向移动装置,以实现较大的压下量而不损坏带钢边部形状以避免带钢边部缺损的出现从而以满足高质量冷轧板市场的需要中间辊轴向移动装置由移动液压缸与凸块连接,凸块上的锁紧液压缸控制凸块与中间辊轴承座锁紧或打开。
中间辊轴向移动时,其凸块与中间辊一起同时移动,以保证任意位置时其弯辊力中心线与中间辊轴承中心线的一致性,有利于中间辊弯辊力的均匀性和稳定性。
从而使中间辊轴承避免承受因轴承中心线与弯辊力中心线不一致所形成的附加弯矩,以提高轴承的寿命,也有利于板形控制的稳定性。
其轴向调整装置的移动信号由同步机构控制液压比例系统以推动液压缸来实现其调整量,本液压比例系统以保证实现准确、快速调整的目的。
若需中间辊移动以及在轧制时其凸块上的锁紧液压缸应锁紧,其具体移动量应根据带材的宽度情况,对上下中间辊分别进行调整,以满足轧制带材的需要。
HC六辊冷轧机中间辊轴向移动系统中由于两个轴向移动缸在制造和安装过程中存在尺寸误差及轴移凸块装配的误差,使两个轴移缸所受负载不同造成不同步,而在液压系统中没有类似可以保证两个轴移缸速度同步的液压元件,结合现场实际和对调速阀与分流阀的工作原理的对比,选用分流阀从而在液压回路上来控制两个轴移缸速度的同步,以缩短换辊时间。
第三章轧辊调整平衡及换辊装置

第三章 轧辊调整、平衡 及换辊装置
轧辊调整、平衡及换辊装置
轧辊调整、平衡及换辊装置
轧辊调整、平衡及换辊装置
轧辊调整、平衡及换辊装置
二辊可逆粗轧机 轧辊调整、平衡及换辊装置
结构特点
二辊轧机由主传动系统、轧机机架装置、轧机压下系统、上轧辊平衡装置、 轧辊装配、轧制线高度调整装置、快速换辊系统、轧机导卫装和冷却装置、 机架辊装置等组成。轧机压下系统为两侧电动压下。压下装置设有辊缝仪(顶 帽传感器)。轧制线高度调整装置安装在机架下部,用于调整轧线标高和更换 轧辊。快速换辊装置为全液压推拉的快速换辊机构,用于轧辊的更换。
轧辊调整、平衡及换辊装置
轧辊调整、平衡及换辊装置
轧辊调整、平衡及换辊装置
轧辊调整、平衡及换辊装置
轧辊调整、平衡及换辊装置
2 对快速电动压下装置的要求是: 采用小惯量的传动系统,以便频繁而快速启动和制动; 有较高的传动效率和工作可靠性; 必须有压下螺丝回松装置。 压下螺丝的回松装置 由于初轧机、板坯机和厚板轧机的电动压下装置 压下行程大、速度快、动作频繁、而且是不带钢 压下,所以常常由于操作失误、压下量过大等原 因产生卡钢、“坐辊”或压下螺丝超限提升而发生 压下螺丝无法退回的事故。为处理堵塞事故,这 类轧机都专门设置了压下螺丝回松装置。
轧辊调整、平衡及换辊装置
采用电动压下和液压压下相结合的压下方式。 在现代的冷连轧机组中,几乎全部采用液压压下装置
轧辊调整、平衡及换辊装置
2、慢速电动压下装置主要结构形式 由于慢速电动压下的传动速比高达1500~2000,同时又要求 频繁的带钢压下,因此,这种压下装置设计比较复杂,常用的 慢速电动压下机构有以下三种形式。 一种是由电动机通过两级蜗轮蜗杆传动的减速器来带动压下 螺丝的压下装置,如图3—7所示。它是由两台电动机传动的, 两台电动机1之间是用电磁离合器3连接在一起的。当打开离合 器3之后可以进行压下螺丝的单独调整,以保证上轧辊调整水平。 这种压下装置的特点是:传速比大、结构紧凑。但传动效率低、 造价高(需消耗较多有色金属),因此,适用于结构受到限制 的板带轧机上。可是随着大型球面蜗杆设计及制造工艺技术不 断的发展与完善,这种普通的蜗轮蜗杆机构已逐步被球面蜗轮 蜗杆机构所代替。这样一来不但传动效率大大提高,而且传动 平稳、寿命长,承载能力高。
HC轧机中间辊在线横移控制策略的研究

Z H A N G Q i s h e n g .L V Me n g .WA N G Y i q u n
( 1 . Me c h a n i c a l E n g i n e e i r n g I n s t i t u t e ,Y a n s h a n U n i v e r s i t y ,Q i n h u a n g d a o H e b e i 0 6 6 0 0 4,C h i n a ;
2 .Na t i o n a l Co l d Ro l l i n g Pl a t e a n d S t r i p Eq u i p me n t s a n d P r o c e s s e s En g i n e e r i n g Te c h n o l o g y Re s e a r c h Ce n t e r ,
Re s e a r c h o n On l i n e Co nt r o l St r a t e g i e s o f H C Mi U I n t e r me d i a t e Ro l l e r Mo v e Tr a n s v e r s e l y
2 0 1 3年 5月
机床 与液压
MAC HI NE T00L & HYDRAUL I CS
Ma v 2 0 1 3 Vo 1 . 4l No . 9
第4 1 卷 第 9期
D OI :1 0 . 3 9 6 9 / j . i s s n . 1 0 0 1—3 8 8 1 . 2 0 1 3 . 0 9 . 0 1 2
台 ,对其性能进行 分析 ,可 以提供有 价值 的参 考 ,具有 理论 与实际意义。 关键词 :HC轧机 ;中间辊在线横移 ;板形控 制 ;控制策 略
精轧自动换辊最佳操作法(工程师培训)

精轧换辊最佳操作法产量是生产厂家的生命线,同样钢卷是热轧厂的生命线。
要想提高产量就得节省不必要的时间,热轧生产中每天要换工作辊2~4次。
快速安全的换辊是热轧产量的保证。
正常生产期间为了方便快速进行自动换辊。
我在工作和学习中总结了工作辊换辊的步骤,只有按步骤换辊才能保证设备的安全,同时也是最快速的换辊。
第一精轧机架换辊前准备:1.机架由工作模式切换到工作辊换辊模式。
点击画面左下方的stand mode(机架模式)按钮,这时候弹出一个子窗口,如(图示 1)所示:(图示 1)在图中子窗口的机架的一列(F1~F6)选择Roll change(换辊),点击Apply,即为换辊预选择,并选择Local Desk Release(释放本地操作台),点击Apply,此时意味着本地操作台可以工作。
点击OK,关闭窗口。
2.此时来到本地操作台,操作台上方为操作屏幕(HMI画面),操作台下部为按钮区。
按钮区主要包括以下按钮(图示2)本地机旁箱开关LOCAL ON/OFF;●解锁模式钥匙开关UNLOCK;●主传动点动开关MAIN DRIVE JOGGINGFORW ARD/REVERSE;●液压运动停止按钮HYDRAULIC MOVEMENT STOP;●本地机旁箱释放指示灯RELEASED。
(图示 2)在主操作台选择“换辊预选择”和“本地操作台释放”后,本地操作台释放指示灯会闪烁,这时候把本地操作台开关由OFF转至ON,指示灯会常亮,这也意味着本地操作台可以工作。
(图示3)3.本地机旁箱HMI换辊画面激活,可以进入换辊操作主画面。
(图示3)4.进入到精轧机架F1~F6换辊主画面后,点击F5 MODE功能按钮,进入换辊模式选择画面(图示5),选择换辊模式。
在模式选择画面中选择工作辊换辊(WR-Change)和手动模式(Manual Mode),点击ok。
(图示4)此时要求换辊小车准备就绪,小车电缆卷筒就绪,挂钩在低位。
支撑辊盖板升到高位,需操作人员确认是否真正到位,确认侧移板是否可以移动,后侧移板移动到F1位。