轧制油技术指标
铝板带冷轧轧制油检测分析

一、目的:检测冷轧轧制油性能二、范围:冷轧轧制油三、职责:四、内容:(一)运动粘度(参照GB/T265)1.1 仪器1.1.1 毛细管粘度计,定期检定并确定系数每次试验时,根据样品粘度范围选择不同毛细管内径的粘度计。
被测样品在选用的粘度计里流出时间不得少于200s1.1.2 恒温浴:附设自动搅拌装置和能够准确调节温度的热电装置(温控精度0.1℃)1.1.3 玻璃水银温度计,分度为0.1℃(定期检定)1.1.4 秒表,分度为0.1s,(定期检定)1.2试剂及溶液1.2.1石油醚,60~90℃,分析纯1.2.2无水乙醇,化学纯1.2.3铬酸洗液1.3试验准备1.3.1对油品来说,若试样含有水或机械杂质时。
在试验前必须经过脱水处理,并过滤机械杂质1.3.2对水基样品,若试样有杂质也需过滤1.3.3 粘度计必须清洁干燥。
若沾有污垢,则用石油醚(水基样品不用)、铬酸洗液、水、乙醇依次洗涤,烘干或倒置自然晾干1.3.4 开启恒温浴,将温度设定至测量所需的温度。
同时选择适宜量程并校准的温度计浸入恒温浴中,用夹子固定在支架上,试验的温度必须保持恒定到±0.1℃。
1.4试验步骤1.4.1 装样:在内径符合要求且清洁干燥的毛细管粘度计内装入试样,装样时,将橡皮管套在粗管的小玻璃支管上,并用食指堵住粗管口,将粘度计倒置,把毛细管的长玻璃管伸入样品内,用吸耳球通过橡皮管将样品吸到第二个刻度(注意不要使管身、扩张部分的液体发生气泡和裂隙)提起粘度计正放,擦干净外壁所附着的样品,并从支管上取下橡皮管套在有毛细管的长玻璃管口。
1.4.2 恒温:将装有试样的粘度计浸入事先准备妥当的恒温浴中,并用夹子将粘度计固定在支架上,将粘度计调整成为垂直状态。
试验温度保持恒定在±0.1℃,恒温样品约15min。
1.4.3 测量:将样品吸至粘度计扩张球内,使试样液面稍高于刻度标线,注意不要让毛细管粘度计和扩张球内产生气泡或裂隙,计下试样从第一刻度标线到第二刻度标线间的流出时间。
轧制基础油-质量标准
附件一:技术参数及检验规则
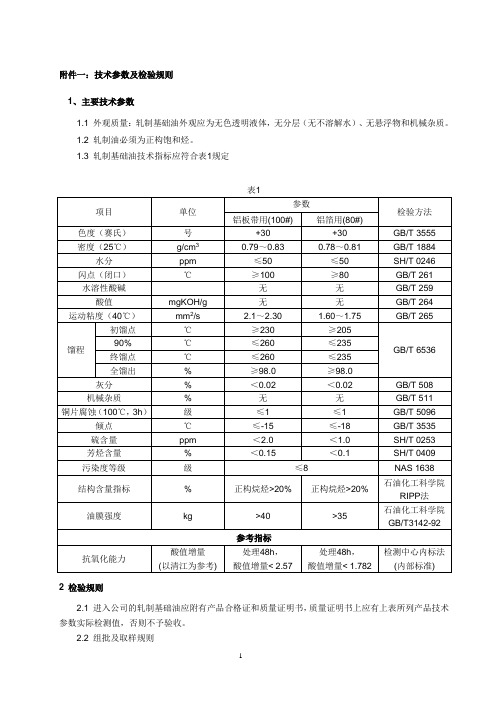
1、主要技术参数
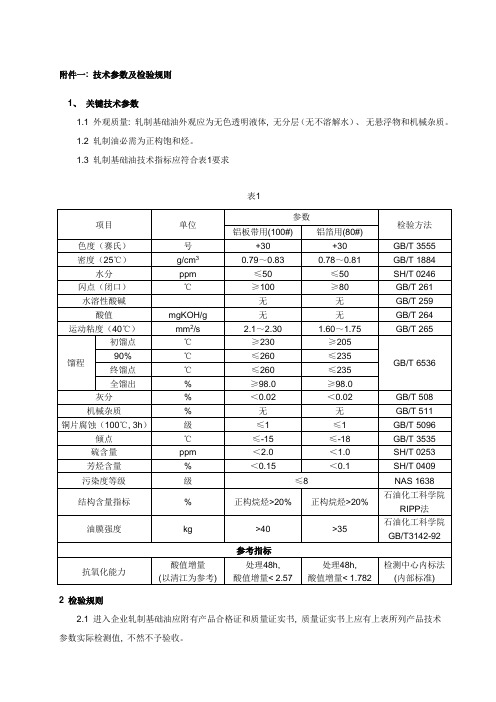
1.1 外观质量:轧制基础油外观应为无色透明液体,无分层(无不溶解水)、无悬浮物和机械杂质。
1.2 轧制油必须为正构饱和烃。
1.3 轧制基础油技术指标应符合表1规定
表1
2 检验规则
2.1 进入公司的轧制基础油应附有产品合格证和质量证明书,质量证明书上应有上表所列产品技术参数实际检测值,否则不予验收。
2.2 组批及取样规则
2.2.1 同一供应商基础油,每车组为一批。
2.2.2 基础油逐批进行验收,取样采用油罐分层取样法,要求从车体油罐的上层、中层分别取等量1000mL油样,并将上、中层油样等量混合均匀,下层油样由供应方从油罐车底输油管放油取样(200mL),单独盛放,送检测中心检测轧制油相关检测项目。
2.2.3 油罐上层、中层位置分别为油罐中油液面下20%、50%深度。
2.3 检验项目
2.3.1 正常情况下对轧制油密度、粘度、馏程、水分、闪点、污染度6个项目进行检测。
其中上、中层混合油样与下层油样按2:1比例混合后用于基础油水分、污染度的检测,剩余的上、中层混合油样用于基础油其他项目的检测。
2.3.2 供应商首次供货或生产工艺有变更(供应商书面通知)时,必须对全部项目进行检测;同一供应商其后每半年进行一次全检。
检测中心无法检验的项目可外委检测,由供需双方协商确定委外单位。
2.4 检验结果判定
经检验有不合格项取双倍样复检,复检全部合格判整批合格,复检仍有不合格则整批判不合格。
轧制油的技术参数
轧制油的技术参数The technical parameters of rolling oil are crucial for ensuring the smooth operation of rolling processes in various industries. These parameters primarily consist of viscosity, flash point, fire point, density, and sulfur content, among others. Viscosity determines the oil's resistance to flow, which directly affects the lubrication and cooling efficiency during rolling. The flash point and fire point represent the oil's safety characteristics, indicating its resistance to ignition under specific conditions. Density affects the oil's behavior in the rolling mill, while sulfur content can have an impact on the environmental footprint of the process.轧制油的技术参数对于确保各行业中轧制过程的顺利运行至关重要。
这些参数主要包括粘度、闪点、燃点、密度和硫含量等。
粘度决定了油的流动性,直接影响轧制过程中的润滑和冷却效率。
闪点和燃点则代表了油的安全性特征,表明其在特定条件下的抗点燃能力。
密度影响油在轧机中的表现,而硫含量则可能对轧制过程的环境影响产生作用。
铝加工冷轧轧制油基础介绍资料
8.621
8.554
8.546
9.196
8.828
8.991
8.91
9.349
9.008
8.876
8.913
8.868
8.867
9.046
9.225
7
7.5
6
5
4
3
2
1
0 2016.10.24 2016.11.3 2016.12.1 2016.12.28 2017.1.5 2017.1.17 2017.1.23 2017.2.11 2017.2.18 2017.3.2 2017.3.8 2017.3.29 2017.4.11 2017.4.26 2017.5.2 2017.5.10 2017.5.24 2017.6.1 2017.6.13 2017.6.27
水份:表示油品中含水量的多少,油品中不应有水,否则 会对金属有腐蚀,会在油温升高时生成气泡,影响润滑效 果,严重时不但会使油品在使用中油膜强度降低,而且还 会使其中的添加剂分解而沉淀。
酸值是表征油品中有机酸总含量多少的指标,酸值是反映 油品生产精度程度,精制程度越高其酸值越低。 酸值的大小反映了对金属的腐蚀程度的大小,特别是当油
消泡剂:轧制油在压力加工中循环使用时,由于急剧运动 并与空气接触,易于起泡。起泡严重时会导致循环系统 (泵及管路)内因气穴作用而使流量降低,甚至出现供液 中断等操作上的故障。常用的油消泡剂有硅素油,如二甲 基硅油等,用量范围一般在0.0001—0.001%
油性添加剂:油性添加剂是由极性非常强的物质组成。由 于它们的极性基端可以定向吸附在金属表面上,而非极性 基端又可以与矿物油分子很好结合,从而促使这些分子也 呈定向排列,形成耐压、耐高温能力较强的润滑油膜,表 现出较好的润滑油性能。
关于冷轧中乳化液的技术指标
关于冷轧中乳化液的技术指标关于冷轧中乳化液的技术指标2011年01月03日星期一20:181.油浓度它是指分散在乳化液中的油含量。
它对轧制油的性能有很大的影响,浓度越高,轧制润滑性越好,反之亦然。
2.PH值它是指乳化液中的H+浓度。
PH值小于7呈酸性,PH值大于7呈碱性,PH值等于7呈中性。
一般地乳化液的PH值呈酸性。
3.皂化值皂化值的数字是指轧制油中油脂、酯的份量。
由乳化液的皂化值的变化可推算出乳化液中杂油的含量,一般地乳化液中杂油的含量应≤20%。
接近原油皂化值润滑效果最好。
4.铁皂在轧制中生成的RCOOFe称为铁皂(脂肪酸铁)。
(油包含铁的含量)铁皂值达到一定程度后会出现以下问题:1)钢板表面脏污现象严重;2)新油补充后,浓度的应答性很差。
5.铁粉铁粉是吸附在油滴表面混杂在乳化液中的,吸附在油滴上的铁粉越来越多,就容易引起油滴间的结合,使乳化液的粒径变大。
乳化液浓度越高,乳化液中的铁粉也就越多,反之亦然。
铁粉多时有利于轧制润滑,过多时会出现钢板脏污现象,磁棒过滤器的功率对乳化液中铁含量有较大影响。
6.酸值酸值的数值表示轧制油中脂肪酸的量。
1)脂肪酸的优点:酸基对钢板表面有较强的附着力,因此它对润滑性和防锈性都很好。
2)脂肪酸的缺点:脂肪酸过多,将会促进油箱以及管道的腐蚀,此外还将生成大量铁油泥,使钢板表面及轧机机组的脏污急剧增加。
7.电导率一般指乳化液的导电能力,是电阻的倒数。
(离子高则容易油水分离!)8.温度温度是个管理项目,它对性能有很大的影响。
1)温度较低时容易出现的问题:①润滑不良,轧制力升高,振动现象多发;②容易产生轧后钢板表面脏污现象;③钢板表面水分蒸发困难,钢板容易生锈。
2)温度较高时容易出现的问题:①乳化不安定,附着量增加,容易产生打滑现象;②蒸汽大量产生,污染工作环境。
乳化液在轧制过程中的润滑和冷却乳化液在冷轧中的主要作用是润滑和冷却。
在轧制过程中,轧制变形区产生的高温使乳化液产生油水分离,油吸附在轧辊与钢板表面形成油膜,起到润滑作用。
冷轧-轧制油的基础知识解读
如乳化液呈酸性还会对轧制设备和管道起腐蚀作用。
所以,应将系统的PH值控制在8。0左右。 乳化液的PH值会因各个厂家不同的配方,有不同的范 围。
16
轧制油影响带钢表面质量的因素
轧制油的三个性能对轧制带钢表面质量有重大的影响: • 轧制油本身的润滑性,取决于基础油的润滑性; • 轧制油的甩化性能。在设备条件一定的情况下,取决于 乳化添加剂的配方和性能。 • 轧制油的展着着性能,在设备条件一定的情况下,取决 于轧制油的配方和乳化添加剂的性能。 轧制油中分子链的长短、长短分子链的比例和分子链的 极性特点影响着轧制油以上三个特性。 一般地,轧制油分子链越长,润滑性能越好,挥发性越 差。
摩擦痕
划伤
残油
表面质 量
பைடு நூலகம்
产生铁粉 色斑
腐蚀
轧辊及铜板带 表面粗糙度
针孔
粘连
5
⒈
6
轧制油的分类
冷轧轧制油:冷轧轧制中必须使用的轧制油。 热轧轧制油:轧制油对热轧轧制板型、板带表 面质量、轧辊辊耗、能源节省起到积极的作用 但 是热轧轧制油不是热轧工艺中必须的。
7
轧制油的基本组成
基础润滑油 润滑添加剂 天然植物油和动物脂,合成脂, 全溶性精练矿物油。 极压添加剂,抗磨损添加剂, 边界润滑添加剂。
14
轧制油使用的理化指标—铁粉含量
轧制生产中,由于机械设备的磨损以及轧辊与带钢的摩 擦可产生大量的铁粉,乳化液系统的过滤器应能将这些 影响产品表面质量的铁粉滤去。为了检查系统的清洁度 以及评价过滤器和撇渣器等设备的效果,应定期测定系 统的铁粉含量。
15
铝箔轧制油的使用与管理_张学平

收稿日期:2006-06-20 作者简介:张学平(1964-),男,甘肃榆中人,工程师。
铝箔轧制油的使用与管理张学平(兰州铝业公司西北铝加工分公司,甘肃陇西748111)摘要:结合生产实践,根据不同产品的特性和生产成本控制的需要,总结了铝箔轧制油的基本要求,并提出了铝箔轧制油的使用和管理措施。
关键词:铝箔;轧制油;使用;管理;轧制工艺中图分类号:TG339 文献标识码:A 文章编号:1007-7235(2006)09-0024-03Application and management of aluminium foil rolling oilZHANG Xue -ping(No rthwest Alum inium Fabrication Branch Com pany of Lanzhou aluminium Co .,Ltd .,Longxi 748111,China )A bstract :Combined with the product practice ,according to various aluminum foil property and the requirements of product cost control ,having the conclusion of the rolling oil basic requirements for various aluminum foil ,and have the view for the use of alumi -num foil rolling oil and manage method .Key words :aluminum foil ;rolling oil ;application ;management ;rollin g process 铝箔的市场竞争日益加剧,用户对铝箔的质量要求也愈加苛刻,尤其是对铝箔的表面带油处理要求更为严格,因此,各铝箔生产厂家都努力提高产品质量,降低生产成本。
轧制基础油质量标准
附件一: 技术参数及检验规则
1、关键技术参数
1.1 外观质量: 轧制基础油外观应为无色透明液体, 无分层(无不溶解水)、无悬浮物和机械杂质。
1.2 轧制油必需为正构饱和烃。
1.3 轧制基础油技术指标应符合表1要求
表1
2 检验规则
2.1 进入企业轧制基础油应附有产品合格证和质量证实书, 质量证实书上应有上表所列产品技术
参数实际检测值, 不然不予验收。
2.2 组批及取样规则
2.2.1 同一供给商基础油, 每车组为一批。
2.2.2 基础油逐批进行验收, 取样采取油罐分层取样法, 要求从车体油罐上层、中层分别取等量1000mL油样, 并将上、中层油样等量混合均匀, 下层油样由供给方从油罐车底输油管放油取样(200mL), 单独盛放, 送检测中心检测轧制油相关检测项目。
2.2.3 油罐上层、中层位置分别为油罐中油液面下20%、50%深度。
2.3 检验项目
2.3.1 正常情况下对轧制油密度、粘度、馏程、水分、闪点、污染度6个项目进行检测。
其中上、中层混合油样与下层油样按2: 1百分比混合后用于基础油水分、污染度检测, 剩下上、中层混合油样用于基础油其她项目检测。
2.3.2 供给商首次供货或生产工艺有变更(供给商书面通知)时, 必需对全部项目进行检测; 同一供给商其后每六个月进行一次全检。
检测中心无法检验项目可外委检测, 由供需双方协商确定委外单位。
2.4 检验结果判定
经检验有不合格项取双倍样复检, 复检全部合格判整批合格, 复检仍有不合格则整批判不合格。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3、主要技术指标见下表:
项目要求
外观:目测Clear and bright
运动粘度,40 ℃mm2 /S7.0—8.0
灰分% (质量)<0.01
铜带腐蚀试验3h,100 ℃La
闪点℃>150
倾点℃<-15
残碳%(质量)<0.01
总酸值mg KOH/g<0.04
油膜强度PB值kg≥ 40
馏程℃厂家报出
洁净度Na s 厂家报出
皂化值mg KOH/g 厂家报出
抗氧化性能厂家报出
储存期
硫含量%
油品族组成:
饱和烃%
芳烃%
胶质%
4、使用条件
用于四辊轧机工艺润滑及被衬轴承润滑
入口厚度:max.2.5mm
出口厚度:min.0.1 mm
最大轧制力:3000KN
最大轧制速度:480 m / min
使用温度:42 ℃
流量:2000L/min
流量润滑温度:38 ℃
过滤器形式:板带式过滤器
过滤介质:硅藻土加活性土
5、基本要求
①能充分满足铜冷精轧轧制对润滑和冷却的要求,满足高速轧制,良好板型、尺寸精度和表面光亮的要求。
提升精轧机加工率。
②减少轧辊磨损,延长轧辊使用寿命。
③保证退火过程中油品完全挥发,保证表面光泽无污斑。
④具备优异的抗腐蚀性能,有效的抑制过程中铜腐蚀的发生。
⑤使用过程性能稳定,并具有优良的氧化稳定性和长的使用寿命。
⑥在存放阶段,油箱下部不允许有沉淀物。
⑦轧终带材表面的残油量少。
⑧轧终带材的表面温度低。
⑨交货时提供包括主要技术要求的质量保证单。
6、服务与培训
①在调试时,派技术人员到现场提供技术支持。
日常生活中,如出现问题,需要服务工程师到现场,应48小时到达使用现场,提供持续的技术支持。
②根据需要,协助建立常规的检测,提供相应的试验方法,进行预防性维护,稳定轧制质量。
③对使用方暂不具备检测手段的一些项目,寄往卖方公司进行免费检测,并根据检测结果,提出相应技术建议。
④对与轧制油有关的管理、维护和检测人员进行专门的技术培训和支持,使他们掌握有关轧制油使用和维护的知识。
⑤调试结束后,根据现场情况提供操作和维护规程。
7、技术交流时提供2000年以来国内外铜行业的业绩,同时提供参考助滤剂的技术指标及生产厂家。
用量40吨。