FA022-6型多仓混棉机的可编程控制
FA022 型多仓混棉机电气控制
FA022型多仓混棉机电气控制FA022型多仓混棉机适用于各种原棉、棉型化纤和中长化纤的混合,它是利用多个棉仓,以棉流不同时喂入而同时并列输出达到混合目的。
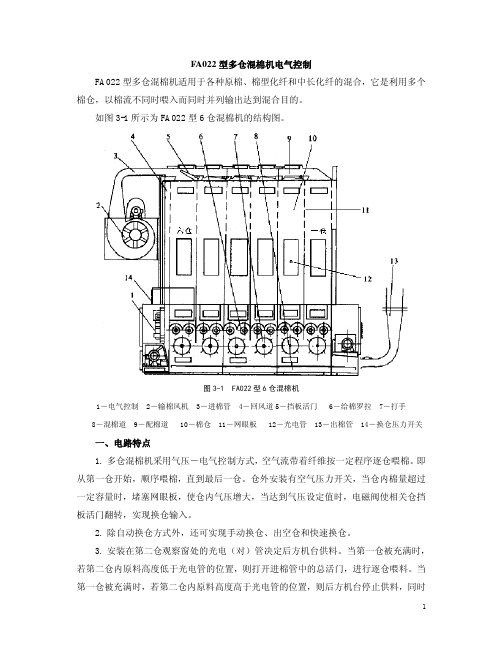
如图3-1所示为FA022型6仓混棉机的结构图。
图3-1 FA022型6仓混棉机1-电气控制2-输棉风机3-进棉管4-回风道5-挡板活门6-给棉罗拉7-打手8-混棉道9-配棉道10-棉仓11-网眼板12-光电管13-出棉管14-换仓压力开关一、电路特点1. 多仓混棉机采用气压-电气控制方式,空气流带着纤维按一定程序逐仓喂棉。
即从第一仓开始,顺序喂棉,直到最后一仓。
仓外安装有空气压力开关,当仓内棉量超过一定容量时,堵塞网眼板,使仓内气压增大,当达到气压设定值时,电磁阀使相关仓挡板活门翻转,实现换仓输入。
2. 除自动换仓方式外,还可实现手动换仓、出空仓和快速换仓。
3. 安装在第二仓观察窗处的光电(对)管决定后方机台供料。
当第一仓被充满时,若第二仓内原料高度低于光电管的位置,则打开进棉管中的总活门,进行逐仓喂料。
当第一仓被充满时,若第二仓内原料高度高于光电管的位置,则后方机台停止供料,同时关闭进棉管中的总活门。
各仓储棉的高度始终保持如图3-2所示的阶梯状分布。
图3-2 各仓储棉高度二、主电路图3-3 FA022多仓混棉机主电路主电路如图3-3所示。
主电路有5台电动机,M1是输棉风机电动机,M2、M3是打手一、二电动机,M4、M5是给棉罗拉一、二电动机。
各电动机均有过载和短路保护。
变压器T1输出220V供PLC控制电路用,输出12V供故障指示灯电路用。
三、PLC控制电路图3-4 FA022多仓混棉机PLC控制电路PLC控制电路如图3-4所示。
FA022多仓混棉机PLC型号为SR-21(无锡光阳)。
工作电压为AC220V,输出类型为继电器。
16路输入模块定义号为:000~007、102~107共16个点;8路输入模块定义号为:010~017共8个点;8路输出模块定义号为:020~027共8个点。
抗菌环保涤纶针织混纺纱生产实践
抗菌环保涤纶针织混纺纱生产实践发布时间:2021-07-01T16:32:37.930Z 来源:《科学与技术》2021年第29卷第7期作者:王丽陈世鹏[导读] 介绍了抗菌环保涤纶纤维的特性,通过选择适当的工艺流程与工艺参数和进行生产过程的质量控制,王丽陈世鹏陵县恒丰纺织品有限公司,山东省德州市253500摘要:介绍了抗菌环保涤纶纤维的特性,通过选择适当的工艺流程与工艺参数和进行生产过程的质量控制,开发了精梳棉/抗菌环保涤混纺针织纱。
关键词 :抗菌环保涤;混纺纱;工艺参数;质量控制1.引言受新冠状病毒影响,人们对生活质量与生命的追求提高,人们意识到生活中保健的重要性。
衣、食,人类生存的重要组成部分,与我们身体密切接触的服装,是各类细菌、病菌向人类传播的重要途径和媒介,也是它们繁衍、生长的暖床,因此,生产和开发具有抗菌效果的抗菌纺织品用于人们的生活,对各种细菌、真菌起到抑制作用,既不让细菌任意繁衍,又能控制皮肤表面细菌的数量平衡,具有非常重要的保健意义。
为此,我们公司根据客户要求,开发生产了JC/抗菌T 70/30 40支赛络紧密纺针织纱。
2.纤维及织物特性抗菌环保涤以涤纶为载体,将抗菌母粒溶入涤纶纺丝溶体中,经纺丝加工而成的永久性功能纤维,抗菌环保涤能够抑制部分细菌的产生、繁殖,抗菌率高,抗菌效果持久。
其纱线制成的织物适用于床上用品,家居布,医用床单、工作服,食品行业专用服装、鞋、手套及各种内衣等具有良好的穿着舒适性及安全、抗菌耐久性,市场前景十分广阔。
3.纺纱工艺流程(1)抗菌涤:→FA002A型抓棉机→FA036型混开棉机→FA022多仓混棉机→F1102A开棉机→FA046A型给棉机→A076型成卷机→FA224型梳棉机(2)精棉:(JC)→FA002A抓棉机→FA036混开棉机→FA022多仓混棉机→FA1102A开棉机→FA046A给棉机→A076F成卷机→FA224B梳棉机→FA316B预并条机→HC181型条卷机→HC350型精梳机(1)+(2)→FA316B混一并→FA316B混二并→FA318A混三并→中晖改造四变频粗纱机→ZJ1298细纱机→村田No.21C自动络筒机4.纺纱工艺及技术措施由于客户要求严格控制纱线条干,棉结,并做漂白用。
多仓混棉机
FA022型多仓混棉机的控制分析班级:专业:教学系:指导老师:完成时间:2011年8月24日至2012年5月20日摘要:随着我国综合国力的提高,WTO的加入,纺织品出口份额的增加,市场对纺织产品质量出了更高的要求,同时对棉纺厂怎样提高棉纱质量也提出了更高的标准。
在我国棉纺厂清花流程中,FA022型多仓混棉机被国内各个棉纺厂普遍采用。
FA022型多仓混棉机在生产使用过程中,经常会出现空仓现象,从而易造成供应脱节(后方机台FAl06储棉箱空仓),严重影响棉卷不匀,最终影响成纱质量。
随着对产品质量要求的提高,尤其是对成纱均匀程度和织物染色质量要求的提高,在纺纱过程开始的阶段(开清棉)工序,对各种混用纤维进行良好混合更显得十分必要。
在引进、消化西德特吕茨施勒尓公司生产的MPM型多仓混棉机的基础上,我国郑州纺织机械厂设计制造出FA022型多仓混棉机,该机棉仓容量较大,混合片段较长,对解决产品长片段染色色差是有效的。
关键词:混棉机、电气控制、电路的改进、保养与维护目录1.FA022型多仓混棉机的概述 (1)1.1 FA022型多仓混棉机的混合作用和特点………………………1.2 FA022型多仓混机的主要结构…………………………………1.3 FA022型多仓混棉机的技术特征………………………………1.4 FA022型多仓混棉机混和效果的评定…………………………2.FA022型多仓混棉机电气控制部分………………………………2.1 FA022型多仓混棉机的功能介绍……………………………2.2 FA022型多仓混棉机的电路特点……………………………2.3 FA022型多仓混棉机的电气控制线路的组成和作用………2.3.1主电路……………………………………………………2.3.2 PLC控制电路…………………………………………2.3.3 PLC程序………………………………………………3.FA022型多仓混棉机的控制电路改进……………………………3.1多仓要棉控制原理的缺陷……………………………………3.2改进措施………………………………………………………3.2.1每个仓加装光电开关…………………………………3.2.2故障保护措施…………………………………………4.FA022型多仓混棉机的保养与维护………………………………5.结束语…………………………………………………………………参考文献………………………………………………………………1.FA022型多仓混棉机的概述FA022型多仓混棉机在纺纱工艺过程当中是第二道工艺程序。
纺织科学技术:纺纱工艺考试答案.doc

纺织科学技术:纺纱工艺考试答案考试时间:120分钟 考试总分:100分遵守考场纪律,维护知识尊严,杜绝违纪行为,确保考试结果公正。
1、填空题粗纱机一般采用( )卷绕方式,即锭翼的转速( )筒管的转速。
本题答案: 2、判断题精梳准备工艺流程一般采用奇数道数 本题答案: 3、问答题 捻陷的危害? 本题答案: 4、判断题前上罩板上口与锡林间隔距变小,可使盖板花减少。
本题答案: 5、填空题原棉排队是将每一类原棉中性质接近的唛头排队,以便接替使用,在原棉排队中主体原棉在配棉总成分中应占( ),一般选用( )队,每队原棉最大混用百分率控制在( ),同一天调换唛头不宜超过( )个。
本题答案: 6、问答题简述实现罗拉牵伸的条件? 本题答案: 7、单项选择题姓名:________________ 班级:________________ 学号:________________--------------------密----------------------------------封 ----------------------------------------------线----------------------细纱导纱杆一般安装在距粗纱卷装下端()处为宜。
A、1/2B、1/3C、1/4D、1/5本题答案:8、单项选择题开清棉联合机的开车顺序是()。
A、开凝棉器开打手开给棉罗拉,由前向后依次进行B、开凝棉器开打手开给棉罗拉,由后向前依次进行C、开给棉罗拉开打手开凝棉器,由前向后依次进行D、开给棉罗拉开打手开凝棉器,由后向前依次进行本题答案:9、填空题小圈条是指圈条直径()条筒的半径。
本题答案:10、问答题什么是梳棉机的分梳工艺长度?如何确定分梳工艺长度?本题答案:11、问答题对盖板花量的控制有几种方法?各对盖板花量有何影响?本题答案:12、填空题新型纺纱按纺纱原理分()和()两种。
本题答案:13、判断题通常所说的混纺纱线的混纺比是指湿重混纺比本题答案:14、单项选择题下面哪个部件的位置高低和与锡林的隔距影响盖板花()。
纺纱学——精选推荐
纺纱学⼀、名词解释(每题2分,共计22分)1、普梳纱经普梳纺纱系统⽣产出的纱称为普梳纱。
2、混棉机对不同纺纱原料进⾏充分混和的机器称为混棉机。
3、⾃由式开松原料在⾃由状态下经打⼿机件打机开松的⽅式称为⾃由式开松。
4、刺辊分梳度喂⼊刺辊的每根纤维受到刺辊锯齿的作⽤齿数称为刺辊分梳度。
5、精梳准备⼯艺道数的偶数准则因精梳锡林对梳直前弯钩的效果较好,为使多数纤维在精梳机上呈现前弯钩状态,需使梳棉到精梳的⼯序道数为偶数。
6、重复梳理次数钳板钳⼝外的棉丛长度与给棉罗拉每次喂棉长度之⽐称为重复梳理次数。
7、移距偏差在牵伸过程中,由于纤维不在同⼀位置变速,则牵伸后纤维的头端距离与正常移距产⽣偏差称为移距偏差。
8、牵伸⼒前钳⼝握持的快速纤维从慢速纤维中抽出时所受摩擦阻⼒之和称为牵伸⼒。
9、捻系数根据纱线特数计算纱线捻度的系数称为捻系数。
10、细纱断头率细纱机1千锭⼦每⼩时细纱断头的根数称为细纱断头率。
11、纺纱张⼒纱线带动钢丝圈运动需克服钢丝圈与钢领的摩擦⼒及空⽓阻⼒的作⽤,从⽽使纱线产⽣张⼒称为纺纱张⼒。
⼆、简答题(每题3分,共计30分)1、写出精梳纱的纺纱⼯艺流程答:配棉→开清棉→梳棉→精梳准备→精梳→头道并条→⼆道并条→粗纱→细纱2、化纤原料选配的⽬的是什么?答:(1)改善织物的性能;(2)增加织物的花⾊品种;(3)降低织物的成本。
3、为实现对原棉的多包连续抓取,抓棉机应做哪些运动?(错答或少1个要点扣1分)答:(1)抓棉打⼿的回转运动:实现对原棉的抓取;(2)抓棉⼩车的回转运动:实现对原棉的多包抓取;(3)抓棉⼩车的下降运动:实现对原棉的连续抓取。
4、尘棒安装⾓的⼤⼩对开松除杂效果有何影响?答:尘棒安装⾓⼩时,尘棒对棉流的阻⼒⼤,尘棒顶⾯对棉流的托持作⽤差;因此安装⾓⼩时开松作⽤好,落棉多。
5、梳棉机由哪些主要机件组成?并说明其作⽤。
答:主要有棉卷罗拉、给棉板、给棉罗拉、刺辊、除尘⼑、⼩漏底、锡林、盖板、道夫、剥棉装置、成条装置、圈条装置等组成。
纺织科学技术:纺纱工艺考试题及答案模拟考试练习_0.doc
纺织科学技术:纺纱工艺考试题及答案模拟考试练习 考试时间:120分钟 考试总分:100分遵守考场纪律,维护知识尊严,杜绝违纪行为,确保考试结果公正。
l 本题答案: 7、判断题 通常所说的混纺纱线的混纺比是指湿重混纺比 本题答案: 8、填空题 棉纺厂的主要原料是( ),其次是( )。
本题答案: 9、判断题 在生条中,前弯钩纤维所占的比重较大 本题答案: 10、判断题 六辊筒开棉机利用握持分梳进行开松 本题答案: 11、问答题 怎样提高转杯纱质量? 本题答案: 12、多项选择题 下列机械中属于自由打击开棉机的是( )。
A 、FA 、10A 、型六辊筒开棉机 B 、FA 、106型豪猪式开棉机 C 、FA 、101型四剌辊开棉机 D 、FA 、107型豪猪式开棉机姓名:________________ 班级:________________ 学号:________________--------------------密----------------------------------封 ----------------------------------------------线----------------------E、FA、141型清棉机本题答案:13、多项选择题下列设备中,()属于混棉机械。
A、FA022型B、A006B型C、FA102型D、FA141型E、FA025型本题答案:14、问答题精梳机的工序任务是什么?本题答案:15、问答题什么是牵伸?实施牵伸的必要条件是什么?牵伸的实质是什么?本题答案:16、单项选择题FA022型多仓混棉机的混棉方式为()。
A、时差混和B、程差混和C、夹层混和D、翻滚混和本题答案:17、名词解释钢丝圈走熟期本题答案:18、判断题梳棉机高产后,除提高刺辊转速外,还应适当减小针齿密度本题答案:19、单项选择题钢丝圈的转速()锭子转速。
A、大于B、小于C、等于本题答案:20、问答题对盖板花量的控制有几种方法?各对盖板花量有何影响?本题答案:21、问答题如何控制生条重量不匀率?本题答案:22、多项选择题精梳机钳板给棉形式有()。
纺织科学技术:纺纱工艺与设备考试卷及答案模拟考试卷.doc

纺织科学技术:纺纱工艺与设备考试卷及答案模拟考试卷 考试时间:120分钟 考试总分:100分遵守考场纪律,维护知识尊严,杜绝违纪行为,确保考试结果公正。
l 本题答案: 6、填空题 并条机的主要牵伸型式为三上三下压力棒曲线牵伸;粗纱机的牵伸型式为三(四)罗拉双短皮圈牵伸;细纱机的牵伸型式为( )。
本题答案: 7、问答题 什么是牵伸力、握持力?牵伸过程中,牵伸不开,“出硬头”是什么原因造成的?影响牵伸力的因素有哪些? 本题答案: 8、单项选择题 精梳前准备工艺流程有以下三种,其中,( )工艺流程适于纺特细特纱。
A.预并条机条卷机 B.条卷机并卷机 C.预并条机条并卷联合机 本题答案: 9、填空题 并条机新型牵伸型式目前常见的有( )。
本题答案: 10、问答题姓名:________________ 班级:________________ 学号:________________ --------------------密----------------------------------封 ----------------------------------------------线----------------------精梳准备工艺有那种?有何特点?精梳准备工艺倒数应如何设置,为什么?本题答案:11、问答题合股加捻后,纱线的哪些性质会发生改变?本题答案:12、填空题钢丝圈重量用钢丝圈号数表示,以每()为标准。
本题答案:13、单项选择题加工含杂率中等的细绒棉的开清棉联合机组,现改加工含杂率低的长绒棉,打手速度应提高;打手至给棉罗拉之间的隔距应增大;尘棒间距应减小;打手至尘棒间距应()A.增大B.减小C.提高D.降低本题答案:14、填空题纺纱生产过程中的回花、回条、粗纱头、()等称回花本题答案:15、名词解释奇数原则本题答案:16、填空题为了获得较好的织物综合质量,化学短纤维的长度L(mm)和线密度(dtex )的比值一般为()左右。
纺纱工艺与质量控制期末复习总结

纺纱工艺与质量控制期末复习总结1、影响自动抓棉机开松效果和产量的工艺参数有哪些如何实现精细抓棉答:1,打手伸出肋条的距离,伸出越长抓棉块越大产量高,开松效果差;2,打手间歇下降动程,动程大产量高开松差3,打手转速,转速大抓棉少开松效果好产量高,但纤维有损伤,机械磨损大;4,抓棉小车运行速度,产量不变情况下,小车运行速度越大,开松效果越好混合效果也越好;5,小车与打手的运动方向,顺抓时产量增多,开松差。
实现精细抓棉的方法:1,尽量减小打手大片伸出肋条的距离;2,减少打手间歇下降动程3,提高打手转速4,提高抓棉小车运行速度5,小车与打手运动方向采用逆抓。
2、A006B型自动混棉机、FA022型多仓混棉机的混棉方式(混合特点)是什么影响混棉机开松、除杂、混合的主要因素有哪些答:A006B混棉方式:横铺直取多层混合;A,影响开松因素:1,角钉帘速度:速度越大,产量越高开松越差2,均棉罗速度,速度大开松好产量低3,剥棉打手速度,其速度高开松好4,两脚钉机件间隔距,隔距小开松越好,但是过小产量低5,角钉倾斜角与角钉密度,倾斜角越小抓取力越大开松越好,角钉密度大开松好,过大握不紧开松差6,打手与尘棒间隔距,隔距小开松好7,前方机台气流量气流过高时开松差。
B,影响混合因素:1,白豆摆动速度,速度大混合好2,输棉帘压棉帘角钉帘速度大混合差3,混棉比斜板,倾角过大存棉量减小混合差4,光电管位置越高混棉层数多混合好。
FA022型多仓混棉机的混棉方式:时间差混合;A:影响开松除杂因素:1,给棉罗速度高开松差,除杂效果差2,打手速度,速度高,抓取棉块小,开松好,除杂好B:影响混合因素1,给棉罗与清棉机同步,速度高,混合差,开松差2,光电管位置高混合好二分之一到三分之二处3,棉仓容量大,棉仓个数多,混合延时长混合好4,适当大的输出量及小喂入量有利于混合,但不能出现空仓。
3、开棉机尘棒间隔距的变化对落棉率有何影响豪猪式开棉机打手与尘棒的隔距、尘棒与尘棒的隔距如何选用答:尘棒间隔距越大落棉率越大;豪猪式开棉机打手与尘棒的隔距该隔距小,棉块受尘棒阻刮作用强,开松强落棉率高该隔距从进口到出口逐渐增大,产量高时应适当放大;放中特纱时候进口隔距10-18.5mm,出口隔距16-20mm;尘棒与尘棒间隔距:一般情况下此隔距入口大后逐渐减小,便于落杂,出口部分又放大或者反装尘棒,可以回收纤维,节约用棉进口隔距11-15mm,中间6-10mm,出口一组4-7mm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0 前言
开清棉是棉纺工艺中将原棉加工成纱线的第 一道工序。在这道工序中, 由多个不同单机组成 了开清棉联合机, FA 022型多仓混棉机是其中、储料仓、罗拉、打手、回风道、混棉通 道等机构所组 成。按仓位划分 有四仓、六仓、八 仓、十仓四种。它位于抓棉机和开棉机之间, 其作 用是将不同规格、不同成分的纤维充分混和与开 松。混和方式是依靠本机输入端的输棉风机产生 气流, 将上方机器初步开松的原棉输送到棉仓顶 部的喂棉管道, 再通过各仓顶部由气动机构控制 的活门按顺序逐仓喂入纤维, 在仓的底部经过给
由梯形图可以看出, 当换仓条件满足时, 内部 继电器 M 6. 0接通, 一仓开始进料且一仓指示灯 亮。换仓信号到来后, T41经过 1 s的延时接通一 次 ( 这里利用 T 41进行延时判断, 以确定换仓信 号的真伪, 防止误动作 ) , 使 C3计数一次, 经过比 较指令判断后, 接通 M 1. 1, 导致二仓进棉活门被 打开且二仓指示灯亮, 并断开一仓指示灯。当换 仓信号再次到来时, 如上所述, 接 通 M 1. 2, 断开 M 1 1, 完成了开三仓关二仓 的任务。以此类推, 开始下一个循环。
司 S7 200系统的 CPU 222小型可编程控制器对原电气控制系统进 行了技 术改造, 设计 了自动 换仓程序 、防 轧车 程序。改造后, 实现了自动换仓、故障报警 等功能, 棉仓梯度明显, 混棉效果好。
关键词: 时差混和; 可编程控制器; 控制系统; 多仓混棉机; 混棉效果 中图分类号: TS103. 7+ 3 文献标识码: A 文章编号: 1001 7415( 2006) 08 0001 04
第 34卷 第 8期 2006年 8月
棉纺织技术
Co tton Textile Techno logy
% 451% ∃ 3#
I1. 3 压力开关 2 I1. 4 光电 I1. 5 复位按钮 I1. 6 出棉口轧车 I1. 7 前打手轧车 I2. 0 后打手轧车 I2. 1 前机联锁 I2. 2 本机联锁 I2. 3 打手转速选择 ( L ) I2. 4 打手转速选择 ( H ) 输出点: Q 0. 0风机电机 Q 0. 1前打手电机 Q 0. 2后打手电机 Q 0. 3联锁 Q 0. 4前给棉电机 Q 0. 5后给棉电机 Q 1. 0一仓 Q 1. 1二仓 Q 1. 2三仓 Q 1. 3四仓 Q 1. 4五仓 Q 1. 5六仓 Q 2. 0总活门开关 Q 2. 1输送棉信号灯 Q 2. 2打手故障 Q 2. 3给棉故障 Q 2. 4出口给棉轧机故障
4 结束语
用上 述 可编 程控 制 系 统对 某 棉纺 厂 的 FA022 6型多仓混棉机进行了技术改造后, 该混 棉机经过实际运行验证, 能够可靠地实现自动换 仓、联锁、故障报警等各种控制功能。系统运行稳
定可靠、棉仓梯度明显、混棉效果好、质量高, 故障 率低, 明显提高了生产效率, 取得较好经济效益。
3. 2 自动换仓程序设计 自动换仓的工作过程是: 当仓内储料达到一
定高度, 配棉 道内气压 ( 静压 ) 上 升到一 定数值 时, 由仓位转换机构进行仓 位转换, 本仓活门关 仓, 下仓活门打开, 原料喂入至下一仓。如此逐仓 配喂料, 直到最后一仓充满为止。图 2是换仓部 分梯形图。
图 2 换仓梯形图
全机共 5 台电机, FA 022 6 型多仓混 棉机原 电气控制部分配置交流接触器 5个, 中间继电器 14个, 时间继电器 3个, 电磁铁 6个, 压力、压差、 光电继电器各 1个, 步进选线器 1个, 配上 12个 按钮开关和 1个转换开关实现工艺上要求的联锁 和各种控制。可以看出 FA022 6型多仓混棉机的 电气控制较复杂, 采用继电 - 接触器控制方式, 利 用步进选线器在微压差计和光电开关的配合下实 现自动换仓混棉。由于步进选线器、中间继电器、 时间继电器质量不稳, 加上控制信号转换环节太 多, 因此故障点多, 可靠性差, 有时使得该机无法 自动换仓或乱跳仓, 混棉效果差。
作者简介: 熊安然, 男, 1954年生, 实验师, 郑州, 450007 收稿日期: 2006 03 10
棉罗拉和打手将不同时间喂入的纤维同时送入混 棉通道。在混棉通道内, 不同成分、不同时间喂入 的原棉获得充分混和, 这种混和方式称为 ! 时差 混和 ∀。多仓混棉 机混棉效果的好坏, 直接影响 到后工序成纱质量, 因此, 要求多仓混棉机必须正 常、可靠地运行。改造前的 FA022型多仓混棉机 的电 气控制线路中, 由于步 进选线器、时间继电 器、中间继电器等器件的可 靠性差, 在运行过程 中, 易造成堵车、乱跳仓现 象 [ 1] 。为解 决以上问 题, 我们对传统的继电 接触器控制线路进行技术 改造, 采用 PLC 控制, 获得满意的效果。
Programmable Control of FA022 6 M ulti binM ixer
X iong Anran
X iong B insheng
( Zhongyuan Institute of T echno logy) ( Zhengzhou Un iv ers ity )
Feng L i Yang G uoliang
3 可编程控制系统软件设计
3. 1 控制系统软件的构成 我们利用 PLC 的计数、定时、数据比较、运算
功能完成了控制系统的延时、系统联锁、故障报警 与显示、自动换仓等工艺要求 [ 4] 。改造中使用了 软件替代硬件 ( 中间继电器、时间继电器、步进选 线器等 ) 的技术。根据 FA 022 6 型多仓混棉机工 艺对电气控制的要求, 软件设计分为 4个部分: 电 机控制、手 动 自动换 仓、出空、防轧车 及故 障报 警。风机启动后, 总活门打开, 接通后方机台, 将 初步开松的原棉输送到棉仓顶部的喂棉管道。操 作人员手动换仓, 使各仓原棉形成梯度。当前方 机台要棉时, 启动本机打手、罗拉电机, 经一段延 时后, 开始自动换仓输棉。
1 FA022 6 型多仓混棉机控制功能及电 气控制系统
1. 1 控制功能 多仓混棉机各仓原棉的高度是不等的, 即有
∃ 2# % 450%
棉纺织技术
Cotton Textile Techno logy
第 34卷 第 8期 2006年 8月
一定的梯度。调节它的气压开关的预选压力和给 棉速度, 可 以改 变原 料在棉 仓的 存贮 时 间 [ 2, 3] 。 加料按一定顺序 逐仓进行, 而出料为同 步输出。 为了保证在连续生产过程中任何一仓不出现空仓 现象, 要求前一仓输满时下一仓棉层高度应在允 许的最低位置之上。该机要求电气联锁具有如下 功能: 棉仓中纤维的高低决定仓内压力大小, 此压 力使微压差控制器接通或断开仓位转换机构, 顺 序开启、关闭各仓喂料活门, 进行仓位转换; 风机 启动后, 压缩空气压力升到 0. 4 MP a以上时, 压力 开关闭合, 全机自动控制起作用后, 多仓混棉机的 后方机台才能启动; 当多仓混棉机出棉方向的凝 棉器、打手、给棉罗拉电机启动后, 多仓混棉机的 打手、给棉罗拉电机才能启动; 多仓混棉机出棉方 向机台的棉箱是否要棉控制本机给棉电机的开、 停; 光电继电器控制第一仓是否要棉, 从而控制棉 仓纤维的梯度; 设置打手活门安全联锁开关; 用转 换开关控制自动换仓、人工换仓或出空。 1. 2 电气控制系统
当换仓信号到来一次, 就会换仓一次, 实现了 顺序换仓。待第六仓充满后, 视一仓要棉信号而 定是否开始下一个循环。本程序只需改变计数器 C3的计数个数, 同样适用于 FA022系列的四仓、 八仓、十仓等机型。 3. 3 防轧车程序设计
机器运转过程中, 由于某种原因的影响, 棉花 堵塞在机器的打手轴上, 造成机器无法工作。严 重时, 会引起机械零件损坏, 甚至烧毁电机。这种 由轧车引起的故障需要及时发现并排除。防轧车
第 34卷 第 8期 2006年 8月
技术专论
棉纺织技术
Co tton Textile Techno logy
% 449% ∃ 1#
FA022 6型多仓混棉机的可编程控制
熊安然
( 中原工学院 )
熊滨生
( 郑州大学 )
冯 力 杨国良
河南省世林 (漯河 )冶金设备有限 公司
摘要: 为解决 FA 022 6型多仓混棉机电气控制系统可靠性差、运行过程中易堵车 的问题, 采用西门 子公
[ Shilin( Luohe) M e tallurgy Equ ipm en t Co. , L td. , H enan]
Abstrac t T o reso lve the prob lem s in FA 022 6 m ulti b in m ix er, such as worse re liability o f electr ica l contro l sys tem and choking in ope ra tion, the fo rm er e lectr ica l e lem ent w ere innova ted by adopting CPU 222 sm a ll sized prog ramm a b le controlle r o f S im ens S7 200. P rogram o f autom atic chang ing bin and m ang le res istance w ere designed. T he innova tion realizes the functions o f autom atic chang ing bin, fau ltw arn ing and so on. It has ev iden t step b ins and good blending e ffect.