300吨氧气顶底复吹转炉设计
设计作业 300t顶底复吹转炉炉型计算

转炉炉型设计计算1.1原始数据(1)、转炉的公称容量为300t 。
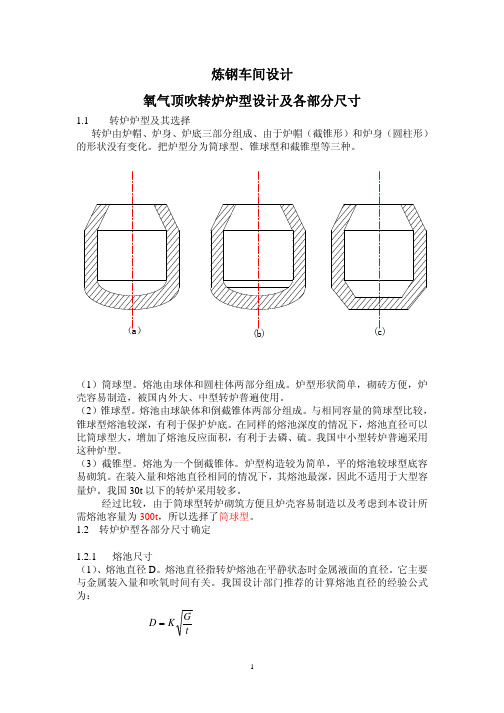
(2)、采用顶底复吹冶炼工艺1.2 转炉的炉型选择图为常见转炉炉型(a)筒球型; (b)锥球型; (c)截锥型根据原始条件及采用顶底复吹工艺的要求,为便于安装底部供气元件,要求转炉底部为平的,所以本设计将采用截锥型炉型作为设计炉型。
1.3炉容比炉容比系指转炉有效容积与公称容量之比值。
转炉炉容比主要与供氧强度有关,与炉容量关系不大。
从目前实际情况来看,顶底复吹转炉炉容比一般取0.85~0.95m 3/t 。
本设计为300t ,取V/T=0.92 1.4熔池尺寸的计算 熔池直径的计算公式tGkD 式中 D ——熔池直径,m ;G ——新炉金属装入量,t ,可取公称容量; K ——系数,参见表1-1;t ——平均每炉钢纯吹氧时间,min表1-1 系数K 的推荐值b.确定吹氧时间表1.2 推荐的转炉纯吹氧时间本设计的转炉公称容量为300t ,又根据国家关于新建转炉的要求,吹氧时间在16min , 所以选择的吹氧时间为16min 。
取K=1.50 则)(495.61630050.1m t G K D =⋅=⋅= ② 截锥型熔池深度的计算公式为:)(822.1495.6574.0119.44574.0574.0222m D V D V h =⨯=⨯==)(金池 V 池=G/Y=44.119m 3 其中Y=6.8t/ m 3 ③熔池其他尺寸确定.)(546.4495.67.07.01m D D =⨯== 1.5炉帽尺寸的确定 ①炉口直径d 0.取)(2475.3495.65.00m d =⨯= ②炉帽倾角: 取︒60 ③炉帽高度H 帽: 取H 口=400mm ,)(76.260tan )2475.3495.6(21tan )(2100m d D H =⨯-=⋅-=θ锥 则整个炉帽高度为:)(06.33.076.2m H H H =+=+=锥口帽 在炉口处设置水箱试水冷炉口。
氧气顶吹转炉设计

氧气顶吹转炉设计姓名XXX学号XXXX冶金工程XXXX材料科学与工程学院目录1.原始条件------------------------------32.炉型选择------------------------------33.炉容比的确定------------------------34.熔池直径的计算---------------------45.炉帽尺寸的确定---------------------66.炉身尺寸的确定---------------------67.出钢口尺寸的确定------------------78.炉衬厚度确定------------------------89.炉壳厚度的确定---------------------910.验算高宽比---------------------------9氧气顶吹转炉设计1. 原始条件炉子平均出钢量为50t ,钢水收得率为92%,最大废钢比取20%,采用废钢矿石法冷却;铁水采用P08低磷生铁;氧枪采用五孔拉瓦尔型喷头,设计氧压为1.0MPa 。
2. 炉型选择根据初始条件采用筒球型作为设计炉型。
转炉由炉帽、炉身、炉底三部分组成,转炉炉型是指由上述三部分组成的炉衬内部空间的几何形状。
有于炉帽和炉身的形状没有变化,所以通常按熔池形状将转炉炉型分为筒球型、锥球型和截锥型三种。
炉型的选择往往与转炉的容量有关。
和相同体积的筒球型相比,锥球型熔池比较深,有利于保护炉底。
在同样熔池深度的情况下,熔池直径可以比筒球型大,增加了熔池反应面积,有利于去P ,S 。
我国的中小型转炉普遍采用这种炉型。
3. 炉容比的确定炉容比是指转炉有效容积V t 与公称容量G 的比值V t /G(m 3/t)。
V t 系炉帽、炉身和熔池三个内腔容积之和。
公称容量以转炉炉役期的平均出钢量来表示。
确定炉容比应综合考虑。
通常,铁水比增大,铁水中Si 、S 、P 含量高,用矿石作冷却剂以及供氧强度提高时,为了减少喷溅或溢渣损失,提高金属收得率和操作稳定性,炉容比要适当增大。
300t转炉课程设计说明书

1 转炉物料平衡与热平衡计算炼钢过程的物料平衡与热平衡计算是建立在物质与能量守恒的基础上的。
其主要目的是比较整个冶炼过程中物料、能量的收入项和支出项,为改进操作工艺制度,确定合理的设计参数和提高炼钢技术经济指标提供定量依据。
物料平衡是计算转炉炼钢过程中加入炉内与参与炼钢的全部物料(如铁水、废钢、氧气、冷却剂、渣料、合金添加剂、被侵蚀的炉衬等)和炼钢过程的产物(如钢水、炉渣、炉气、烟尘等)之间的平衡关系。
热平衡是计算转炉炼钢过程的热量收入(如铁水物理热、化学热)和热量支出(如钢水、炉渣、炉气的物理热、冷却剂溶化和分解热)之间的平衡关系。
1.1 原始数据的选取1.1.1 原材料成分(表1-1~表1-5)表1-1 铁水、废钢成分(%)表1-3 各材料的热容(kJ/kg.K)表1-4 反应热效应(25℃)表1-5 铁合金成分(分子)及其回收率(分母)1.1.2假设条件根据各类转炉生产实际过程假设:(1)渣中铁珠量为渣量的8%;(2)喷溅损失为铁水量的1%;CO(3)熔池中碳的氧化生成90%CO,10%2Fe O (4)烟尘量为铁水量的1.6%,其中FeO为77%,23(5)炉衬侵蚀量为铁水量的0.5%;(6)炉气温度取1450℃,炉气中自由氧含量为总炉气量的0.5%;(7)氧气成分:98.5%氧气,1.5%氮气。
1.1.3冶炼钢种及规格成分要求冶炼低碳钢,以Q235钢为例,其规格成分为(%):C 0.14~0.22,Si 0.12~0.30,Mn 0.40~0.65,P≤0.045,S≤0.0501.2物料平衡计算物料平衡基本项目:(1)收入项:铁水、废钢、溶剂(石灰、萤石、白云石)、氧气、炉衬蚀损、铁合金。
(2)支出项:钢水、炉渣、烟尘、渣中铁珠、炉气、喷溅。
根据铁水、渣料质量及其冶炼钢种的要求,采用单渣法操作。
为了简化运算,以100 kg铁水为计算基础。
1.2.1渣量及其成分计算(1)铁水中元素氧化量(表1-6)氧化量=元素在铁水中的含量–元素在钢水中的含量表1-6 铁水中的元素氧化量由表1-6知:脱磷率= 0.135 / 0.15×100% =90%;脱硫率 =0.009 /0.025 ×100% =36%;钢中残锰量 =0.17 /0.5 ×100% =34%.(2)各元素耗氧量及氧化产物量(表1-7)表1-7 铁水中元素氧化量、氧化产物量*:假定炉内气化脱硫1/3;铁的氧化由表1-13得出。
1000万吨连铸坯氧气转炉炼钢厂设计
设计总说明转炉炼钢是现代钢铁联合企业生产环节中不可缺少的一部分,连接着炼铁和炉外精炼,连铸,轧钢等生产工艺。
本设计为具有代表性的氧气顶底复吹工艺,预计年生产能力为1000万吨。
车间设有公称容量为300吨的转炉三座,RH精炼炉2座、方坯连铸机2台,板坯连铸机2台。
转炉的冶炼周期42分钟,吹氧时间19分钟。
根据国内外转炉炼钢技术的发展趋势,结合设计任务书中普碳钢、低合金钢、汽车板的品种需要,选择了RH炉外精炼设备,进行全连铸生产。
本次设计在对转炉物料平衡和热平衡计算的基础上,对炼钢车间的主要设备参数进行了设计、选型,完成了主体设备选择、炼钢工艺设计、主厂房工艺布置和设备布置。
编制说明书一份,绘制转炉炉型图、车间平面图、剖面图各一张,完成专题部分及翻译与冶金专业相关的外文文献。
关键词:炼钢,顶底复吹,精炼,连铸,工艺设计Design DescriptionConverter steelmaking is a modern integrated steel production processes indispensable part connecting the outer iron and refining, continuous casting, rolling and other production processes. In this paper, the representative process combined-blowing oxygen converter process with a scale of 108 continuous casting billet annual is designed. In the workshop, main equipments including 3×300t converters and its auxiliary equipments with 2 RH refining furnaces, 2 sets of billet continuous casting machine and 2 sets of slab continuous casting machine are designed. The Smelting period is set for 42 minutes sin which the actual oxygen blowing time is only 19 minutes.Depending on the development trend of steel-making process and the quality requirement of carbon steel, low alloy steel and automobile plate, RH refining is selected to fulfill continuous casting.On the base of the material and heat balance calculation,the size of steel-making plant workshop span and device assign, personnel placement is made .A project instruction is redacted ,furnace size graphic, a ground plane and a sectional view of the workshop are also submitted. And finally, Complete the thematic part and translation of foreign documents related to metallurgical profession.Key Words:steelmaking, combined-blown, refining, continuous casting, process design目录1 文献综述 (1)1.1 中国钢铁行业的发展历程 (1)1.2 中国钢铁行业现状 (1)1.2.1 钢铁产业集中度低 (1)1.2.2 钢铁产品结构不合理 (1)1.2.3 钢铁企业资产负债率较高 (2)1.3 炼钢生产在整个系统的作用 (2)1.4 中国氧气转炉的发展历程 (2)1.5 钢铁企业未来发展展望 (3)2 转炉炼钢车间设计方案 (4)2.1 转炉炼钢工艺流程 (4)2.2 主要钢种的选择 (5)2.3 转炉车间组成 (5)2.4 转炉座数、容量和车间生产能力的确定 (5)2.4.1 转炉座数 (5)2.4.2 车间生产能力的确定 (5)2.4.3 按标准系列确定炉子的容量 (6)2.4.4 核算车间年产量 (6)3 物料平衡与热平衡计算 (8)3.1 物料平衡 (8)3.1.1 计算所需原始数据 (8)3.1.2 物料平衡基本项目 (9)3.1.3 计算步骤 (9)3.2 热平衡计算 (17)3.2.1 计算所需原始数据 (17)3.2.2 计算步骤 (18)4 顶底复吹转炉炉型设计 (22)4.1 炉型选择 (22)4.2 原始条件 (22)4.3 主要参数的确定 (22)4.4 炉衬各层填充材料选择 (26)4.5 转炉炉体金属构件设计 (26)4.5.1 炉壳 (26)4.5.2 支承装置 (27)4.5.3 倾动机构 (27)5 氧气转炉供氧系统设计 (28)5.1 氧气的供应 (28)5.1.1 转炉炼钢车间需氧量计算 (28)5.1.2 制氧机能力的选择 (28)5.2 氧枪设计 (28)5.2.1 喷头类型与选择 (29)5.2.2 喷头设计 (29)5.3 氧枪枪身设计 (30)5.3.1 枪身各层尺寸的确定 (30)5.3.2 氧枪长度的确定 (31)5.4 转炉底部供气构件设计 (32)5.4.1 底气种类 (32)5.4.2 底气用量 (32)5.4.3 供气构件 (32)5.4.4 底吹元件布置 (32)6 生产工艺设计 (33)6.1 炼钢的主要原材料 (33)6.1.1 金属料 (33)6.1.2 造渣材料 (33)6.1.3 其他 (34)6.2 装料制度 (34)6.3 供氧制度 (34)6.3.1 转炉炉膛内氧气射流的特性 (34)6.3.2 氧气射流对转炉熔池的作用 (35)6.3.3 顶吹氧气转炉的氧枪操作 (35)6.4 造渣制度 (35)6.4.1 炉渣碱度的控制与石灰加入量的确定 (36)6.4.2 影响石灰熔解速度的因素 (36)6.4.3 炉渣粘度的控制 (36)6.4.4 炉渣氧化性的控制 (37)6.4.5 泡沫渣及其控制 (37)6.4.6 放渣及留渣操作 (38)6.5 温度制度 (38)6.5.1 出钢温度的确定 (38)6.5.2 冷却剂及其加入量的确定 (39)6.6 终点控制和出钢 (40)6.7 脱氧制度和合金化 (40)6.7.1 顶吹氧气转炉炼钢的脱氧方法 (40)6.7.2 合金化的一般原理 (41)7 车间主要设备的选择 (42)7.1 原料跨 (42)7.1.1 混铁车的设计 (42)7.1.2 废钢料斗的计算 (43)7.2 转炉跨 (43)7.2.1 钢包 (44)7.2.2 渣罐数量的确定 (44)7.3 精炼跨 (45)7.4 连铸跨 (45)7.4.1 板坯的生产 (45)7.4.2 方坯的生产 (47)7.4.3 其它工艺参数的确定 (49)7.4.4 中间包主要工艺参数的确定 (49)7.4.5 结晶器的有关参数 (50)7.4.6 车间起重机的选择 (50)8 转炉车间烟气净化与回收 (52)8.1 烟气量的计算 (52)8.1.1 最大炉气量q v0 (52)8.1.2 烟气量qv (52)8.1.3 煤气浓度修正 (53)8.1.4 回收煤气量的计算 (53)8.2 转炉烟气与烟尘 (53)8.2.1 烟气的特征 (53)8.2.2 烟尘的特征 (54)8.3 烟气净化方案选择 (54)8.3.1 炉口附近烟气处理方法 (54)8.3.2 转炉烟气净化方法 (54)8.4 烟气净化系统 (54)8.5 烟气净化回收系统主要设备 (55)8.5.1 烟罩 (55)8.5.2 静电除尘器 (55)8.5.3 煤气柜 (55)8.6 含尘污水处理 (56)9 主厂房工艺布置 (57)9.1 车间组成 (57)9.2 原料跨间的布置 (57)9.3 转炉跨间的布置 (60)9.4 连铸设备的布置 (63)10 总劳动定员表 (66)11 主要技术经济指标 (71)参考文献 (72)专题............................................. 错误!未定义书签。
300吨转炉炼钢车间设计
=8523-0.8358×(1600+273) =8523-1565 =6959 ㎏/m3 V 池=3×105÷6959=43.11 m3 因此 h
V池 0.046 D 3 0.79 D 2 43.11 0.046 6.213 0.79 6.212
表 3-1 氧气转炉平均冶炼时间 30 50 100-120 150 14~15 15~16 16~18 18~19 28~30 30~33 33~36 36~38
4
间夹有一层石棉板绝热层。 永久层贴紧炉壳(无绝热层时) ,维修时一般不予拆除。其主要作用是保护 炉壳。该层常用镁砖砌筑。 填充层介于永久层与工作层之间, 一般用焦油镁砂捣打而成, 厚度 80~100 ㎜。 其主要功能是减轻炉衬受热膨胀时对炉壳产生挤压和便于拆除工作层。 也有 的转炉不设填充层。本设计取用 100 ㎜。 工作层系指与金属、熔渣和炉气接触的内层炉衬,工作条件极其苛刻。目 前该层多用镁炭砖和焦油白云石砖综合砌筑。 炉帽可用二部煅烧镁砖,也可根据具体条件选用其他材质。 转炉各部位的炉衬厚度设计参考值如下表。 表 2-1 转炉炉衬厚度设计参考值 转炉容量 炉衬各部位名称 <100 100~200 >200 本设计选用 永久层厚度/㎜ 60~115 115~150 115~150 120 炉帽 工作层厚度/㎜ 400~600 500~600 550~650 500 永久层厚度/㎜ 115~150 115~200 115~200 120 炉身(加料侧) 工作层厚度/㎜ 550~700 700~800 750~850 700 永久层厚度/㎜ 115~150 115~200 115~200 120 炉身(出钢侧) 工作层厚度/㎜ 500~650 600~700 650~750 700 永久层厚度/㎜ 300~450 350~450 350~450 400 炉底 工作层厚度/㎜ 550~600 600~650 600~750 600
300t转炉氧枪参数优化
通过理论计算得出喉口总面积缩小12.4%,实际使用氧气压力增 加14%,相同枪位对于熔池的穿透比降低2.4%,顶吹搅拌能增加 2.5%,混匀时间缩短0.5%。对两种喷头进行冷态流场分析,分析 射流轴线衰减速度和射流在不同操作枪位下对于熔池的冲击面 积等指标,结果6孔喷头较5孔喷头射流中心速度衰减快;相同条 件下,在枪位一定的范围内6孔喷头较5孔喷头冲击面积增大的结 论。
)进行理论计算和采用1:9比例转炉吹炼水力学模型实验,分析射 流对于熔池的穿透深度、冲击面积、混匀时间(搅拌能)等影响, 原氧枪喷头的冲击深度较大、射流搅拌能偏低,不利于提高吹炼 前期脱磷率、降低终点碳氧积等。为此优化设计氧枪喷头参数, 将5孔改为6孔以增强搅拌能力,设计新喷头参数为:喉口直径为 41.5mmБайду номын сангаас马赫数为2.1,中心倾角16°。
300t转炉氧枪参数优化
氧枪是氧气顶吹和顶底复吹转炉炼钢法的主要设备,氧枪喷头参 数和操作模式的合理性对于冶炼工艺、成本、产品质量等有很 大影响。目前大型转炉炼钢针对不同的冶炼工艺对于氧枪参数 的选择仍存在一些问题,因此,对于氧气顶吹转炉氧枪进行参数 具有十分具有重要意义。
论文针对某钢厂的氧枪使用状况进行现场调研,进行氧气管道压 力损失测定和系统设计分析,现场流量计流量测量值较实际值低 9%以上,且存在出钢温度偏低、部分石灰块度大于80mm、废钢比 偏低、吹炼前期脱磷率低、吹炼中期炉渣返干严重并粘枪、钢 水碳氧积偏高等问题,影响吹炼效果。为改善吹炼效果,提高供 氧效率,对原5孔氧枪喷头(喉口直径为48.2mm,马赫数为2.05,中 心倾角15°。
使用新6孔喷头进行工业试验,优化不同吹炼阶段的枪位,平均出 钢温度由1618℃提高到1649℃,降低碳氧积0.00031%,减少石灰 消耗9.22kg/t,降低钢水终点磷0.00253%,提高脱磷率0.1%,减少 终渣TFe3.77%,提高氧枪喷头使用寿命167炉。
5 氧气转炉设计与车间设计-顶底复吹转炉设计
2.5.1 炉型主要参数及尺寸的确定
D (3)炉子尺寸的计算 D底 1)熔池直径的计算 根据我国设计部门推荐熔池直径,通常取熔池液面线 与截锥部分平齐,则 D底 (0.65 0.85) D
Vc= K1h D2, Vc= T/ρ,故T/ρ = K1h D2,则
D底-熔池底直径;T-转炉公称容量; K1、 K2-系数 见P30表2-9;h-熔池深度
对弱搅拌型,底吹气体采用氮气,会使钢中氮的含量 增加,这对要求含氮量低的钢水是不适宜的; 措施:吹炼前期(2/3时间段)吹氮,后期(1/3时间段)吹 氩,这样既可节省氩气又不致使钢中含氮量有明显增 加。 对于强搅拌型,采用顶底复合吹氧时,关键在于调节 顶吹与底吹氧气的流量比,以控制渣中氧化铁的含量; 顶底复合吹氧转炉炉内产生两个火点区,即下部火点 区和上部火点区: 下部火点区 可使由炉底吹入的氧气在氧气喷嘴周围 形成高温反应区,而进入高温反应区的氧气会剧烈膨 胀引起该区的过热金属对流,从而加剧熔池搅拌,进 而促进熔池脱碳。 上部点火区 主要促进熔渣的形成和脱碳反应。
类型
低压复吹 中压复吹 底部供气总管压力 MPa ≤2.5 2.5-3.0
代表性技术
容易堵塞,已经被淘汰 新日铁LD-CB法、日本钢管NK-CB法 日本川崎的LD-KGC法,底部供气强度可 以达到3.0 Nm3/t.min,吹炼效果好,设备 费用及运转费用比LD-CB法高;
高压复吹
6
3.0-5.0
2.5 顶底复吹转炉炉型及其主要参数
顶底复吹转炉吹炼工艺特点
反应速度快,热效率高,可实现炉内二次燃烧; 吹炼后期强化熔池搅拌,使钢—渣反应接近平衡; 保持顶吹转炉成渣速度快和底吹转炉吹炼平稳的双重优点; 由于搅拌力增强,进一步提高了钢水中的残锰量,提高了熔 池脱磷脱硫的冶金效果; 为了解顶底复吹炼转炉熔池的搅拌效果,同时使用两支副枪 在两个顶吹和顶底复吹熔池的不同点进行测温取样实验的结果 表明:顶吹转炉吹炼熔池中,含碳量为0.2%以下的低碳区内, 偏差值最大可为±0.07%;而在顶底复合吹炼中,即使在高碳 区内偏差值仅处于± 0.02%范围内,足见碳含量的分布均匀程 度在顶底复合吹炼法中大有改善,复合吹炼法的熔池温度均匀 化也有同样的良好效果。 改善了渣-钢的平衡条件,避免冶炼低碳钢(C=0.01~0.02%) 钢渣的过氧化;
氧气顶吹转炉设计
3.1 转炉炉型设计3.1.1 转炉炉型设计概述(1)公称容量及其表示方法公称容量(T),对转炉容量大小的称谓,即平时所说的转炉的吨位。
它是转炉生产能力的主要标志和炉型设计的重要依据。
目前国内外对公称容量的含义的解释还很不统一,归纳起来,大体上有以下三种表示方法:1)以平均金属装入量(t)表示;2)以平均出钢量(t)表示;3)以平均炉产良坯量(t)表示。
在一个炉役期内,炉役前期和后期的装入量或出钢量不同,随着吹炼的进行,炉衬不断地受到侵蚀,熔池不断扩大,装入量增大,所以三种表示方法都是以其平均容量来表示。
这三种表示方法各有其优缺点,以平均金属装入量表示公称容量,便于进行物料平衡和热平衡计算,换算成新炉装入量时也比较方便。
以平均炉产良坯量表示公称容量,便于车间生产规模和技术经济指标的比较,但是在进行炉型设计时需做较复杂的换算。
以平均出钢量表示公称容量则介于两者之间,其产量不受操作方法和浇铸方法的影响,便于炼钢后步工序的设计,也比教容易换算成平均金属装入量和平均炉产良坯量。
设计的公称容量与实际生产的炉产量基本一致。
所以在进行炉型设计时采用以平均出钢量表示公称容量比较合理。
(2)炉型的定义:转炉炉型是指转炉炉膛的几何形状,亦即指由耐火材料砌成的炉衬内形。
(3)炉型设计的意义转炉是转炉炼钢车间的核心设备,炉型及其主要参数对转炉炼钢的生产率、金属收得率、炉龄等技术经济指标都有着直接的影响,炉型设计的是否合理关系到冶炼工艺能否顺利进行的问题,如喷溅问题,除与操作因素有关外,炉型设计是否合理也是个重要因素,并且车间的主厂房高度以及主要设备,像除尘设备,倾动机构设备等都与炉型尺寸密切相关。
而且转炉一旦投产使用,炉型尺寸就很难再作改动,因为不论变动直径还是高度都牵涉到耳轴位置,它是与转炉基础联系在一起的,一般不能随意变动。
所以说,设计一座炉型结构合理,满足工艺要求的转炉是保证车间正常生产的前提。
而炉型设计又是整个转炉设计的关键。
氧气顶底复吹转炉炼钢
4铁水的含锰量
铁水中的锰是一种有益元素;主要体现在锰氧化 后生成的氧化锰能促使石灰溶解,有利于提高炉 龄和减轻氧枪粘钢;
我国铁水含锰量都不高,多为0 2%~04%。可 向高炉的原料中配加锰矿石,但这将会焦比升高 和高炉的生产率下降。
(5)铁水的含碳量
碳也是转炉炼钢的主要发热元素,≥35%的含 碳量即可满足冶炼要求,而通常铁水含碳4%左右
≤002
Байду номын сангаас
>002~003
>003~005
>005~007
表12 我国一些钢厂用铁水成分
厂家
首钢
鞍钢三 炼 武钢二 炼 包钢
Si 020~
040 052
067
072
化 学 成 分 ω/%
Mn
P
S
040~ 050
≤010
<0050
045 (≤010)① 0013
≤030 ≤0015 0024
173 0580 0047
由于散装料及铁合金消耗量减少,少渣精炼时
钢水和炉渣的氢含量明显减少,可以稳定地得到 终点ωH%<20×106的钢水。 (3) 铁损明显减少
由于渣量减少,渣带走的铁损少。但渣层薄,
烟气带走的烟尘量增多。
9 44 铁水预处理技术 定义:铁水在兑入转炉之 前进行的脱硫 脱磷或脱硅 操作叫做铁水预处理; 目的:减轻高炉、转炉的 负担;提高生产率。
5 钢水中的磷
从炉底吹入氧气; 可与金属液反应生成 FeO,FeO与P反应, 氧也有可能直接氧化 [P]生成P2O5; 从反应 的动力学看,强有力的 搅拌有利脱磷,在吹炼 初期脱磷率可达40 %~60%,以后保持平 稳,吹炼后期脱磷加快。 复吹磷的分配系数相当 于底吹,而比顶吹高。
最新版本氧气顶底复吹转炉设计
300吨氧气顶底复吹转炉设计1 转炉炉型及各部分尺寸1.1 转炉炉型及其选择转炉由炉帽、炉身、炉底三部分组成。
转炉炉型是指由上述三部分组成的炉衬内部空间的几何形状。
由于炉帽和炉身的形状没有变化,所以通常按熔池形状将转炉分为筒球型、锥球型和截锥型等三种。
炉型的选择往往与转炉的容量有关。
由于筒球型炉型形状简单,砌砖方便,炉壳容易制造,故选择筒球型。
1.2 转炉炉型各部分尺寸的确定转炉炉型各部分尺寸,主要是通过总结现有转炉的实际情况,结合一些经验公式并通过模型试验来确定。
1.熔池尺寸(1) 熔池直径D 。
熔池直径是指转炉熔池在平静状态时金属液面的直径。
t G K D /=式中 D —熔池直径,m ; K —系数,参见表4.1;G —新炉金属装入量t ,可取公称容量;t —平均每炉钢铁纯吹氧时间,min ,参见表4.2。
表4.1 系数K 的推荐值转炉容量<30 30~100 >100 备注K1.8~2.11.75~1.851.5~1.75大容量取下限,小容量取上限表4.2 平均每炉钢冶炼时间推荐表转炉容量 <30 30~100 >100 备注冶金时间 28~32 32~38 38~45结合具体条件确定吹氧时间12~1614~1816~20结合炉子公称容量的大小,取t=18,K=1.5故t G K D /==1.5×18/300=6.124m 。
(2) 熔池深度h 。
熔池深度是指转炉熔池在平静状态时金属液面到炉底的深度。
对筒球型熔池直径D 及池深h 有如下关系32046.090.70D hD V -=池m D D V h .8241.124690.70.124646.0043.4890.7046.002323=⨯⨯+=+=池这里 43.489.6300====铁铁池ρGV V m ³。
2.炉帽尺寸的确定(1) 转炉一般都用正口炉帽,其主要尺寸有炉帽倾角,炉口直径和炉帽高度。
取炉帽倾角θ=60°。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
300吨氧气顶底复吹转炉设计
1 转炉炉型及各部分尺寸
1.1 转炉炉型及其选择
转炉由炉帽、炉身、炉底三部分组成。
转炉炉型是指由上述三部分组成的炉衬内部空间的几何形状。
由于炉帽和炉身的形状没有变化,所以通常按熔池形状将转炉分为筒球型、锥球型和截锥型等三种。
炉型的选择往往与转炉的容量有关。
由于筒球型炉型形状简单,砌砖方便,炉壳容易制造,故选择筒球型。
1.2 转炉炉型各部分尺寸的确定
转炉炉型各部分尺寸,主要是通过总结现有转炉的实际情况,结合一些经验公式并通过模型试验来确定。
1.熔池尺寸
(1) 熔池直径D 。
熔池直径是指转炉熔池在平静状态时金属液面的直径。
t G K D /=
式中 D —熔池直径,m ; K —系数,参见表4.1;
G —新炉金属装入量t ,可取公称容量;
t —平均每炉钢铁纯吹氧时间,min ,参见表4.2。
结合炉子公称容量的大小,取t=18,K=1.5故
t G K D /==1.5×18/300=6.124m 。
(2) 熔池深度h 。
熔池深度是指转炉熔池在平静状态时金属液面到炉底的深度。
对筒球型熔池直径D 及池深h 有如下关系
32046.090.70D hD V -=池
m D D V h .8241.124
690.70.124646.0043.4890.7046.002
323=⨯⨯+=+=池
这里 43.489
.6300====铁铁池ρG
V V m ³。
2.炉帽尺寸的确定
(1) 转炉一般都用正口炉帽,其主要尺寸有炉帽倾角,炉口直径和炉帽高度。
取炉帽倾角θ=60°。
(2) 炉口直径d 。
在满足顺利兑铁水和加废钢的前提下,应适当减小炉口直径,以减少热损失。
炉口直径一般为熔池直径的43%~53%。
小炉子取上限,大
炉子取下限。
取 d=43%D=0.43×6.124=2.633m
(3) 炉帽高度H 帽。
为了维护炉口的正常形状,防止因砖衬蚀损而使其迅速扩
大,在炉口上部设有高度H 口=300mm 的直线段。
因此炉帽高度为:
()口帽H d D H +-=θtan 21= 1∕2(6.124-2.633) ×tan60°﹢0.3=
3.323m 。
炉帽总容积为: ()()
口口帽
帽H d d Dd D H H
V 2224
12⨯+---=
π
π
=π÷12﹙3.323-0.3﹚﹙6.124 ²+6.124×2.633+
2.633²﹚+π÷4×2.633²×0.3=49.565m ³。
3. 炉容比的确定
炉容比指转炉有效容积V t 与公称容积G 之比V t /G ,取炉容比为0.8m 3/t ,则
V t =240m 3
4. 炉身尺寸的确定
转炉炉帽以下,熔池面以上的圆柱体部分称为炉身,其直径与熔池直径是一致的故需确定的尺寸是炉身高度H 身。
()2
2-44D
V V Vt D V H ππ池帽身身-===4.989m 。
5.出钢口尺寸的确定
出钢口内口一般都设计在炉帽与交界处,以使转炉出钢时其位置最低,便于钢水全部出净。
出钢口的主要尺寸是中心线的水平倾角和直径。
出钢口中心线水平倾角和直径θ1。
为了缩短出钢口长度,以利于维修和减少钢液二次氧化及热损失,大型转炉的θ1趋于减小。
取θ1=15°
出钢口直径d 出。
出钢口直径决定着出钢时间,因此随着炉子容量而异。
通常d 出按下面的经验公式确定:
d 出=2433.2430075.16375.163==⨯+=+cm G mm
2 转炉炉衬
2.1炉衬材质选择
转炉炉衬寿命是一个重要的技术经济指标,受许多因素的影响,特别是受冶炼操作工艺水平的影响比较大。
但是,合理选用炉衬的材质是提高炉衬寿命的基础。
根据炉衬的工作特点,其材质选择应遵循以下原则:
(1)耐火度(即在高温条件下不熔化的性能)高;
(2)高温下机械强度高,耐急冷急热性能好;
(3)化学性能稳定;
(4)资源广泛,价格便宜。
2.2 转炉炉型各部分尺寸的确定
通常炉衬由永久层、填充层和工作层组成。
永久层紧贴炉壳,修炉时一般不予拆除。
其主要作用是保护炉壳,该层常用镁砖砌筑。
填充层介于永久层与工作层之间,一般用焦油镁砂捣打而成。
其主要功能是减轻炉衬受热膨胀时对炉壳产生挤压和便于拆除工作层,也有的转炉不设填充层。
工作层系指与金属、熔渣和炉气接触的内层炉衬,工作条件极其苛刻。
目前,该层多用镁碳砖和焦油白云石综合砌筑。
炉帽可用二步煅烧镁砖,也可根据具体条件选用其他材质。
炉帽:永久层150mm,填充层100mm,工作层650mm;
炉身(加料侧):永久层200mm,填充层100mm,工作层850mm;
炉身(出钢侧):永久层200mm,填充层100mm,工作层750mm;
炉底:永久层400mm,工作层750mm。
永久层选用镁砖砌筑,填充层选用焦油镁砂捣打而成,工作层选用镁碳砖和焦油白云石砖综合砌筑。
炉帽钢板厚度取75mm,炉身钢板厚度取85mm,炉底钢板厚度取85mm。
3 砖型选择
砌筑转炉炉衬选择砖型时应该考虑以下原则:
(1)在可能条件下,尽量选用大砖,以减少砖缝,还可提高筑炉速度,减轻劳动强度;
(2)力争砌筑过程中不打或少打砖,以提高砖的利用率和保证砖的砌筑质量;
(3)出钢口用高压整体成型专用砖,更换方便、快捷;炉底用带弧形的异形砖;
(4)尽量减少砖型种类。
4 转炉高宽比
高宽比系指转炉炉壳总高H
总与炉壳外径D
壳
之比值,实际上它只是作为炉型
设计的校核数据。
5 校核
mm
11371854007501824498933233=+++++=+++++=δδδ永久层工作层身帽总h H H H mm
85941008520085061242
1
22122=++++⨯⨯=++++=)()(永久层填充加料侧工作层壳δδδδD D 32.18594/11371/≈=总总D H
顶底复吹转炉高径比推荐值为1.25~1.45,大炉子取下限,小炉子取上限。
故对于300t 顶底复吹转炉符合要求。