冲孔凹模加工设计
Z字形弯曲冲孔冲压模具设计

目录第1章前言1第2章冲压件工艺分析22.1材料性能分析22.2工件结构形状分析2第3章工艺参数计算33.1毛坯尺寸的计算33.2弯曲回弹33.3最小弯曲半径43.4弯曲工作尺寸计算53.4.1弯曲凸凹模间隙53.4.2凹模圆角半径53.5冲孔工艺计算63.5.1冲裁间隙的确定63.5.2刃口尺寸的计算及依据与法则6第4章冲压力计算及冲压设备选择84.1冲压力的计算84.1.1弯曲力84.1.2卸料力84.1.3冲孔力84.2冲压设备的选择94.3冲压设备校核9第5章模具总体结构设计115.1模具类型选择115.2定位方式的选用115.3卸料装置的设计115.4模具材料的选择11总结12参考文献13第1章前言冲压是使板料经分离或成形而得到制件的加工方法。
冲压利用冲压模具对板料进行加工。
常温下进行的板料冲压加工称为冷冲压。
模具是大批生产同形产品的工具,是工业生产的主要工艺装备。
模具工业是国民经济的基础工业。
模具可保证冲压产品的尺寸精度,使产品质量稳定,而且在加工中不破坏产品表面。
用模具生产零部件可以采用冶金厂大量生产的廉价的轧钢钢板或钢带为坏料,且在生产中不需加热,具有生产效率高、质量好、重量轻、成本低且节约能源和原材料等一系列优点,是其他加工方法所不能比拟的。
使用模具已成为当代工业生产的重要手段和工艺发展方向。
现代制造业的发展和技术水平的提高,很大程度上取决于模具工业的发展。
目前,工业生产中普遍采用模具成形工业方法,以提高产品的生产率和质量。
一般压力机加工,一台普通的压力机设备每分钟可成形零件几件到几十件,高速压力机的生产率已达到每分钟数百件甚至上千件。
据不完全统计,飞机、汽车、拖拉机、电机、电器、仪表、等产品,有60%左右的零件是用模具加工出来的;而自行车、手表、洗衣机、电冰箱及电风扇等轻工业产品,有90%左右的零件时用模具加工出来的;至于日用五金、餐具等物品的大批量生产基本上完全靠模具来进行。
冲孔模具 设计标准

冲孔模具设计标准冲孔模具的设计标准包括以下方面:1. 冲头:必须使用带顶针的类型。
2. 脱料板:材质一般用A3,固定方式如结构简图所示,导柱导套品牌按客户要求选择。
为防止活动工件(比如弹簧)从模具中飞出造成伤害,脱料板周边需要加防护角铁。
3. 压料板:起压料作用,作用于料片上防止产品变形。
4. 弹簧:是模具中广泛应用的弹性零件,主要用于卸料、压料、推件及顶出等功能。
长度选择应保证开模状态下预压缩2mm左右,闭模状态弹簧压缩量小于或等于最大压缩量。
冲孔模和成形模用绿色弹簧,如有特殊需要,可考虑其它规格。
弹簧规格优先选用Φ25,特殊情况可选用其它规格。
弹簧孔中心到距离约等于弹簧外径,与其它弹簧孔保持实际壁厚大于5MM。
弹簧排列优先考虑受力重点部位,然后再考虑整体受力均衡性。
5. 下模入子:固定在下模板内,正面不能倒角,其品牌按客户要求使用。
6. 球锁冲头:需要快拆,在不影响脱料板强度的情况下,优先选择快拆球锁座子。
7. 冲裁间隙:按结构通用标准()冲裁间隙做。
在客户没有特殊要求的前提下,冲头在脱料板的间隙放。
冲头进入凹模5-8MM(特殊情况下请部门负责人确认)。
8. 等高套筒:规格一般有M6、M8、M10三种。
综合考量活动板大小以及受力状况,一般优先选用M8,考量模板大小可选用M6、M10。
根据活动板行程,及相关板厚决定套筒长度。
一般排完等高筒后再排其它五金件。
优先考虑受力重点部位,其次考虑受力均衡性。
这些标准是根据一般的实践经验和行业规范总结出来的,具体的设计要求可能会根据实际的应用场景和客户需求有所不同,建议根据具体情况进行设计调整。
德式钳工锤冲孔整形模设计

德式钳工锤冲孔整形模设计张勤河,高军*山东大学+山东济南#,$$)(-摘要:介绍了一种德式钳工锤冲孔整形模具,利用该模具可有效避免德式钳工锤热锻工艺中冲孔时的变形,提高了产品质量。
并阐述了模具的整体结构及工作过程,指出了模具设计要点。
关键词:冲孔整形模;德式钳工锤;锻造中图分类号:./01,%#文献标识码:2文章编号:($$(3#()1*#$$#-($3$$#)3$0!"#$%&’()*"+$",-$&%.&/0$1$&%!$"(’,)*"2",3.&40)56"7$))",8#9.33",!"#$%&’()*+,%#-./(01*2(34(56(’7+89’:;,.’(2(,1*2(34(5<=>>?@,A *’(2B :;#),.-)C #D ’+8E ’(52(39’F ’(53’+G 48H 2(/G 2E :/8’(5:*+%+8H 2()9:;I +G ’::+8J9*2H H +8K 29’(:843/E +3LM ’:*:*+3’+,:*+3+G 48H 2:’4(4G %+8H 2()9:;I +G ’::+8J 9*2H H +8K *’I +D ’+8E ’(5*4I +9图#模具结构带动上模下行,当接触到坯料后,上成形块与下成形块在橡皮的作用下将坯料压紧并同时下行,由于上模橡皮较硬,迫使下成形块向下运动与凹模两边一起把未压住的材料沿凹模圆角压入凸、凹模间隙,完成4形弯曲。
同时,凸模压紧坯料左边向下沿着下成形块圆角滑入模腔(由凹模、固定块、下成形块、垫板组成),直到上成形块与上模顶紧,下成形块与下模顶紧,凸模压住坯料与固定块紧密接触,完成5形弯曲,与此同时,右边的4形弯曲也得以校正。
然后开模,从上成形块上取下零件。
冲压工艺及模具课程设计说明书(冲孔模)(终稿前稿)
储油油柜端盖冲压工艺及模具课程设计说明书(冲孔模)(终稿前稿)目录设计任务书及零件图 (2)绪论 (4)第一章设计要求 (7)第二章零件工艺性分析 (8)第三章冲压零件工艺方案的确定 (9)第四章工艺参数计算 (10)第五章模具的总体设计及装配 (15)第六章模具的动作过程和操作要求 (18)总结 (19)设计参考文献 (20)设计任务书及零件图任务书专业班级:材料成型及控制工程xxxx设计人:xxx设计题目:储油油柜端盖冲压工艺及模具设计设计参数:1。
零件尺寸如产品图所示。
2。
大批量生产.设计要求:1。
确立合理的工艺流程。
2。
保证材料的利用率及工件的精度3.如原产品设计不合理或工艺性差可提出修改方案.4。
保证模具的实用性和经济性.设计时间:X年X月X日——X年X月X日设计人:xxxx指导老师:xxx零件图如下图所示绪论改革开放以来,随着国民经济的高速发展,市场对模具的需求量不断增长。
近年来,模具工业一直以15%左右的增长速度快速发展,模具工业企业的所有制成分也发生了巨大变化,除了国有专业模具厂外,集体、合资、独资和私营也得到了快速发展。
浙江宁波和黄岩地区的“模具之乡”;广东一些大集团公司和迅速崛起的乡镇企业,科龙、美的、康佳等集团纷纷建立了自己的模具制造中心;中外合资和外商独资的模具企业现已有几千家。
近年许多模具企业加大了用于技术进步的投资力度,将技术进步视为企业发展的重要动力。
一些国内模具企业已普及了二维CAD,并陆续开始使用UG、Pro/Engineer、I-DEAS、Euclid-IS等国际通用软件,个别厂家还引进了Moldflow、C—Flow、DYNAFORM、Optris和MAGMASOFT等CAE软件,并成功应用于冲压模的设计中。
以汽车覆盖件模具为代表的大型冲压模具的制造技术已取得很大进步,东风汽车公司模具厂、一汽模具中心等模具厂家已能生产部分轿车覆盖件模具。
此外,许多研究机构和大专院校开展模具技术的研究和开发.经过多年的努力,在模具CAD/CAE/CAM技术方面取得了显著进步;在提高模具质量和缩短模具设计制造周期等方面做出了贡献。
工件冲压模具设计(含全套CAD图纸)

L型工件冲压模具设计(含全套CAD图纸)说明书设计题目:L型工件冲压模具设计专业年级:机械设计制造及其自动化2011级学号:姓名:指导教师、职称:2015 年05 月27 日目录摘要 (I)Abstract ................................................................ I I 1 引言............................................................... - 1 -1.1本设计的目的与意义......................................... - 1 -1.2冲压模具在国内外发展概况及存在问题......................... - 1 -1.3课题应解决的主要问题、指导思想和应达到的技术要求 ........... - 2 - 2产品的结构分析和构成 ............................................... - 3 -2.1产品设计................................................... - 3 -2.2制作图及产品基本要求....................................... - 3 -2.3冲裁件的工艺分析........................................... - 4 -2.4确定工艺方案............................................... - 5 -3.计算冲裁力、压力中心和选用压力机................................... - 6 -3.1排样方式的确定及材料利用率的计算........................... - 6 -3.2计算冲裁力、卸料力......................................... - 7 -3.3压力机的选用............................................... - 8 -3.4确定模具压力中心........................................... - 9 -3.5冲裁模间隙与凸凹模刃口尺寸及公差的计算.................... - 10 -4.设计需要的模具.................................................... - 13 -4.1确定模具的结构............................................ - 13 -4.2橡胶的选用................................................ - 14 -4.3模柄的尺寸选用............................................ - 16 -4.4凸模的外形尺寸............................................ - 17 -4.5凸模强度校核.............................................. - 18 -4.6落料凹模尺寸的计算........................................ - 18 -4.7定位零件.................................................. - 19 -4.8卸料装置.................................................. - 19 -4.9模具的闭合高度............................................ - 19 - 结束语.............................................................. - 20 - 参考文献............................................................ - 21 - 致谢................................................................ - 23 -摘要本设计压模进行了冲孔、落料级进模的设计。
落料、冲孔、弯曲复合模设计
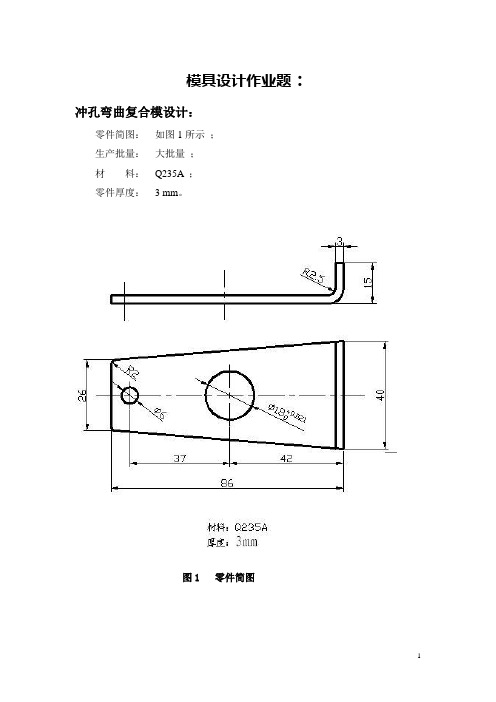
模具设计作业题:冲孔弯曲复合模设计:零件简图:如图1所示;生产批量:大批量;材料:Q235A ;零件厚度: 3 mm。
图1 零件简图1、冲压件的工艺分析以及方案的确定通过对冲压件图样的分析得出对于这类工件,一般采用先落料、冲孔,再弯曲的加工顺序进行加工。
如果把三道工序放到一起,可以大大提高工作效率,降低整个模具的开发成本,能够减轻工作量,节约能源,产品质量稳定而且在加工时不需再将手伸入模具空间, 保护了操作者的人身安全。
将三道工序复合在一起,可以有以下两个不同的工艺方案:方案一、先落料,然后冲孔和弯曲在同一工步;方案二、冲孔为同一工步首先完成,然后再进行弯曲。
采用第一种方案加工工件,不易保证长度尺寸的精度,而且容易磨损内孔冲头,降低模具寿命。
经分析、比较最后确认方案二。
对弯曲的回弹,可以用减小间隙的方法来避免或减小回弹。
该冲压件的形状较为简单对称,由《冷冲压成形工艺与模具设计制造》中的表4-9和表4-11查的,冲裁件内外形达到的经济精度为IT12~IT13,弯曲部分用r=2.5mm 的圆角进行过渡。
除孔0.021018+Φmm 有精度要求外, 其余尺寸的精度要求不高。
Q235- A 钢冲压性能较好, 孔与外缘的壁厚较大, 复合模中的凸凹模壁厚部分具有足够的强度。
因此, 该工件采用落料、冲孔及弯曲复合模加工较合理。
2、主要工艺参数的计算2.1 毛坯尺寸的计算在计算毛坯尺寸前,需要先确定弯曲前的形状和尺寸,又有弯曲半径 r=2.5mm > 0.5t=0.5x3=1.5mm,故这类弯曲件变薄不严重,横断面畸变较小,可以按应变中性层展开长度等于毛坯长度的原则计算毛坯尺寸,即: 12++()180ar kt L l l π+=式中的L ——毛坯的展开长度,k ——与变形程度有关的系数,r K t==2.53 =0.83查书本中表4-5利用插值法算得 k=0.4064,带入数据L=9.5+80.5+3.1490(2.50.40643)180⨯+⨯=95.84 mm2.2 排样的设计与计算排样设计主要确定排样形式、送料步距、条料宽度、材料利用率和绘制排样图。
第2章冲裁模设计-2(凸凹模刃口尺寸计算)
+0.02 (1)凹模尺寸 19.95 0 0 0 (2)凸模尺寸 a ' = (a − 2C min ) 0 −δ = (19.95 − 2 × 0.06) − 0.02 = 19.83 − 0.02 0 0 [ a ' = (a − C min ) 0 −δ = (19.95 − 0.06) − 0.02 = 19.89 − 0.02 ]
B0+ ∆ (内形尺寸) ∆ H ± (长度尺寸) 2 2. 基准型面尺寸计算 说明: (1) 计算结果符合标准形式
凸凹模冲孔间隙选定标准

10
注:
1,凹模高度一般取高度25。在斜面曲面上冲孔,凹模要考虑防转,且凹模刃口深度要根据型面落差加大,相应凹模高度要加大;
2,异形冲头以对角线长度相当于圆冲头直径。
3,冲头长度一般取90,特殊情况下允许用长100;
4。小冲模具冲头长度一般取70,特殊情况下允许用长80。
3
修边冲孔模设计标准
7
冲孔凹模之规定
料厚t
冲孔直径d
凹模外径D2
平面上冲孔刃口深度
t≤2.0
d<7
D2=16
6
7≤d<10
D2=20
8
10<d<15
D2=25
8
15≤d<21
D2=32
8
21≤d<26
25
32≤d<38
D=38
25
38≤d<45
D=45
25
t>2.0
d<7
D=10
16
(2<t≤3.5
双边间隙取
料厚的12℅)
(3.5 <t≤4.5
双边间隙取
料厚的14℅) (4.5< t≤6.0
双边间隙取
料厚的16℅)
(t>6.0双边间隙取
料厚的18℅)
7≤d<10
D=13
19
10≤d<13
D=16
修边冲孔模设计标准
冲孔凸模之规定
料厚t
冲孔直径d(异形孔对角线)
冲头固定部分直径D
冲头刃口长度
t≤2.0
d<7
D=10
16
7≤d<LO10
D=10
19
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冲孔凹模加工设计
1.冲孔凹模的材料选择:冲孔凹模一般采用高硬度、高强度的工具钢或合金工具钢制作,以保证冲压过程中的耐磨性和使用寿命,并且加工后需要进行热处理,以增强其硬度。
常用的材料有优质碳素结构钢、合金结构钢、冷作模具钢等。
2.冲孔凹模的结构设计:冲孔凹模的结构设计主要包括模具形状、模穴尺寸、孔形状和数量等。
根据产品的尺寸和形状要求,合理设计冲孔凹模的结构,确保冲压过程中板材能够顺利进入和退出模具,避免因尺寸设计不合理而导致的问题。
3.冲孔凹模的夹具设计:冲孔凹模加工过程中需要使用夹具将板材固定在冲床上,确保冲击过程中板材的稳定性和准确度。
夹具设计要考虑到夹紧力的大小、夹紧方式的选择和夹具结构的合理设计,以确保加工过程中的安全性和效率。
4.冲孔凹模的防护设计:冲孔凹模加工过程中,由于冲击力较大,容易产生噪音和振动。
为了保证操作人员的安全和健康,需要进行相应的防护设计。
可以采用隔音材料和减震材料进行线性振动的减震和隔音处理,同时采取个人防护措施,如佩戴防护耳塞和防护手套等。
5.冲孔凹模的冲击力计算和调整:冲孔凹模加工过程中,冲击力的大小对冲模和机床有较大的影响。
冲孔凹模的冲击力与板材的材料性质、板材的厚度和冲模的形状等因素有关。
需要合理计算和调整冲击力的大小,以确保冲压过程的稳定性和质量。
以上是冲孔凹模加工设计的一些基本内容,设计师在进行冲孔凹模加工时需要综合考虑以上几个方面的因素,确保模具的稳定性、加工精度和质量。
这样才能生产出满足客户需求的高质量产品。