编码器联轴器的安装要求
编码器安装注意事项(1)ppt课件

技术课:徐少华
2010-1-14
FANUC伺服分离型编码器
一体式伺服分离型编码器
编码器名称
αA 1000S
订单号
A860-0372-T001
最高转速*
4000r/min
TTL/串行信号
*其他技术参数请参考伺服放大器规格说明书
-2-
FANUC伺服分离型编码器
分体式伺服分离型编码器αiCZ Sensor
*其他技术参数请参考伺服放大器规格说明书
-6-
一体式分离型伺服编码器典型安装结构
丝杆末端连轴器直连
ai 主轴电机
非1:1齿轮减速 箱或同步带轮
ai SPM
同步带传动
ai 主轴电机
丝杆
αA1000S
SDU
连轴结直连
αA1000S
丝杆
非1:1齿轮减速 箱或同步带轮
ai SPM
连轴结直连
SDU
-7-
一体式分离型主轴编码器典型安装结构
FANUC主轴分离型编码器
分体式主轴分离型编码器αiBZ
内装主轴电机
的反馈元件,普通主轴电机上也可使用,1vpp信号
编码器名称
防水型
订单号
非防水型
αiBZ Sensor 96
A860-2150-T111
αiBZ Sensor 128H
A860-2150-T211
αiBZ Sensor 192H
A860-2150-T311
-3-
FANUC主轴分离型编码器
一体式主轴分离型编码器
编码器名称
αi position coder α position coder S
订单号
A860-2109-T302 A860-0309-T352
编码器的安装方法

编码器的安装方法
在编码器的现场实际应用中,我们会在安装上遇到各种问题,包括机械方面和电气方面的,如果不注意或是做的不规范,都会影响编码器的正常使用和寿命。
实心轴编码器
实心轴编码器安装会有同步法兰和夹紧法兰等两种安装方式,在安装支架上会有所区别。
1、直接利用编码器法兰端面的安装孔,你来实现编码器与安装支架的固定。
2、利用夹紧法兰的安装凸台,通过夹具(图中2)来实现编码器与安装支架的固定。
3、利用同步法兰的夹紧槽,通过偏心夹具(图中2)来实现编码器与安装支架的固定。
盲孔空心轴编码器
无论增量型或绝对值型编码器,都需要注意轴的长度和轴套的深度是否相配,列如DBS60,一般要求轴的长度不小于15mm,不超过40mm。
而ATM60_SSI,则是一般要求轴的长度不小于15mm,不超过30mm。
通孔空心轴编码器
增量型编码器可以选择夹紧环和安装簧片在同侧或是不同侧的,可以根据现场的安装环境来定,主要是看在安装簧片固定好之后,再去固定夹紧环是否会更方便。
联轴器
1、联轴器安装时,应保持自然的原始状态,不要有任何扭曲;
2、联轴器上的顶丝扭矩一般为0.6Nm,不要使用过大扭矩,导致螺丝损坏;
3、编码器与联轴器的安装需要保持同心,任何偏差都可能导致编码器轴上的机械负载超过额定范围;
机械设零位
增量型编码器可以通过轴或轴套,以及法兰上的标记来设置零位,方便现场编码器
的装配和使用。
通孔/盲孔空心轴编码器上的轴套固定孔对应到法兰面上的零点标志位,就是机械零位。
实心轴编码器的轴上的平面端,其中心线对准法兰上的零点标志位,就是机械零位。
旋转编码器安装事项

旋转编码器安装事项旋转编码器安装步骤1.请牢固安装你的编码器,以免震动而松动.2.当编码器的轴和机器轴联结时,请确保轴的负载不能超过它的最大允许值.3.当编码器的轴通过联轴器和机器的轴联结时,请确保没有偏差.4.请不要用刚性联轴器联结.5.请锁紧联轴器的螺丝以免在使用过程松动.6.请选择合适的联轴器,因为联轴器的重量也是增加轴的负载.7.当用传送带联结时,请用定时传送带,否则传送的角度不精确.8.当使用定时穿送带时,确保传送带的张力是合适的.在使用过程中请注意皮带安装和松脱.9.请避免在旋转过程中径向负载导致皮带轮的震动和偏差.10.当编码器的轴和机器的轴用齿轮联结时,请避免径向负载导致齿轮的部分或整体震动.11.请不要通过联轴器,传送带和齿轮来敲击编码器.12.轴的联结震动应该控制在0.1 T.I.R.实轴类1.编码器轴和驱动轴之间的偏差问题当编码器轴和驱动轴之间有偏差时,必须采取弹性软连接,以免驱动轴的串动,跳动,造成编码器轴系和码盘的损坏.因此在安装编码器时要格外小心,正确选择合适的联轴器.2.轴允许最大负载的问题当编码器通过机械或皮带轮驱动时,请确保轴的负载不要超过最大允许负载值.注意确保传动机械和皮带轮正确的联结在编码器的轴上,以免发生轴无负载.3.使用寿命的问题使用寿命决定于三个因素:: 轴的负载, 最大限速,和工作温度. 假定工作温度在40c下,以最大轴负载来计算具体的使用寿命.空心轴类1.轴向串动轴向串动指的是和编码器联结的驱动轴正面和反面的偏差,任何一面的变化值只能浮动在规定“A”值范围内。
任何超出允许值的变化都将缩短板弹簧和编码器的使用寿命。
请注意这儿的变化不仅指由于使用导致的轴的变动还包括热涨导致偏差.2.径向跳动径向跳动指的是马达震动,“B”值指的是两次震动的总值.超出允许值的变化不仅缩短了编码器和板弹簧的使用寿命,而且因为转动时的震动提高了编码器出错的机率.请妥善保管好产品的规格书.2.端面跳动指的是马达法兰面旋转时产生的摆动偏差,偏差值用“C”表示,半径用“R”表示。
编码器安装

绝对式码盘增量式码盘
齿轮箱
多转绝对编码器霍尔元件
码盘
光源聚光镜
扫描掩模
刻度盘光电池
参考点
1.
操作时注意防静电,严禁用手接触接头处的导电部分。
3.
6.信号线的安装
1.编码器的安装
2.编码器的拆卸
转动速度高达
12,000
模拟真实的机床运动(一个测量系统为:
在电机内部
温度达到
(248
决定测量精度的主要因素有:1.
2.
3.
信号干扰
安装不当
系统精度:
•对内置轴承和内置定子联轴器的旋转编码器已包含在里面
•对采用分离式联轴器内置轴承的旋转编码器必须加上联轴器带入的误差
•对无内置轴承和的旋转编码器,其安装误差、驱动轴轴承误差和扫。
编码器安装

图二
- 15 -
分体式分离型主轴编码器安装注意点
aiCZ主轴编码器
传感器磁齿环
一转信号产生部位 Z相沟槽
传感器磁头2
传感器磁头1 定位销(配 套附件)
◇ 北京发那科机电有限公司技术交流会资料 ◇ 请勿复制或传播 ◇
- 16 -
分体式分离型主轴编码器安装注意点
➢A/B相齿环和Z相齿环发往用户时,已经使用螺钉固定在一起,请不 要拆卸(图一) ➢传感器齿环通过螺钉孔为固定至主轴安装基准面(图二) ➢磁头和齿环的安装间隙在齿环一圈内要合适(0.15mm)、均匀(图三)
编码器名称
防水型
订单号
非防水型
αiBZ Sensor 96
A860-2150-T111
αiBZ Sensor 128H
A860-2150-T211
αiBZ Sensor 192H
A860-2150-T311
αiBZ Sensor 256H
A860-2150-T411
αiBZ Sensor 384
A860-2150-T511
*其他技术参数请参考伺服放大器规格说明书
◇ 北京发那科机电有限公司技术交流会资料 ◇ 请勿复制或传播 ◇
-6-
一体式分离型伺服编码器典型安装结构
丝杆末端连轴器直连
ai 主轴电机
非1:1齿轮减速 箱或同步带轮
ai SPM
同步带传动
ai 主轴电机
丝杆
αA1000S
SDU
连轴结直连
αA1000S
丝杆
非1:1齿轮减速 箱或同步带轮
ai 主轴电机
Belt or gear
ai SPM
主轴
aiCZ sensor (标准型) aiBZ sensor (高精度型)
编码器联轴器的安装要求
编码器联轴器安装要求总结编码器联轴器是现代工业自动化控制系统中重要的组成部分,其安装精度直接影响着整个系统的性能和稳定性。
以下是编码器联轴器安装的主要要求:1.轴心对中在安装编码器联轴器时,首先要确保两轴心的对中。
轴心对中是为了保证联轴器的正常工作,减少转矩的损失和振动。
如果两轴心线没有对中,会导致联轴器产生附加应力,加速联轴器的磨损,降低其使用寿命。
因此,安装时应使用专业的对中工具,确保两轴心的同轴度。
2.安装精度安装编码器联轴器时,需要保证一定的安装精度。
首先要确保联轴器与轴的配合公差符合设计要求。
过松的配合会导致联轴器在高速旋转时产生振动,而过紧的配合则可能损坏联轴器。
其次,在安装过程中要保持联轴器的清洁,避免杂质进入联轴器内部,影响其性能。
3.锁紧与固定在安装完成后,要确保联轴器的锁紧和固定。
锁紧和固定是为了保证联轴器在运行过程中的稳定性和可靠性。
锁紧和固定的方法有多种,如螺栓、键、胀套等。
选择合适的锁紧和固定方式,既要保证联轴器的固定,又要方便日后的维护和更换。
4.信号稳定编码器联轴器作为传递运动和转矩的部件,其信号的稳定性对整个控制系统至关重要。
在安装时,要确保编码器联轴器与编码器的连接紧密,避免信号丢失或失真。
此外,在运行过程中,要定期检查编码器联轴器的信号稳定性,如有异常应及时处理。
5.防锈与保护为了防止编码器联轴器受到腐蚀和锈蚀,需要对其进行防锈与保护。
首先,在安装前应彻底清洁联轴器表面,防止残留杂质导致锈蚀。
其次,对于暴露在外的联轴器表面,可以涂上适量的防锈油,以减小水分和空气对联轴器表面的侵蚀。
此外,对于工作环境较为恶劣的情况,可以考虑使用密封性较好的编码器联轴器,以隔绝外界杂质和水分。
总之,正确的安装编码器联轴器是保证其性能和稳定性的关键。
在安装过程中,要重点关注轴心对中、安装精度、锁紧与固定、信号稳定以及防锈与保护等方面,确保编码器联轴器能够正常、稳定地工作。
同时,定期检查和维护也是保证编码器联轴器长期稳定运行的重要措施。
光电编码器安装与使用
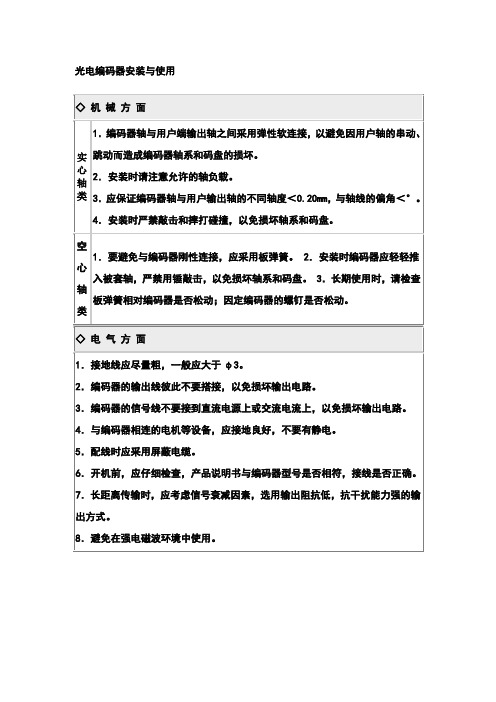
5.配线时应采用屏蔽电缆。
6.开机前,应仔细检查,产品说明书与编码器型号是否相符,接线是否正确。
7.长距离传输时,应考虑信号衰减因素,选用输出阻抗低,抗干扰能力强的输出方式。
8要避免与编码器刚性连接,应采用板弹簧。 2.安装时编码器应轻轻推入被套轴,严禁用锤敲击,以免损坏轴系和码盘。 3.长期使用时,请检查板弹簧相对编码器是否松动;因定编码器的螺钉是否松动。
◇电 气 方 面
1.接地线应尽量粗,一般应大于φ3。
2.编码器的输出线彼此不要搭接,以免损坏输出电路。
3.编码器的信号线不要接到直流电源上或交流电流上,以免损坏输出电路。
光电编码器安装与使用
◇机 械 方 面
实心轴类
1.编码器轴与用户端输出轴之间采用弹性软连接,以避免因用户轴的串动、跳动而造成编码器轴系和码盘的损坏。
2.安装时请注意允许的轴负载。
3.应保证编码器轴与用户输出轴的不同轴度<0.20mm,与轴线的偏角<°。
4.安装时严禁敲击和摔打碰撞,以免损坏轴系和码盘。
编码器安装通用指引

本技术文档提供参考方案,旨在解决因机械安装和布线造成的编码器的故障。
一般指引请不要敲击编码器请不要敲击编码器!!请不要使编码器承受超出轴所允许的负载请不要使编码器承受超出轴所允许的负载!! 请不要打开编码器内部请不要打开编码器内部!! 请不要使用刚性联轴器不要使用刚性联轴器!!请不要机械加工编码器本体或者轴请不要机械加工编码器本体或者轴!!每种产品的安装方式都不尽相同,所以难于提供所有安装方式的信息。
按照以下安装指引,结合相应的安装规范仔细安装,能保证产品运行的长久性。
柔性联轴器,伺服夹环,安装螺丝等其他安装硬件是不包含在编码器中的,如需要请与厂家联系。
编码器安装及接线指导机械安装实心轴类1、编码器轴与用户端输出轴之间采用弹性软连接,以避免因用户轴的串动、跳动而造成编码器轴系和码盘的损坏。
2、安装时请注意允许的轴负载。
3、应保证编码器轴与用户输出轴的不同轴度<0.20mm ,与轴线的偏角<1.5°。
4、安装时严禁敲击和摔打碰撞,以免损坏轴系和码盘。
空心轴类1、要避免与编码器刚性连接。
2、 安装轴的尺寸请参照对应的说明。
3、安装时编码器应轻轻推入被套轴,严禁用锤敲击,以免损坏轴承和码盘。
4、长期使用时,检查固定编码器的螺钉是否松动。
典型机械安装方式之一典型机械安装方式之一::伺服法兰型1、固定机器上的驱动轴;不能将编码器轴与机器直接相连接,通常采用柔性联轴器。
2、安装联轴器(1)到编码器上,请注意联轴器不要接触到编码器表面;3、将带螺丝(3)的伺服夹环(2)推到安装法兰表面,但不要锁紧螺丝;4、旋转伺服夹环(2)以便将编码器推入到位5、旋转伺服夹环(2)进入到伺服套子中,然后轻轻缩紧。
6、在驱动轴上固定好联轴器(1)并尽量减少角度和水平对准误差以保证联轴器和编码器安装误差在允许范围内。
7、锁紧伺服夹环上的3个螺丝。
典型机械安装方式之二典型机械安装方式之二::夹紧法兰型1、固定机器上的驱动轴;不能将编码器轴与机器直接相连接,通常采用柔性联轴器。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
编码器联轴器的安装要求
编码器联轴器的安装要求如下:
1. 安装位置:编码器联轴器应安装在机械或设备的旋转轴上,以便传递旋转运动,并保持与其他组件的正确定位。
2. 轴直径:编码器联轴器的内孔直径应与旋转轴的直径相匹配,以确保联轴器与轴的紧密连接。
3. 安装精度:在安装编码器联轴器时,要求安装精度高,以确保联轴器的轴线与机械或设备的旋转轴的轴线一致。
4. 连接方式:根据具体的应用要求,可以选择不同的联轴器连接方式,如刚性联轴器、弹性联轴器等。
5. 防震措施:在一些高速、高振动或高冲击负载的应用中,可能需要采取防震措施,以减少联轴器的振动和冲击。
6. 填料材料:根据运动环境的要求,选择适当的填料材料,以确保编码器联轴器在运动过程中的稳定性和耐用性。
7. 安装固定:使用合适的螺栓和螺母将编码器联轴器牢固地安装在机械或设备上,确保联轴器与其他关键组件的连接安全可靠。
8. 检测和调整:在安装完成后,需要进行联轴器的检测和调整,
以确保联轴器工作正常,没有不正常的振动、噪音和漏油等现象。