Y41-25T-00液压机说明书
Y41-100单柱校正压装液压机操作规程

Y41-100单柱校正压装液压机操作规程一、技术性能和参数1、电压:380V。
2、频率:50HZ。
3、最大压力:100T。
二、操作步骤1、打开压力机电源。
2、确认液压系统压力正常,工作横梁运动灵活。
3、被压工件要放在工作台面中间与主轴同心,并垫放平稳。
4、工作完毕,切断电源,擦清机床,打扫场地,保持清洁。
三、紧急情况处理1、在工作时电气设备电路制动器等发生损坏或电压突然下降很剧烈必须很快停止工作,将电源切断后进行检查。
2、当液压系统过热时,检查内容及处理方法为:安全阀压力调定值不适或有故障,检查调定值并进行整理;内部漏油(泵磨损),检查泵的内中漏油情况并进行更换。
油的粘度过高或过低,检查油的粘度是否合适。
四、注意事项1、开车前应先检查各紧固件是否牢靠,各运转部分及滑动面有无障碍物,油箱油液是否充足,油质是否良好,限位装置及安全防护装置是否完善,电路及接地是否良好。
2、开机前先作空运转,检查各按钮、开关、阀门、限位装置等是否灵活可靠,方可开始工作。
3、压长大工件时,要用支架撑好,避免由于工件受力变形在松压时倾倒,不准用手扶着被压工件。
7、油缸活塞发现抖动或油泵发出尖叫时必须排出气体。
8、操纵阀与安全阀失灵或安全保护装置不完善时,不得进行工作,调节阀及压力表严禁他人乱调乱动,操作者在调整完后必须紧固。
五、故障查询及排除1、液压系统不能供油:油箱油位过低,查找油箱泄露处,并将油位加到正常位置。
吸油管路堵塞,检查吸油管及滤油器,排除阻塞物。
油液粘度过高,排空油箱,应换低粘度油。
2、系统没有压力:参考上述不有供油的分析与处理;安全阀误动作,检查压力调定值并进行调整;阀漏油,查找失效密封,更换或修理;安全阀弹簧失效,更换弹簧;由于杂质作用,阀不能打开,拆开并清洗;阀处于开启状态,检查电路,拆卸清洗,必要时修理或更换3ER 设备管理大视野。
Y41-200单柱校正压装液压机操作使用说明书
Y41-200单柱校正压装液压机操作使用说明书Y41-200单柱校正压装液压机操作使用说明书1、用途和特点本机器主要作轴类和其它类似零件的校正和压装工作,也可作板形零件的浅拉伸、成型、落料等工作。
其滑块速度能实现快慢速调整,能够适应以上各种用途的工艺要求。
机器的工作压力可在规定范围内任意调整,行程大小可以控制,工作式分为手动、脚踏两种。
2、主要技术规格和参数序号项目单位数值1 公称力KN 20002 液压最大工作压力Mpa 253 滑块行程mm 7104 滑块下行速度mm/s 255 滑块回程速度mm/s 706 滑块至工作台最大距离mm 12007 喉深mm 3808 工作台距地面高度mm 7009 落料孔尺寸mm Φ20010 工作台尺寸左右mm 850前后mm 16011 外型尺寸左右mm 1100 前后mm 1800 高mm 326012 泵参数高压泵额定工作压力Mpa 31.5最大工作压力时流量L/min 15 低压泵额定工作压力Mpa 16最大流量L/min 10013 电机功率2台KW 1514 机器重量Kg ≈7200第三节试车操作及故障排除方法打开设备后盖,往油箱内注入纯度N32#—46液压油约500升(即不低于液位计下限),按上三相四线制电源,松开压力表节门与远程调压阀即可试车。
首先合上空气开关,电源指示灯亮,点按启动按钮,检查电动机转向,风叶为顺时针旋转。
拉下操作手柄(或踩下脚踏板),慢慢顺时针拧紧调压阀手柄,至滑块下行,松开操作手柄滑块回程。
往复数次使滑块上下运动平衡后,在滑块与工作台之间放一平行,不低于500mm的压块,动作时滑块压住压块后,调整调压阀到所需压力,最大不超过25Mpa.维护保养及安全操作规程:1. 定期对本机器进行清洁保养。
2. 检查油位不低于液位计下限,并每年对液压油进行一次过滤或更换。
3. 对操纵机构和磨擦部位应注入油润滑。
4. 工作一段过程,应关闭压力表节门,以延长压力表使用寿命。
四柱液压机使用手册

四柱液压机使用手册介绍本手册旨在为用户提供有关四柱液压机的详细信息和正确使用方法。
请仔细阅读本手册并按照说明进行操作,以确保安全和有效地使用液压机。
安全须知在使用四柱液压机之前,请务必遵循以下安全须知:1. 确保你已经接受过液压机的操作培训,并熟悉基本的安全操作规程。
2. 使用四柱液压机时,戴上所需的个人防护装备,如安全眼镜、手套和防护罩。
3. 在操作液压机之前,检查所有的安全设施和防护装置是否正常工作。
4. 在液压机操作期间,不要将手部或其他身体部位放在移动部件的范围内。
5. 在进行维修、清洁或调整时,务必先关闭电源,并确保机器停止运行。
操作步骤按照以下步骤正确操作四柱液压机:1. 打开电源开关,确保液压机连接到稳定的电源。
2. 调整工作台的高度和位置,以适应当前工作需求。
3. 将待加工物件放置在工作台上,并调整位置和固定方式。
4. 手动调整液压机的液压缸行程和速度,以满足加工要求。
5. 按下启动按钮,液压机开始运行,并根据设定的行程和速度完成加工。
6. 在加工完成后,及时停止液压机,并将加工件取出。
7. 关闭电源开关,断开液压机与电源的连接。
8. 清理工作区域,确保液压机周围的环境整洁。
维护保养正确的维护保养能够延长液压机的使用寿命和提高工作效率。
以下是一些维护保养的建议:1. 每天使用液压机之前,检查液压油的油位,并根据需要添加或更换液压油。
2. 定期清洁液压机的外壳和周围的环境,以防止灰尘和杂物的堆积。
3. 定期检查液压机的各部件是否磨损或松动,如有问题及时修复或更换。
4. 在液压机闲置时,使用防尘罩覆盖机器,以防止灰尘和异物的进入。
故障排除在使用四柱液压机时,可能会出现一些故障情况。
以下是几个常见的故障和可能的解决方法:1. 液压机运行缓慢或不启动:- 检查电源连接是否正常。
- 检查电源开关是否打开。
- 检查液压油是否充足。
- 检查紧急停止按钮是否按下。
2. 液压机运行时异常噪音:- 检查液压机各部件是否松动。
双柱、四柱万能液压机技术参数
双柱、四柱万能液压机技术参数出处:本站整理日期:2008-1-22产品名称型号公称压力(吨) 滑块行程(毫米) 滑块下平面至工作台的最大距离(毫米) 工作台尺寸(前后×左右)(毫米) 液体最大工作压力(公斤/厘米²) 滑块工作速度(毫米/秒) 最大拉伸深度度(毫米) 电机净重(吨) 外形尺寸(长×宽×高)(毫米) 生产厂主电机总容量台数双柱万能液压机 Y31-25T 25 250 450 左右320前后320 250 5 12 3 1 920kg 900×1084×1888 浙江湖州机床厂四柱式万能液压机 YA32-40A 40 350 500 460×460 25 50(空载)10(负荷) 5.5 5.5 1 1.6 1160×720×2254 南通锻压机床厂 YB32-40 40 520 320 400×400 10 5.5 1.5 1230×1115×2250 浙江安吉机床厂 YB32-40T 40 320 520 左右400前后400 250 10 5.5 瓩 1 1.5 1115×1230×2250 浙江湖州机床厂 YZ32-40 40 400 600 400×400 250 10 5.5 1 1.95 2406×1305×1484 重庆液压机床厂液压机 YA32-45 45 300 600 600×820 300 4-10.8 154 5.5 5.5 1 2.5 1400×820×2165 永新仪表专用设备厂 YA32-45 45 300 600 600×820 300 4-10.8 154 5.5 5.5 1 2.5 1400×820×2165 四柱式万能液压机 SY4-45A 45 250 580 420×390 320 31.5 1 1.4 2170×623×1002 重庆液压机床厂四柱液压机 Y52-50A 50 400 600 420×420 3202.5 2.2 2.2 1 1.1 1030×640×2220 成都液压机厂 Y32-50B 50 400 600 420×420 250 4.5 5.5 5.5 1 1.5 1360×1050×2220 Y32-50C 50 400 600 420×420 250 10 5.5 5.5 1 2 1360×1050×2220 四柱式万能液压机 YC32-63T 63 500 800 左右570前后500 250 10 5.5 瓩 1 2.5 1700×2000×2900 浙江湖州机床厂四柱液压机 YG32-63 63 500 800 500×500 250 107.5 7.5 1 2.5 1850×1700×3385 成都液压机厂 YB32-63A 63 400 600 520×490 250 9 7.58.3 2 2.5 1975×1150×2590 汉阳锻压机床厂 YC32-100 100 600 900 630×630 265 16.1 200 11 1 3.2 宜昌市机床工业公司四柱式万能液压机 YB32-100B 100 600 900 720×580 25 22-14 11 11 1 2.2 2160×1540×3020 南通锻压机床厂四柱万能液压机 YE32-100T 100 600 900 左右630前后630 250 6.3 10 瓩 1 4.5 1900×1400×3310 浙江湖州机床厂 Y32-100T 100 600 900 左右630前后630 250 6.3 10 瓩 1 4.32 1700×1250×3310 YF32-100T 100 600 900 左右630前后630 250 10 7.5 瓩 1 4.2 1830×1930×3310 四柱液压机 YG32-100A 100 600 900 630×630 260 12 11 11 1 4.3 2045×1530×3200 成都液压机厂 YG32-100B 100 600 900 630×630 260 10 11 11 1 4.3 2045×1530×3200 YG32-100G 100 600 1120 1200×1200 260 18 15 15 1 11.5 3200×2000×4020 四柱式万能液压机 Y32-100HY 100 600 900 800×430 250 ≥80 300 10 10 1 3.5 950×580×3030 山东海阳锻压机床厂四柱万能液压机YX32-100 100 600 900 720×580 250 10 15 15 1 3 900×580×3270 徐州锻压设备制造厂SY4-100 100 400 900 630×630 265 3 5.5 1 3.5 2990×1336×2042 重庆液压机厂四柱液压机 YB32-100A 100 600 900 720×580 250 10 13 13.8 2 3 2160×1150×3162 汉阳锻压设备厂四柱万能液压机 YB32-150A 150 400 1045 600×615 300 2.6 7.5 1 4 3138×2065×2505 重庆液压机厂液压机 Y32-160 160 600 1000 700×700 250 1.6 250 7.5 8.25 2 5 2370×1950×3700 永新仪表专用设备厂四柱液压机 YG32-160 160 600 900 680×680 260 10 11 14 2 6 2076×1600×3330 成都液压机厂 YG32-160A 160 600 900 800×800 260 10 11 11 1 8 2200×1600×3330 YG32-160G 160 600 1120 1200×1200 260 18 15 15 1 11.5 3200×200×4020 四柱万能液压机 YC32-160 160 500 910 660×690 250 8 15 1 6 3420×1720×2370 重庆液压机厂四柱式万能液压机 YA32-200D 200 700 1100 930×875 25 100-12 22 22 1 10 2825×2060×3725 南通锻压机床厂 YT32-200A 200 710 1200 900×900 25 90-18 2222 1 10 2410×1600×3791 四柱万能液压机 YB32-200T 200 710 1120 左右900前后900 250 10 15.55 瓩 1 10 2865×2100×3541 浙江湖州机床厂 YX32-200 200 710 1120 1000×940 250 8 22 22 1 13 2780×2120×3950 徐州锻压设备制造厂四柱液压机 YG32-200A 200 710 1120 900×900 250 18 250 22 22 1 11 2860×1860×4280 成都液压机厂 YH32-200 200 710 1120 900×900 100 5 11 3000×910×3875 合肥锻压机床厂四柱万能液压机 YB32-300 300 800 1240 1210×1140 200 6.8 400 22 1 16 5660×2000×3400 重庆锻压机床厂四柱式万能液压机 YA32-315 315 800 1240 1400×900 210 ≥80 400 15 15 1 15.6 1600×1500×5000 山东海阳锻压机床厂 Y32-315 315 800 1240 1400×900 210 ≥80 15 15 1 15.5 1600×1500×5000 YA32-315D 315 800 1250 1260×1120 25 100-8 22 22 1 15 3235×2060×4295 南通锻压机床厂 YT32-315A 315 800 1250 1120×1120 25 100-12 22 22 1 17 2760×2525×4223 四柱万能液压机 YA32-315F 315 800 1250 左右1260前后1160 250 8 22.6 瓩 1 14 1660×1160×4900 浙江湖州机床厂四柱液压机 YB32-315 315 800 1120×1120 1222 15 3235×2060×4295 山东淄博锻压机床厂 YB32-315YG32-315 315 800 1250 1120×1120 280 12 300 22 22 1 13.5 3200×1860×4920 成都液压机厂 YG32-315A 315 800 1250 1400×1400 280 12 300 22 22 1 30 4060×1860×4920 YH32-315A 315 800 1250 1220×1220 >100 22 16 3400×1200×4850 合肥锻压机床厂四柱万能液压机 YX32-315 315 800 1250 1260×1160 250 10 22 22 1 15 3100×2120×4295 徐州锻压设备制造厂四柱液压机 YD32-315 315 800 1250 1120×1120 255 12 300 22 1 14.5 宜昌市机床工业公司 YJ-011 315 800 1250 1600×1200 255 12 22 22 1 18 YD32-315 315 800 1250 1260×1160 250 10 22 22 1 15 2745×2160×4295 汉阳锻压设备厂 YS32G-315B 315 800 1250 1400×1250 250 10 22 1 29 3100×1800×4455 四柱式双动薄板拉伸液压机Y28-250/315 315 900 1100 900×920 320 ≥80 450 22 24.2 2 29 3170×2150×4350 山东海阳锻压机床厂四柱式万能液压机 YA32-500 500 900 1300 2000×1500 200 ≥80 450 22 44 2 23 2500×2000×6000 四柱液压机 YB32-500 500 900 1400×1400 10 44 34 3400×3600×5220 山东淄博锻压机床厂 YB32-500 四柱万能液压机YC32-500 500 900 1500 1200×1238 280 5.8 30 1 21.5 5111×2450×3400 重庆锻压机床厂四柱液压机 YG32-500 500 900 1500 1400×1400 250 10 300 44 44 2 35 4060×3525×4995 成都液压机厂 Y32-500 500 900 1500 1400×1400 ≥150 60 37 4070×1648×5760 合肥锻压机床厂 YH32-500 500 900 1500 1400×1400 200 45 30 4390×1700×5348 HD-022 500 900 1500 2000×1500 >150 60 45 4700×1848×5810 四柱万能液压机 YX32-500 500 900 1500 1400×1400 250 10 22 44 2 35 3800×3500×5220 徐州锻压设备制造厂 YX32G-500 500 900 1800 1400×1400 250 >25 4 180 4 ≈37 2100×1400×5220 YX32-500B 500 900 1500 2000×1420 250 10 22 44 2 41 4520×3620×5220 四柱液压机 YD33-500 500 900 1500 1400×1400 250 10 44 44 2 35 4000×2800×5220 汉阳锻压设备厂 YS32G-500B 500 900 1500 2240×1400 250 10 60 60 2 45 4780×3350×5320 YA32-630 630 900 1500 1600×1600 >150 60 37 4390×2150×5880 合肥锻压机床厂 YX32-630 630 1100 2100 3000×2250 250 10 30 60 2 85 5000×2350×6300 徐州锻压设备制造厂 YX32-800 800 1000 1800 2400×1600 250 10 89 55 YB32-100 1000 600 720×580 10 5 3.5 2160×1150×3162 山东淄博锻压机床厂 YH32-1000 1000 1000 1600 2000×1800 >100 75 70 7000×3000×7500 合肥锻压机床厂 YX32-1000 1000 900 1500 1500×1500 260 4-12 37 74 2 50 4410×3210×6000 徐州锻压设备制造厂YS32-1000 1000 1000 1800 2500×1800 250 8-18 30 91.5 3 72.5 4400×3200×6700 YB32-200 2000 710 900×900 12 18.5 10 2825×2060×3725 山东淄博锻压机床厂四柱拉伸液压机 HD-026 5000 900 1820 1400×1400 >150 60 45 4070×1648×7500 合肥锻压机床厂联动液压机 XZD-LD1500 1500 900 1500 6820×900 250 4 30 60 3 120 徐州锻压设备制造厂 XZD-LD3000 3000 900 1500 9900×1400 250 4 30 180 6 210XZD-LD3500 3500 900 1500 11900×1400 250 4 30 210 7 250 XZD-LD1000 1000 900 1500 5200×1420 250 5 30 60 2 80 汽车纵梁专用液压机 HD-019 1250 800 1240 1220×54204 62 56.8 4400×5640×5560 合肥锻压机床厂 HD-030 2000 900 1500 1400×65005 98.2 120 9050×7800×5740 HD-031 3000 900 1500 1400×1000 5 162180 8000×11000×5740 HD-034 5000 700 2000 1600×11500 6 375 450 9000×1300×6530 车门包边液压机 HD-038 315 800 1500 2500×2000 10 26名句赏析!!!!!不限主题不限抒情四季山水天气人物人生生活节日动物植物食物山有木兮木有枝,心悦君兮君不知。
25T外导式液压铸造机技术规格书
液压铸造机技术特性一、功能描述及主要技术参数1、设备整体性能描述本设备用于铝及铝合金大方锭及圆锭铸造。
该铸造机的铸造重量设计为每次额定铸造量10~75T,铸造速度为20-200mm/min,快升快降速度为10-1000mm/min,而且整台铸造机在工作状态下所有速度均可以实现无级调速。
升降平台的下降及提升装置设计为液压驱动,采用外部导向,导向材料为经过特殊处理的结构钢,导向结构采用四根对称方导柱加耐磨导向滑块的可调式导向键组成,具有自动调节平台平衡的作用,在最大载荷时平台倾斜不超过1mm。
油缸采用活塞式双作用液压缸。
铸造台在所有工作速度时均可上下平稳移动,在设定的铸造速度中没有察觉到的振动、颤抖与爬行之现象。
使用消泡性能优良的液压油,液压缸采用国内名牌产品。
结晶器框架为两侧双液压缸倾翻式冷却水框架,铸造完成后铸造平台可倾翻至85-90度位置,结晶器平台的倾动速度是恒定的,在工作范围内没有震动现象。
铸造平台设有特殊复位装置,复位精度可达到1 mm。
冷却水的温度、流量采用进口的意大利OMAL公司WAFER气控组合阀及上海高科技企业上海一诺的流量计,通过标准信号反馈与主控PLC联接实行全自动控制。
本铸造机所有与水接触钢结构与重要部件均采用喷丸及防腐处理,以保证铸造系统使用15年以上的正常使用寿命。
本液压铸造机采取大小两套柱塞泵双油路驱动工作系统——A系统和B系统,其中A系统为工作系统(铸造系统),B系统为快速升降系统,用于在铸造工作完成以后,将铸锭快速升至起吊工作区,或在铸造初始时将引锭头快速升至结晶器定位区域与结晶器定位。
在A系统出现故障时,B系统(也配置了平衡阀组合系统)可在应急状况下替代A系统完成铸造工作(B 系统具有了备用工作系统的功能),本系统配置液压油温控调节器,液压油独立过滤系统。
所有的阀件均采用德国博士 力士乐、柱塞变量泵采用美国威格士,流量计采用德国威士容积式齿轮流量计。
本设备电气控制系统采用德国西门子公司生产的S7-300模块化可编程控制器及MP370 彩色触摸式高性能可视图形操作液晶界面,其它的电气元件均采用进口或国内外资企业的名牌产品组成。
液压机说明书
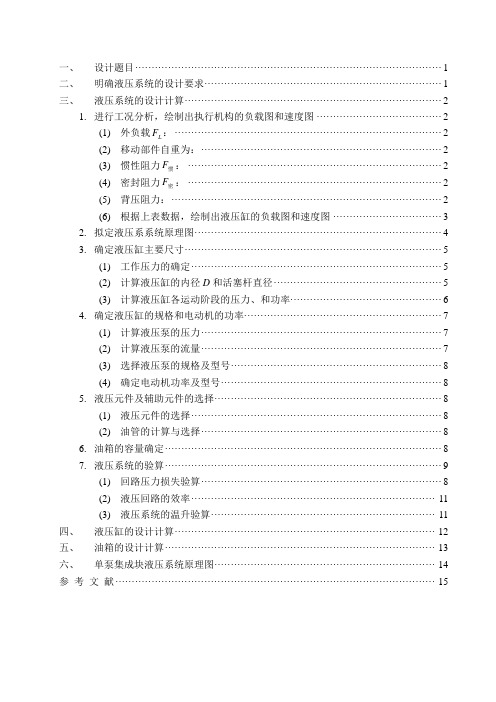
一、设计题目 (1)二、明确液压系统的设计要求 (1)三、液压系统的设计计算 (2)1.进行工况分析,绘制出执行机构的负载图和速度图 (2)(1)外负载F: (2)L(2)移动部件自重为: (2)(3)惯性阻力F: (2)惯(4)密封阻力F: (2)密(5)背压阻力: (2)(6)根据上表数据,绘制出液压缸的负载图和速度图 (3)2.拟定液压系系统原理图 (4)3.确定液压缸主要尺寸 (5)(1)工作压力的确定 (5)(2)计算液压缸的内径D和活塞杆直径 (5)(3)计算液压缸各运动阶段的压力、和功率 (6)4.确定液压缸的规格和电动机的功率 (7)(1)计算液压泵的压力 (7)(2)计算液压泵的流量 (7)(3)选择液压泵的规格及型号 (8)(4)确定电动机功率及型号 (8)5.液压元件及辅助元件的选择 (8)(1)液压元件的选择 (8)(2)油管的计算与选择 (8)6.油箱的容量确定 (8)7.液压系统的验算 (9)(1)回路压力损失验算 (8)(2)液压回路的效率 (11)(3)液压系统的温升验算 (11)四、液压缸的设计计算 (12)五、油箱的设计计算 (13)六、单泵集成块液压系统原理图 (14)参考文献 (15)哈尔滨理工大学课程设计一、设计题目设计课目:设计一台小型油压机液压系统,其油压机工作循环为:快速下降——压制——保压——快速回退——原位停止。
主要性能参数详见下表:设计内容:1.液压传动方案的分析2.液压原理图的拟定3.主要液压元件的设计计算(例游缸)和液压元件,辅助装置的选择。
4.液压系统的验算。
5.绘制液压系统图(包括电磁铁动作顺序表,动作循环表,液压元件名称)A4一张;绘制集成块液压原理图A4一张;油箱结构图A4一张;液压缸结构图A4一张。
6.编写设计计算说明书一分(3000-5000字左右)。
二、明确液压系统的设计要求对油压机液压系统的基本要求是:1)为完成一般的压制工艺,要求主缸驱动滑块实现“快速下降——压制——保压——快速回退——原位停止”的工作循环,具体要求可参看题目中的内容。
液压机的说明书
液压机的说明书目录前言....................................................机器主要用途和工作重要条件..............................机器主要结构形式........................................产品主要功能简介........................................机器主要用途及性能简介..................................安全警示................................................技术参数................................................操作前注意事项..........................................使用规程................................................质量保证................................................涂装....................................................随机文件................................................售后服务................................................前言液压机简介:液压机由主机及控制机构两大部分组成。
液压机主机部分包括机身、主缸、顶出缸及充液装置等。
动力机构由油箱、高压泵、低压控制系统、电动机及各种压力阀和方向阀等组成。
动力机构在电气装置的控制下,通过泵和油缸及各种液压阀实现能量的转换,调节和输送,完成各种工艺动作的循环。
液压机的分类:利用帕斯卡定律制成的利用液体压强传动的机械,种类很多。
液压机说明书
MAQUINA DE TROQUELAR HIDRAULICA DE PUENTE MOVILNaveira Barcelona,S.A .c/ Xops,3208105 Sant Fost de Campcentelles(Barcelona – España)Telf. + 34 935 445 090Fax. + 34 935 445 091E-mail:**********************E.mail: ********************Web: VENTAJASCuatro columnas, doble diferentes cilindros hidráulicos y doble sistema mecánico de balancín* Sistema de corte mediante cuatro columnas para la bajada de la cabeza. La abertura de la máquina se ajusta mediante temporizador. El sistema de ajuste de altura de troquel es manual y a baja presión. La presiónse ajusta por temporizador. Ajuste rápido y sencillo.* Sistema de 4 Topes Mecánicos para ajuste deprecisiónde recorrido de la cabeza de corte.*El sistema de trabajo del motor en vacío, proporcionauna gran presión con un bajo consumo eléctrico.*Dos diferentes cilindros están instalados de maneravertical en la base. Los movimientos en el corte sontransmitidos mediante las columnas y un doblemecanismo de balancín. Este mecanismo asegura unperfecto paralelismo en los movimientos lo cual ayudaen la precisión del corte y alarga la vida del troquelhaciendo más duradero el filo.*El puente de la máquina baja rápidamente hasta tocar eltroquel, automáticamente cambia a una velocidad máslenta lo cual hace que la diferencia entre el corte de una o varias capas sea mínima y de gran precisión.*La máquina posee un sistema de lubricación de todo elmecanismo hidráulico de manera automática.*Existen diferentes sistemas de alimentación aplicables aesta máquina para el corte automático.*Provista de un mecanismo para asegurar un bajo nivel deruido.* Sistema especial de corte para Cartón Coarrugado deNido de Abeja (Honeycomb) Opcional* Existen diferentes tipos de Sistemas de Alimentaciónsegún necesidades.* Sistemas Automáticos, Semiautomáticos y Manuales. * Recorridos especiales de corte según grosores de losmateriales.EspecificacionesModelo HBC-60 HBC-100 HBC-150Presión 60 tons 100 tons 150 tonsRecorrido Abertura 250 mm 350 mm 250 mm 350 mm 250 mm350 mmVelocidad de bajada 300mm/s 300mm/s 300mm/sVelocidad de subida 100mm/s 90mm/s 90mm/sArea de corte desde 900×1600mm o MAS 900×1600mm o MAS 600×1600mmo MASMotor 7.5HP 15HP 20HPDimensiones AxFxH 2500×2200 ×1490mm 2500×2200 ×1530mm 2725×2300×1710mmPeso neto 4150kg 6000kg 7500kgMedidas para máquina con mesa manual. Otras Áreas de corte y presiones son posibles. CONSULTAR MAQUINAS SEGÚN NORMAS CE.。
Y41-100液压机使用说明书
通用型液压机(Y41 -100)使用说明书目录一、公司简价 (3)二、机床结构与组成 (4)三、主要功能特点及技术参数 (4)四、液压系统 (5)五、电气系统 (6)六、电气原理图 (7)七、机床的维修与保养 (10)八、机床的操作 (10)九、机床的结构示意图 (11)十、机床的维修配件 (13)方博机械有限公司是一家专业致力于中小型液压机器的设计、开发、制造与技术服务的股份制企业,产品广泛使用于汽车零部件,家电,五金,橡胶,粉末冶金等行业的装配-滚压-拉伸成形-弯曲-铆压- 热压-压印等加工,本公司在消化吸收国外先进的液压技术、控制技术与现代机器设计理念的基础上,结合国内相关行业的实际需要,开发出各种台式、落地式全系列中小型液压机床。
本公司拥有一支专业从事液压机设计、加工与维修服务的技术队伍,能够独立完成机械结构、电气与液压控制系统的设计,并应用现代优化设计理论与分析软件,进行结构受力分析与优化设计;能够自主完成产品的全部机械加工与组装调试,可以根据客户需要完成各种特殊的非标准机器、模具的设计与制作。
我们的目标:打造坚强品牌,满足客户需求一、机床的结构及组成特点:C型机架采用整体式优质铸造刚性机身,并内置油缸油箱一体化紧密型设计,最大地减小占用空间,简化安装方便保养维修;工件上下方便,作业调整容易。
独立的工作台板设计,方便模具安装。
采用双杆式油缸,可以通过调节上端活塞杆螺母,精确控制下压位置。
台式与落地式机型可供选择。
具有灵活的点动、自动功能,方便模具安装及产品调试;同时具有快速、慢速(工进)两种下降速度和保压功能。
具有双手按键与脚掣两种自动循环控制方式可供选择,并可根据产品需要,任意调整下压时间。
二、主要功能特点及技术参数三、液压系统C 型油压机的液压系统是由电动机、叶片泵,三位四通电磁换向阀、溢流阀等液压元件组成,同时借助电气控制系统的控制来完成各项工作动作。
机器采用简易的安全操作回路设计,符合液压机床安全规定要求,如需进一步的安全设施请洽本公司。
液压使用说明书
液压系统说明书目录1.概述 (2)2.主要性能参数 (3)3.结构特点及原理功能介绍 (6)4.运转前检查和运转方法 (20)5.液压系统的维护保养 (21)6.常见故障与处理 (26)1.概述本液压系统是专为港陆160×1100mm两流板坯连铸机液压系统设计的,能满足所需液压传动机构的动作要求。
所选阀类安装尺寸符合国际标准,具有结构紧凑、通流能力大、体积小等优点。
液压系统在整个设备中是一个较为精密的部件,对它的合理使用、正确操作和精心保养,就可获得满意的工作效率和提高使用寿命,否则会得到相反的效果。
为此,我们希望用户在使用本液压系统过程中,按此说明书中的要求进行。
该液压系统包括三部分:414001Y主机液压系统(一套)。
41453Y升降辊道液压站(一台)。
41472Y扇形段升降试验台液压站(一台)。
414001Y主机液压系统控制着整个连铸机的液压执行机构,包括大包事故回转、事故旋转离合、旋转插销、大包滑动水口;中包事故插板;结晶器振动装置中快台夹紧释放、移动及管离合;扇形段1~8#的夹紧和扇形段4~8# 的压下;脱引锭杆和切割机辊道移动。
41453Y升降辊道液压站用于控制辊道升降。
41472Y扇形段升降试验台液压站用于扇形段的整备和扇形段液压元件的耐压试验。
以上三部分就构成了整机液压系统。
该系统具有完善的油温液位污染控制、压力检测及断电保护功能,能安全可靠地完成各液压执行机构的动作。
414001Y主机液压系统各部件名称、图号见下表。
22.1 414001Y主机液压系统2.1.1 循环冷却泵站工作压力··············································································0.7MPa 工作流量·········································································· 266L/min 螺杆泵装置(两台一备一用)型号·················································································· 3G50×2A 压力·························································································1MPa 流量·················································································· 266L/min 电机功率················································································ 11kW 电机转速·········································································2900 r/min2.1.2 冷却器(一台)型号································································B R0.23(1.6/100)-10B 换热面积·················································································10m2工作压力·······································································0.6~1.6MPa 2.1.3 高压泵站(三台二用一备)工作流量··········································································260 L/min 工作压力···········································································~21MPa 2.1.3.1 恒压变量柱塞泵型号····················································G Y-A7V117DR2.0RPF00 额定压力············································································· 35MPa 排量····················································································117ml/r 2.1.3.2 电动机型号·······································································Y280M-6(B35) 功率······················································································· 55kW 转速················································································· 980r/min 电压····················································································A C380V 2.1.4 系统工作压力P ························································································~21MPa P0 ······················································································~18MPa P1 ···················································································10~18MPa P2 ····················································································8~12MPa Pd ······················································································~21MPa 2.1.5 冷却水冷却水额定压力 ···························································0.4~0.8MPa 冷却水流量……………………………………………250L/min冷却水温度 (32)2.1.6 油箱容积······················································································4000L 材质····················································································不锈钢2.1.7 工作介质 ····································································水乙二醇2.1.8 工作介质污染度等级·················································· NAS9级2.2 41453Y升降辊道液压站工作流量··········································································210L /min 工作压力···········································································~16MPa 2.2.1 油泵电机组(三套两用一备)型号····················································G Y-A7V117DR2.0RPF00 额定压力············································································· 35MPa 排量·····················································································117ml/r 功率······················································································· 37kW 转速················································································· 980r/min 电压····················································································A C380V 2.2.2 油箱外形尺寸 (1000x1100x1900)容积························································································1800L 材质····················································································不锈钢2.2.4 工作介质 ····································································水乙二醇2.2.5 工作介质污染度等级·················································· NAS9级2.3 41472Y扇形段升降试验台液压站。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Y41-25T-00液压机
说明书
目录
一.机床用途
二.机床结构
三.机床主要技术规格
四.机床安装
五.试车须知
六.机床的维修与保养
七.安全操作规程
八.机床故障的原因和消除方法
附图
1.液压原理图及清单
2.电气原理图
3.电器清单
4.操作面板图
5.设备外型图
一. 机床用途
Y41系列单柱压装、校正液压机主要用于轴类零件、型材的校正
和轴套类零件的压装。
同时能完成板材零件的弯曲、压印、套印、简单零件的拉伸等工艺,也可用来压制要求不严格的粉末、塑料制品。
适用于机床、内燃机、轻纺机械、起重机械、轴类、轴承等行业使用。
该机床可通过更换上下压装模具实现不同机型的产品装配,是一台具有较强通用性的专用压装设备,适用于如下:
1、分动箱I输入轴轴承压装
2、分动箱I输出轴轴承压装
3、分动箱II轴轴承压装
4、分动箱III轴轴承压装
5、增速箱主动轴轴承压装
6、增速箱从动轴轴承压装
二. 机床结构
该机床是由四部分组成:机身、液压系统、电气系统、工装。
1.机身:机身由钢板焊接而成,呈“[”型结构,机身下部是油箱,油位高低通过油标显示。
电动机、油泵是通过联轴节连成一个整体,便于拆装,机身下面装有四个减震调整垫铁可方便调整水平,电控系统安装在机身右侧的电控柜内,机身后下部即是液压系统,工作台采用HT200材质铸造,工作台与操作者平行的方向中心开一条18mm宽的标准“T”型槽,便于模具装夹。
工作台中间镗孔φ120mmH8以便于工装板的定位,该孔与油缸压头同轴度≤±0.05mm。
2.液压系统:液压系统采用叠加阀方式。
控制电压均采用安全电压DC24V。
系统压力粗显由置于机身头部前端的压力表显示。
液压系统
设有压力安全溢流阀,能够在规定范围内无级调节压装力的大小。
在电控系统的指令下电磁换向阀实现换向改变液压油路驱动油缸活塞上下运行。
液压阀件均叠加安装在一个自制的集成式油路块上,整齐有序,可方便设备维护调整。
2.1.油泵电机组件:油泵、电机选用国优品牌。
油泵与电机安装法兰与中间连接座螺栓吊装,两轴端采用内啮合弹性联轴器连接降低工作时的噪音。
2.2.液压油缸:单出杆活塞式结构,采用进口油封,油缸内孔采用精拔珩磨加工,活塞杆经过调质、粗精车、外圆磨、表面镀硬铬、抛光等工序处理以提高表面的光洁度和硬度。
以上措施可保证油缸长寿命无渗漏工作。
油缸活塞杆端连接双导向压头。
2.3.导向装置:为保证油缸运行精度该设备增加了双导向机构。
直线轴承安装在缸头上,双导柱穿过直线轴承,下部与滑块连接,压头与滑块连接。
3.电气系统:本机床电气系统之任务是按照液压系统规定的动作图表以及根据用户提出的设备性能进行设计,选择规定的工作方式,电控部分故障少、寿命长。
该设备的电控系统置于机身右侧,操作按钮装置在机身前部工作台的左右两侧,双手操作,两边分别有“工作”按钮两个,“急停”按钮一个,“回程”按钮一个,其它按钮以及指示灯等均设置在电控柜的面板上。
4.工装:工装主要由底板、定位底座、定位销、压头、压头导套、手
动压套等组成,工装主要特点定位准,更换快捷,通用性强,工装材料选用特殊材料,经调质、淬火、发黑、等处理。
各套工装的工艺动作顺序:
4.1.分动箱I输入轴轴承压装工艺动作顺序:
开启电源、油泵--将齿轮装入定位底座--将I输入轴放在齿轮上--按双手按钮--压头下行--压装到位--压头回程--套第一个轴承在I 输入轴上--套手动压套在第一个轴承上--按双手按钮--压头下行--压装到位--压头回程--取出手动压套--放入轴承隔套--再将第二个轴承装入I输入轴上--套手动压套在第二个轴承上--按双手按钮--压头下行--压装到位--压头回程--取出手动压套--取出I输入轴--反方向定位--套轴承在I输入轴上--按双手按钮--压头下行--压装到位--压头回程--取出I输入轴--动作循环
4.2. 分动箱I输出轴轴承压装工艺动作顺序:
开启电源、油泵--将I输出轴放入定位底座--套分体轴承内圈在I输出轴上--套手动压套在内圈上--按双手按钮--压头下行--压装到位--压头回程--取出手动压套--再套轴承在I输出轴上--套手动压套--按双手按钮--压头下行--压装到位--压头回程--取出手动压套--取出I输出轴--动作循环
4.3. 分动箱II轴轴承压装工艺动作顺序:
开启电源、油泵--将II轴一端放入定位底座--套轴承在压头上--按双手按钮--压头下行--压装到位--压头回程--取出II轴--反方向定位--套轴承在压头上--按双手按钮--压头下行--压装到位--压头回
程--动作循环
4.4. 分动箱III轴轴承压装工艺动作顺序:
开启电源、油泵--将III轴一端放入定位底座--套轴承在压头上--按双手按钮--压头下行--压装到位--压头回程--取出III轴--反方向定位--套轴承在压头上--按双手按钮--压头下行--压装到位--压头回程--动作循环
4.5. 增速箱主动轴轴承压装工艺动作顺序:
开启电源、油泵--将主动轴一端放入定位底座--套轴承在主动轴上--按双手按钮--压头下行--压装到位--压头回程--取出从动轴--换底座--反方向定位--套轴承在主动轴上--按双手按钮--压头下行--压装到位--压头回程--动作循环
4.6. 增速箱从动轴轴承压装工艺动作顺序:
开启电源、油泵--将从动轴一端放入定位底座--套轴承在压头上--按双手按钮--压头下行--压装到位--压头回程--取出从动轴--反方向定位--套轴承在压头上--按双手按钮--压头下行--压装到位--压头回程--动作循环
三. 机器的主要技术规格
四. 机床安装与吊运
1.机床吊运时,不得碰伤油漆表面,应正确按照吊装中心起吊。
2.机床安装前应充分检查机床在运输过程中有无损坏或异常情况,为确保机床工作安全,机床安装时应紧固底脚螺丝,混凝土地基表面应平整。
3.安装时通过机床斜铁调整好工作台水平。
五. 试车须知
1.机床正确安装后,检查油箱是否清洁,清洗孔盖板螺丝﹑放油螺塞是否拧紧。
2.打开机床后方油盖,向油箱内注入洁净的液压油32#液压油,注到
液位计红色刻度位置为止。
3.检查电动机风扇是否卡壳,旋转方向是否正确,检查者面对电机尾部,电动机风扇旋转方向应顺时针,开机时将泵间的油管松一下,以排尽泵内空气。
4.在液压系统满载情况下,不得使压头长时间保持压紧状态,以免长时间过载使油温发热,严重损坏液压元件。
六. 机床的维护与保养
正确使用机器设备,认真执行维护保养和严格遵守安全操作规程是延长设备使用寿命﹑保正安全生产的必要条件。
因此,操作者除应熟悉机器结构性能和操作规程外,还应注意下列几点:
1.油箱每半年清洗并更换新油一次。
第一次换油时间不应超过三个
月,其油液可重新过滤后再用一次。
2.本机用油。
必须经严格过滤才需注入油箱,其油位不能低于油标
指示线。
使用油温应在15℃~60℃范围内。
3.压力表每半年需鉴定一次。
4.机器长期停用时,应将各外露加工表面擦洗干净,并涂防锈油。
七安全操作规程:
1.不了解机器结构性能和操作规程者,不应擅自开动机器。
2.发现机器有严重漏油或工作中发生不正常现象(动作不可靠﹑噪
音大﹑有振动等)应立即停车。
分析原因并排除故障,不得强调理由,使机器带病运转。
3.严禁超载使用。
4.机器在工作过程中,不得检修或调整处于工作区的模具。
八. 试车或使用时,机床故障的原因和消除方法。