PACKAGE-300型步进定长控制系统 制袋机控制器 切纸机控制器说明书
包装机使用说明书附包装机控制系统说明书

包装机使用说明书附包装机控制系统说明书BT 系列自动包装机械使用说明书欢迎购买本公司生产的自动包装机。
请您在使用本机器之前,详细阅读使用说明书,以保证机器的正常安装使用。
本公司还有许多其它规格类型的产品,如用户有需要,可与本公司联系,本公司将竭诚为您服务,满足您的要求。
由于本公司的产品在不断的改进和提高,由此而未预告性能修改的情况发生时,敬请您原谅,您可向本公司的销售部门及维修服务人员咨询。
目录BT-8160C机型包装机控制系统说明书一、主要技术参数1.1 本系统采用中文液晶显示,操作指示一目了然(如:长度、数量、速度等)1.2 个性化设计,可根据不同的厂家显示相应的公司名称、电话号码等信息1.3 全自动测量包装长度,无需人工参与包装膜长度的设定1.4 电子色标定位功能,替代手工移动光电眼1.5 中英文菜单转换功能,适用于国际市场1.6 采用特别的光电扑获和智能纠错技术,光电的准确性大大提高1.7 包装长度: 35mm -9999mm1.8 步进电机速度:0-16 档可调(包装长度为200mm 时,最快速度还能达到90 包/ 分钟)1.9 包装计数: 0-99 万包,并可累计计数1.10 包装速度显示,即时显示每分钟的产量1.11 菜单化的操作界面,并有操作提示,操作极奇简单1.12 智能化的故障诊断并中文显示出错位置(如:光电错误、行程错误等)1.13 主电机和步进电机都可“点动”运转1.14 集成 4 个辅助开关(温控、充气、前振动、后振动等)1.15 精细的前后振动力大小调整,使供料更快、更准确1.16 分切数 2-999 包可调1.17 可同时支持 2 个步进电机1.18 可加紧急停止按钮1.19 所有控制由软件程序实现,方便功能调整和技术升级1.20 主板采用贴片工艺生产1.21 适用机型:三边封背封四边封三角包二、面板按键功能。
联杰制袋机控制器说明书
联杰制袋机控制器说明书摘要:1.联杰制袋机控制器说明书概述2.控制器的安装与连接3.控制器的操作方法4.控制器的维护与故障排除5.联杰制袋机控制器说明书的联系方式正文:一、联杰制袋机控制器说明书概述联杰制袋机控制器是一款专为制袋机制造商和用户设计的高效、实用的控制器。
本控制器说明书旨在帮助用户更好地了解和操作联杰制袋机控制器,以确保设备能够正常、稳定地运行。
本说明书包含控制器的安装与连接、操作方法、维护与故障排除等内容。
二、控制器的安装与连接1.在开始安装之前,请确保您已经详细阅读了本说明书,并对控制器及其相关配件有了充分的了解。
2.根据设备的实际情况,选择合适的安装位置,确保控制器与制袋机之间的连接线缆足够长,同时避免线缆过于杂乱。
3.在安装过程中,请注意保护控制器及其配件,避免因摔落或碰撞造成损坏。
4.将控制器与制袋机上的相应接口连接,确保连接处牢固可靠。
5.检查所有连接线缆是否已经连接到位,无松动现象。
三、控制器的操作方法1.控制器的操作面板简洁明了,用户可以根据需要轻松地进行操作。
2.开机:按下操作面板上的“开机”按钮,控制器将开始工作。
3.关机:按下操作面板上的“关机”按钮,控制器将停止工作。
4.参数设置:根据制袋机的实际需求,用户可以通过操作面板对控制器的相关参数进行设置。
5.故障诊断:控制器具备自检功能,如发现设备异常,控制器将自动报警并显示故障代码,用户可根据故障代码进行排查和修复。
四、控制器的维护与故障排除1.定期检查控制器的连接线缆,确保无松动、破损现象。
2.避免在潮湿、高温的环境中长时间使用控制器。
3.如发现控制器无法正常工作,请及时切断电源,并联系专业人员进行检修。
4.在设备停机期间,请将控制器断电,以避免意外损坏。
五、联杰制袋机控制器说明书的联系方式如果您在使用过程中遇到任何问题,或对控制器有任何疑问,欢迎随时联系我们。
PACKAGE-300型步进定长控制系统 制袋机控制器 切纸机控制器说明书
Package—300B步进定长控制系统使用说明书目录一、概述二、主要性能指标三、功能说明附录一、概述:本公司专业来从事自动化技术及产品的研究、设计、制造和销售工作,利用先进的技术水平和长期的经验积累,推出新一代步进定长控制系统Package—300B。
与同类产品相比,功能更强,速度更高,可靠性更好,适应性更广,使用更方便。
二、主要性能指标:1、适配范围:主要用于三边封、底封、中封、背心和热封热切等制袋机,也可用于其他定长位置控制设备。
2、供电电源:(AC)115V~250V,50Hz/60Hz,1A3、制袋速度:在进料时间充分、负载适宜的条件下,袋长小于500mm时,制袋速度大于110只/分;袋长等于1000mm时,制袋速度大于70m/分。
定长不同则速度有所不同。
4、制袋精度:正负一个脉冲当量值。
5、外型尺寸:外型尺寸:182mm(宽)×123mm(高)×84mm(深)安装开孔尺寸:185mm×126mm面板尺寸:188mm×129mm重量:750g1三、功能说明1.一级参数:1.1 长度:预设当前制袋长度,设定范围0~6553.5mm。
1.2 批数:预设每批制袋数量,设定范围0~999只/批。
1.3 停机时间:一批到数的停主机时间,范围0~9.9秒。
为0.0时,无论机型都不停机。
为9.9时,停机后不自动开机。
1.4 档位:1~9,步进电机爬升速度,1最快,9最慢。
1.5 限速:步进600步时,00.0—08.0KHZ;步进细分1200步或伺服时,00.0—16.0KHZ,设置的运转频率越大,步进电机运转的最高速度越快。
上下搭配可以选出合适的步进电机运转速度,电机速度越慢,力距越大。
1.6点进检标:在色袋时,设置不检,在停止状态,按点进时,跟踪光电不自动跟色标;设置检,按点进时光电自动跟色标。
1.7脱标:在制彩袋时,脱标时有报警停机、几次停机两种状态。
报警停机时,步进拉料定长后寻色标直至极限位置,如脱标,高位停机。
皮革切割机设备系统操作说明书
爱玛切割机操作说明书目录第一章系统概述 (2)第二章权限管理 (4)第三章任务管理 (6)第四章控制台 (11)第五章材料管理 (13)第六章切割设置 (16)第七章机器设置 (19)第八章校正及报告 (22)第九章工具栏及右键菜单 (25)第十章鼠标 (29)第一章系统概述一、功能概述连通切割机总电源后,按下启动计算机按钮,进入windows操作系统,双击屏幕上的控制系统快捷键,进入控制系统主界面。
该系统是切割机的中心控制系统,用户可导入分片图形数据,并设定相关的材料数据和订单数据。
可以根据材料性质的不同设定不同的切割参数,并保存起来。
可利用控制系统的投影功能在工作区进行排版,可控制切割机将铺设在工作区的材料进行强力真空吸附,并对排版分片进行高速、精确切割。
可利用投影功能对切割完成的分片进行分类检查。
系统可详细记录每个订单中的每个分片的切割情况。
二、界面组成系统界面系统界面由工具栏、主界面操作区、投影操作区和控制面板区组成。
工具栏中提供了一些常用的功能,用于鼠标选择操作或功能设置。
主界面操作区和投影操作区具备相同的功能,只是一个在计算机屏幕上完成,另一个在机器工作区完成。
这两个区主要实现真空吸附的操作,材料边界、区域及瑕疵的标定,排版操作和一些相关的设置,排版区可分成左右两个不同的区域。
控制面板区包括控制台、任务管理、材料管理、切割设置、机器设置、校正及报告等六个部分。
控制台主要实现对机器运动的直接控制,包括控制真空吸附系统,控制机器的移动、开始切割、停止切割、暂停切割动作,控制刀头上每个刀具的升降、旋转,控制投影系统的功能。
任务管理主要用于任务的新建、打开、保存,订单的建立、保存管理,分片属性的设置。
材料管理主要用于材料的新建、保存,材料属性的设置。
切割设置主要用于针对不同材料切割时的速度设置、分片线条输出的刀具设置。
机器设置包括跟机器硬件相关的参数设置、显示设置和操作权限设置。
校正及报告主要包括机器刀具、投影的校正参数的设置,切割后的切割情况报告的查看。
打包机使用说明书.pdf
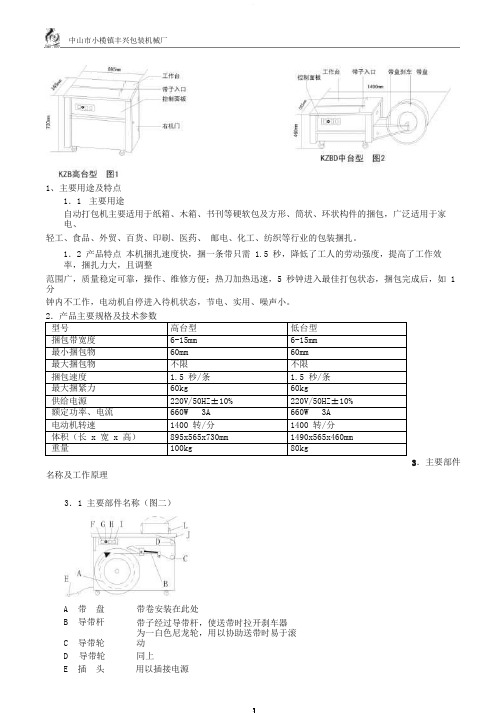
中山市小榄镇丰兴包装机械厂1、主要用途及特点1.1主要用途自动打包机主要适用于纸箱、木箱、书刊等硬软包及方形、筒状、环状构件的捆包,广泛适用于家电、轻工、食品、外贸、百货、印刷、医药、邮电、化工、纺织等行业的包装捆扎。
1.2 产品特点本机捆扎速度快,捆一条带只需 1.5 秒,降低了工人的劳动强度,提高了工作效率,捆扎力大,且调整范围广,质量稳定可靠,操作、维修方便;热刀加热迅速,5 秒钟进入最佳打包状态,捆包完成后,如 1 分钟内不工作,电动机自停进入待机状态,节电、实用、噪声小。
2.产品主要规格及技术参数型号高台型低台型捆包带宽度6-15mm 6-15mm最小捆包物60mm 60mm最大捆包物不限不限捆包速度 1.5 秒/条 1.5 秒/条最大捆紧力60kg 60kg供给电源220V/50HZ±10% 220V/50HZ±10%额定功率、电流660W 3A 660W 3A电动机转速1400 转/分1400 转/分体积(长 x 宽 x 高)895x565x730mm 1490x565x460mm重量100kg 80kg3.主要部件名称及工作原理3.1 主要部件名称(图二)A 带盘带卷安装在此处B 导带杆带子经过导带杆,使送带时拉开刹车器C 导带轮为一白色尼龙轮,用以协助送带时易于滚动D 导带轮同上E 插头用以插接电源F 电源开关用以启动电源- 1 -中山市小榄镇丰兴包装机械厂G 长度调节器调节每次自动送带的长度H 归零开关按此钮每一次退带(半个动作),第二次为归零I 手动出带开关为手动调节任意出带长度J 出带槽带子穿过此,机器没归零或积塞杂物,即无法穿过K 捆包物为欲捆包之物品,紧靠阻挡器 L3.2 工作原理(图三)将捆包物放在捆包机的台面上,调整适当的供带长度,机器自动供带,操作者将捆包带绕过捆包物,将带头沿着导向槽插入直至触动微动开关,前顶刀便立即上升,将带头顶住,随之带子被张紧后,另一端也被上升的后顶刀顶住,中刀立即上升,将带子切断,与此同时,表面温度约 180。
wl300说明书

图 3-
2.引脚端子名称
2
表 3-1
上 插座编号
EA S+ SE+ EST COM
侧 编号含义 屏蔽地 信号正 信号负 桥源正 桥源负 生产启动 地电位
N
220V 交流电源
PE
屏蔽地
L
220V 交流电源
3-4 通讯口接线
下 插座编号 SG RXD TXD GND TO CLE SL FA M4 M3 M2 M1 POW
10
图 4-5
当显示“
”时,按
键选择“
”或“
”,“
”
表示连续方式,即仪表不需要上位机的命令,就能不停的上传当前的净重;“
”表示
指令方式,即仪表只有接收到上位机的命令,才执行相应的通讯功能,另外, 最后必需有回 车结束符。
指令列表
指令 指令格式
指令说明
启动生产
66B
“B”为启动生产命令, 66 为“B”命令的校验和
(小数点在第 1 位置时不显示) (7)量程
键进入下一功能设置项。
当显示“
图 4-8
”时(如图 4-8),按
键和
键选择 1 至 8000 中某一数值,
该数值表示最大称重量,随后按 (8)零位范围
键进入下一功能设置。
当显示“
图 4-9
”时(如图 4-9),按
键和
键选择 0.1 至 9.9 中某
一个数值,该数值表示零位范围在总和中所占百分比,随后按 置项。
11.显示区一 12.显示区二
如果初始调校的零位漂移不大于归零范围,又没有检测到重量变
动,按下该键显示器显示零。 显示区一在称重状态显示净重,在运行状态上料时显示该种料的 实际上料量,卸料时显示净重。 显示区二在称重状态显示毛重,在运行状态上料时显示该种料的, 卸料时显示毛重。
纸包机说明书br
Tech-Long Packing Machinery Ltd
广州市达意隆包装机械有限公司纸包机控制系统操作说明书
前言
文档编制说明 本手册的目的是,使用户熟悉机器,并使贵公司的机器实现最高的运行效率.本手册是机器的必 要附属文件,必须在机器的使用年限内妥善保管。必须将本手册随设备一起移交给随后的所有 人或用户.在对机器执行操作之前,必须阅读和理解本手册中的所有说明。
设计用途 纸包机的设计与生产的目的如下: ■按照设计说明,对瓶子进行组合包装成形。设计用途以外的其它或附加用途均认定为错误。
仅有经培训和/或了解设备操作的人员方允许使用该设备。 若设备在规定的应用区域以外使用,制造商将不会承担任何类型的损害及伤害责任。
设备的正当使用包括: ■ 遵守制造商在本手册内规定的使用及维护说明。
第 3 页 共 38 页
Tech-Long Packing Machinery Ltd
■ 仅使用原厂备件和附件。设备发布由合格人员使用及修理。 ■ ■ 使用该设备时操作人员可能遇到的险情的信息。 ■
使用者必须完全遵守有关工作场所防火及安全现场法律法规。 必须严格遵照设备上粘贴的标志和警告。 此外,使用者或其它任何人员在未获制造商书面的授权的情况下擅自改动或破坏设备,由此可能导致的损 坏,制造商将不承担任何责任。
责任条款 相关负责人员必须确保所述产品或设备的应用及使用满足所有安全要求,包括相关法律、法 规、准则和标准。 尽管本手册经过精心编制,但由于其产品仍处于不断更新换代中,我们可能不会在每次更新 后都检查手册中所有描述的设备性能、标准或其它特性是与实际设备完全一致。本手册中也 难免会出现一些描述或者编辑错误,我们保留随时对文档信息做出修改之权力,恕不另行通 知。对于已经变更的产品,如果本手册中的描述、图表以及文字没有修改,我们将不再特别 加以声明。
包装机说明书
包装机故障分析注意:维修设备前,要首先检查该设备的工作条件是否全部具备,例如:气源压力、电源电压、真空压力等。
一供带盘故障:供袋盘不切换原因:1.供袋盘气缸的电磁阀对应可编程序控制器相应的输出点没有信号输出;2.可编程序控制器对应的输出点与控制供袋盘气缸的电磁阀间的信号线有断路或虚接现象;3.供袋盘气缸的到位磁环开关工作异常,没有信号输出;4.供袋盘工作位光电开关工作异常,没有料袋时也有信号输出。
供袋盘工作位光电开关图5.电磁阀损坏,手动强制电磁阀或强制气缸电磁阀通电后不切换;6.供袋盘驱动气缸及导向机构有卡阻现象。
二取袋器1.故障:取袋气缸不动作原因:1)控制取袋气缸的电磁阀对应可编程序控制器相应的输出点没有信号输出;2)可编程序控制器对应的输出点与控制取袋气缸的电磁阀间的信号线有断路或虚接现象;3)取袋气缸回位磁环开关异常,没有信号输出;4)供袋盘工作位光电开关异常,没有信号输出;5)供袋盘驱动气缸到位磁环开关异常,没有信号输出;6)没有料袋时取袋真空检测开关也有信号,或设置值不正确;7)电磁阀损坏,手动强制电磁阀或强制气缸电磁阀通电后不切换;8)取袋气缸及导向机构有卡阻现象。
供袋位光电开关供袋盘气缸到位磁环开关2.故障:取袋吸盘吸不起料袋原因:1)取袋真空电磁阀对应可编程序控制器相应的输出点没有信号输出;2)可编程序控制器对应的输出点与取袋真空电磁阀间的信号线有断路或虚接现象;3)真空阀没加正压空气,无法切换;4)电磁阀损坏,手动强制电磁阀或强制气缸电磁阀通电后不切换;5)真空过滤器堵塞;6)真空泵输出系统的真空度异常,压力低或真空泵损坏;7)真空管路有漏气或堵塞现象,吸盘有破损现象。
3.故障:重复取袋原因:1)真空系统漏气,达不到取袋真空检测开关设置值;取袋真空过滤器图2)取袋吸盘破损,达不到设置值;3)取袋真空检测表设置过高或取袋真空检测表损坏,从而导致真空表没有信号输出。
4)取袋真空检测表与对应可编程序控制器相应的输入点连接的信号线断路或虚接;4.故障:取袋气缸动作时,总吸上一个料袋尾部原因:1)取袋气缸速度太快;2)触摸屏中取袋延时时间设置太短。
《全自动制袋机-说明书》
前言本设计是全自动制袋机的一部分。
全自动制袋机是服务于包装行业的一种制袋设备。
现在市面上主要有以下几种制袋机:1 . 专用三边封低速,中速,高速三种制袋机.2 . 专用中封低速,中速,高速三种制袋机.3 . 三边封,中封两用低速,中速,高速三种制袋机.4 . 高速三边封的自立,拉链制袋机.5 . 医药特用制袋机.还有一些四边封,等少见有特殊用途的制袋机.但他们有一个共同点就是要对一些能热封复合的塑料薄膜进行横封和纵封.使原来的薄膜变成袋子.下面就主要针对这类机上的一重要部件------纵封热封部件进行一些基本的说明以及工作原理等.纵封热封部件是制袋机上一个重要的组成部分.其主要有以下几部分组成.烫刀,电热板,隔热板,联接板,压板.定位轴,弹簧等部件组成的.纵封热封部件在整台机器上起把袋子的纵向烫合.这一动作主要通过烫刀来完成.烫刀通过与其连在一起的电热板来加温.其温度的控制主要通过与电热板连在一起的热电偶来测量从而使烫刀能准确的达到我们想要的温度.整个纵封热封部件通过横梁连为一个整体,通过机器的驱动系统电动机带动传动机构来完成一个个上下往复运动.ABSTRACTForeword This design is an entire dial system working bag machine part.The entire dial system working bag machine is serves the packingprofession one system bag equipment. Now in the market conditionmainly has following several systems bag machine: 1. special-purpose trilateral seals the low speed, the medium speed,high speed three systems bag machine 2. special-purpose center seals the low speed, the medium speed, highspeed three systems bag machine 3. trilateral seals, center seals the dual purpose low speed, themedium speed, high speed three systems bag machine 4. is high speed supporting oneself which trilateral seals, the zippersystem bag machine 5. medicines especially use the system bag machine Also has some nearby the fours to seal, and so on rarely has thespecial use the system bag machine But they have a common ground aremust to carry on to some be able the heat-seal compound plastic filmhorizontally seal with vertical seal Causes the original thin film toturn the bag Under on mainly aims at this kind of machine on animportant part ------ vertical to seal the heat-seal part to carry onsome basic explanations as well as the principle of work and so on Vertical seals the heat-seal part is in a system bag machine importantconstituent Below it mainly has several parts of compositions Burnsthe knife, the electricity hot plate, the thermal baffle,clamp The localization axis, part and so on spring composes Vertical seals the heat-seal part longitudinal very hot to gather onthe entire machine the bag This movement mainly through burns theknife to complete Burns the knife through if continually to heat upin the together electricity hot plate Its temperature control mainlythrough continually surveys with the electricity hot plate in thetogether thermo-element thus causes to burn the knife to be ableaccurate to achieve we want temperature Entire vertical seals theheat-seal part through the crossbeam company is a whole, completes aeach one about reciprocal motion through the machine actuation systemelectric motor impetus transmission system说明书全自动制袋机是服务于包装行业的一种制袋设备。
包装机操作教程
2、运转时
1)严禁把手和头靠近或接触运转 部件。
2)严禁把手和工具伸入横封刀座 内
3)运转正常时,严禁频繁切换操 作按钮及随意更改参数
4)严禁超高速长时间运行(35300包/分)
5)应锁好电箱门,且箱内和机器 底部不得堆放任何物品
包装机操作教程
二、包装机构造及主要部件
要进行调整。调整有以下几种方式: A、 用两张白纸中间夹着一张复写纸在两个啮合的中封压合轮上 转一圈,打开看其痕迹要清晰、均匀,否则要调整。调整方法: 松开主动压合轮(不带轴承)上的两个紧固螺钉,轻轻敲高或敲低 一点,再进行压痕观察,反复这样调节,直到复印出来的痕迹达 到上述要求为止。调节时必须有耐心,严禁直接敲击齿面。两轮 的最高高度不能接触到面板(一般离面板0.5∽1mm)。 B、纹路调整好,温度也合适的前提下,若封口还是不理想,可 调节压紧调节螺钉(在中封轮下面的壳体上),使两轮压紧些或 松些,直到封口漂亮。 注意:机器出厂前中封部件已经过认真调整和严格检验。一般情 况下,不需要进行调整。
A、打码机的使用:点击打码机,启动打码机,输入要打印的位 置即可。
包装机操作教程
三、包装机操作规范
B、充气装置的使用:点击充气按钮启动充气装置,然后按点动按钮 使机器刀封转至需要充气的位置,将刀封的当前位置输入至第一个数 值输入点,然后再次点动机器,使刀封转至需要充气结束的位置,将 刀封的当前位置输入至第二个数值输入点即可。启动机器,适当调整 一下开始位置和结束位置。 C、封棱装置的使用:使用方法同充气装置的设置方法相同。 D、酒精气和酒精水的使用:使用方法同充气装置的设置方法相同。 E、刀封当前位置:实时检测刀封当前的位置,提供数值供打码位置、 充气位置、封棱位置的设置参考。本数值为检测数值,仅供参考,不 能修改。 F停机角度:是指机器运行中按下循停按钮,刀封停止位置。可根据 刀封当前角度来调整此参数。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Package—300B
步进定长控制系统使用说明书
目录
一、概述
二、主要性能指标
三、功能说明
附录
一、概述:
本公司专业来从事自动化技术及产品的研究、设计、制造和销售工作,利用先进的技术水平和长期的经验积累,推出新一代步进定长控制系统Package—300B。
与同类产品相比,功能更强,速度更高,可靠性更好,适应性更广,使用更方便。
二、主要性能指标:
1、适配范围:
主要用于三边封、底封、中封、背心和热封热切等制袋机,也可用于其他定长位置控制设备。
2、供电电源:
(AC)115V~250V,50Hz/60Hz,1A
3、制袋速度:
在进料时间充分、负载适宜的条件下,袋长小于500mm时,制袋速度大于110只/分;袋长等于1000mm时,制袋速度大于70m/分。
定长不同则速度有所不同。
4、制袋精度:
正负一个脉冲当量值。
5、外型尺寸:
外型尺寸:182mm(宽)×123mm(高)×84mm(深)
安装开孔尺寸:185mm×126mm
面板尺寸:188mm×129mm
重量:750g
1
三、功能说明
1.一级参数:
1.1 长度:预设当前制袋长度,设定范围0~6553.5mm。
1.2 批数:预设每批制袋数量,设定范围0~999只/批。
1.3 停机时间:一批到数的停主机时间,范围0~9.9秒。
为0.0时,无论机
型都不停机。
为9.9时,停机后不自动开机。
1.4 档位:1~9,步进电机爬升速度,1最快,9最慢。
1.5 限速:步进600步时,00.0—08.0KHZ;步进细分1200步或伺服时,00.0—16.0KHZ,设置的运转频率越大,步进电机运转的最高速度越快。
上下搭配可以选出合适的步进电机运转速度,电机速度越慢,力距越大。
1.6点进检标:在色袋时,设置不检,在停止状态,按点进时,跟踪光电不自动跟色标;设置检,按点进时光电自动跟色标。
1.7脱标:在制彩袋时,脱标时有报警停机、几次停机两种状态。
报警停机时,步进拉料定长后寻色标直至极限位置,如脱标,高位停机。
几次停机时,步进拉料定长后停止拉料,到设定次数后高位停机。
1.8色标补偿:如果料比较长或色标误差较大,可以适当加大色标补偿长度,即提前而且延长寻找色标范围。
1.9机型:0—2,0为先启动主机,后送料;1为先送料,后启动主机;2为先送料,后启动主机,到整本数输出脱袋信号。
1.10密码:只有输入正确的数据按向下箭头才能进入二级参数。
(初始密码为1357)2.二级参数:
2.1冲孔时间:000~250毫秒,冲孔电磁阀动作时间。
2.2冲孔延时:00~99毫秒, 冲孔电磁阀延时动作时间。
2.3直径:0~299.9mm,设置所需的胶辊当量直径。
2
2.4整圈步数:0~9999,设置值为360除以电机步距角。
(例如:0.6步距角电机设定为360/0.6=600,即为0600)
2.5提前报警个数:制袋将到整本数时,提前报警的个数。
如5个,则提前
5个袋子蜂鸣器报警。
3.指示灯说明:
运行:按启动/RUN键时,主电机工作灯亮;按停止/STOP键,高位停主机灯灭。
超速:主电机运转速度过快或出现故障时,灯亮,按任意键解除。
GK1、GK2、GK3:分别为输入传感器有效时,灯亮。
CP:步进电机运转时,灯亮;停转时,灯灭。
彩色、空白、亮动、暗动:
在设定彩空、极性参数时,根据选择相应灯亮,其余灯灭。
机型:机型选0时,灯灭;其余灯亮。
附录Ⅰ:对外接线说明
输入:
1、点退:外接按钮对12GND有效。
2、点进:外接按钮对12GND有效。
3、运行:外接按钮对12GND有效。
4、停止:外接按钮对12GND有效。
5、GK1:霍尔开关信号。
(参见GK1、GK2示意图)
6、GK2:霍尔开关信号。
(参见GK1、GK2示意图)
7、GK3:色标光电信号。
8、GK4:备用。
9、GK5:主机点动,外接按钮对12GND有效。
10、GK6:上位放料光电输入,物料遮挡时应为低电平。
11、GK7:下位放料光电输入,物料遮挡时应为低电平。
12、GK8 :备用
3
13、+12V :为直流电源输出正极,作为本系统相关传感器使用。
14、GND : 为直流电源输出负极。
输出:
1、CP1:第一步进脉冲信号。
(CP脉冲信号,电缆线黄色)
2、CP2:第二步进脉冲信号。
3、CW:步进电机方向信号。
(UD方向信号,电缆线蓝色)
4、ZJ:备用。
5、BE:报警信号。
(对12V输出)
6、TD:脱袋开关信号(内置继电器常开端输出)
7、CQ:冲孔开关信号(内置继电器常开端输出)
8、BS1 :备用
9、BS2 :备用
10、BY1:备用
11、BY2:备用
12、BY3:备用
13、+12V :电源输出正极(COM公共端/+12V,电缆线棕色)
14、GND:电源输出负极
接线排:
1、空
2、空
3、空。
4、空
5、主机输出触点
6、主机输出触点
7、220V电源输入
8、220V电源输入
4
5
6
12
3456
78
A
B
C
D
8
7654321D
C
B
A
T i t l e
N u m b e r R e v i s i o n
S i z e
A 3
D a t e :29-S e p -2007S h e e t o f
F i l e :
E :\P r o g r a m
F i l e s \D e s i g n E x p l o r e r 99 S E \C O M .d d b D r a w n B y :
图1 操作面板示意图
图2 后面板示意图
C P 1C P 2C W Z J B E T
D C Q B S 1B S 2B Y 1B Y 2B Y 3+12V G N D D T D J R U N T Z G K 1G K 2G K 3G K 4G K 5G K 6G K 7G K 8+12V G N D
主机模拟输出/8V
模拟地G N D /8V
220V
220V
说明:
点退(D T )、点进(D J )、运行(R U N )、停止(T Z )G K 1、G K 2、+12V 、G N D 至霍尔开关,G K 3、+12V 、C P 1、C W 、+12V 至驱动器。
B E 、+12V 至蜂鸣器。
G K 6、G N D 至外接主机点动按钮开关。
T D 、+12V 至脱袋。
C Q 、+12V 至冲孔。
220V -220V 至交流220V 电源。
触点至主机变频开关。
Z J 主机触点
放料模拟输出/15V
模拟地G N D /15V
磁铁1送料
磁铁1高位
主轴
霍尔开关安装示意图
说明:
G K 1为送料霍尔开关,上刀往上运行和底刀距离
10-20M M ,G K 1与磁体1前沿相对,电机开始送料。
霍尔开关接线:
红:+12V ,黑:G N D ,黄:G K 1
红:+12V ,黑:G N D ,黄:G K 2
磁铁2脱袋
G K 2G K 1
G K 2与磁体2相对,高位停机。
和G N D 至外接按钮开关。
G N D 至跟踪光电。
制造商:无锡徳正科技
电话:0510-********
P A C K A G E -300型
运行超速
G K 1G K 2G K 3
C P
彩色空白黑白机型定长
复位
设置
清零
C L E A R
停止启动点退
点进
极性
色/白
F I X E D
定长步进定长控制系统
R E S S T
L E N G T H
F O R B A C K
R U N S T O P S E T。