注塑机和模具关系共27页文档
注塑模具设计.ppt
8.2.2 注塑机型号的确定
㈡ 计算校核注塑机成型工艺参数是否满足制品成型的要 求
1.最大注射量的校核计算
(0.8 0.85)V公 V型
(8-1)
式中
V公 -------注塑机公称注射量,cm3
V型 -------每模的塑料体积量,cm3;是所有型腔的 塑料加上浇注系统塑料的体积总和。
8.2.2 注塑机型号的确定
8.3.1 浇注系统设计
1. 主流道:从注塑机喷嘴与模具接触位起,到分流 道为止的这一段流道。作用是负责将塑料熔体输往分流 道。
2.分流道:介于主流道和浇口之间的一段流道,它开 设在分型面上。作用是将主流道送来的塑料分配后,输 往各个浇口。
3.浇口:连接分流道与型腔之间的一段细短通道。 4.冷却穴:一般在主流道的末端设置,以装纳冷却头。
塑料成型工艺及模具设计
第八章 注塑模设计
第8章 注塑模设计
本章基本内容
模具与注塑机的关系 浇注系统的组成及其设计原则 普通浇注系统的设计 无流道浇注系统的设计 注射模的设计程序
第8章 注塑模设计
学习目的与要求
了解注塑机的种类 掌握注塑模的设计程序 掌握浇注系统的组成、作用 掌握浇注系统设计原则。
8.2.2 注塑机型号的确定
2.模具厚度与注塑机模板的闭合厚度
安装模具的厚度(Hm)应在注塑机的 最大模具厚度和最小模具厚度之间,即:
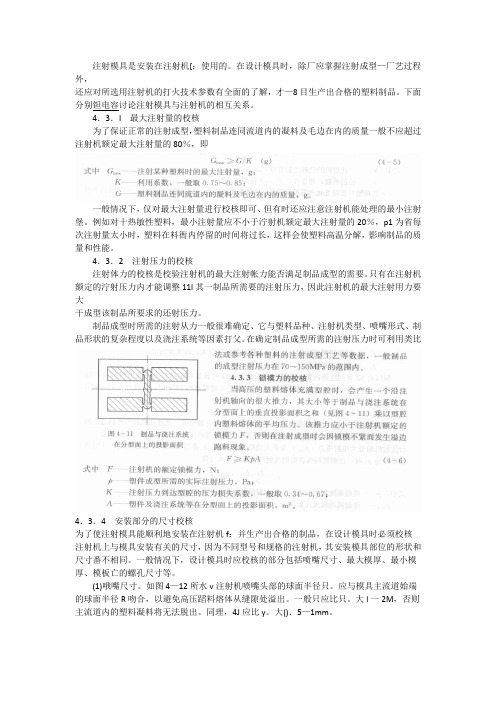
Hmin < Hm < Hmax (8-7) 液压机械式锁模机构的注塑机- 图8-6
8.2.2 注塑机型号的确定
3.模具定位圈与注塑机定位孔,模具主流道端与喷嘴的 配合
3.锁模力的校核
锁模力又称合模力。注塑机的锁模力必须大于模
注射模具与注射成型机的关系
注射模具是安装在注射机[:使用的。
在设计模具时,除厂应掌握注射成型—厂艺过程外,还应对所选用注射机的打火技术参数有全面的了解,才—8目生产出合格的塑料制品。
下面分别钽电容讨论注射模具与注射机的相互关系。
4.3.I 最大注射量的校核为了保证正常的注射成型,塑料制品连同流道内的凝料及毛边在内的质量一般不应超过注射机额定最大注射量的80%,即一般情况下,仅对最大注射量进行校核即可、但有时还应注意注射机能处理的最小注射堡。
例如对十热敏性塑料,最小注射量应不小于泞射机额定最大注射量的20%,p1为省每次注射量太小时,塑料在料衙内停留的时间将过长,这样会使塑料高温分解,影响制品的质量和性能。
4.3.2 注射压力的校核注射体力的校核是校验注射机的最大注射帐力能否满足制品成型的需要。
只有在注射机额定的泞射压力内才能调整11l其一制品所需要的注射压力,因此注射机的最大注射用力要大干成型该制品所要求的还射压力。
制品成型时所需的注射从力一般很难确定、它与塑料品种、注射机类型、喷嘴形式、制品形状的复杂程度以及浇注系统等因素打父。
在确定制品成型所需的注射压力时可利用类比4.3.4 安装部分的尺寸校核为了使注射模具能顺利地安装在注射机f:并生产出合格的制品,在设计模具时必须校核注射机上与模具安装有关的尺寸,因为不同型号和规格的注射机,其安装模具部位的形状和尺寸番不相同。
一般情况下,设计模具时应校核的部分包括喷嘴尺寸、最大模厚、最小模厚、模板亡的螺孔尺寸等。
(1)哦嘴尺寸。
如图4—12所水v注射机喷嘴头部的球面半径只。
应与模具主流道始端的球面半径R吻合,以避免高压蹈料熔体从缝隙处溢出。
一般只应比只。
大l一2M,否则主流道内的塑料凝料将无法脱出。
同理,4J应比y。
大().5—1mm。
(2)最大、最小模厚。
在模具设计时,应性模具的总厚度位于注射机可安装携具的最大模厚与最小模厚之间。
向时应校核模具的外形尺、j‘,使得模具能从注射机的拉杆之间装入,即(3)螺扎尺寸。
模具与注射机的关系

模具与注射机的关系模具都必须安装在与其相适应的注射机上才能进行生产。
因此设计模具时,必须熟悉所选注射机的技术规范,并对相关参数进行校核,判断模具能否在所选注射机上使用。
1 注射机注射机是进行注塑加工的设备,也是应用最广的塑料成型设备。
1.1 .注射机的结构组成注射机通常由注射装置、锁(合)模装置、液压传动系统和电器控制系统等组成。
( 1)注射装置。
是注射机的主要部分,将颗粒状或粉状的固体塑料原料均匀塑化成熔融状态,并以适当的速度和压力将一定量的塑料熔体注射进模具型腔。
注射装置主要由塑化部件8 、料斗9 、注射和移动液压缸11 、计量装置和传动装置10 等组成。
其中塑化部件是主要部分,由螺杆(柱塞)、料筒、加热器和喷嘴组成。
( 2 )锁模装置。
也称为合模装置,主要作用是:实现模具可靠地开合,提供必要的行程;在注射和保压时,提供足够的锁模力;提供推出塑件的推出力和相应的行程。
锁模装置主要由定模固定板6 、动模固定板3 、拉杆5 、锁模液压缸1 、锁模机构2 、塑件推出机构4 和模具调整装置等组成。
常用的锁模装置有液压一机械式和全液压式。
( 3 )液压传动和电器控制系统。
该系统保证注射机按塑化、注射、固化成型各个工艺过程的预定要求(如温度、压力、速度、时间等)和动作程序准确有效地工作。
液压系统主要由各个液压油缸、管道、各类阀件和其他液压元件组成,电器控制系统主要由各种仪器和仪表组成。
1.2 .注射机的分类注射机发展很快,类型不断增加,分类方法各异。
最常见的是按注射机外形特征分类,即按注射装置和锁模装置的排列方式分类,可分为卧式注射机、立式注射机、角式注射机等。
( l )卧式注射机。
卧式注射机是使用最广泛的注射成型设备,它的注射螺杆或柱塞的轴线与锁模装置轴线在一条直线上(或相互平行),并且沿水平方向装设。
卧式注射机的优点是机器重心低,比较稳定,便于操作、维修和加料,塑件推出模具后可利用其自重自动落下,容易实现全自动操作等。
第四章 注塑机和注塑模具的关系

⑵成型制品精度较高。生产批量较大时,模具应当设有 温度控制系统。
⑶对制品成型的适应性很强。 ⑷成型周期短,生产效率最高,便于实现自动化操作, 因此便于大批量制品的生产。
第四章 注塑机和注塑模具的关系
本章重点: 掌握注塑机主要参数与模具结构之间的关系 注塑机的主要参数: 最大注射量、最大注射压力、最大锁模力、最大成型
面积、模具最大和最小厚度、最大开模行程、安装位置 尺寸、喷嘴球径和孔径、顶杆位置。
第四章 注塑机和注塑模具的关系
用注塑模来生产制品主要有以下特点: ⑴塑料的加热和塑化是在注塑机的高温料筒内完成的,
注塑机的主要参数:
最大注射量、最大注射压力、最大锁模力、最大成型面积、模具最大 和最小厚度、最大开模行程、安装位置尺寸、喷嘴球径和孔径、顶杆位置。
一、最大注射量的校核:
注塑机最大注射量的标定:通常用常温下注射机一次注射
聚苯乙烯PS (1.06g/cm³) 的最大容积量为注射机公称注射量。 -----体积(cm³)
一 、注塑机的种类及应用
㈠注塑机的种类及其应用: 按成型塑料性质:有热塑性塑料注塑机和热固性塑料注塑机。
按塑化方式:有柱塞式注塑机和螺杆式注塑机。
柱塞式注塑机一般在公称注射量60cm3 以下;
螺杆式注塑机,是目前产量最大,应用最广的类型。
按锁模机构驱动方式:有液压式和液压-机械联合式。 按操作方式:有全自动、半自动和手动式。 按结构形式:有立式、卧式和直角式
直角式注塑机:
如图所示,其注射装置轴线与锁模机构轴线相互正交垂直。 优点:结构简单,便于自制,适于一模仅成型一件,
注塑机介绍
目录
一.注塑成型机与模具的关系 二.注塑成型机有关工艺参数的校核 1.型腔数量的决定;
2.注塑压力的校核
3.锁模力的校核 4.模具与注塑机装模部位相关尺寸的校核 5.开模行程与塑件推出距离的校核 三:注塑成型机的分类 1.卧式注塑机 2.立式注塑机 3.角式注塑机 四:注塑成型机辅助设备的介绍 1.模温机2.干燥机3.上料机4.冷水机5. 机械手
(4).模具闭合厚度
Hmax≥Hm≥Hmin
(5).安装螺孔尺寸 模具重量较轻用压板固定 模具重量较重的用螺钉固定
5.开模行程与塑件推出距离的校核 注塑机的开模行程是有限制的,取出制件所需要的开模距离必须小于注塑机 的最大开模距离。 (1).注塑机的最大开模行程(s)与模具厚度(Hm)无关
单分型面模具:S>=H1+H2+(5~10)mm 双分型面模具:S>=H1+H2+a+(5~10)mm
6.最大开模行程;
7.模板安装模具的螺钉孔(或T形槽)的位置和尺寸; 8.注塑机喷嘴孔直径和喷嘴球头半径值.
二:注塑成型机有关工艺参数的校核
1.型腔数量的决定 当塑件设计完成之后就进入了模具设计,首先必须考虑采用单型腔还是多型腔 模,并决定数量的多少。考虑的因素主要有:现有注塑机的规格、所要求的塑件质量、 塑件成本及交货期,起决定作用的因素很多,它既有技术方面的因素,也有生产 管理方面的因素。 型腔数量可以从以下几个方面进行计算: (1).由交货期计算型腔数:当某产品采用一副模具生产时可按下式确定型腔数。 n=(1.05*N*tc)/(3600*th(to-tm)) 式中1.05—故障系数(以5%计) N—一副模具定货量(件) tc—成型周期(s) to—从定货到交货时间(月)
注塑成型机与模具

3.2注射模具结构组成及种类
3.2.3典型注射模具简介
4. 活动镶件注射模
图1 4四冲程柴油机示意图
1—定模板; 2—导柱; 3—活动镶 件; 4—型芯; 5—动模板; 6— 动模垫板; 7—支架; 8—弹簧; 9—推杆; 10—推杆固定板; 11— 推板
3.2注射模具结构组成及种类
3.2.3典型注射模具简介
பைடு நூலகம்
第3章 注塑成型机与模具
3.1注塑成型机工作原理和注塑工艺
3.1.2 注塑成型工艺
1. 注塑成型工艺过程 注塑工艺过程包括成型前准备、注塑过程、制品后处理三个主要 阶段。 1) 成型前准备 图1 4四冲程柴油机示意图 ① 原料外观的检验和工艺性能的测定。 ② 物料的预热和干燥。 ③ 嵌件的预热。 ④ 料筒的清洗。 ⑤ 脱模剂的选用。
第3章 注塑成型机与模具
3.1注塑成型机工作原理和注塑工艺
3.1.1常用注塑机种类及工作原理
2. 注塑成型原理和注塑机 2) 注射机的基本结构和规格参数 (1) 基本结构
图1 4四冲程柴油机示意图
图3-6卧式注射机示意图 1—锁模机构; 2—注射机构; 3—液压传动和电气控制系统; 4—机身
第3章 注塑成型机与模具
第3章 注塑成型机与模具
3.1注塑成型机工作原理和注塑工艺
3.1.2 注塑成型工艺
1. 注塑成型工艺过程 3) 制品后处理 ①退火处理 图1 4四冲程柴油机示意图 目的:1.是消除或降低塑料制品成型后的残余应力; 2.是降低塑 料制品的硬度,提高塑料制品的韧度。
②调湿处理 目的:主要针对吸湿性很强,且易氧化的尼龙类制品,用于消除 内应力,达到吸湿平衡,以稳定制件的颜色、性能以及尺寸。
注塑机和模具 基础知识共73页

注塑机和模具 基础知识
•
6、黄金时代是在我们的前面,而不在 我们的 后面。
•
7、心急吃不了热汤圆。
•
8、你可以很有个性,但某些时候请为失败找借口 (蹩脚 的工人 总是说 工具不 好)。
•
10、只要下定决心克服恐惧,便几乎 能克服 任何恐 惧。因 为,请 记住, 除了在 脑海中 ,恐惧 无处藏 身。-- 戴尔. 卡耐基 。
6、最大的骄傲于最大的自卑都表示心灵的最软弱无力。——斯宾诺莎 7、自知之明是最难得的知识。——西班牙 8、勇气通往天堂,怯懦通往地狱。——塞内加 9、有时候读书是一种巧妙地避开思考的方法。——赫尔普斯 10、阅读一切好书如同和过去最杰出的人谈话。——笛卡儿
塑料模具课程课件4注射模与注射机的关系

2021/3/13
23
模具与注射机关系
2021/3/13
24
模具与注射机关系
注射量校核 锁模力校核 安装参数校核
• 模具在注射机上的安装 • 注射机模座行程及间距和模具闭合高度的关系 • 注射机模座尺寸及拉杆间距和模具尺寸的关系 • 注射机顶出装置和注射模具顶出机构的关系
2021/3/13
8
卧式注射机的组成
电气系统是控制各部分动作的产生和衔接,它能够 精确的对每个部件在固定的时间和设定的数据发出 指令使机器得到更好的控制。
2021/3/13
9
卧式注射机的组成
机架是组合各个部件的基本。
2021/3/13
10
卧式注射机的组成
锁模系统可分为直压式和曲轴式。
2021/3/13
注射模与注射机的关系
2021/3/13
1
主要内容
注射机的分类 主要技术参数 模具与注射机关系
2021/3/13
2
学习目标
1.了解注射机的类别、规格和主要参数。 2.掌握注射机的工作过程。 3.掌握注射模型腔数量的确定和校核方法。 4.掌握注射机最大注射量和锁模力的校核方法。 5.掌握模具与注射机安装部分相关尺寸和开模行程的 校核。
2021/3/13
H=L-Hm ≥H1+H2+a+(5~10)mm
38
开模行程的校核
2021/3/13
39
注射机模座尺寸及拉杆间距和模具尺寸的关系
2021/3/13
40
注射机顶出装置和注射模具顶出机构的关系
注射机顶出装置的主要形式有机械顶出、液压顶出和气 压吹出。