天津FA458粗纱机说明书(精品资料).doc
FA4101--粗纱机说明书(结构部分)

FA4101--粗纱机说明书(结构部分)目录第一章纺纱概述.................................................. 41.1纺纱生产的流程............................................. 41.1.1纺纱生产流程......................................... 41.1.2涤棉混纺生产流程 ..................................... 41.2原料的一般常识............................................. 41.2.1纺纱原棉的分类....................................... 41.2.2棉花标准............................................. 51.2.3纺纱分类............................................. 51.2.4 纱线的细度........................................... 5第二章粗纱工序................................................. 82.1粗纱工序的任务............................................. 82.2粗纱机的工艺过程........................................... 8第三章产品概述............................................... 103.1 产品用途................................................ 103.2产品主要先进性能......................................... 103.3主要规格及技术性能........................................ 1 1 第四章产品结构及功能作用..................................... 144.1组成及特点............................................... 144.2各机构功能及特点......................................... 144.2.1喂入机构........................................... 144.2.2牵伸机构........................................... 154.2.3清洁装置........................................... 214.2.4加捻机构........................................... 214.2.5卷绕机构........................................... 224.2.6升降机构........................................... 234.2.7三轴差速装置....................................... 244.2.8四轴筒管传动装置 ................................... 244.2.9电气设备........................................... 25第五章粗纱工序温湿度......................................... 275.1温湿度对纤维的影响....................................... 275.2粗纱工序温湿度标准....................................... 275.3化纤温湿度标准............................................ 2 85.4粗纱捻度系数............................................. 27第六章机器的安装............................................. 296.1地面准备................................................. 296.2 安装顺序................................................ 306.3机器的安装............................................... 306.4机前卷绕部分的装校....................................... 326.5牵伸部分的装校........................................... 346.6 检查.................................................... 35第七章机器的试车调试......................................... 377.1调试中的一般注意事项..................................... 377.2牵伸清洁装置的调试....................................... 377.3摇架的调整............................................... 377.4落纱时下龙筋位置的调整................................... 397.5试车..................................................... 41第八章维护保养与润滑......................................... 438.1维护保养的一般要求....................................... 438.2机器的润滑............................................... 45第九章随机备件及技术资料..................................... 469.1随机备件................................................. 469.2用户选购件............................................... 469.3工艺变换齿轮要求......................................... 469.4专用工具................................................. 47第十章传动图及工艺计算....................................... 4810.1 传动图................................................. 4810.2工艺计算 .............................................. 48第十一章故障分析............................................. 5311.1常见纺纱故障分析........................................ 5311.2粗纱机机械故障分析...................................... 5511.3KGFA4001/KGFA4002/KGFA4101/KGFA4102/KGFA4103-----粗纱机主要故障原因................................ 56附页附页一、捻度表附页二、纺纱布置图附页三、传动系统图附页四、KGFA4101/KGFA4102/KGFA4103地脚图(108S、120S、132S)第一章纺纱概述1.1纺纱生产的流程由于使用的原料不同,产品质量的要求不同,在加工时采用不同的生产流程。
粗纱机458A

TJFA458A型悬锭粗纱机天津宏大纺织机械有限公司二OO五年八月目录页数1、机型和主要优点 42、制造厂家 43、制造和使用的行业标准 44、主要规格 55、导条架 56、牵伸 5 6.1、牵伸型式 5 6.2、加压摇架 5 6.3、罗拉 6 6.4、上罗拉7 6.5、皮圈7 6.6、上肖8 6.7、下肖棒8 6.8、集束器86.9、隔距块97、锭翼和锭速98、传动系统9 8.1、差速箱10 8.2、变速机构10 8.3、换向机构108.4、摆动机构109、成形装置1010、升降平衡装置1011、锥轮皮带复位1012、润滑系统1013、粗纱张力控制1014、关于防细节1015、清洁系统1016、巡回式清洁器1117、配备自停装置11 17.1、自停装置1117.2、计长装置1118、信号灯1119、轴承1120、落纱方式1121、电机及其功能1222、电磁离合器及其功能1223、噪音1324、机器净重1325、电源1326、使用性能和纺纱质量13 26.1、技术性能1326.2、纺纱质量参考指标1327、用户自理件1328、其它1429、变换齿轮的种类及数量1430、备件和工具1531、说明15 附图:1、Φ406毫米(16″)棉条筒排列图162、Φ508毫米(20″)棉条筒排列图173、传动系统图184、地脚图191.机型和主要优点:1.1机型TJFA458A型悬锭粗纱机1.2主要优点:本机是在原FA401、FA401A的基础上,经过不断改进提高而成的第三代悬锭机型。
性能稳定,使用可靠,是目前最成熟的国产悬锭粗纱机。
主要优点如下:1功能先进·采用新型封闭式高速锭翼。
·机电结合式的下龙筋换向机构。
动作灵敏、无冒纱现象。
·采用可编程序控制器(PLC)和变频调速。
慢速启动。
·满纱自动控制。
实现定长、定位、定向停车。
·液晶显示屏。
2高质量·园盘式张力微调装置,粗纱张力稳定,伸长率小,前后排差异小。
纺纱工艺设计第八组
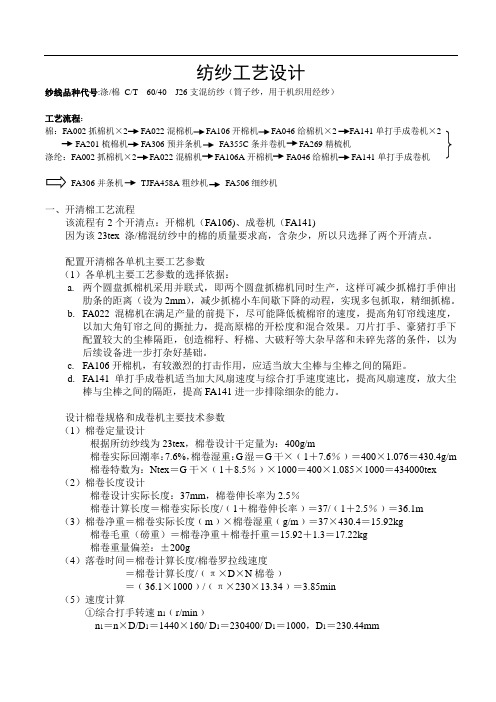
纺纱工艺设计纱线品种代号:涤/棉C/T 60/40 J26支混纺纱(筒子纱,用于机织用经纱)工艺流程:棉:FA002抓棉机×2 FA022混棉机FA106开棉机FA046给棉机×2 FA141单打手成卷机×2FA201梳棉机FA306预并条机FA355C条并卷机FA269精梳机涤纶:FA002抓棉机×2 FA022混棉机FA106A开棉机FA046给棉机FA141单打手成卷机FA306并条机TJFA458A粗纱机FA506细纱机一、开清棉工艺流程该流程有2个开清点:开棉机(FA106)、成卷机(FA141)因为该23tex 涤/棉混纺纱中的棉的质量要求高,含杂少,所以只选择了两个开清点。
配置开清棉各单机主要工艺参数(1)各单机主要工艺参数的选择依据:a.两个圆盘抓棉机采用并联式,即两个圆盘抓棉机同时生产,这样可减少抓棉打手伸出肋条的距离(设为2mm),减少抓棉小车间歇下降的动程,实现多包抓取,精细抓棉。
b.FA022混棉机在满足产量的前提下,尽可能降低梳棉帘的速度,提高角钉帘线速度,以加大角钉帘之间的撕扯力,提高原棉的开松度和混合效果。
刀片打手、豪猪打手下配置较大的尘棒隔距,创造棉籽、籽棉、大破籽等大杂早落和未碎先落的条件,以为后续设备进一步打杂好基础。
c.FA106开棉机,有较激烈的打击作用,应适当放大尘棒与尘棒之间的隔距。
d.FA141单打手成卷机适当加大风扇速度与综合打手速度速比,提高风扇速度,放大尘棒与尘棒之间的隔距,提高FA141进一步排除细杂的能力。
设计棉卷规格和成卷机主要技术参数(1)棉卷定量设计根据所纺纱线为23tex,棉卷设计干定量为:400g/m棉卷实际回潮率:7.6%,棉卷湿重:G湿=G干×﹙1+7.6%﹚=400×1.076=430.4g/m棉卷特数为:Ntex=G干×﹙1+8.5%﹚×1000=400×1.085×1000=434000tex (2)棉卷长度设计棉卷设计实际长度:37mm,棉卷伸长率为2.5%棉卷计算长度=棉卷实际长度/﹙1+棉卷伸长率﹚=37/﹙1+2.5%﹚=36.1m (3)棉卷净重=棉卷实际长度﹙m﹚×棉卷湿重﹙g/m﹚=37×430.4=15.92kg 棉卷毛重(磅重)=棉卷净重+棉卷扦重=15.92+1.3=17.22kg棉卷重量偏差:±200g(4)落卷时间=棉卷计算长度/棉卷罗拉线速度=棉卷计算长度/﹙π×D×N棉卷﹚=﹙36.1×1000﹚/﹙π×230×13.34﹚=3.85min(5)速度计算①综合打手转速n1﹙r/min﹚n1=n×D/D1=1440×160/ D1=230400/ D1=1000,D1=230.44mm式中:n------电动机﹙5.5KW﹚的转速﹙1440r/min﹚;D-----电动机皮带轮直径﹙160mm﹚;D1-------打手皮带轮直径﹙230、250mm﹚综合打手转速:n1=230400/D1=230400/250=921.6r/min②天平罗拉转速n2﹙r/min﹚:设皮带在铁炮的中央位置。
FA型并条机产品说明书

目录1 概述22 主要规格:23. 机器结构:54 工艺计算:85 机器的安装与调整:96 开机前准备137 机器的操作运转168 选用件及用户自理件:229 机器的维护保养2410 随机供应技术资料28传动系统图 (29)牵伸倍数表 (30)轴承分布图 (32)1 概述1.1 产品用途:本产品适用于22~76毫米长的棉、棉型化纤及中长纤维的纯纺与混纺,在纺纱工艺流程中,位于梳棉(精梳)工序之后,梳棉棉条经过本机的并合与牵伸,提高了棉条的均匀度及纤维的伸直度、平行度,并使不同品质的纤维在棉条中的混和更趋均匀,为获得良好质量的成纱创造必要条件。
本机配置了短片段自调匀整装置,对改善条干质量和重量不匀起了重要作用。
1.2 本机可实现由起动―运转―满筒停机―自动定向―自动换筒―自动开机的全自动循环。
1.3伺服牵伸系统(自调匀整)喂入棉条在经过检测罗拉时被检测。
检测的信号被存入记忆器,在有支数偏差的棉条进到主牵伸区时,控制器使信号与标准值比较,通过伺服电机与差数齿轮箱改变主牵伸区的牵伸倍数,使有偏差的棉条得以校正,实现了牵伸的自动调控。
获得高质量的输出棉条。
在输出端,能自动检测输出棉条的质量,并显示支数等变化,当变化值超过规定的极限值时,令机器自动停止。
2 主要规格:2.1 眼数:22.2 眼距:570毫米2.3 机械(输出)速度:最高10米/秒 (600米/分)2.4 喂入:2.4.1 并合数:六~八根。
2.4.2 喂入条筒尺寸 (直径×高度) (毫米):Φ400×1100(900)Φ500×1100(900)Φ600×1100(900)2.4.3 喂入型式:高架顺向积极喂入,喂入棉条经集棉器、凸凹罗拉检测后喂入牵伸区。
2.5 牵伸:2.5.1 牵伸型式:三上三下压力棒加导向上罗拉曲线牵伸。
2.5.2 加工纤维长度(毫米):22~76毫米。
2.5.3 总牵伸倍数:6.5~8.7倍;可提供4~10倍2.5.4 罗拉直径:(由前至后)a.上罗拉: Φ36、Φ36、Φ33、Φ36 (压力棒Φ12) 毫米;b. 下罗拉: Φ45、Φ35、Φ35毫米。
天津FA458粗纱机说明书
天津FA458粗纱机说明书I系统介绍篇粗纱是前纺的一道工序,它的任务是把熟条经过牵伸、加捻,加工成粗纱,并将粗纱卷绕成形,便于送到下一道工序。
现在讲述一下悬锭系列粗纱机的工作程序:一、纺纱部分:熟条经导条架进入罗拉牵伸、加捻,牵伸后形成的粗纱经锭翼导纱槽、压掌,最后将粗纱卷绕在筒管上,这几个工作程序是由主电机传动,由一系列的机械结构完成的。
卷绕部分的换向动作是由电气器件――双向吸铁来辅助完成的。
卷绕时,筒管被下龙筋托着,随着下龙筋有规律的上下运动,由于筒管转速比锭翼转速快,因而粗纱便被平行地卷绕在筒管上。
下龙筋运行方向的上、下变换,便是由双向吸铁来控制。
如图(I.1)上龙筋固定不动,假设此时下龙筋运动方向是向上、则当点“A”上升到与锭翼压掌成水平位置时,下龙筋运动方向应反向向下,点“A”称换向点。
双向吸铁的活塞可由电控制左、右吸合,动程达25mm,活塞牵动机械齿轮正、反向啮合旋转,带动下龙筋向上或向下运行。
二、落纱部分:当成形的粗纱纺到定长之后,就要把纱落下去,送到下一道程序。
落纱部分应完成的动作有:1、下龙筋抬起,使皮带松弛并返回初始位置,以便下次纺纱。
2、下龙筋下落,使管纱从锭杆中脱出,然后由落纱工把管纱拔走。
3、下锥轮落下,返回原位置,使皮带张紧。
4、落完纱之后,使下龙筋进行第一次上升至插管位置,然后,挡车工把空的筒管插上。
5、再次使下龙筋上升,即第二次上升至生头位置。
挡车工生完头之后便可进行纺纱了。
三、辅助装置:1. 悬锭系列粗纱机配备了吹吸风装置用于清洁,吹吸风装置是间歇工作的,间歇时间可调。
2. 机器配备了红外光电检测装置,当发生断纱和断条时,挡光路后,机器将自停。
下龙筋附近的龙筋光电可保证落纱时纱不落光则下龙筋不能一次上升,插管时不插管则不能二次上升,起联锁控制作用。
机前三组光电为人身保护光电。
II.操作篇粗纱机装配调试好之后,便可正常纺纱了。
本PV控制系统使用的五色信号灯除进行正常的操作信号显示之外,还用不同颜色的信号灯组合来显示不同的故障信息,这些故障都是由可编程控制器PLC通过软件检测出来的。
FA493(L)FA494(L)齿轮传动粗纱机

FA493(L)FA494(L)齿轮传动粗纱机主要规格参数:机器型号:FA494 FA493锭距:220mm 194mm锭数:96、108、120、132 96、108、120、132 节距:440mm 388mm每节锭数:4 4筒管尺寸:45*445mm 45*445mm成型尺寸:150*400mm 135*400mm牵伸倍数:4.2—12 4.2—12捻度范围:18~80捻/米18~80捻/米适纺线密度:200~1250 tex牵伸形式:四罗拉双短皮圈牵伸罗拉直径:上28.8 28.8 25 28.8下28.5 28.5 28.5 28.5加压形式:YJ4-190*4摇架锭速:最高1400转/分罗拉凳角度:15。
喂入装置:高架式导条辊清洁形式:间歇式积极回转绒带配巡回式清洁装置锭翼形式:封闭悬锭车面高:1400mm断头自停形式:红外线光电控制主电机启动形式:变频调速慢速启动副电机启动形式:变频调速慢速启动机器手向:右手车总功率:12.75kw工艺计算:锭翼速度(转/分)=主电机转速(转/分*40/96*47*47/54*32=主电机转速(转/分)*40/96*1.27835前罗拉转速=主电机转速*(40/96)*(TC1/TC2)*(A/B)总牵伸倍数=TDC=(83/TDC)*(104/26)=332/TDC捻度:捻度=(1000*47*47*TC2*B)/(28.5*3.1415*32*54*TC1*A) =14.27766713*(TC2/TC1)*(B/A)隔距块7.5(有4.5、5.5、6.5、7.5的)隔距:8*22*32束棉器:前八后七定量:6.8g/10m捻系数=103注:红色字体为上机工艺。
DGC-FA 操作指南说明书

1Applicable documents2Safety2.1Safety instructions–Take into account the ambient conditions at the location of use.–Only use the product in its original condition without unauthorised modifica-tions.–Observe the identifications on the product.–Store the product in a cool, dry environment protected from UV and corrosion.Keep storage times short.–Before working on the product, switch off the compressed air supply and lock itto prevent it from being switched on again.–Have the product repaired by the Festo repair service only.–Observe the tightening torques. Unless otherwise specified, the tolerance is± 20%.2.2Intended useThe product is intended for the space-saving transport of masses. The product isapproved for rotor operation, slide operation and yoke operation.2.3Foreseeable misuseOperating the product without stop nuts, lock nuts and damping elements willresult in destruction.–Use suitable cushioning components è /catalogue.2.4Training of qualified personnelWork on the product may only be carried out by qualified personnel who canevaluate the work and detect dangers. The qualified personnel have skills andexperience in dealing with pneumatic (open-loop) control technology.3Additional information–Contact the regional Festo contact if you have technical problemsè .–Accessories and spare parts è /catalogue.4FunctionThe slides of the guide axis support a moving load. Additional slides on the guidepermit loading with higher torques. Cushioning components protect the slide fromhard stops at the end positions.Fig. 1:Function of the guide axis5Product designFig. 2:Product design6Mountingpare the stroke of the product with the product labelling of the assigneddrive axis.2.Place the product horizontally with the profile mountings and the foot mount-ings on a flat surface.–Evenness of attachment surface: 0.02 mm.3.Maintain the support spacing in relation to nominal size and load. This avoidstension that will negatively influence function and service life.812182532405063∅8∅12∅18∅25∅32∅40∅50∅634.Mount the profile mountings and foot mountings.–The profile mountings and foot mountings must be outside the collision area of the slide.–Position the product parallel to the driven linear axis.–The cushioning should be preferably on the load axis.–If both axes are cushioned, the cushioning must be coordinated over bothaxes.6.1Increasing contact surfaceWhen using the product with an increased contact surface due to additional slides:–The cushioning components must be attached to both end positions.When using the product with a drive axis DGC-...:–The slide surfaces of both axes must be at the same height over the entire travel range.Fig. 3:Increasing contact surface 6.2Positioning the payloadFig. 4:Positioning the payload1.Place the transverse connection and the payload on the product. Maintain thetipping moment from force F and distance d è 10 Technical data.2.Maintain the minimum distance a minof 20 mm between the two slides.ÄThe lubrication holes can be accessed for servicing with a suitable pres-sure grease gun.3.Push the transverse connection through the complete stroke path from oneend position to the other. The product is positioned tension-free in relation to the slide.4.Tighten the retaining screws for the profile mounting.7CommissioningH •Maintain the maximum distance d and the maximum tightening torque of lock nut K and the cushioning components H.8Maintenance and careFig. 5:Lubrication intervals1.Calculate the load on the guide F ver using the formula for combined loadsè 10 Technical data.2.Refer to the table for the lubrication intervals.3.Grease the rolling bearings via the lubrication holes on the slide. Use theone-handed pressure grease gun with needle nozzle LUB-1, 647958.4.Simultaneous greasing and simultaneous shifting of the slide by hand willensure that the grease cavities of the bearing guide are evenly filled.9Fault clearance10Technical dataTab. 4:Technical data。
8[1].粗纱设备部分试题(修改后)
![8[1].粗纱设备部分试题(修改后)](https://img.taocdn.com/s3/m/ada840f6aef8941ea76e05b8.png)
判断题:1.粗纱假捻捻度对增加纱条动态强力、减少断头有利。
(√)2.粗纱牵伸胶辊的压力越大,条干质量越好。
(×)3.粗纱卷装两端的锥度是不可改变的。
(×)4.随着粗纱卷绕直径的增加,龙筋升降速度减慢。
(√)5.粗纱每一层的卷绕线速度应大致相同。
(√)6.粗纱小纱时的筒管转速大于大纱时的筒管转速。
(√)7.粗纱的锭翼顶孔既是一个加捻点,也是一个捻陷点。
(√)8.粗纱机的卷绕转速等于筒管的转速与锭翼转速之差。
(√)9.粗纱和细纱的罗拉座都与水平面成一定的倾斜角度(×)10.在梳棉与细纱之间工艺道数应按偶数配置。
(×)11.棉与化纤混纺时,并条机的工艺道数一般采用二道。
(×)12.筒管的卷绕转速和升降速度与粗纱的卷绕直径成反比。
(√)13.粗纱张力和粗纱伸长率的变化是一致的。
(√)14.粗纱机上只有假捻而没有加捻。
(×)15.粗纱纺化纤时,罗拉隔距应比纺棉时大。
(√)16.粗纱机一般采用管导的卷绕方式,即锭翼的转速大于筒管的转速。
(×)17.粗纱张力若逐层减小,则应将铁炮皮带的起始位置向主动铁炮大头适当移动(√)18.假捻捻度对增加纱条动态强力减少断头有利(√)19.粗纱机的龙筋升降速度在卷绕同一层时一般为恒速( √)20.纺化纤时粗纱捻系数应比纺棉时大(×)21.在一定条件下,粗纱上使用假捻器能够在纱条的某一段上加上稳定的捻度(√)22.四罗拉双短皮圈牵伸,增加一个整理区的目的是为了增大粗纱机总牵伸倍数(√)23.当粗纱卷绕直径增加时,筒管卷绕速度必须相应减小(√)24.改变粗纱捻度是通过改变锭翼转速与前罗拉输出线速度的比值来调整的(√)25.粗纱机差动装置的作用是将主轴传来的恒速和上铁炮传来的变速合成在一起(√)26.粗纱机上锭翼转动一周,顶孔到前罗拉段纱条获得一个捻回。
(√)27.粗纱机上铁炮皮带的起始位置影响小纱的张力,铁炮皮带向主动铁炮小端移动,筒管速度减慢,张力减小。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
【最新整理,下载后即可编辑】天津FA458粗纱机说明书I系统介绍篇粗纱是前纺的一道工序,它的任务是把熟条经过牵伸、加捻,加工成粗纱,并将粗纱卷绕成形,便于送到下一道工序。
现在讲述一下悬锭系列粗纱机的工作程序:一、纺纱部分:熟条经导条架进入罗拉牵伸、加捻,牵伸后形成的粗纱经锭翼导纱槽、压掌,最后将粗纱卷绕在筒管上,这几个工作程序是由主电机传动,由一系列的机械结构完成的。
卷绕部分的换向动作是由电气器件――双向吸铁来辅助完成的。
卷绕时,筒管被下龙筋托着,随着下龙筋有规律的上下运动,由于筒管转速比锭翼转速快,因而粗纱便被平行地卷绕在筒管上。
下龙筋运行方向的上、下变换,便是由双向吸铁来控制。
如图(I.1)上龙筋固定不动,假设此时下龙筋运动方向是向上、则当点“A”上升到与锭翼压掌成水平位置时,下龙筋运动方向应反向向下,点“A”称换向点。
双向吸铁的活塞可由电控制左、右吸合,动程达25mm,活塞牵动机械齿轮正、反向啮合旋转,带动下龙筋向上或向下运行。
二、落纱部分:当成形的粗纱纺到定长之后,就要把纱落下去,送到下一道程序。
落纱部分应完成的动作有:1、下龙筋抬起,使皮带松弛并返回初始位置,以便下次纺纱。
2、下龙筋下落,使管纱从锭杆中脱出,然后由落纱工把管纱拔走。
3、下锥轮落下,返回原位置,使皮带张紧。
4、落完纱之后,使下龙筋进行第一次上升至插管位置,然后,挡车工把空的筒管插上。
5、再次使下龙筋上升,即第二次上升至生头位置。
挡车工生完头之后便可进行纺纱了。
三、辅助装置:1. 悬锭系列粗纱机配备了吹吸风装置用于清洁,吹吸风装置是间歇工作的,间歇时间可调。
2. 机器配备了红外光电检测装置,当发生断纱和断条时,挡光路后,机器将自停。
下龙筋附近的龙筋光电可保证落纱时纱不落光则下龙筋不能一次上升,插管时不插管则不能二次上升,起联锁控制作用。
机前三组光电为人身保护光电。
II.操作篇粗纱机装配调试好之后,便可正常纺纱了。
本PV控制系统使用的五色信号灯除进行正常的操作信号显示之外,还用不同颜色的信号灯组合来显示不同的故障信息,这些故障都是由可编程控制器PLC通过软件检测出来的。
信号灯显示的各种意义如表(II.1)1、开车、点车、停车车前上龙筋上共有七组(120锭)或五组(96锭)按钮,每一组按钮中从左到右共有红、黄、绿三只按钮,依次完成停车、点车、开车功能。
如图(II.1)1.1、开车按钮,当五色信号灯绿灯亮时(待运行),挡车工便可按开车钮,此时粗纱机匀升速并连续运转起来。
a. 断纱时,挡上龙筋上面两组断纱光电则蓝灯亮,用以指示车前断纱,机器自动停车,锭翼定位停。
断头接好后,必须先按停车按钮或点车按钮使光电信号复位后方可开车。
b. 断条时,挡车后断条光电,则白灯亮用以指示,且机器自动锭翼定位停车。
断头接好后,可按停车按钮使指示信号复位,然后开车,也可按点车按钮,使机器低速运转,并使光电复位。
但特别指示,断头后的十秒时间内,按点车不起作用,此举为防止挡车工未及时发现断条信号便点车运转而使断条信号丢失。
c. 当纱管上卷绕好的纱由于张力大而绷断时,挡车前保护光电,则蓝灯白灯亮用以指示,并自动停车,当保护光电被挡光时,车运转不起来,防止人胳膊进入锭翼内接头时他人误开车而造成事故。
序号信号灯显示方式含义标志优先级1 红落纱自动动作标志142 红蓝皮带复位开关问题﹡83 红白龙筋落底动作时间超过40秒﹡94 红白闪皮带张紧动作时间超过15秒﹡105 红绿落纱后龙筋第一次上升时间超过10秒或龙筋上的飞花挡龙筋光电导致龙筋未上升到插管位置﹡116 红绿闪落纱后龙筋第二次上升动作时间超过10秒﹡127 红闪落纱手动动作标志(手动状态下的故障信号与自动状态下的组合显示方式相同)138 红绿蓝计长表接点应复位169 绿等待运行状态2010 绿蓝光电检测呈切除状态1711 绿黄换向接近开关动作不正确﹡412 黄门开关打开或皮带限位开关动作﹡213 黄闪下龙筋超程碰压上、下限位保护开关﹡514 黄蓝控制箱内电源保护动作或急停开关被按下﹡15 黄白锭翼定位停动作时间超过5秒﹡316 黄蓝白PLC内部锂电池需更换117 蓝车前断纱1518 蓝闪纺纱时皮带复位开关呈非复位状态﹡1919 蓝白保护光电动作1820 白车后断条14注: 1. 当优先级数值小的信号出现时,则数值大的信号被消隐。
2. 打“﹡”号的为故障信号,其余的为状态或操作指示信号。
1.2 点车按钮:按住点车按钮,机器便以较低的速度运转(变频器输出频率15HZ),手抬起时,机器便停下来,点车运转时五色灯对光电信号有指示,却不能阻止机器运转,而开车运转时,光电动作之后,则须将光电信号复位之后,方能运转。
1.3 停车按钮:按停车按钮时,使运转中的机器停下来,也用来使光电指示信号复位。
在纺满纱后落纱的一系列动作中,停车按钮可使落纱动作停止。
2. 急停按钮:在车头按钮盒上有一桔红磨菇头按钮,当机器发生意外情况时,可及时用手压下此急停按钮,则机器将在8秒内的时间快速停车,故障排除后,可右旋使急停按钮释放,急停被按下时,黄灯、蓝灯亮用以指示,另外,若机器出现故障,则五色灯将有信号用来报警,修复故障后,按下急停按钮则使故障报警信号复位,恢复运行。
3. 光电切除:纺纱过程中有时需对车身清洁,为防止光电自停,应将车头按钮盒上的“光电切除”开关拨到“切除”位置,则绿灯、蓝灯亮用以指示,光电切除后,当有断纱、断条挡光电时五色灯虽有蓝灯或白灯亮用以指示,但机器不再自动停车。
4.落纱操作:4.1.自动落纱部分:当粗纱纺到预定长度时,计长表计长接点接通,龙筋向上运动至碰SL7开关时,红灯亮,自动停车。
机器停稳后,便开始一系列的自动程序动作。
(1).下锥轮抬起,皮带复位。
(2).下龙筋下降至龙筋落底位置。
(3).下锥轮落下使皮带重新张紧,之后,挡车工便可将纺好的粗纱拔下。
(4).粗纱拔光后,挡车工应按车头按钮盒上的或车尾的龙筋上升按钮,则龙筋开始第一次上升,上升到插管位置停下。
此时应提示两个问题:a. 粗纱不拔净,则下龙筋受两路龙筋光电控制,因挡光而不能上升。
b. 当龙筋因飞花挡光电所致,未上升到插管位置便停下时,则红灯绿灯亮用以指示。
此时挡车工应把下龙筋清洁后,再按一次龙筋上升钮,使下龙筋上升到插管位置时为止。
(5)挡车工插满空筒管后,再按一次龙筋上升按钮,龙筋上升到生头位置时停下且红灯灭。
若机器使用的是电磁式计长表,则计长接点自动复位即接点断开。
若使用的是机械式计长表,则挡车工应在开车前将计长接点复位。
至此,自动落纱的各动作完成,即可继续纺纱。
4.2 手动落纱部分:若未纺到定长需提前落纱,或机器在调试过程中,这两种情况均需手动落纱操作。
手动落纱操作与自动落纱操作的区别是:自动操作的连续动作,在手动操作状态下是由人控制,一步一步完成的。
需进行手动落纱操作时,将车头按钮盒上的自动、手动落纱旋钮旋到手动位置,则红灯闪亮,指示机器处于手动落纱状态,然后以下动作便可由人控制执行。
(1)按锥轮抬起皮带复位按钮,(如图II2),则锥轮抬起皮带复位动作开始,皮带复位后,动作结束,皮带复位指示灯亮。
(2)按龙筋超降按钮,则龙筋下降至落底位置时结束。
(3)按皮带张紧按钮,则皮带张紧后动作结束且皮带张紧指示灯亮。
之后,挡车工应把纱拔下。
(4)按龙筋上升按钮,龙筋第一次上升至插管位置时停止。
若龙筋上飞花挡龙筋光电时,可能一次上升未到插管位置动作就停止。
则此时红闪亮,绿灯亮用以指示,扫除飞花后,再次按龙筋上升按钮,直到上升到插管位置时为止。
(5)将空纱管插满后,按龙筋上升按钮,则龙筋第二次上升,上升至生头位置时动作停止。
至此,手动落纱操作完成,最后将自动手动钮拔到自动位置,以备开车。
5电气箱操作盘各钮的使用5.1锭翼定位停使用,切除旋钮。
当此旋钮放在使用位置时,则每次停车锭翼始终停在一固定位置,此位置适合挡车工接头和落纱,若放在切除位置时,则锭翼将可能停在任意位置。
附:龙筋传动离合器Y4长期运行3-6个月,需调整气隙@在离合器通电状态下@达到0.25±0.05调整螺钉如右图示。
III调试篇1. 全机总体要求:1.1电源:三相交流电380V,50HZ用户电源有特殊要求,签约时须明确。
电气箱D0100内的电源进线接线端子共有L1.L2.L3.N.PE五个端子,出厂时已将N.PE 端子短接,并且用导线将PE端子与电气箱外壳接好,当用户电源是三相五线则安装时应将此短接线拆除。
1.2电源进线:铜导线截面不小于6平方毫米.1.3地脚:设备安装前须预埋地脚螺钉,电源出线口,预埋电线管。
具体要求详见地脚图。
1.4全机设备总容量13千瓦。
2.电气设备和元件的配备:2.1电机:共五个不选用上吹风时,电机为四个。
2.1.1主电机(项目代号+D1-M1)型号FX-160M1-6,B3,功率8.6KW,额定电流17.2A,安装于车后第一车挡内,正确旋转方向从电机轴头方向看应为顺时针。
2.1.2吸风电机(+D10-M2).(开停规则见39页。
如机械有电机注明方向牌,则以机械为准)型号Y100L-2,B5功率3KW,额定电流6.4A。
安装于车尾,正确旋向从轴头方向看应为顺时针,供电电源为60HZ时用4KW 电机。
2.1.3皮带复位电机(+D2-M3)型号FW-11-6,功率0.25KW,额定电流1.2A,安装在车后第二车挡的第二车架上。
它的任务是:1.满纱后先逆时针旋转,带动下锥轮抬起,使皮带返回初始位置。
2.龙筋下降至落底位置后,它顺时针旋转,带动下锥轮落下,使皮带张紧,此电机属短时工作方式。
2.1.4龙筋强行电机(+H-M4)型号FW-11-6功率0.25千瓦。
额定电流0.86A,安装在车头内,它的功能是:1.皮带复位后,顺时针旋转,带动下龙筋下降至落底位置。
2.纱落完后,它逆时针旋转,分两次使龙筋上升。
此电机属短时工作方式。
2.1.5吹吸风电机(+F-M5)。
(运行程序见39页)型号Y802-2,功率1.5KW,电流3A,安装在车头上方,它顺时针旋转;属间歇工作方式,停歇的时间可调,工作的时间是以吹吸风往返工作的“次数”来衡量的,连续吹吸次数也可调,调节的控制开关在电气箱内。
2.2电磁离合器:全机共有4个电磁离合器2.2.1制动器(+D3-X1)型号DLM3-1.2A,工作电压直流24V,安装在第三车挡第二车架上。
正常纺纱时,它带电呈“合”状态,具备制动功能,防止下锥轮松动而使皮带松弛。
落纱时,则制动器断电,使下锥轮可在皮带复位电机带动下抬起或落下。
2.2.2皮带复位电磁离合器(+D3-Y3)型号DLM3-2.5A,直流24V,安装在第三车挡成形装置上,它的功用是:当皮带复位电机通电时,它同时得电,配合电机M3一起完成皮带复位和皮带张紧动作。