高速加工技术概述

高速加工技术概述
摘要:本文在介绍高速加工技术概念的基础上,介绍了高速加工技术目前研究的背景和最新的研究进展,举例说明目前高速加工技术的实际应用情况,最后展望了该领域的发展前景。
关键词:高速加工;内部激励;振动;联合仿真;试验
Overview of high-speed machining technology
ChenXu
(Nanjing Agriculture University Institute of Technology,Nanjing 210031)
Abstract:This paper introduced the concept of high-speed machining technology,and then the background of the latest research developments in high-speed machining technology is introduced,and it setted some examples to illustrate the practical application of the current high-speed machining technology.Finally, the development prospects in the field is forecasted. Keywords: high-speed machining; Internal Incentive; Vibration; Co-Simulation; Experiment
先进制造技术这一特有名词被提出后,立即获得世界各国的积极响应,成为当今制造业研究的重点领域之一。先进制造技术即制造业不断地吸收机械、电子、信息、材料、能源及现代管理等方面的成果,并将其综合应用于制造的全过程,实现优质、高效、低耗、清洁、灵活生产,取得理想技术经济效果的制造技术的总称[1]。
高速加工技术(High Speed Machining,HSM)作为先进制造技术中的重要组成部分,正成为切削加工的主流,具有强大的生命力和广阔的应用前景。高速加工的理念从20世纪30年代初提出以来,经过半个多世纪艰难的理论探索和研究,并随着高速切削机床技术和高速切削刀具技术的发展和进步,直至20世纪80年代后期进入工业化应用。目前在工业发达国家的航空航天、汽车、模具等制造业中应用广泛,取得了巨大的经济效益[2]。
1高速加工技术的概念及研究背景
1.1 高速加工技术的概念
高速加工技术中的“高速”是一个相对的概念。对于不同的加工方法和工件材料与刀具材料,高速加工时应用的切削速度并不相同。如何定义高速切削加工,至今还没有统一的认识。目前沿用的高速加工定义主要有以下几种:
(1)1978年,CIRP切削委员会提出以线速度(500~7000)m/min的切削加工为高速加工[3]。
(2)根据ISO1940标准,主轴转速高于8000r/min为高速切削加工。
(3)德国Darmstadt工业大学生产工程与机床研究所(PTW)提出以高于(5~10)倍的普通切削速度的切削加工定义为高速切削加工[4]。
(4)从主轴设计的观点,以沿用多年的DN值(主轴轴承孔直径D与主轴最大转速N的乘积)来定义高速切削加工。DN值达(5~2000)×105mm·r/min时为高速加工[4]。
(5)从刀具和主轴动力学角度来定义高速加工。这种定义取决于刀具振动的主模式频率,它在ANSI/ASME标准中用来进行切削性能测试时选择转速范围[4]。
因此,高速加工不能简单地用某一具体的切削速度值来定义。根据不同的切削条件,具有不同的高速切削速度范围。虽然很
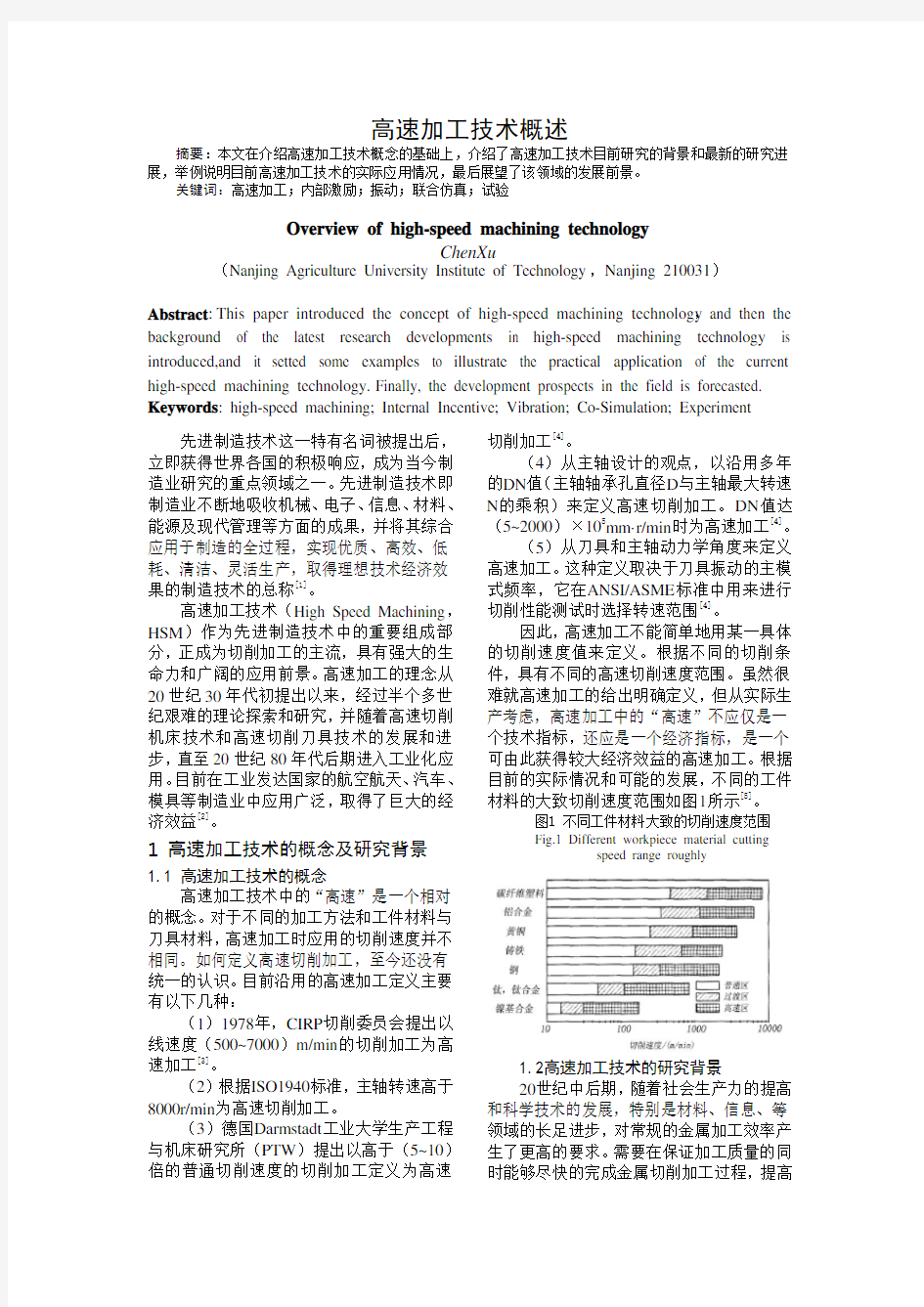
难就高速加工的给出明确定义,但从实际生产考虑,高速加工中的“高速”不应仅是一个技术指标,还应是一个经济指标,是一个可由此获得较大经济效益的高速加工。根据目前的实际情况和可能的发展,不同的工件材料的大致切削速度范围如图1所示[5]。
图1 不同工件材料大致的切削速度范围
Fig.1 Different workpiece material cutting
speed range roughly
1.2高速加工技术的研究背景
20世纪中后期,随着社会生产力的提高和科学技术的发展,特别是材料、信息、等领域的长足进步,对常规的金属加工效率产生了更高的要求。需要在保证加工质量的同时能够尽快的完成金属切削加工过程,提高
生产效率,缩短产品的开发周期,进而提升企业的产能,增加企业收入。在这样的背景之下,高速加工技术概念提出20年后,从20世纪50年代后期开始,高速切削加工的理论基础研究开始在世界范围内展开。
首先是高速加工理论研究和探索阶段(1931年—1971年)。由于当时还没有高速加工的机床,不能进行很高速的切削加工实验,于是采用了弹射实验的方法。研究表明很多材料是可以通过高速切削来实现加工的,可以大大的提高生产效率,但是要解决高速切削过程中严重的刀具磨损和机床振动现象。
然后是高速加工应用基础研究探索阶段(1972年—1978年)。该阶段主要探索了高速切削加工用于实际生产的可行性。最后发现:生产上应用切削速度(305~915)m/min 切削加工铸铁和钢;(610~3660)m/min切削加工铝合金是可行的,并且可以有效地提高表面加工质量,但要加强研究开发刀具和具有快速装卸工件与更换刀具的高速加工机床。
随后是高速加工应用研究阶段(1979年—1989年)。此时期开始研究由磁悬浮轴承支持的高速电主轴系统,全面深入系统研究了高速铣削铁属和非铁属材料的基础理论、高速切削刀具和机床技术、高速切削加工工艺和效率以及高速切削加工技术的实际应用,获得许多有重要价值的成果。
目前是高速加工技术发展和应用阶段(1990年至今)。1993年直线电机的出现拉开了高速进给的序幕,快速换刀和装卸工件的结构日益完善,自动新型电主轴高速切削加工中心也不断投放到国际市场。高速切削刀具的材料、结构和可靠的刀具与主轴连接的刀柄的出现与使用,标志着高速加工技术已从理论研究进入工业应用阶段。高速加工技术已经在工业发达国家成为切削加工主流,日益广泛的应用于模具、航空、航天、高速机车和汽车工业等,取得巨大的经济效益。
2 高速加工技术近期研究进展
高速加工技术经过半个多世纪的发展到现在,主要的研究领域包括高性能刀具材料及刀具设计制造技术、高速主轴系统、高速进给系统、高速CNC控制系统、高速刀柄系统、高速切削加工理论、高速切削加工工艺、高速机床结构设计等。下面就分别来介绍一下各个领域的研究近况。
2.1 高性能刀具材料及刀具设计制造技术
高速切削对刀具的材料、镀层、几何形状以提出了很高的要求。高速加工切削刀具的材料必须具有很高的高温硬度和耐磨性,必要的抗弯强度、冲击韧性和化学惰性,良好的工艺性(刀具毛坯制造、磨削和焊接性等),且不易变形。目前国内外性能好的刀具主要是超硬材料刀具,包括金刚石刀具、聚晶立方氮化硼刀具、陶瓷刀具TiC(N)基硬质合金刀具(金属陶瓷)、涂层刀具和超细晶粒硬质合金刀具等,如图2所示。
图2 刀具材料的发展与切削高速化的关系Fig.2 The relationship between the high speed cutting and the development of cutting tool material
目前工业上使用的金刚石刀具根据成分结构和制备方法不同可分为三种:(1)天然金刚石ND(Natural Diamond);(2)人造聚晶金刚石PCD(Artificial Polycrystalline Diamond)和复合片PDC(Polycrystalline Diamond Compact);(3)化学气相沉积涂层金刚石CVD刀具(Chemical Vapor Deposition Diamond Coated Tools)。在国内,上海交通大学陈明、孙方宏教授等用CVD方法制备金刚石铣刀并进行实验研究。成都理工大学金刚石薄膜实验室龙剑平等人研究了CVD金刚石薄膜硬质合金刀具膜/基附着性能的主要因素、改善金刚薄膜与硬质合金基体之间附着力的途径以及表征膜/基附着力的测试方法等方面的研究。
2.2 高速主轴系统
高速主轴系统是高速切削技术最重要的关键技术之一。高速主轴由于转速极高,主轴零件在离心力的作用下产生振动和变形,高速运转摩擦热和大功率内装电机产生的热会引起热变形和高温,所以必须严格控制,为此对高速主轴提出如下性能要求:(1)结构紧凑、重量轻、惯性小、可避免振动和噪声,具有良好的启停性能;(2)足够的刚性和回转精度;(3)良好的热稳定性;(4)大功率;(5)先进的润滑和冷却系统;(6)可靠的主轴监控系统。
高速主轴为满足上述性能要求,结构上几乎全部是交流伺服电机直接驱动的“内装
电机”集成化结构,采用集成化主轴结构由于减少传动部件,具有更高的可靠性。高速主轴要求在极短的时间内实现升降速,在指定的区域内实现快速准停,这就要求主轴具有很高的角加速度。为此,将主轴电机和主轴合二为一,制成电主轴,实现无中间环节的直接传动,是高速主轴单元的理想结构。
轴承是决定主轴寿命和负荷的关键部件。为了适应高速切削加工,高速切削机床采用了先进的主轴轴承、润滑和散热等新技术。目前高速主轴主要采用陶瓷轴承、磁悬浮轴承、空气轴承和液体动、静压轴承等[6]。如图3为一种陶瓷轴承的高速主轴。
图3 一种陶瓷电主轴结构示意图
Fig.3 Schematic diagram of a ceramic spindle
2.3 高速进给系统
高速切削时,为了保持刀具每次进给量基本不变,随着主轴转速的提高,进给速度也必须大幅度提高。为了适应进给运动高速化的要求,在高速加工机床上主要采取了如下措施:(1)采用新型直线滚动导轨,其中的球轴承和与钢轨之间的接触面积很小,摩擦系数为槽式导轨的1/20左右,并且爬行现象大大降低;(2)采用小螺距大尺寸高质量滚珠丝杠或粗螺距多头滚珠丝杠;(3)高速进给伺服系统已发展为数字化、智能化和软件化,使伺服系统与CNC系统在A/D与D/A 转换中不会有丢失和延迟现象;(4)为了尽量减轻工作台重量但又不损失工作台的刚度,高速进给机构通常采用碳纤维则增强复合材料;(5)直线电机消除了机械传动系统的间隙、弹性变形等问题,减小了传动摩擦力,几乎没有反向间隙,并且具有高加速、减速特性。如图4所示为直线电机的原理示意图。
2.4 高速CNC控制系统
数控高速切削加工要求CNC控制系统具有快速数据处理能力和高的功能化特性,以保证再告诉切削时特别是在4~5轴坐标联动加工复杂曲面时仍具有良好的加工性能。高速CNC数控系统的数据处理功能有两个重要指标[7]:一是单个程序段处理时间,为了适应高速,要求单个程序段处理时间要短,为此,需使用32位CPU、64位CPU,并采用多处理器;二是插补精度,为了确保高速下的差不精度,要有前馈和大数超前程序段预处理功能,此外,还可采用NURBS(非均匀有理B样条)插补、回冲加速、平滑插补、钟形加减速等轮廓控制技术。高速切削加工CNC系统的功能包括:加减速插补、前馈控制、精确矢量插补、最佳拐角减速度。
图4 直线电机原理示意图
Fig.4 Schematic diagram of the linear motor
2.5 高速刀柄系统
传统的加工中心的主轴和刀具的连接大多采用7:24锥度的单面夹紧刀柄系统,ISO、CAT、DIN、BT等都属此类。高速切削加工是此类系统出现了包括刚性不足,自动换刀重负精度不稳定;受离心力作用影响较大;刀柄锥度大,不利于快速换刀和机床的小型化。针对这些问题,为提高刀具与机床主轴的连接刚性和装夹精度,适应高速切削技术的发展需要,相继开发了刀柄与主轴内孔锥面和断面同时贴紧的两面定位的刀柄。两面定位的刀柄主要有两大类:一类是对现有的7:24锥度刀柄进行的改进性设计,如BIG-PLUS、WSU、ABSC等系统;另一类是采用新思路设计的1:10中空短椎刀柄系统,有德国开发的HSK、美国开发的KM 和日本开发的NC5等几种形式,如图5所示为HSK刀柄与传统刀柄的结构。
图5 HSK刀柄与传统刀柄结构
Fig.5 The structure of HSK shank and
the traditional shank
2.6 高速切削加工理论
高速加工是一种新的切削加工理念,它是切削加工的发展方向。与传统的切削加工相比,高速切削加工的切屑行成、
切削力学、
切削热与切削温度和刀具磨损与破损有其不同的规律与特征。
工件材料及其性能对形成什么样的切屑形态起决定性作用。但工件材料及其性能确定后,切削速度对切屑的形态起决定性作用。研究表明,切削速度直接影响切削力的大小。在高速切削范围内,随切削速度增加,切削温度增高,摩擦系数减小,剪切角增大,切削力降低。切削时产生的热量主要流入刀具、刀具和被切屑带走。随切削温度的增加,切屑带走的热量增加。在高速切削范围内,根据切削力和切削温度的变化特征,在刀具和机床条件许可的情况下,尽可能的提高切削速度是有利的。在高速切削时,刀具的损坏形式主要是磨损和破损。磨损的主要机理是粘结磨损和化学磨损(氧化、扩散和溶解)。而脆性大的刀具切削高硬材料时,常是在切削力和切削热的综合作用下造成的崩刃。剥落和碎断形式的破损。
2.7 高速切削加工工艺
目前国内的高速切削加工工艺的研究主要集中在薄壁类零件或模具的加工工艺研究,基于三维软件仿真的零件切削轨迹研究以及深小孔电火花高速加工的研究上。
此外还有干切与准干切加工技术的研究。干切是指不使用冷却液的切削技术。目前准干切多指“最小量润滑技术”(Minimal Quantity Lubrication——MQL),此法将压缩空气与少量润滑液混合气化后,喷射到加工区,进行有效润滑,可大大减小刀具-工件及刀具-切屑之间的摩擦,起到抑制温升、降低刀具磨损、避免粘接、提高加工表面质量的作用。目前主要采用的方法有“红月牙”技术,即用PCBN刀具高速切削铸铁,将切削热推向工件,形成赤热,进行干切。高速切削铝合金,切屑与刀具前刀面接触处产生局部熔化,形成一层液态薄膜,使切屑容易剥离,并避免了积屑瘤。激光辅助切削Si3C4,使工件材料局部软化,实现干切。
2.8 高速机床结构设计
高速切削加工时,虽然切削力一般比普通加工时低,但因高加速和高减速产生的惯性力、不平衡力等却很大,因此机床床身等大件必须具有足够的强度和刚度,高的结构钢性和高水平的阻尼特性,使机床受到的激振力很快衰减。与之相对应的措施是(1)合理设计其截面形状、合理布置筋板结构,以提高静刚度和抗震性。(2)对于床身基体等支撑部件采用非金属环氧树脂、人造花岗石、特种钢筋混凝土或热膨胀系数比灰铸铁低1/3的高镍铸铁等材料制作。(3)大件截面采用特殊的轻质结构。(4)尽可能采用整体铸造结构。
对于诸如刀架、升降台、工作台等运动支撑部件,设计时必须想方设法大幅度减轻其重量,保证移动部件高的速度和高的加速度。具体措施有(1)采用钛合金和纤维增强塑料等新型轻质材料制造托板和工作台。(2)采用有限元法优化机床移动部件几何
形状和尺寸参数等。
(a)(b)
图6 加工中心立柱横截面
Fig.6 The column cross-section of machining center 如图6所示为加工中心立柱横截面,(a)是XK716型立式加工中心的矩形外壁与菱形内壁结构;(b)是STAMA-MC118型立式加工中心的矩形外壁内用对角线加强筋组成的多三角箱型结构。这样的结构使得立柱抗弯、抗扭刚度都很高。图7中(a)所示为某高速加工中心床身截面,在箱型床身内部增加两条斜筋支撑导轨,行成三个三角形框架,从而获得了较好的静刚度和抗震刚度。(b)为某高速车削中心的底座和床身结构,床身内四面封闭,纵向每250mm有一横隔板,且封闭床身内填满泥芯来增加阻尼,底座内填充混凝土。这样不仅刚度高,且抗振
性也大大提高,更适合于高速切削加工。
(a)(b)
图7 加工中心床身和底座截面
Fig.7 The Bed and base’s section of machining center 3高速加工技术的应用现状
如前所述,高速加工技术有生产效率
高、切削力小,工件热变形小、加工精度和表面质量高等四大优点,因此获得了很多工业部门的青睐。近10年来,高速加工在国内外都得到了广泛的应用。
3.1高速加工中心
作为高速加工的主要工具,高速加工中心的发展在一定程度上标志着高速加工技术的发展。目前的新型加工中心如表1[10]所示。
表1 新型高速加工中心
Tab.1 New high-speed machining center
制造厂商(国家)机床名称和
型号
主轴最高
转速
(r/min)
最大进
给速度
(m/min)
主轴
驱动
功率
(kW)
Cincinnati Milacron
(美) HyperMach
5轴加工中
心
60000 60~100 80
Ingersoll (美)HVM800型
卧式加工中
心
2000076.2 45
Mikron (瑞士)
UCP710型
立式加工中
心
4200030 14
Ex-cell-O
(德) XHC241型
卧式加工中
心
24000120 40
RODERS
(德) RFM1000加
工中心
4200030 30
Mazak (日) SMM-2500
UHS型加工
中心
5000050 45
Nigata (日) VZ40型加
工中心
5000020 18.5
Makino (日)A55-A128
加工中心
4000050 22
这些加工中心不仅主轴转速高,而且具有高速的紧急系统和高速CNC控制系统,各种运动指标都比普通的数控机床高5~10倍以上。
3.2高速加工在航空航天上的应用
减轻重量对于航空航天器有着极其重要的意义,在飞机工业中主要采取两个措施来减轻零部件的重量:(1)零部件尽可能采用铝合金、铝钛合金或纤维增强塑料这些轻质材料制造;(2)把过去由几十个、甚至几百个零件通过铆接或焊接起来的组合构件,合并成为一个带有大量薄壁和细筋的复杂零件,用“整体制造法”制造。即从一块实心的整体毛坯中,切除和淘空85%以上的多余材料加工而成。由于切削余量很大,如果采用普通方法加工,则切削工时很长,生产效率低,不能满足飞机产品更新换代的要求。采用“整体制造法”有3个好处:(1)用高速加工来加工这类带有大量薄壁、细筋的复杂轻合金构件,材料切除率高达100~180cm3/min,为常规加工的3倍以上,可大大压缩切削工时;(2)飞机上的零件数量可减少40%以上,免去了原来组合构件的装配和铆焊工序,节省了大量的装配、调校工时和制造工夹模具的时间,减少了占用的生产面积;(3)减轻了飞机部件的重量,扩大了柔性生产的能力,减少了部件之间的结合面,提高了飞机飞行的安全性。
例如某战斗机的大型薄壁构件,全长3.35m,有的地方壁厚不到1mm,如图8所示。这个构件原来由500多个零件组装而成,以前制造这个组合构件的生产周期是3 个月。现在用一块整体毛坯,
通过高速加工来制造这个零件,生产周期不到2个星期。生产效率提高1 倍以上。
航空和动力部门大量采用镍基合金和钛合金来制造飞机和发动机零件。这些材料强度大、硬度高、耐冲击、加工中容易硬化、切削温度高、刀具磨损严重,是一类难加工材料,过去一般采用很低的切削用量。如用高速切削,则切速可提高到100~1000m/min,为常规切速的10倍左右,不但可大幅度提高生产效率,而且可有效地减少刀具磨损,提高被加工零件的表面质量。
图8 高速加工薄壁样件(厚度0.1mm)
Fig.8 The thin-walled sample cutted in high-speed 3.3高速加工在汽车摩托车工业上的应用
汽车、摩托车制造厂一向是大批大量的生产企业,长期以来采用由多轴、多而组合机床组成的刚性自动线进行高效自动化生产,其生产效率被公认为各类机床之首。但它的致命弱点是缺乏柔性,不能适应产品不断更新换代的要求。一旦变更产品结构,整条生产线就要报废,这反过来又妨碍了产品的技术更新。因此这类刚性自动线现已逐渐被淘汰。近10年来新建的汽车、摩托车生产线,多半采用由多台加工中心和数控机床组成的柔性生产线,它能适应产品不断更新的要求,但由于是单轴顺序加工,生产效率没有多轴、多而、并行加工的组合机床自动线高。这个“高柔性”和“高效率”之间的矛盾,一直困扰着汽车、摩托车工业的从业人员。
高速加工技术的出现,为这个矛盾的解决指出了一条根本的出路,办法就是采用高速加工中心和其它高速数控机床来组成高速柔性生产线。这种生产线集“高柔性”与“高效率”于一身,既能满足产品不断更新换代的要求,做到一次投资、长期受益,又有接近于组合机床刚性自动线的生产效率。这就打破了汽车生产中有关经济规模”的传统观念,实现了多品种、中小批量的高效生产。
例如,美国Ford汽车公司和Ingersoll机床公司合作,寻求能兼顾柔性和效率的汽车生产线方案。经过多年努力,研制成HVM800型卧式加工中心,同时采用高速电主轴和直线电机,主轴最高转速为24000 r/min,工作台最大进给达76.2 m/min,即不到1s工作台可跑1m,瞬间完成一个工作行程,达到惊人的高速。用这种高速加工中心组成的柔性生产线加工汽车发动机零件,其生产率与组合机床自动线相当,但建线投入要少40%。换产的准备时间也快得多,主要工作是编制软件,而不是大量制造工装夹具,现已成为一条名符其实的敏捷制造生产线。我国汽车工业近年来也开始用高速加工中心组成柔性生产线取代组合机床刚性自动线。
3.4高速加工在模具工业上的应用
由于模具大多由高硬度、耐磨损的合金材料并经过热处理来制造,加工难度大。以往广泛采用电火花(EDM)加工成形,而电火花是一种靠放电烧蚀的微切屑加工方式,生产效率极低。
用高速铣削代替电加工是加快模具开发速度、提高模具制造质量的一条崭新的途径。用高速铣削加工模具,不仅可用高转速、大进给,而且粗、精加工一次完成,极大地提高了模具的生产效率。采用高速切削加工淬硬钢模具,硬度可达HRC60以上,表而粗糙度Ra 0.6 μm,达到了磨削的水平,效率比电加工高出好几倍,不仅节省了大量的修光时间,还可代替绝大部分的电加工工序。
模具型腔一般采用小直径的球头铣刀进行高速硬铣削,要求机床的最高主轴转速高达20000~40000 r/min。但进给速度不要求特别高,一般进给速度30m/min即可,而机床必须有足够的刚度,以防止加工时发生颤振。
此外,高速加工还可用于快速成形、光学精密零件和仪器仪表的高速加工等。
4 高速加工技术的展望
高速加工技术不但可以大幅度的提高加工效率、加工质量、降低成本,获得巨大的经济效益,而且带动了一系列高新技术产业的发展。因此高速切削技术具有强大的生命力和广阔的应用前景。
对于铝及其合金等轻金属和碳纤维塑料等非金属材料高速加工的速度目前主要受限于机床的主轴最高转速和功率。故在高速加工机床领域,具有小质量、大功率的高转速电主轴、高加速度的快速直线电机和高速高精度的数控系统的新型加工中心将会进一步快速发展。
而对于铸铁、钢及其合金和钛及钛合金、高温耐热合金等超级合金以及金属基复合材料的高速加工目前主要受刀具寿命困扰。现有刀具材料高速切削加工这些类型工件材料的刀具寿命相对较短,特别是加工钢及其合金、淬硬钢和超级合金以及金属基符合材料比较突出,人们希望可能达到的加工这些类型材料的高速加工在实际中还远没有实现。而要解决这些问题,关键是刀具材料的发展。
在高速切削加工理论方面,尽管国内外进行了大量的卓有成效的研究,取得了丰硕且有价值的成果,但在发展中还有很多理论问题。如高速加工中不同刀具材料与工件材料相匹配时,可能的最高切削温度及其相应的切削速度与刀具寿命之间的关系;高速切削加工过程中,包括机床、刀具、工件和夹具在内的切削加工系统的切削稳定性及其对刀具寿命的影响;对于不同工件及其毛坯状态,如何正确选择高速切削加工条件等都需要深入研究,建立相应的理论和模型,推进高速切削加工技术的进一步发展和应用。
无人干预的高速加工技术也是高速加工发展的一个方面。在国外,大量的飞机结构件采用了卧式加工中心进行高速加工,加工过程不需要人工干预,装夹定位过程简单快捷,加工效率高,实现了高度的信息化和自动化。主要体现在(1)普遍应用高速无人干预加工技术。(2)实现快速装夹、托盘交换等无间歇加工过程,提高效率。(3)集成化信息管理程度高,配套主轴测头、集中刀库、安全防护、铝屑处理系统。(4)采用自动测刀、芯片读写的方式进行刀具参数、刀具寿命管理[13]。
5结语
高速加工是切削加工的发展方向,在21世纪必将取代传统加工称为切削加工的主流,具有广阔的发展前景。目前高速加工技
术也在航空航天、汽车制造及模具制造等产业方面发挥了举足轻重的作用。然而高速加工技术所包含的的研究内容也是十分的广泛,所以高速加工技术是一项复杂的系统工程,是诸多单元技术集成的一项综合技术。包括高速切削加工理论、机床、刀具、工件、加工工艺及切削过程监控与测试等多方面。而高速加工的发展也将围绕这些方面而展开。只有这些单元技术协同发展,互相补充,高速加工技术才能更加广泛的应用在现实生产之中,发挥其更加巨大的优势。
参考文献
[1]房贵如,刘维汉. 先进制造技术的总体发展过程
和趋势[J].中国机械工程,1995, 6(3) : 7-9. [2]艾兴等. 高速切削加工技术[M]. 北京:国防工业
出版社. 2003, 1: XI.
[3]Kahles J F,Field M,Harvey S M.High Speed
Machining Possibilities and needs,Annals of CIRP[J],1978,Vol.27(2):551-558.
[4]郭新贵,汪德才等。高速切削技术及其在模具工
业中的应用[J].现代制造工程,2001(9):31-33.
[5]Schulz H.High-speed machining. Annals of
CIRP[J],1992,Vol.41(2):637-642.
[6]自立.轴承技术的发展[J].世界制造技术与装备市
场(WMEM),2002(2):23-25.
[7]孙继初.用于高速加工的数控系统[J].世界制造技
术与装备市场(WMEM),2000(3):66—68.
[8]刘晓旭,袁松梅,刘强. 准干切削技术及其应用[J].
制造技术与机床,2008(04):75-77.
[9]熊建武,周进,张克昌,刘楚玉. 浅谈高速加工中
心的特点和发展[J].科技信息,2007(15):336-337.
[10]张伯霖,黄晓明,李志英.高速加工中心及其应
用[J]. 机电工程技术, 2001, 30(5):11-14.
[11]石可伟,周后明型腔高速加工环间移刀轨迹优
化—Clothoid曲线[J].湖南工程学院学报,2012,22(2):25-27.
[12]艾兴,刘占强等.高速切削刀具材料的进展和未
来[J].制造技术与机床,2001(8):21-25. [13]田辉,贾保国.卧式无人干预高速加工技术[J].
创新技术,2011(7):38-40.
高速加工技术现状及发展趋势
高速加工技术现状及发展趋势 1引言 对于机械零件而言,高速加工即是以较快的生产节拍进行加工。一个生产节拍:零件送进--定位夹紧--刀具快进--刀具工进(在线检测)--刀具快退--工具松开、卸下--质量检测等七个基本生产环节。而高速切削是指刀具切削刃相对与零件表面的切削运动(或移动)速度超过普通切削5~10倍,主要体现在刀具快进、工进及快退三个环节上,是高速加工系统技术中的一个子系统;对于整条生产自动线而言,高速加工技术表征是以较简捷的工艺流程、较短、较快的生产节拍的生产线进行生产加工。这就要突破机械加工传统观念,在确保产品质量的前提下,改革原有加工工艺(方式):或采用一工位多工序、一刀多刃,或以车、铰、铣削替代磨削,或以拉削、搓、挤、滚压加工工艺(方式)替代滚、插、铣削加工…等工艺(方式),尽可能地缩短整条生产线的工艺流程;对于某一产品而言,高速加工技术也意味着企业要以较短的生产周期,完成研发产品的各类信息采集与处理、设计开发、加工制造、市场营销及反馈信息。这与敏捷制造工程技术理念有相同之处。 高速加工技术产生于近代动态多变的全球化市场经济环境。在激烈的市场竞争中,要求企业产品质量高、成本低、上市快、服务好、环境清洁和产品创新换代及时,由此牵引高速加工技术不断发展。自二十世纪八十年代,高速加工技术基于金属(非金属)传统切削加工技术、自动控制技术、信息技术和现代管理技术,逐步发展成为综合性系统工程技术。现已广泛实用于生产工艺流程型制造企业(如现代轿(汽)车生产企业);随着个性化产品的社会需求增加,其生产条件为多品种、
单件小批制造加工(机械制造业中,这种生产模式将占到总产值的70%),高速加工技术必将在生产工艺离散型或混和型企业中(如模具、能源设备、船舶、航天航空…等制造企业)得到进一步应用和发展。 二十世纪末期,我国变革计划经济体制,改革开放,建成有中国特色社会主义市场经济体制。实用的高速加工技术跟随引进的先进数控自动生产线、刀具(工具)、数控机床(设备),在机械制造业得到广泛应用,相应的管理模式、技术、理念随之融入企业。企业家们对现代信息技术和企业制度、机制在未来可持续发展、市场竞争中的重要地位和作用,认识日益深刻。社会主义市场经济环境,不仅促进企业转制、调整产业、产品结构和技改,还给企业展现出应用和发展高速加工技术良好而广阔的前景。 2我国引进数控轿车自动生产线中的高速加工技术 二十世纪八十年代以来,我国相继从德国、美国、法国、日本…等国引进了多条较先进的轿车数控生产自动线,使我国轿车制造工业得到空前发展。其中较典型的是来自德国的一汽--大众捷达轿车和上海大众桑塔纳轿车自动生产线,其处于国际二十世纪九十年代中期水平。其中应用了较多较实用的高速加工技术。从中可部分了解到世界高速加工技术的现状与发展趋势。本文重点介绍一汽--大众捷达轿车传、发生产线。 引进的捷达数控轿车自动生产线概况 一汽--大众捷达轿车自动生产线由冲压、焊接、涂装、总装、发动机及传动器等高速生产线组成。同步引进德国大众汽车公司并行工程管理模式与管理技术,
关于高速铣削加工工艺的浅论
高速切削技术论文 机械工程学院 1001011435 张伟
1 关于高速铣削加工工艺的浅论* 张伟 (1. 沈阳理工大学,机械工程学院,机械设计制造及其自动化沈阳201311;) 摘要:传统意义上的高速切削是以切削速度的高低来进行分类的,而削机床则是以转速的高低进行分类。如果从切削变形的机理来看高速切削,则前一种分类比较合适;但是若从切削工艺的角度出发,则后一种更恰当。随着主轴转速的提高,机床的结构,刀具结构,刀具装夹和机床特性都有本质上的改变。高速意味着高离心力,传统的7:24锥柄,弹簧夹头,液压夹头在离心力的作用下,难以提供足够夹持力,同时为避免切削振动要求刀具系统具有更高的动平衡精度。高速切削的最大优势并不在于速度,进给速度提高所导致的效率提高,而由于采用了更高的切削速度和进给速度,允许采用较小的切削用量进行切削加工。由于切削用量的降低,切削力和切削热随之降低,工艺系统变形减小,可以避免铣削振动。利用这一特性可以通过高速铣削工艺加工薄壁结构零件。 关键词:高速铣削加工工艺 中图分类号:TG156 About High Speed Milling Technology Discussion ZHANG Wei (1. Shenyang Li gong University, School of Mechanical Engineering, Mechanical Design, Manufacturing and Automation, Shenyang 201311;) Abstract:Traditional high-speed cutting is to classify the level of cutting , and the cutting speed of the machine is based on the level of classification. If the view of the cutting mechanism of deformation speed cutting, the former is more appropriate classification ; However, if the angle of the cutting process , the latter is more appropriate. As the spindle speed increases , the structure of the machine tool structure , tool clamping and machine characteristics are essentially changed. High speed means high centrifugal force , the traditional 7:24 taper , collet chuck , hydraulic chuck under the effect of centrifugal force , it is difficult to provide sufficient clamping force , as well as to avoid cutting vibration requires balancing tool system has higher precision . The biggest advantage of high-speed cutting is not the speed, feed speed increased efficiency resulting from , but thanks to the higher cutting speed and feed rate, allowing the use of smaller cutting for cutting. Since the reduction cutting , cutting force and cutting heat decreases, reducing deformation process system to avoid vibration milling . Using this feature can speed milling machining thin-walled structural components . Key words:High speed Milling Processing technology 0 前言1 普通铣削加工采用低的进给速度和大的切削参数,而高速铣削加工则采用高的进给速度和小的切削参数,高速铣削加工相对于普通铣削加工具有如下特点: (1)高效高速铣削的主轴转速一般为15000r/min~40000r/min,最高可达100000r/min。 *高速切削技术论文.20131005下载模板.20131101完成初稿.20131127终稿. 在切削钢时,其切削速度约为400m/min,比传统的 铣削加工高5~10倍;在加工模具型腔时与传统的加工方法(传统铣削、电火花成形加工等)相比其效率提高4~5倍。 (2)高精度高速铣削加工精度一般为10μm,有的精度还要高。 (3)高的表面质量由于高速铣削时工件温升小(约为3°C),故表面没有变质层及微裂纹,热变形也小。最好的表面粗糙度Ra小于1μm,减少了后续磨削及抛光工作量。
高速铣削加工效率的一般计算与分析
高速铣削加工效率的一般计算与分析(转) 随着高速切削技术的发展,高速铣削工艺的应用日益广泛,越来越受到制造企业和科研工作者的关注。信息产业部某研究所自1999年7月从瑞士MIKRON公司购进第一台HSM-700型高速立式铣削中心后,2001年10月又购进三台HSM-700型高速铣床用于生产。笔者通过对这批先进高速铣床的加工效率进行深入、细致的调查研究,对比了不同铣床的加工效率,推导了高速铣削加工效率的计算公式。 1.加工效率的计算 按照传统切削理论,切削加工效率Zw(cm3/min)可通过下列公式计算: Zw=v×f×ap (1) 式中:v——切削速度,f——进给量,ap——切削深度 根据分析与研究,我们认为式(1)不适用于高速铣削加工效率的计算,原因主要有两点: ①高速铣床的主轴转速相当高(如HSM-700型高速铣床最高转速达42000r/min,加工平面时转速也在35000r/min以上),如此高的转速使刀具并非每一转都在切削金属; ②在实际加工中,设定的转速和进给量只是最大转速和最大进给量,实际的刀具转速和进给量时刻都在变化(HSM-700机床的自测功能可以显示整个切削过程中的变化情况),切削过程中的实际转速和进给量总是从较低值迅速达到较高值又很快降到较低值,如此反复变化,这是铣削过程的客观反映,而不像车削过程中可以保持转速和进给量恒定不变。 因此,我们提出用单位时间内的金属去除量Z(cm3/min)表示加工效率,即: Z=W/t (2) 式中:W——切削过程总的金属去除量(cm3),t——切削时间(min)(>0) 式(2)更符合高速铣削的实际情况,用式(2)很容易实现对高速铣削加工效率的计算,同时也便于不同铣床加工效率的比较。例如,原来在普通铣床上加工某零件,为了缩短生产周期,一部分零件现采用高速铣床加工。这样,可通过该零件的加工来比较两种加工设备的加工效率。
高速加工技术论文高速加工论文
高速加工技术论文高速加工论文 高速加工技术在模具加工中的应用初探 摘要:文章在概述高速加工的技术优势的基础上,探讨模具高速加工工艺技术与策略,并论述模具高速加工对加工系统的要求。 关键词:高速加工技术模具加工应用 随着数控加工设备和高性能加工刀具技术的发展而日益成熟,模具加工的速度也大大提高,加工工序也随之减少,缩短甚至消除了耗时的钳工修复工作,从而大大的缩短了模具的生产周期。高速加工技术在模具加工中的使用逐渐成为模具工业技术改造最主要的内容之一。 1 高速加工的技术优势 与传统加工方式相比,在常规切削加工中备受困扰的一系列问题,通过高速切削加工的应用得到了解决。高速加工时间短,产品精度高,可以获得十分光滑的加工表面,能有效地加工高硬度材料和淬硬钢,避免了电极的制造和费时的电加工 (EDM)时间,大幅度减少了钳工的打磨与抛光量。同时,模具表面因电加工 (EDM)产生白硬层消失了,提高了模具的寿命,减少了返修。因为电极的制造工作不需要了,所以模具改型只需通过CAD/CAM,使改型加快。一些市场上越来越需要的薄壁模具工件,高速加工可又快又好地完成。而且在高速铣削CNC加工中心上模具一次装夹可完成多工步加工。
大量生产实践表明,应用高速切削技术可节省模具后续加工中约80%的手工研磨时间,节约加工成本费用近30%,模具表面加工精度可达1μm,刀具切削效率可提高一倍。 2 模具高速加工工艺技术与策略 2.1 粗加工时采用的加工策略 模具粗加工的主要目标是追求单位时间内材料的去除率,并为半精加工准备工件的几何轮廓。在切削过程中因切削层金属面积发生变化,导致刀具承受的载荷发生变化,使切削过程不稳定,刀具磨损速度不均匀,加工表面质量下降。可通过以下措施保持切削条件恒定,从而获得良好的加工质量: (1)通过计算获得恒定的切削层面积和材料去除率,使切削载荷与刀具磨损速率保持均衡,以提高刀具寿命和加工质量。 (2)应避免刀具轨迹中走刀方向的突然变化,以免因局部过切而造成刀具或设备的损坏。 (3)应保持刀具轨迹的平稳,避免突然加速或减速。 (4)下刀或行间过渡部分最好采用斜式下刀或圆弧下刀,避免垂直下刀直接接近工件材料。 (5)采用攀爬式切削可降低切削热,减小刀具受力和加工硬化程度,提高加工质量。 2.2 半精加工采用的加工策略
高速加工技术及其应用
高速加工技术及其应用 摘要:高速切削加工作为模具制造中最为重要的一项先进制造技术,与传统加工技术相比 是质的飞越,具有高生产效率、小切削力、高加工精度、低能耗等特点。可以解决在模具常规切削加工中备受困扰的一系列问题,有着强大的生命力和广阔的应用前景…… 关键字:高速加工技术、生产效率、模具、工序、应用、趋势…… 高速加工技术是指采用特殊材料的刀具,通过极大地提高切削速度和进给速度,来提 高被加工件的切除率,同时,加工精度和质量也显著提高的新型加工技术。高速切削加工技术是21世纪的一种先进制造技术,有着强大的生命力和广阔的应用前景。通过高速切削加工技术,可以解决在模具常规切削加工中备受困扰的一系列问题。近几年来,在美国、德国、日本等工业发达国家高速切削加工技术在大部分的模具公司都得到了广泛应用,85%左右的模具电火花成形加工工序已被高速加工所替代。高速加工技术集高效、优质、低耗于一身,已成为国际模具制造工艺中的主流。本文主要介绍高速切削加工技术的特点、优势、应用及发展趋势。 技术特点 一、生产效率有效提高。 高速切削加工允许使用较大的进给率,比常规切削加工提高5~10倍,单位时间材料切除率可提高3~6倍。当加工需要大量切除金属的零件时,可使加工时间大大减少。 二、至少降低30%的切削力。 由于高速切削采用极浅的切削深度和窄的切削宽度,因此切削力较小,与常规切削相比,切削力至少可降低30%,这对于加工刚性较差的零件来说可减少加工变形,使一些薄壁类精细工件的切削加工成为可能。 三、加工质量得到提高。 因为高速旋转时刀具切削的激励频率远离工艺系统的固有频率,不会造成工艺系统的受迫振动,保证了较好的加工状态。由于切削深度、切削宽度和切削力都很小,使得刀具、工件变形小,保持了尺寸的精确性,也使得切削破坏层变薄,残余应力小,实现了高精度、低粗糙度加工。 从动力学角度分析频率的形成可知,切削力的降低将减小由于切削力产生的振动(即强迫振动)的振幅;转速的提高使切削系统的工作频率远离机床的固有频率,避免共振的发生;因此高速切削可大大降低加工表面粗糙度,提高加工质量。 四、降低加工能耗,节省制造资源。 由于单位功率的金属切除率高、能耗低以及工件的在制时间短,从而提高了能源和设备的利用率,降低了切削加工在制造系统资源总量中的比例,符合可持续发展的要求。 五、简化了加工工艺流程。 常规切削加工不能加工淬火后的材料,淬火变形必须进行人工修整或通过放电加工解决。
超精密加工与超高速加工技术
术工技加工与超高速加超精密 一、技术概述超高速加工技术是指采用超硬材料的刃具,通过极大地提高切削速 。技术和加工质量的现代加工度和进给速度来提高材料切除率、加工精度 超高速加工的切削速度范围因不同的工件材料、不同的切削方式而 异。目前,一般认为,超高速切削各种材料的切速范围为:铝合金已超 过1600m/min,铸铁为1500m/min,超耐热镍合金达300m/min,钛合 金达150~1000m/min,纤维增强塑料为2000~9000m/min。各种切削 工艺的切速范围为:车削700~7000m/min,铣削300~6000m/min,钻 以上等等。削250m/s削200~1100m/min,磨超高速加工技术主要包括:超高速切削与磨削机理研究,超高速主 轴单元制造技术,超高速进给单元制造技术,超高速加工用刀具与磨具 等。术在线自动检测与控制技制造技术,超高速加工 -c超精密加工当前是指被加工零件的尺寸精度高于0.1μm,表面粗糙 度Ra 小于0.025μm,以及所用机床定位精度的分辨率和重复性高于 0.01μm 的加工技术,亦称之为亚微米级加工技术,且正在向纳米级加 工技术发展。超精密加工技术主要包括:超精密加工的机理研究,超精密加工的 设备制造技术研究,超精密加工工具及刃磨技术研究,超精密测量技术 研究。条件和误差补偿技术研究,超精密加工工作环境展趋势外发二、现状及国内 高速加工.超1工业发达国家对超高速加工的研究起步早,水平高。在此项技术中, 意大利等。国、主要有德国、日本、美处于领先地位的国家 在超高速加工技术中,超硬材料工具是实现超高速加工的前提和先决条件,超高速切削磨削技术是现代超高速加工的工艺方法,而高速数控机床和加工中心则是实现超高速加工的关键设备。目前,刀具材料已从碳素钢和合金工具钢,经高速钢、硬质合金钢、陶瓷材料,发展到人造金刚石及聚晶金刚石(PCD)、立方氮化硼及聚晶立方氮化硼(CBN)。切削速度亦随着刀具材料创新而从以前的12m/min 提高到1200m/min 以上。砂轮材料过去主要是采用刚玉系、碳化硅系等,美国G.E 公司50 年代首先在金刚石人工合成方面取得成功,60 年代又首先研制成功CBN。90 年代陶瓷或树脂结合剂CBN 砂轮、金刚石砂轮线速度可达125m/s,有的可达 150m/s,而单层电镀CBN 砂轮可达250m/s。因此有人认为,随着新刀具(磨具)材料的不断发展,每隔十年切削速度要提高一倍,亚音速乃至超遥远了。会太声速加工的出现不在超高速切削技术方面,1976 年美国的Vought 公司研制了一台超 高速铣床,最高转速达到了20000rpm。特别引人注目的是,联邦德国 统系年开始1978从)PTW与机床研究所(程工工业大学生产Darmstadt 地进行超高速切削机理研究,对各种金属和非金属材料进行高速切削试 验,联邦德国组织了几十家企业并提供了2000 多万马克支持该项研究工
高速铣削加工的现状和发展趋势综述
高速铣削加工的现状和发展趋势综述 高速加工是面向21世纪的一项高新技术,它以高效率、高精度和高表面质量为基本特征,在航天、汽车、制造、光电工程和仪器仪表等行业中获得越来越广泛的应用,并已取得了重大的技术经济效益,是当代先进制造技术的重要组成部分。 一般来说能称为高速的,其切削速度和进给速度为常规的10倍左右,也就是说主轴的转速超过20000r/min,甚至能达到60000 r/min;切削速度达到60m/min,甚至120m/min。不仅如此,为了降低辅助时间要求能在瞬间达到高速和在高速行程中瞬间准停。对于多轴联动的加工中心而言,同时要求在最短的时间内实现自动换刀,并最大限度地缩短切削-切削的时间。回转工作台和叉形主轴的运动速度,要高出传统传动方式5~6倍。要满足上述要求,就需要主机在具有高动、静刚度的同时,还要配备高性能的功能部件,如高速电主轴、直线电机、转矩电机、高速自动换刀机构和控制系统等。 高速加工中心主要功能部件的发展现状和趋势 1.主轴系统 对于高速加工中心而言电主轴已成为机床的核心部件,由于在高速加工领域中多采用小直径的(直径仅0.1~2mm),而要满足150m/min以上的切削速度就要求提高主轴的转速。目前,主轴转速在20000~40000 r/min的加工中心已经越来越普及,如瑞士Mikro公司的XSM400U。该设备的主轴转速已达到54000r/min,为了适应高转速所产生的温升、振动和位移,主轴轴承采用陶瓷轴承、磁力轴承和空气轴承替代了传统轴承;同时对主轴高转速带来的温升、位移和振动进行测量、修正和补偿,以确保主轴系统的高速度和高精度。目前德国的Kugler公司已生产出采用空气轴承的主轴最高转速达160000r/min的5轴高精度,德国Fruanhofer正在研制300000r/min的高速主轴。 2.进给系统 对于高速加工中心而言,高的切削速度固然是主导因素,然而要实现真正的高效加工,提高进给速度和降低辅助时间尤为重要。 由于直线电机技术的迅猛发展,其速度高、加速度大、定位精度和跟踪精度高及行程不受限制的优势已充分体现在高速加工中心上,如德国德马吉公司的DMC75Vinear型高速加工中心,其快速进给速度已达到90m/min,加速度达到2g,相应的定位精度和重复定位精度也有大幅度提高,目前直线电机的发展已经提高到120m/min,甚至200m/min,加速度达到6g,当然如此高的加速度情况下提高机床的刚度就显得尤为重要。 对于多轴联动的高速加工中心、回转工作台和叉形主轴的摆动和回转是通过转矩电机实现的,它就和直线电机一样采用了直接驱动的方式来实现高转速和高加速度,其能达到的角加速度是传统蜗轮蜗杆传动的6倍,加速度可达到3g。
高速干式切削加工技术及其应用
高速干式切削加工技术及其应用 来源:慧聪网 1.引言 随着“21世纪绿色制造工程”的提出和实施,高速干式切削加工技术日益成为人们关注的焦点和热点。迄今,大多数金属切削加工仍是以使用切削液的湿式加工方式来进行。 切削液具有冷却、润滑、排屑、清洗、防锈等功能,并对延长刀具使用寿命、保证加工表面质量起着重要作用。但是,在切削过程中使用切削液,一方面造成了资源和能源的巨大浪费(据德国公司的统计资料,切削液使用费用占总制造成本的16%,而切削刀具费用仅占总制造成本的3%~4%)。另一方面,切削液会对环境产生较严重的污染,甚至会危害工人健康。随着全球环境保护意识的不断增强和环境保护立法的日益严格,对环境无污染的“绿色制造”被认为是可持续发展的现代制造业模式。为使金属切削加工尽可能达到绿色制造的要求,可减少环境污染、节省资源和能源的高速干式切削技术越来越多地受到人们的关注。 所谓高速干式切削加工,是指在高速机械加工中,为保护环境、降低成本而有意识地减少或完全停止使用切削液。高速切削加工具有以下优越性: (1)随着切削速度的提高,单位时间内的材料切除率(切削速度、进给量和切削深度的乘积,v×f×ap)增加,切削加工时间减少,从而可大幅度提高加工效率,降低加工成本。 (2)在高速切削加工范围内,切削力随着切削速度的提高而减小,根据切削速度的提高幅度,切削力平均可减少30%以上,有利于对刚性较差的零件和薄壁零件的切削加工。 (3)高速切削加工时,切屑以很高的速度排出,可带走大量切削热。切削速度愈高,带走的热量愈多(约90%以上),传给工件的热量大幅度减少,有利于减小加工零件的内应力和热变形,提高加工精度。 (4)从动力学的角度,在高速切削加工过程中,切削力随切削速度的提高而降低,而切削力正是切削过程中产生振动的主要激励源。转速的提高使切削系统的工作频率远离机床的低阶固有频率,而工件的加工表面粗糙度对低阶固有频率最敏感,因此高速切削加工可大大降低加工表面粗糙度。 (5)高速切削可加工硬度45~65HRC的淬硬钢铁件,如采用高速切削加工淬硬后的模具,可减少甚至取代放电加工和磨削加工,满足加工质量的要求。 2.实现高速干式切削加工的关键技术 在高速干式切削加工中,由于切削过程缺少切削液的润滑、冷却、排屑等作用,相应地会出现以下问题: (1)由于缺少切削液的润滑作用,高速干式切削加工中的切削力会大大增加,刀具与工件之间的振动会加剧,从而导致工件加工表面质量变差,刀具磨损加快,刀具使用寿命缩短。 (2)由于缺少切削液的冷却作用,高速干式切削加工会在加工瞬间产生大量热量,这些热量主要集中在切屑中,会影响切屑的成型,过热的高温环境会导致形成带状和缠结状切屑并缠绕在刀具上,影响后续切削,加剧刀具磨损。如不及时将热量从机床的主体结构中排出,同样会使机床产生严重的热变形,影响加工精度和降低工件表面质量。 (3)在高速干式切削加工某些材料(如石墨电极等)时,会产生大量粉尘,如不能及时清除,会严重损害操作工人的身体健康,同时细微颗粒也会侵入丝杠、轴承等机床关键部件,加大机床的磨损,影响机床的加工精度和稳定性。 (4)由于高速干式切削加工与高速湿式切削加工的切削过程有所不同,为使机床能够稳定地完成切削过程,需要对原来高速湿式切削加工选用的切削参数作相应修改和调整,才能应用于高速干式切削加工。 为了解决以上问题,使高速干式切削加工在规定时间内达到与高速湿式切削加工相当(甚至更高)的加工质量和刀具耐用度,就必须对包括机床、刀具、工件以及切削参数在内的整个工艺系统进行全面的考虑权衡,并采取相应的工艺措施,以弥补高速干式切削加工的不足。
高速切削
1. 论述高速切削的特点。 材料去除率高,切削力较小,工件热变形小,工艺系统振动小,可加工各种难加工材料,可实现绿色制造,简化加工工艺流程。高速切削追求高转速、中切深、快进给、多行程的加工工艺,高速切削加工可大大降低加工表面粗糙度,加工表面质量可提高1~2等级。加快产品开发周期,大大降低制造成本。 2.阐述高速切削技术研究体系、关键技术。 数控高速切削加工技术是建立在机床结构与材料、高速主轴系统、高性能CNC控制系统、快速进给系统、高性能刀具材料、数控高速切削加工工艺、高效高精度测试技术等许多相关的软件和硬件技术基础之上的一项复杂的系统工程,是将各单元技术集成的一项综合技术。关键技术:高速切削机理;高速切削刀具技术;高速切削机床技术;高速切削工艺技术;高速加工的测试技术。 3.阐述高速切削发展趋势。 机床结构将会具有更高的刚度和抗振性,使在高转速和高级给情况下刀具具有更长的寿命;将会用完全考虑高速要求的新设计概念来设计机床;在提高机床进给速度的同时保持机床精度;快换主轴;高、低速度的主轴共存;改善轴承技术;改进刀具和主轴的接触条件;更好的动平衡;高速冷却系统。(新一代高速大功率机床的开发和研制;新一代抗热振性好、耐磨性好、寿命长的刀具材料的研制及适宜于高速切削的刀具结构的研究;进一步拓宽高速切削工件材料及其高速切削工艺范围;高速切削机理的深入研究;高速切削动态特性及稳定性的研究;开发适用于高速切削加工状态的监控技术;建立高速切削数据库,开发适于高速切削加工的编程技术以进一步推广高速切削加工技术;基于高速切削工艺,开发推广干式(准干式)切削绿色制造技术;基于高速切削,开发推广高能加工技术) 4结合典型工件材料和加工工艺方法,讨论高速切削的速度范围。 (1)根据工件材料:刚才380m/min以上、铸铁700m/min以上、铜材1000m/min以上、铝材1100m/min以上、塑料1150m/min以上时,认为是合适的速度范围。(2)根据加工工艺方法:车削700~7000m/min,铣削300~6000m/min,钻削200~1100m/min,磨削5000~10000m/min,认为是合适的速度范围。 5讨论高速切削加工的切削力变化规律。 (1)切削用量对切削力的影响:背吃刀量ap增大,切削力成正比增加,背向力和进给力近似成正比增加。进给量f增大,切削力与增大,但切削力的增大与f不成正比(75%)(2)工件材料对切削力的影响:较大的因素主要是工件材料的强度、硬度和塑性。a材料的强度、
制造工艺论文
箱体类零件的加工分析 班级2011级车辆3班 学号20111529 作者刘琳娜 摘要:研究复杂箱体类零件加工工艺,进一步明确编制合理的加工工艺流程、选择合适的定位装夹方案、有效利用各种数控设备和加工刀具、设定最佳切削用量是保证复杂箱体类零件加工质量、提高生产效率的重要途径。 关键词: 箱体零件定位基准工艺流程高速切削夹具 前言:箱体零件是机器或部件的基础零件,具有相当的复杂性和多样性。它承载着轴、轴承、齿轮等有关零件,连接成部件或机器,因此箱体零件的加工质量至关重要,它影响着机器的装配精度、工作精度、使用性能和寿命。减少装夹次数,可有效避免多次装夹造成的累积误差和装夹误差,提高零件加工精度和生产效率。 一、定位基准的选择 箱体定位基准的选择,直接关系到箱体上各个平面与平面之间、孔与平面之间、孔与孔之间的尺寸精度和位置精度要求是否能够保证,以及对零件各表面的加工顺序安排都有很大影响,当用夹具安装工件时,定为基准的选择还会影响到夹具结构的复杂程度。在选择基准时,首先要遵守“基准同一”和“基准重合”的原则,同时必须考虑生产批量的大小、生产设备、特别是夹具的选用等因素。因此,定为基准的选择是一个很重要的工艺问题。 (一)粗基准的选择 粗基准的选择影响各加工面的余量分配及不需加工面与加工面之间的位置精度。根据粗基准选择原则,应首先考虑箱体上要求最高的主轴孔的加工余量要均匀,防止加工时因余量不均而引起振动,影响加工精度和表面质量,并要兼顾其余加工表面都有适当的余量。其次要纠正箱体内壁加工表面与非加工表面之间的相对位置偏差,防止加工出的轴承孔端面与箱体内壁之间的距离尺寸相差太大,可能是齿轮安装时与箱体内壁相碰。从这点考虑,选内壁为粗基准,但这将使装夹极为困难,由于各轴孔和内腔的砂芯是一个整体,所以实际生产中选主轴孔和一个相距较远的轴孔作为粗基准。 (二)精基准的选择 精基准的选择为了保证箱体零件孔与孔、孔与平面、平面与平面之间的相互位置和距离尺寸精度以及工件安装方便可靠,箱体类零件精基准选择常用两种原则:基准统一原则、基准重合原则。 1.一面两孔 (基准统一原则) 在多数工序中,箱体利用底面(或顶面)及其上的两孔作定位基准,加工其它的平面和孔系,以避免由于基准转换而带来的累积误差。
超高速加工技术的现状及发展趋势
目录 摘要 (1) 1 引言 (1) 2 超高速加工技术简介 (1) 2.1 超高速加工技术概况 (1) 2.2 超高速加工技术分类 (2) 2.3 超高速加工技术特点 (2) 3 超高速加工技术现状 (3) 3.1 超高速加工技术现状简述 (3) 3.2 国外超高速加工技术发展 (4) 3.3 国内发展情况 (5) 4 超高速加工技术发展趋势 (5) 谢辞 (8)
超高速加工技术的应用和发展趋势 摘要:本文介绍了超高速加工技术的概念、内容和发展现状,并分析了其发展动向。 关键词:高速加工技术、机械制造、应用、发展 1 引言 当前机械制造业为实现高生产率和追求利润,先进制造技术的应用越来越广泛而深入。超高速加工技术作为先进制造技术的重要组成部分,也已被积极地推广使用。20世纪20年代德国人Saloman最早提出高速加工(High Speed Cutting, 简称HSC)的概念,并1931 年申请了专利。50年代末及60年代初,美国和日本开始涉足此领域,在此期间德国已针对不同的超高速切削加工过程及有效的机械结构进行了许多基础性研究工作。随着超高速加工主轴技术的发展,使得刀具切削速度得到很大提高,70年代诞生了第一台HSC机床。真正将HSC技术应用于实践是在80年代初期,因飞机制造业为降低加工时间以及对一些小型特殊 零件的薄壁加工而提出了快速铣削的要求。自80年代中后期以来, 商品化的超高速切削机床不断出现,超高速机床从单一的超高速铣床发展成为超高速车铣床、钻铣床乃至各种高速加工中心等。超高速磨削技术在近20年来也得到长足的发展及应用。德国Guehring Automation公司在1983年制造出了当时世界第一台最具威力的60kW强力立方氮化硼(CBN)砂轮磨床,Vs达到140~ 160m/s。当今, 超高速加工已经在汽车、航空航天等领域获得应用。 2 超高速加工技术简介 2.1 超高速加工技术概况 超高速加工技术是指采用超硬材料的刃具,通过极大地提高切削速度和进给速度来提高材料切除率、加工精度和加工质量的现代加工技术。 超高速加工是实现高效率制造的核心技术,工序的集约化和设备的通用化使之具有很高的生产效率。可以说,超高速加工是一种不增加设备数量而大幅度提高加工效率所必不可少的技术。超高速加工的切削速度范围因不同的工件材料、不同的切削方式而异。目前,一般认为,超高速切削各种材料的切速范围为:铝合金已超过1600m/min,铸铁为 1500m/min,超耐热镍合金达300m/min,钛合金达150~1000m/min,纤维增强塑料为 2000~9000m/min。各种切削工艺的切速范围为:车削700~7000m/min,铣削 300~6000m/min,钻削200~1100m/min,磨削250m/s以上等等。
高速切削加工技术
高速切削加工技术 在现代机械切削加工技术中,高速切削正在越来越多地被人提及,其技术已开始被使用,随之而来的,首先是高速机床,那么,高速切削与传统切削技术究竟有什么不同? 其实现的条件是什么? 实现它有哪些益处? 其适用性怎么样呢? 本文将试图回答这些问题,并且尽可能结合目前在世界上居领先水平的瑞士MIKRON公司的机床的结构、特点来分析,用它同目前国内仍在普遍应用的传统的加工方法和切削理论相比较,促进高新技术在国内的应用和普及。 缩短加工时的切削与非切削时间,对于复杂形状和难加工材料及高硬度材料减少加工工序,最大限度地实现产品的高精度和高质量,是我们提高劳动生产率、实现经济性生产的一个重要的目标。有人认为,一提高速加工,就是主轴转速要几万转;只要主轴转速一达到几万转,就可以实现高速切削,这其实是不全面的。 随着科学技术的发展,现代机床已经具备了下面的条件,也只有具备这些条件,才会使得高速切削成为可能。 1.机电一体化的主轴,即所谓电主轴。现代化的主轴是电机与主轴有机地结合成一体,采用电子传感器来控制温度,自有的水冷或油冷循环系统,使得主轴在高速下成为“恒温”;又由于使用油雾润滑、混合陶瓷轴承等新技术,使得主轴可以免维护、长寿命、高精度。由于采用了机电一体化的主轴,减去了皮带轮、齿轮箱等中间环节,其主轴转速就可以轻而易举地达到0~42000r/min,甚至更高。不仅如此,由于结构简化,造价下降,精度和可*性提高,甚至机床的成本也下降了。噪声、振动源消除,主轴自身的热源也消除了。MIKRON公司便采用了本集团“STEP-TEC”公司生产的电主轴,这种电主轴采用了其特别的、最先进的矢量式闭环控制、高动平衡的主轴结构、油雾润滑的混合陶瓷轴承,可以随室温调整的温度控制系统,确保主轴在全部工作时间内温度衡定。 何为矢量式闭环控制呢?其实就是借助数/模转换,将交流异步电动机的电量值变换为直流电模型,这样,既可实现用无电刷的交流电机来实现直流电机的优点,即在低转速时,保持全额扭矩,功率全额输出,主轴电机快速起动和制动。以UCP710机床切削45#钢为例,用STEP-TEC 的主轴铣削,铣刀直径?63mm, 主轴转速为1770r/min,金切量为540cm3/min;在无底孔钻孔时,钻头直径?50mm, 转速1350r/min,可一次钻出,而无需常用的先打中心孔,而后钻孔再扩孔的方法。 2.机床普遍采用了线性的滚动导轨,代替过去的滑动导轨,其移动速度、摩擦阻力、动态响应,甚至阻尼效果都发生了质的改变。用手一推就可以将几百公斤甚至上千公斤的重工作台推动。其特有的双V型结构,大大提高了机床的抗扭能力;同时,由于磨损近乎为零,导轨的精度寿命较之过去提高几倍。又因为配合使用了数字伺服驱动电机,其进给和快速移动速度已经从过去最高的6m/min,提高到了现在的20~60m/min,MIKRON公司的最新型机床使用线性电机,进给和快移速度可达80m/min。 3.目前最先进的数控系统已经可以同时控制8根以上的轴,实现五轴五联动,甚至六轴五联动,多个CPU,数据块的处理时间不超过0.4ms;同时,均配置功能强大的后置处理软件,运算速度快,仿真能力强且具备程序运行中的“前视”功能,随时干预,随时修改。外接插口,数据传输速度快,甚至可以与以太网直联;加上全闭环的测量系统,配合使用数字伺服驱动技术,机床的线性移动可以实现1~2g的加速和减速运动。 4.机床床身结构进一步优化,现代机床均采用落地式床身,整体铸铁结构,龙门式框架的主轴立柱,尽可能由主轴部件来实现二轴甚至三轴的线性移动,考虑到刀具重量的变化极小,这样,在工件乃至工作台不进行快速线性移动的情况下,机床快速线性移动的部件的重量近乎常量,因此,更容易实现快速加速和减速情况下的运动惯量及实现动态平衡,减少由于动态冲击所带来的
数控技术文献综述
数控技术文献综述(论文)题目:塑料模具的设计与制造技术 院系: 专业: 班级: 学号: 姓名: 指导老师:
摘要:现代生产、生活中越来越多的产品特别是各种塑料制品及大型覆盖件等产品形状结构比较复杂,单使用图纸已很难正确和详尽地表达产品的形状和结构,这就要求模具设计制造者必须使用计算机辅助设计文件描述的手段,同时要求模具制造者必须充分掌握产品的各种资料,包括产品的形状、尺寸、原料的特性、精度要求、特殊表面效果等。有些产品还需客户提供实物或模型。当前,我国工业生产的特点是产品品种多,更新换代快,市场竞争激烈。在这种情况下,用户对模具制造的要求是制件质量好,交货期越短越好,模具精度越高越好,模具价格越低越好,由此,现代塑料模具的制造应与当前经济发展的形势及以上要求相适应。 关键词:塑料压圈单分型面一模一腔注射模具轮辐式浇口尼龙1010、聚奎二栈奎二胺及纤维
前言: (4) 一、模具的重要意义 (5) 二、现代塑料模具的设计 (6) 1、塑料模具设计的内容 (6) 1、1制件工艺分析与设计 (6) 1、2 模具总体方案设计 (7) 1、3 总体结构设计 (7) 1、4 施工图设计 (7) 2、 CAD/CAE技术的应用 (8) 三、现代塑料模具的制造 (9) 1、 CAD/CAE/CAM计算机辅助设计、模拟、制造一体化 (9) 2、先进设备的作用 (9) 3、手工加工的作用 (10) 4、检测手段 (10) 四、反向工程的应用 (10) 五、快速成型制造的应用 (11) 六、发展方向和前景 (12) 七、模具在我国的发展历程 (12) 八、结束语 (13) 参考文献: (14)
超精密加工技术论文
超精密加工技术简介论文 学校:XXXXX 学院:XXXX 班级:XXXXX 专业:XXXXX 姓名:XXXX 学号:XXXX 指导教师:XXX
目录 目录 .......................................................................................................................................... - 2 - 一、概述................................................................................................................... - 1 - 1、超精密加工的内涵...................................................................................... - 1 - 2.、发展超精密加工技术的重要性................................................................. - 1 - 二、超精密加工所涉及的技术范围....................................................................... - 2 - 三、超精密切削加工............................................................................................... - 3 - 1、超精密切削对刀具的要求.......................................................................... - 3 - 2、金刚石刀具的性能特征.............................................................................. - 3 - 3、超精密切削时的最小切削厚度.................................................................. - 3 - 四、超精密磨削加工............................................................................................... - 4 - 1、超精密磨削砂轮.......................................................................................... - 4 - 2、超精密磨削砂轮的修整.............................................................................. - 4 - 3、磨削速度和磨削液...................................................................................... - 5 - 五、超精密加工的设备........................................................................................... - 5 - 六、超精密加工的支撑环境................................................................................... - 6 - 1、净化的空气环境.......................................................................................... - 6 - 2、恒定的温度环境.......................................................................................... - 6 - 3、较好的抗振动干扰环境.............................................................................. - 7 - 七、超精密加工的运用领域................................................................................... - 7 - 八、超精密加工的现状及未来发展....................................................................... - 7 - 1、超精密加工的现状...................................................................................... - 7 - 2、超精密加工的发展前景.............................................................................. - 8 - 总结:....................................................................................................................... - 9 - 参考文献:.....................................................................................错误!未定义书签。