压力管道焊接现场施工检查记录表格
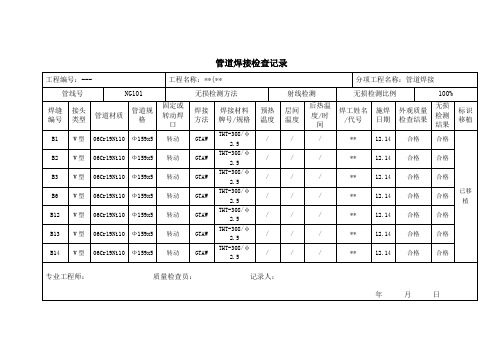
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录
管道焊接检查记录。
焊接记录表
单位工程:低温甲醇洗(706)
格
φ33.7×4.5 V型坡口60°±5° 焊 工 号 1540 评定 结论 合格
焊材牌号
焊材规格 环境条件
坡口形式、角度 外观 检查 合格 无损检验 方法 RT 报告号 706-RT-827
温度 (℃) 2
湿度 (%) 65
1
70~75 11~12
上 海 市 安 装 工 程 有 限 公 司
单位工程:低温甲醇洗(706)
格
φ323.9×6.3 V型坡口60°±5° 焊 工 号 评定 结论
焊材牌号
焊材规格
坡口形式、角度 外观 检查 无损检验 方法 报告号
环境条件 温度 (℃) 湿度 (%)
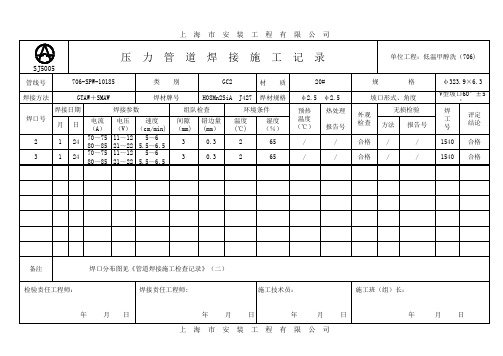
压 力 管 道 焊 接 施 工 记 录
SJ5005
管线号 焊接方法 焊接日期 焊口号 月 1 日 24 电流 (A) 706-SPW-10185 GTAW 焊接参数 电压 速度 (V) (cm/min) 5~6 类 别 GC2 H08Mn2Si 组队检查 间隙 (mm) 2.5 错边量 (mm) 0.2 材 质 20# φ2.5 预热 温度 (℃) / 热处理 报告号 / 规
单位工程:低温甲醇洗(706)
格
φ323.9×6.3 V型坡口60°±5° 焊 工 号 1540 1540 评定 结论 合格 合格
焊材牌号
焊材规格
坡口形式、角度 外观 检查 合格 合格 无损检验 湿度 (%) 65 65
2 3
备注 检验责任工程师:
单位工程:低温甲醇洗(706)
格
φ323.9×6.3 V型坡口60°±5° 焊 工 号 评定 结论
焊材牌号
焊材规格
坡口形式、角度 外观 检查 无损检验 方法 报告号
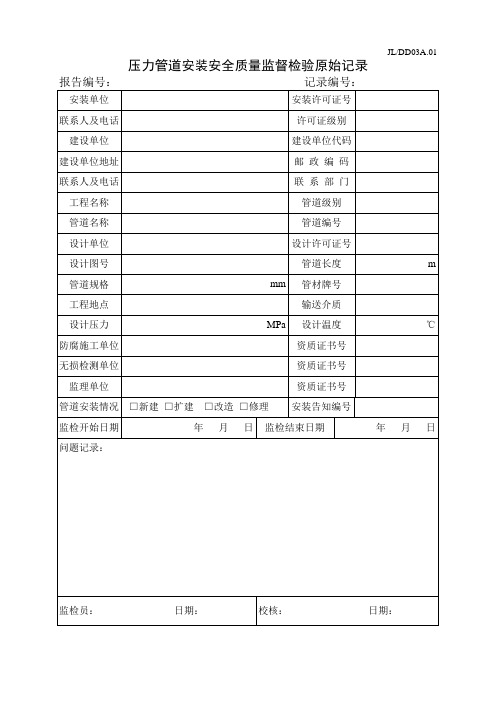
压力管道安装安全质量监督检验原始记录
序号
技术资料名称
确认
页数
1
压力管道安装告知书及安全质量监督检验申报书
2
设计图纸会审纪要
3
安装单位施工组织设计
4
焊工及无损检测人员资格复印件
5
开工报告
6
竣工报告
7
工程更改联系单
8
管材质量证明书及验收记录
9
管件及阀门合格证及验收记录
10
阀门压力试验及密封试验记录
11
安全阀校验报告
12
是否符合设计要求
紧急切断阀
动作性能试验是否符合标准和设计要求
密封性能试验是否符合标准和设计要求
安全阀或
爆破片
型号、规格是否符合设计要求
是否经校验合格
开启压力是否符合设计要求
密封性能试验是否符合标准和设计要求
备注
检验员:日期:
JL/DD03A.04
压力管道强度、严密性试验和安全保护装置
及密封性能测试专项监督检验原始记录
压力容器质量证明书
13
设备就位安装记录
14
焊材质量证明书(或复验报告)
15
焊接工艺评定
16
焊接施工检查记录
17
管道安装质量检查记录
18
支吊架安装记录
19
焊缝无损检测委托单
20
焊缝无损检测报告
21
焊口分布图及无损检测焊口标注图
22
阴极保护工程验收报告
23
静电接地测试报告和验收记录
24
通球清管、吹扫、干燥记录
试验管段
试验压力
MPa
试验介质
环境温度
℃
保压时间
管道焊接检查记录
管道焊接检查记录日期:XXXX年XX月XX日检查人员:XXX1.检查目的及背景为了确保管道焊接质量符合相关标准和规定,提高管道系统的可靠性和安全性,特进行本次管道焊接检查。
2.检查范围本次检查涉及的管道焊接工作包括但不限于:-焊缝准备工作-焊材的选择和使用-焊接工艺的操作和控制-焊接设备的使用和维护-焊缝外观质量-焊缝内部质量检测3.检查过程和方法根据焊接工艺规范和标准,以及现场的实际情况,本次检查采用以下方法进行:-视觉检查:通过肉眼观察焊缝的外观质量,如焊缝的形状、长宽比、焊缝内的夹渣、焊缝与母材的结合等。
-热处理检查:检查焊缝附近的热处理标记和跟踪记录,确保热处理工艺符合要求。
-焊缝内部质量检测:采用无损检测方法,如射线检测、超声波检测等,检查焊缝内部的缺陷情况。
4.检查结果经过检查,以下为本次管道焊接工作的主要结果:4.1焊接工艺的操作和控制-工艺参数设定合理,符合焊接工艺规范的要求。
-焊机运行正常,接地良好,电源稳定。
4.2焊缝外观质量-焊缝的外观质量整体良好,焊缝形状规整,焊缝与母材接头处无明显裂纹和凹陷。
-焊丝铺设均匀,无明显的透明气孔、夹渣等缺陷。
4.3焊缝内部质量检测-采用射线检测和超声波检测方法进行焊缝内部质量检测,未发现明显的裂纹、夹渣和其它缺陷。
-焊缝与母材的结合紧密,无明显的界面间隙。
5.检查结论根据以上检查结果,本次管道焊接工作质量良好,符合相关标准和规定要求。
各项工艺参数和设备运行状况都在正常范围内,符合设计要求。
焊缝外观质量良好,无明显缺陷。
焊缝内部质量无明显缺陷。
但仍需注意焊缝质量的持续监控,防止后续的变形和开裂等问题。
6.检查意见和建议根据检查过程,我们提出以下意见和建议:-维护和保养焊接设备,确保其正常运行。
-加强对焊材的监控和质量控制。
-检查焊缝后进行验收,并保持相关检查记录。
-加强对焊缝后处理的控制和监督。
以上为本次管道焊接检查记录,供参考和提供改进的依据。
管道焊接检查记录
管道焊接检查记录日期:___年__月__日检查单位:_____________________被检查单位:_____________________检查人员:_____________________1.被检查管道基本信息管道编号:_____________________管道材质:_____________________管道规格:_____________________管道长度:_____________________2.检查内容2.1管道焊缝外观检查检查人员对管道焊缝进行外观检查,包括焊接接头、熔化区、焊道以及周围金属是否有裂纹、气孔、夹渣、不良变形等缺陷。
发现问题:_____________________处理措施:_____________________2.2管道焊缝尺寸检查检查人员使用合适的工具测量管道焊缝的尺寸,包括焊缝高度、焊缝宽度、焊缝缩口以及焊缝内外突起程度等。
发现问题:_____________________处理措施:_____________________2.3管道材质成分检测检查人员针对管道材质进行成分分析,包括化学成分及物理性能等,以验证管道材质是否符合相关标准要求。
材质成分分析结果:_____________________3.检查结果统计根据上述检查内容,对检查结果进行统计和归纳。
共检查管道数量:_____________________合格管道数量:_____________________不合格管道数量:_____________________不合格管道处理情况:_____________________4.检查结论根据检查结果,对管道焊接工艺及质量进行评价。
结论:_____________________5.检查意见和建议根据实际检查情况,对被检查单位提出相关意见和建议,以提高管道焊接质量。
意见和建议:_____________________6.检查人员签名:_____________________7.被检查单位签名:_____________________注:本检查记录仅为参考,可以根据具体检查情况进行适当调整。
压力管道安装安全质量监督检验记录2DOC
压力管道安装安全质量监督检验记录2DOC (注意:此为示例内容,具体记录内容应根据实际情况进行编写。
)检验日期:XXXX年XX月XX日检验单位:XXX企业被检单位:XXX工程有限公司工程地点:XXX省XXX市XXX区XXX街道安装单位:XXX工程有限公司检验人员:XXX一、检验目的:为确保压力管道安装质量,保障工程安全运行,特委托本单位对压力管道安装进行监督检验。
二、检验范围:本次检验主要对XXX工程所涉及的压力管道安装进行检验,包括管道材料、焊接质量、管道支承、管道连接等方面的安全质量检查。
三、检查内容及结果:1.管道材料检查:(1)检查材料采购合同、材料出厂合格证,确认甲方对材料选型是否符合要求;(2)检查管道材料的质量证明书、出厂合格证等相关文件;(3)现场抽查材料的标识、规格等信息是否清晰,材料外观是否良好、完好。
检查结果:管道材料符合设计要求,质量合格。
2.焊接质量检查:(1)检查焊接人员持证上岗情况,确认焊工是否具备合格焊接人员资质;(2)现场检查焊接工艺控制、焊接接头质量;(3)抽查焊缝探伤、射线检测报告。
检查结果:焊接人员持证上岗,焊接工艺符合设计要求,焊接接头质量可靠。
焊缝探伤、射线检测报告显示焊缝无裂纹、无缺陷。
3.管道支承检查:(1)检查管道支承设计及安装图纸,确认支承方式符合设计要求;(2)现场检查支承件安装情况及焊接质量。
检查结果:管道支承设计符合要求,支承件安装牢固,焊接质量良好。
4.管道连接检查:(1)检查管道连接方式,确认连接方式符合设计要求;(2)现场检查连接处焊接质量、密封性。
检查结果:管道连接方式符合设计要求,连接处焊接质量好,具备良好的密封性。
四、存在问题及整改措施:根据检查结果,我单位发现了如下问题:1.管道XXX处的焊缝有微小裂纹。
整改措施:对裂纹处焊缝进行修补,并进行焊缝探伤检测,确保焊缝质量无问题。
整改期限:XXXX年XX月XX日前。
2.装配管道支承使用的螺栓有松动现象。
压力管道焊接施工检查作业记录表(范本)
工程名称: 分项工程名称:区段:
管段编号
焊口 编号
质量标准
检查日期
咬边
焊道宽
错边量
余高
表面质量
气孔
焊瘤
飞溅
夹渣
焊工意见
记录人: 年月 日 审核人: 年 月 日
压力管道角焊缝组对工序交接卡
工程名称: 分项工程名称:区段:
管口编号
组对时间
质量标准
备注
钝边
间隙
错边量
坡口
自检记录
焊工意见
压力管道角焊缝焊接施工检查记录表
工程名称: 分项工程名称: 区段:
焊接作业指导书编号:
焊工代号
预热
ºC
焊接规范
外观检查
无损检测
备注
焊口编号
材质及规格
焊材牌号规格
电流A
电压V
线速度cm/min
方法
报告号
检验员:年月 日检验责任师:年月 日
压力管道焊接施工检查记录表
工程名称: 分项工程名称: 区段:
焊接作业指导书编号:
焊工代号
预热
ºC
焊接规范
外观检查
无损检测
备注
焊口编号
材质及规格
焊材牌号规格
电流A
电压V
线速度cm/min
方法
报告号
检验员:年月 日检验责任师:年月 日
压力管道组对工序交接卡
工程名称: 分项工程名称:区段:
管口编号
组对时间
质量标准
备注
钝边
间隙
错边量
坡口
自检记录焊工意见记 Nhomakorabea人:年月日 审核人: 年 月日
记录人:年月 日审核人: 年 月日
压力管道焊接施工检查记录表
压力管道焊接施工检查记录表1.项目信息•项目名称:___________•项目地址:___________•建设单位:___________•施工单位:___________•监理单位:___________2.管道信息•管道类型:___________•管道材质:___________•管道壁厚:___________•焊接方法:___________3.焊接材料3.1 电焊道具•焊机型号:___________•焊机编号:___________•焊接电流:___________•焊接电压:___________•电焊口径:___________3.2 焊接材料•直径:___________•规格:___________•材质:___________•焊材批号:___________•焊条焊接性能:___________4.施工检查记录日期:___________检查人员:___________施工队伍:___________4.1 焊接工艺评定记录管道焊缝组织检查结果:_______________焊缝断口断裂模式:_______________焊缝断口断口形貌:_______________管道焊接工艺评定人员签字:_______________ 4.2 焊接操作记录施工日期:___________焊接工艺规程编号:___________焊接操作人员姓名:___________焊接工艺控制人员姓名:___________焊接工作地点:___________焊缝号:___________焊接材料型号:___________焊接电流:___________焊接电压:___________焊接速度:___________等离子弧压力:___________保护气流速:___________管道支撑方式:___________工作环境温度:___________环境气氛:___________4.3 焊接过程控制•焊接头准备–准备情况:___________–内部清理情况:___________–支承安装情况:___________ •焊接过程控制–控制情况:___________–坡口对齐情况:___________–焊接内部质量检查情况:__________•焊后热处理–过程:___________–效果:___________4.4 焊缝外观及尺寸检查•外观检查方法:___________•焊缝高度:___________•焊缝宽度:___________•焊缝内凹度:___________•焊缝凸度:___________•焊缝形貌:___________4.5 射线照片•焊接接头编号:___________•焊缝长度:___________•焊缝位置:___________•射线方向:___________•焊接等级:___________•缺陷类型:___________4.6 力学性能试验•试验方法:___________•试验标准:___________•样品数量:___________•试验结果:___________5.检验报告•检查人员:___________•施工队伍:___________•检查日期:___________•处理结果:_______________6.本文记录了施工过程中的管道焊接情况,从焊接材料、施工过程控制、焊缝外观及尺寸检查等多方面进行了详细记录,并进行了力学性能试验和检验报告的,保证了管道施工质量和安全性能。
压力管道焊接现场施工检查记录表格
压力管道焊接现场施工检查记录表格
文档编制序号:[KK8UY-LL9IO69-TTO6M3-MTOL89-FTT688]
压力管道角焊缝焊接施工检查记录表工程名称:分项工程名称:
区段:
检验员:年月日检验责任师:年月日
压力管道焊接施工检查记录表
工程名称:分项工程名称:
区段:
检验员:年月日检验责任师:年月日
压力管道组对工序交接卡
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道角焊缝组对工序交接卡
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道角焊缝焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日。
压 力 管 道 检 查 记 录
9.
静电跨接
□完好□缺失□锈蚀□脱开
10.
管道标识
□合格□错误标识□标识不清□标识缺失
11.
管道组件
□完好□裂纹□皱纹□重皮□碰伤□变形□腐蚀
12.
焊接接头
□完好□裂纹□错边(最大错边量mm):
□咬边(最大咬边量mm):
13.
其他问题
压力容器检查表
检查日期:检查人员:
BD12-277
7.
容1LCE甘H0778
储气罐
BD12-282
8.
容2LS甘H0780
低压循环桶
12TFA1199
9.
容2LS甘H0779
低压循环桶
BD12-278
10.
容2ME甘H0788
油冷却器
BD12-089
11.
容2ME甘H0787
油冷却器
11-9-631
12.
容2ME甘H0786
经济器
12-8-193
法兰
□完好□偏口□紧固件不符合要求□紧固件松动
□紧固件腐蚀
8.
膨胀节
□完好□波纹管膨胀节划痕□波纹管膨胀节凹痕
□波纹管膨胀节开裂□波纹管膨胀节间距异常□波纹管膨胀节失稳
□波纹管膨胀节铰链变形□波纹管膨胀节铰链脱落
□波纹管膨胀节销轴变形□波纹管膨胀节销轴脱落
□波纹管膨胀节拉杆异常□拉杆式膨胀节拉杆异常
□变力弹簧支吊架偏斜□变力弹簧支吊架失载
□刚性支吊架状态异常□吊杆损坏□吊杆异常
□吊杆连接配件损坏□吊杆连接配件异常
□转导向支架卡涩□承载结构变形
□承载结构的主要受力接头存在裂纹□支撑辅助钢结构变形
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
压力管道角焊缝焊接施工检查记录表工程名称:分项工程名称:
区段:
检验员:年月日检验责任师:年月日
压力管道焊接施工检查记录表
工程名称:分项工程名称:
区段:
检验员:年月日检验责任师:年月日
压力管道组对工序交接卡
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道角焊缝组对工序交接卡
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道角焊缝焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日。