双金属复合管焊接质量控制
双相不锈钢管焊接过程质量控制
双相不锈钢管焊接过程质量控制摘要:双相不锈钢管焊接过程质量控制研究是当前焊接技术领域中一个重要的研究方向。
然而,焊接过程中存在的质量控制问题常常导致焊接接头的疲劳寿命、耐腐蚀性和力学性能等方面的下降,进而影响整个工程项目的安全和可靠性。
因此,对于双相不锈钢管焊接过程的质量控制研究具有重要的意义。
关键词:双相不锈钢管;焊接质量;控制研究一、双相不锈钢工程使用特点双相不锈钢是一种具有双相结构的不锈钢,由奥氏体和铁素体相组成,具有奥氏体和铁素体所具有的良好特性,节省了用于支持结构的钢材,具有不错的经济性。
同时,双相不锈钢管的表面光滑,抗污染性能强,抗腐蚀性能好,因此不需要进行特殊的防腐处理,又能保证卫生要求,适合用于医药、食品等行业。
使用特点包括以下几个方面:1. 高强度:双相不锈钢管焊接后具有高强度和优良的抗拉伸性能,可用于承受高压载荷的工程结构。
2. 良好的耐腐蚀性:双相不锈钢管对酸、碱等腐蚀介质有着很好的耐腐蚀性,可以应用于化工、海洋等恶劣环境。
3. 良好的加工性能:双相不锈钢管可以较好地加工成不同的形状和尺寸,适用于多种工程应用场景。
4. 适用于高温环境:双相不锈钢管在高温下保持较好的机械性能和耐腐蚀性能,具有优异的使用特点。
二、焊接性焊接性是指材料在焊接过程中的性能表现,包括焊接接头的成型、力学性能和耐腐蚀性等。
在双相不锈钢管的焊接过程中,焊接性能的良好与否直接影响整个管道的使用寿命和安全性 [1]。
因此,进行焊接过程质量控制的研究至关重要。
首先,焊接接头的成型是控制焊接质量的关键因素之一。
在双相不锈钢管的焊接过程中,通过合理的焊接工艺参数和设备的选择,可以获得理想的焊接接头形状和尺寸。
根据焊接实践经验,合适的电压、电流和焊接速度等参数的选择,可以避免焊接过程中出现缺陷,如焊缝太宽或太窄等问题。
其次,焊接接头的力学性能也是需要关注和控制的重要因素。
双相不锈钢管的焊接接头通常需要具备良好的强度和韧性。
双金属复合管焊接技术分析

双金属复合管焊接技术分析李发根;孟繁印;郭霖;常泽亮【摘要】双金属复合管的焊接接头结构复杂,焊接难度较大。
通过对双金属复合管端面处理工艺和对接焊接工艺分析,提出了端部堆焊工艺较端部封焊工艺易于焊接但不够经济的现状,指出对于薄壁小直径双金属复合管道的焊接宜采用合金焊丝对接焊工艺,而对于厚壁大直径双金属复合管道则宜采用过渡焊方法焊接。
另外,还分析了当前的焊接评定标准,强调了制定适宜复合管的焊接工艺评定标准的必要性。
%The welded joint structure of bimetal-lined pipe is complex and is difficult to be welded. Through analysis on pipe end treatment and butt welding procedure for bimetal-lined pipe, it indicated the overlaying was easy to weld but not to be economic comparing with seal welding, it also pointed out that alloy wire butt welding might be used to weld thin wall and small diameter bimetal-lined pipes, while for thick wall and large diameter pipes the buffer layer welding method can be used. Additionally, the existing standards about welding procedure qualification were analyzed in the paper, and the necessity of drafting welding procedure qualification standard about bimetal-lined pipes was emphasized.【期刊名称】《焊管》【年(卷),期】2014(000)006【总页数】4页(P40-43)【关键词】焊接;双金属复合管;端面处理;对接焊接;焊接工艺评定【作者】李发根;孟繁印;郭霖;常泽亮【作者单位】中国石油集团石油管工程技术研究院石油管工程重点实验室,西安710077;中国石油塔里木油田公司,新疆库尔勒 841000;西安向阳航天材料股份有限公司,西安 710025;中国石油塔里木油田公司,新疆库尔勒 841000【正文语种】中文【中图分类】TE441.30 前言双金属复合管以其低廉的价格、较高承压能力和优异耐腐蚀性能,已经逐渐得到我国油气田领域认可,累计应用近2 000 km。
双金属复合管焊接缺陷
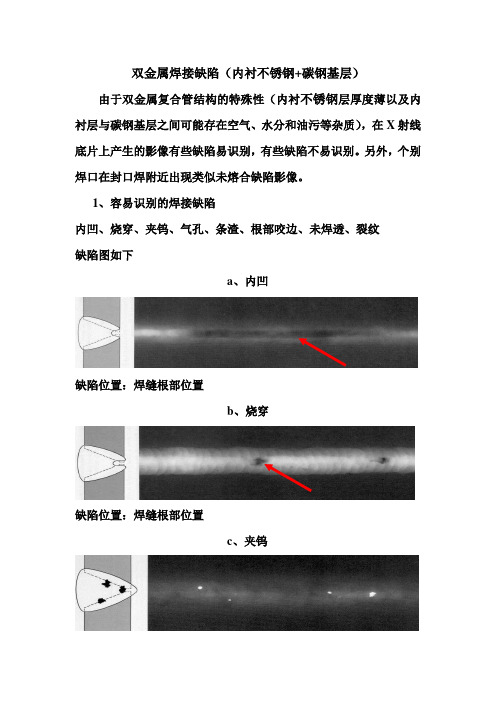
双金属焊接缺陷(内衬不锈钢+碳钢基层)由于双金属复合管结构的特殊性(内衬不锈钢层厚度薄以及内衬层与碳钢基层之间可能存在空气、水分和油污等杂质),在X射线底片上产生的影像有些缺陷易识别,有些缺陷不易识别。
另外,个别焊口在封口焊附近出现类似未熔合缺陷影像。
1、容易识别的焊接缺陷
内凹、烧穿、夹钨、气孔、条渣、根部咬边、未焊透、裂纹
缺陷图如下
a、内凹
缺陷位置:焊缝根部位置
b、烧穿
缺陷位置:焊缝根部位置
c、夹钨
缺陷位置:焊缝根部和其它位置
d、气孔
缺陷位置:焊缝任何位置
e、条渣
缺陷位置:焊缝任何位置
f、根部咬边
缺陷位置:焊缝根部位置(内焊道熔合线处)
g、未焊透
缺陷位置:焊缝根部位置(内焊道中心处)
2、不容易识别的焊接缺陷
单边未熔合与封口焊处单侧或双侧规则黑度均匀的直线
a-1、单边未熔合黑度不均匀的直线
缺陷位置:焊缝根部位置(坡口钝边痕迹)
a-2、单侧黑度均匀的直线
缺陷位置:焊缝熔合线与内焊道之间(与单边未熔合不同)
a-3、双侧黑度均匀的直线
缺陷位置:焊缝熔合线与内焊道之间。
试论金属管道的焊接工艺与质量控制措施
试论金属管道的焊接工艺与质量控制措施试论金属管道的焊接工艺与质量控制措施【摘要】目前,金属管道的焊接技术应用非常广泛,为生产制造领域、管道施工领域做出了重要的奉献。
在具体应用时,焊接技术具有众多优点,技术先进,灵活方面。
在金属管道的焊接当中,应该采取充分的焊接工艺和质量控制措施,提升焊接的整体质量,保障产品的性能和管道工程的平安。
本文分别介绍了焊接材料、焊前准备、焊接工艺、焊接完成后的质量控制措施。
【关键词】金属管道;焊接工艺;质量控制一、焊接在管道建设中的特点在管道建设中,其焊接工作处于流动状态,其作业点需要随着施工进度的进行而不断的进行移动,所以对于始终处于移动状态下的焊接作业,对其质量进行控制那么其难度无形中有所增加。
长输管道在施工过程中需要穿地不同的地形环境,由于施工场地的复杂性,对焊接工作的影响较大,这就需要根据各地的地形地貌特点来采取适宜的焊接方法,从而使其满足更好的适应工程的质量要求。
由于长输管道施工工期较长,在施工过程中可能面临各种恶劣环境,而这些风、雨、雪、温度及温度等都会直接影响到焊接的质量,使工程的质量无法满足设计的要求。
在焊接工作中对其质量影响的因素较多,其焊接设备、工艺、材料和焊工的技能等都可能对焊接质量带来一定的影响。
在长输管道焊接工作中,由于影响因素较多,所以有些时候在施工现场就有较多的留头,而接头数量的增加也增加了焊缝的数量,使焊接本钱增加,使其质量也很难得到保证。
二、焊接方法的选择长输管道的焊接,需要选择一个科学合理的焊接方法,所以焊接方案不仅要确保其具有较好的经济性,而且还要在保证质量的前提下使其保持较高的生产效率。
所以一个科学合理的焊接方法不仅在技术上具有较好的可行性,同时也要保证与施工进度的一致性。
因此,经济有效的焊接方法对于焊接质量具有极其重要的作用。
选择焊接方法应考虑的因素包括管子直径、壁厚、管子级别、设计条件、管道长度以及施工地点等。
直径和壁厚主要影响长输管道手工下向焊和自动焊方法的选择。
双金属复合管制造过程中的质量控制
双金属复合管制造过程中的质量控制郎一鸣;蒋晓斌【摘要】描述了某海洋用双金属复合管制造过程的工艺流程以及出现的缺陷类型和分布比例,提出了复合管生产时基管内表面处理,复合管水压复合,管端堆焊,管端处理,整管试验等工序的质量控制要点和措施.指出,制造过程中应首要控制好复合管力学和防腐性能指标,规格尺寸指标则可以适当放宽.【期刊名称】《石油工业技术监督》【年(卷),期】2014(030)007【总页数】3页(P9-10,27)【关键词】双金属复合管;制造工艺;质量控制【作者】郎一鸣;蒋晓斌【作者单位】中海石油(中国)有限公司上海分公司,上海200030;中海油(天津)管道工程技术有限公司,天津塘沽300452【正文语种】中文双金属复合管由2种不同的金属管材构成:内管提供防腐蚀、耐磨蚀性能,外管保证高强度,达到设计应力的要求。
由于其优良的性能,目前越来越广泛的应用到石油、化工、城市燃气等行业[1-3]。
对于某高含H2S/CO2的油气田开发项目,海底输送管线采用内衬Φ193mm×3mm,316L不锈钢管,外管采用Φ219.1mm×11.1mm,X65无缝碳钢钢管。
通过静水压对衬管施加胀管压力,利用内外管不同材料之间的变形性能差异,使得外管与内管实现胀接复合成型[4-5]。
1 复合管制造工艺项目双金属复合管制造采用水压机械复合方式,核心工艺主要包括水压复合、管端堆焊、无损检测以及管端精加工等工序。
简要制造工艺流程图如图1所示。
2 复合管产品质量状态描述以项目中50支复合管的质量统计状况为例进行说明,主要表征和考查产品的几何尺寸指标以及管端堆焊区无损检测结果。
本项目内径要求的范围在188.4~189.0mm,统计的50支复合管的两端内径平均值均在技术要求范围之内,且满足正态分布。
同时对于钝边、坡口角度、管端椭圆度、壁厚以及堆焊层长度等参数统计结果表明产品质量均能达到要求,并表现出良好的稳定性。
油田用双金属机械复合管失效原因分析与对策
油田用双金属机械复合管失效原因分析与对策双金属机械复合管在油田中应用广泛,其结构特点是由内层钢管和外层耐腐蚀材料组成,通过机械或粘接方法将其连接在一起。
但是,在使用过程中也存在一些问题,例如失效问题。
本文将分析双金属机械复合管失效的原因,并提出相应的对策。
一、管材品质问题双金属机械复合管失效的原因之一是管材品质问题。
钢管表面可能存在裂口、坑洼、气孔等缺陷,这些缺陷会在使用过程中逐渐扩大,最终导致管道失效。
对于外层耐腐蚀材料,如果材料质量不过关,可能会导致其与内层钢管的连接失效,缺陷处容易出现腐蚀、浸渍等现象,导致管道失效。
对策:应对管材进行严格检测,如X射线探伤、超声波检测等,确保管材表面没有明显缺陷和掺杂物;同时,应保证外层材料质量过关,选择合适的耐腐蚀材料,确保与内层钢管的连接牢固可靠。
二、应力腐蚀开裂应力腐蚀开裂是双金属机械复合管失效的另一个原因。
在油田环境下,管道内部可能存在高温、高压、酸性等恶劣环境,长期下来,管道内部就会受到应力作用,导致应力腐蚀开裂,最终导致管道失效。
对策:在设计双金属机械复合管时,应考虑到油田环境的恶劣性质,选择合适的耐腐蚀材料,并根据实际情况合理选择管材厚度和连接方式,减小应力集中。
在使用过程中,要定期进行检测和维护,防止管道内部出现应力腐蚀开裂。
三、接头失效双金属机械复合管接头连接失效是另一个导致管道失效的原因。
接头连接处存在着强的应力集中,如果接头连接处不牢固可靠,就会导致管道出现漏油等问题。
对策:在接头连接设计时,应加强接头连接强度,选择合适的焊接方式和锁合方式。
对于接头连接处,应定期进行检测和维护,并进行保养和维护。
综上所述,双金属机械复合管在油田应用过程中,失效原因主要包括管材品质问题、应力腐蚀开裂和接头失效等。
为了避免管道失效,应加强管材质量控制和设计,定期检测和维护管道,发现问题及时处理。
这样可以有效减少管道失效率,保障油田安全生产。
双金属复合管技术
双金属复合管技术第一篇:双金属复合管技术双金属复合管目录1由来:2双金属复合管形成基本原理:3目前世界盛行工艺方法主要有以下四种:1.3.1 机械旋压法2.3.2 爆炸复合法 3.3.3 液压复合法4.3.4 拉拔复合法4双金属复合管主要参数:1.4.1 结合力:2.4.2 双金属复合管相比于纯合金管的性价比优势:5双金属复合管适用领域:1.5.1 民用领域:2.1由来:镀锌钢管:优势—含碳量高、耐冲击、热膨胀率低、耐压、耐高温,安装成熟,规格齐全;劣势—内壁表面粗糙、易结垢,不能满足现代生活需求,民用建筑给水领域已停止使用。
薄壁不锈钢管:优势—304不锈钢制成,耐腐蚀、表面光滑不结垢,综合性能优越,但价格昂贵;双金属复合钢管:是将镀锌钢管或焊管、无缝钢管和壁厚更薄的不锈钢管强力嵌合在一起的新型复合给水管材,也是一种更理想的管道升级换代产品。
它保留了两种不同材料内在的优点,互补了它们内在的不足,并且沿用了镀锌钢管传统成熟的安装方式和工艺,因此在使用中方便、可靠、卫生、安全。
跟据基管与内衬管选材的不同,以及制造工艺的提升,已有不少厂家生产的双金属复合管广泛应用于油田、化工、电力等工业领域,其适用范围越来越广泛,带来的经济、环境、社会效益也更加明显。
双金属复合管内外层的的结构说明2双金属复合管形成基本原理:双金属复合钢管基本原理:外基管负责承压和管道刚性支撑的作用,内衬管承担耐腐蚀的作用。
外基管可以根据输送介质的流量和压力要求,选用不同通径和壁厚的碳钢管材。
热镀锌钢管、直缝焊管、螺旋管、低中压流体输送用无缝钢管、高压锅炉、石油裂化用无缝管钢管、管线管等。
直径可从φ20-φ1020mm,壁厚可从2.5-50mm。
内衬管可以根据输送介质化学成分,选用不同的耐腐蚀合金。
可以是奥氏体不锈钢304、304L、316、316L、铜基合金、镍基合金、哈氏合金、钛、钛合金、双相不锈钢等新型高耐腐蚀合金材料。
内衬管壁厚可以根据使用寿命和焊接工艺的要求从0.3-4mm。
复合管现场焊接施工的质量控制分析
复合管现场焊接施工的质量控制分析摘要:近年来,随着经济的快速发展和能源需求的不断增加,油气工业对管道的耐腐蚀性提出了更高的要求。
传统的防腐蚀措施如添加缓蚀剂、采用涂层等已难以满足油气田开发的需要。
但是,使用单一的耐腐蚀合金存在价格高、壁厚大的问题。
双金属复合管是油气管道防腐工程领域的一种新型功能材料,它综合考虑了碳钢管优异的力学性能和耐腐蚀材料管良好的抗腐蚀性能,两者结合起来获得优良的综合性能和高性价比。
它在混合气液输送领域有着广阔的应用前景,已得到国际国内市场的广泛认可。
鉴于此,文章结合笔者在中国石油广西石化含硫原油加工配套工程,对复合管现场焊接施工的质量控制分析提出了一些建议,仅供参考。
关键词:复合管现场;焊接施工;质量问题;控制分析引言现如今,内衬不锈钢复合管道采用管端内封焊、背部焊剂保护、改进型坡口无间隙组对、无填充熔焊打底和无填充熔焊过渡方法,能够简化焊接工艺,降低焊接难度和施工成本,保证焊缝质量,是一种值得推广的不锈钢内衬复合管道或耐蚀合金预制内补口防腐管道的焊接工艺。
该工艺已经成功应用于油田埋地复合管道的现场施工中。
1、存在的问题现行技术标准中对复合管管体的理化性能及机械复合管内管直焊缝抗晶间腐蚀性能进行了规定,但对复合管的焊接未作规定。
复合管有多种复合方法和焊接方式,不同焊接方法形成的焊缝的物理化学性能差异较大。
焊缝部位一般是钢管腐蚀的敏感部位,其耐蚀性往往决定了复合管的抗腐蚀能力。
此外,抗氢致开裂(HIC)能力和抗硫化物应力腐蚀开裂(SSC)能力是双金属复合管应用于含硫酸性环境中必须考虑的问题,但是,由于复合管耐蚀合金层很薄,且生产工艺特殊,采用这两个标准评价复合层和焊缝的耐蚀可靠性尚需进一步研究、完善。
综上,现行双金属复合管标准主要存在以下问题。
(1)双金属管施工焊接问题。
在集输管网中应用双金属复合管时,往往需要进行焊接,其焊缝处的抗环境开裂能力及耐蚀性能也是影响双金属复合管使用寿命的重要因素,而现有标准尚未明确焊缝腐蚀行为及耐蚀性能评价指标。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
封 焊 层 L气 孔 基 层 复层 未 熔 合
图 4 焊道 与母 材 未 熔 合
夹 渣 :焊条 药皮熔 化 后没有 从熔 池 中排 出造 成
的, 出现在基 层 焊道 中 。从 底 片影像 分析 , 夹渣呈 点
状 或条 状 . 点渣 分布无 规律 性 , 状夹 渣与 焊条走 向 条
DC +
过 渡 焊 焊 条 电 弧 焊
0 2 2~3 2~5 1 2
2—5 1 2
填 充 焊 焊条 电弧 焊 T 4 7 HJ 2
盖 面 焊 焊 条 电弧 焊 THJ 2 47
32 . 32 .
DC DC ’
2 焊接缺陷及原因分析
21 缺 陷检 测情 况 .
气 孔 :复合 管焊 接常 见气 孑 是 封焊 层 和过 渡层 L 焊 接时 产生 的 , 主要原 因是 焊接 封 焊层 时 。 合层 和 复 基 层之 间存 在水 、 、 气 油污 等 杂 质在 受 热 后 分解 , 产 生大 量气 体, 能及 时逸 出 , 而形 成气 孑 ( 图 2 ; 不 从 L见 ) 过渡 层焊 接 时 , 电弧将封 焊层 熔化 , 复合层 和基 层之 间存 在杂 质在 受热后 分 解 。 过封 焊层 进入 过 渡层 . 穿
未 熔 合
表 2 缺 陷 性质 及 数 量 统 计
性质 鬻 数量 l ≯ 百 分比 誊麓 - 臻鼍 l _ 《 霪 %
注 :缺 陷 数 量 大 于 所 发 现 的 存 在 缺 陷 焊 口数 是 由 于 一 道 焊 口l 司时
f
l ,l }l f } f
一
致。
3 质量控制措施
图 2 复合 管 ( 场 图 片) 现
从 该工 程 中采用 的焊 接工 艺 、发现缺 陷情 况分
22 缺 陷原 因分析 .
析 及结 合现 场调 查综 合分 析 , 孔 、 熔合 等缺 陷 的 气 未
大 量产 生 与封焊 层 、 打底层 、 渡层 焊接质 量控 制直 过
的未熔 合 ,由于复合 层 和基层 之 间存在 的杂质 在受
热后分 解 , 杂质 分解 产生 的气体 吸走 了热 量 , 在 瞬 并
问形成 气 膜 , 池不 能将 上一层 焊 道表 面熔化 , 熔 从而
导致层 间未熔合 。 底片 影像分 析 , 问未 熔合 大部 从 层
2 , / / ,
程中, 还有 几点 应引 起重视 :
焊 接质 量控 制 。 保证 复合 管焊接 质量 , 高焊接 一 是 提 次合 格率 的重要 保证 。
3 6 、 格 2 3 × ( + ) 1L 规 7 mm 9 7 2 mm双 金 属 复合 管 。工
程建 设初期 , 进行 复合 管焊接 质量监 督检 查 中 , 在 抽
定 厚 度 的不 锈钢 、 合 金 、 等耐 蚀金 属 . 钛 铜 由于其综
合 了不 锈 钢 管 的耐 腐 蚀 能 力 和 碳 素 钢 管 的承 压 能 力 , 良好 的使 用经 济性 , 有 近年来 在油 气 田开发 中逐 步得 到应用 。但 是 , 由于该 产 品属 于机 械复 合产 品 ,
扬 扬
苏
苏
的原 因。指 出封 焊层 质 量 失 控 、 渡 层 焊接州 作 不 当是 造 成 气 孔 、 过 操 未熔 合 等 缺 陷 产 生 的原 因。结 果表 明 , 强 关键 工 序 的 质 量控 加 州 制 , 进 焊接 操 作 方 法 , 改 对提 高一 次 焊接 合格 率是 有 效 的 。
L 12 l f 3 t ~
图 1 坡 口 型 式及 尺寸
耳
分存在 于 过渡层 ,少 部分 存在 于过 渡层 与碳钢 填充
层之间, 面积较 大 , 不规 则块 状 。二是焊 缝 与母材 呈
1 封 焊 ;2 打 底 焊; 3 过 渡 焊 ;4 填 充 焊 ;5 盖 面 焊 一 - - - -
接 相关 , 中封 焊层质 量失 控 ( 对所 有复 合管封 焊 其 后 层 重新 检测并 由供货 商对不 合格 管重新 封 焊 )过 渡 、 层 焊接操 作不 当是 造成 缺 陷产生 的主要 原 因 。从施 工单 位 的焊接 工艺 参数 、 陷产生 机理 、 缺 焊接 复杂性
分析 , 进行 复合 管 焊 接 时 , 焊 层 、 底 层 和过 渡层 封 打
w l i g edn .
Ke r s o o i i e wed n ; ee t q ai o t l y wo d c mp s e p p ; l i g d fc ; u l y c n r t t o
采用 “ 金属 管道爆 燃加 衬技 术 ” 造而 成 的双金 制 属 复合 管 , 以碳 素钢 管为基 管 , 是 在其 内表 面覆衬 一
1 9
焊 接产 生缺 陷概 率最大 。 于基层 材料 的焊 接 , 对 已有
现 已投产 2年 , 运行 良好 。
经 实践 证 明 比较 成熟 的焊接 工艺 。 因此 . 复合管 焊 在
接 中, 做好封 焊层 、 打底 层 和过渡 层这 三道关 键工 序
双 金属 复合 管 由于其 现 有制 造 工 艺 的局 限性 . 导致 焊接难 度 大 , 产生缺 陷 。 易 在今后 复合 管焊 接工
种金 属结合 力强 , 焊接 过程控 制要 求高 。 0 9年 , 对 20 某油 气 田地面工 程集 输管 线项 目, 由于管 道输送 介 质 富含 C O ,设 计 采 用 基 管 材 质 L 6 、衬 管 材 质 30
表 1 焊接 工艺 参 数
封 层 焊
氩 弧焊
S A 1 - 击25 Q 36T .
采用 的不是 冶金 复合 工艺 ,也不 如爆 炸复 合板 的两
查 焊 口 2 0道 , 在超 标 缺 陷焊 口 5 2 存 0道 , 次焊 接 一
合格 率仅 7 .%,远 低 于普通 管线 钢 的一 次焊接 合 72 格率 。
1 焊接工艺情况
该 复合管 由供货 商 按施工 单位 提供 的焊接 工艺 评 定进 行封焊 后 出厂 ,施工单 位采 用 的焊接 工艺参 数如 表 1 采 用 的坡 口型式及 尺寸见 图 1 , 。
D C
7 2 -1
7 1  ̄2 1 ̄ 0 5 2 1  ̄1 2 5 1— 5 2 1
l~5 3 l 1~ 5 3 l
5 8 ~ 5 8 ~ 89 ~ 7 l ~ l
7~ll
打 底 焊
氩 弧焊 Байду номын сангаас
S A - Q 36T 1
A3 7 0
25 .
32 .
D C
姜 集集 赢● ■ 江江 胜 新新 权 帅砷 汉国国 ■I , 团团
双金属 复合 管焊接质量控 制
军 油 油 : 勘 勘
探 探
局 局
基 建 办 公 室
技 术 监 督 处
摘
要 针 对 某 油 气 田地 面工 程 复 合 管 一 次 焊 接 合 格 率 低 的 问 题 , 焊 接 工 艺 、 陷 产 生 机 理 、 作 规 范 等 方 面分 析 缺 陷 产 生 从 缺 操
1 8
■■■■■■■■I 叠 蠢。 毫 。 麓 芬 毫 I秀≮ 薯 | 鼍|≮ ≮ 凌 爱薯 誊 麓
6 ± O 5。
未能及 时逸 出。从底 片影 像分 析 。气孔 多呈 不规则
状 , 寸较 大或 呈连 续分 布 。 尺
未 熔合 : 是层 问未 熔 合 ( 3 , 指 焊 道之 间 一 图 )是
间 的未熔 合 ( 4 , 由于封 焊 时 , 图 )是 复合 管 复层 与基 层 存在 杂 质或焊 接 电流过 小 、摆 幅 过大造 成焊 缝金
属 与基 层母 材未 熔合 ,本 次检查 发 现此类 未熔 合大 量 存在 。 底片 影像 分析 , 从 该类 未熔合 呈条 状或 线状 ( 常伴 点渣 )有 的长 度与 底片 等长 。 ,
复 层 与 基 层 间 隙 基 层
过 渡层 , 熔合 均 出现在 封焊 焊道 。 过现场 调查 了 未 经 解到 . 焊接 人员 即使 发现 封焊 层上 存在 缺 陷 , 如气 孑 L
( 图 2上 封焊 层气 孔 ) 也不 作处 理 ( 见 , 因为封 焊层 由
复合管 供货 商焊 接 ) 施焊 时 听到爆 裂声 时也 不停 止 ;
关键 词 复 合 管 焊接 缺 陷 质 量控 制∞ ∞ ∞ ∞
Ab t a t n v e o e p o l m f h w rma ywed n u l e a e a o tt ec mp st i e r u d e gn e n n a i s r c I iw ft r b e o e l p h t o i r l i g q ai d rt b u o o i p p s o g o n n i e r g i n o l i f h e f i — g sf l , h sa t l n l z s t e c u e ee t o t e a p cs o e d n r c s , h c a im fd fc c u r n e a d t e a e d t i r ce a ay e h a s s o d f c sf m h s e t fw li g p o e s t e me h n s o e e to c re c , n h i i f r o e a ig r g lt n I on e u a ee t s c sb o h l , n o lt u in a e c u e y b i g o to o to e q ai p r t e u ai . ti p i td o t h t f cs u h a l w oe i c mp e ef so r a s d b en u fc n r l n t u l n o s t d i h — t fs a e d n a e n h mp o e p r t n o a s in w l i g ly r T e r s l h w t a n a cn h u i o t lo y o e lw l i g ly ra d t e i r p ro e ai ft n i o e dn a e . h e ut s o h te h n i g t e q a t c n r f o r t s l y o k y tc n lg c lp o e s a d i r vn h t o fwed n p r t n ae e fc ie i mp o i g t e p i r u l e ae o e e h oo i a r c s n mp o ig t e meh d o l i g o e ai r f t n i r v n h rma y q ai d r t f o e v i f