AUS-001 原料检验作业标准
原料检验标准
1•目的
规范质检人员进行原料检验的操作流程以及明确原料的允收标准。
2 •适用范围
品质部原料检验人员以及到仓的所有原料。
3.主要内容
3.1原料检验操作流程
3.1.1原料到仓,待仓库管理员将入仓的原料盘点完并核实正确后,质检员接到《原料来料通知单》后进行取样。
3.1.2核对所到的原料是否与COA上的相符,主要是核对COA上原料名称和批号是否与所到的原料相同,还要核对原料的数量、重量和外包装是否完好。
3.1.3取样时要先对所取样品的周围环境进行消毒,对于桶装的原料,要桶的开口处进行酒精擦拭,同时利用酒精喷壶以桶的开口处为中心,对着开口处50cm周围的环境进行酒精喷洒消毒;对于袋装的原料,不需进行酒精的擦拭而直接对周围环境进行酒精喷洒消毒。
3.1.4取样时要根据原料来的数量、重量、价格、留样以及原料检验标准所要求测试的项目来决定取样的量。
具体参照《取样管理程序》。
3.1.5取样完后将所取的原料封好,放回原处,注意周围的卫生。
3.1.6检测原料根据不同的原料的检验标准所要求的项目进行检测。
3.3原料检验标准:
3.3.1抽样规定:对到仓的每一生产批号的原料进行批检,抽检要根据实际
需要随机抽取有代表性样品。
并且参照供应商提供的COA勺数据。
注:带*的检
验顶目参考原料出厂检验报告。
3.3.2原料包装检验标准
4.相关表单
4.1《进料检验记录》。
澳大利亚进口食品的标准与检验(doc 10页)
澳大利亚进口食品的标准和检验程序了解澳大利亚食品进口法规,是打进澳市场的必修课。
本文就澳大利亚对进口食品的有关要求和检验程序做一介绍。
一、澳大利亚的食品标准规则澳大利亚政府和新西兰政府共同制定了《澳大利亚新西兰食品标准规则》(以下简称《规则》),规定了本地生产食品和进口食品都要遵守的一些标准。
《规则》中列出了描述标准、成分含量标准以及营养表,规定了金属和有害物质的最高含量和农业及兽医所用的化学物质的最高含量等标准。
(一)澳大利亚对进口食品包装标签的要求1、一般标签的标准食品的名称所有包装的食品必须有名称或是合适的标识,印刷字体最小不能小于3毫米。
可以清楚的表明食品特征。
食品名称不应仅仅是某一种成分的名称,也不应对产地、特性、加工地等产生误解。
名称和地址食品的标签上必须标明在澳大利亚销售此食品的公司名称和地址。
批号包装好的食品要显示批号。
指在同一条件下,一定时间里(通常不超过24小时)生产的食品总和,在某年月日使用。
原产地标签必须显示食品在哪个国家制造。
日期标识任何包装好的食品,如果其有效期在两年以内,其包装上必须注明有效期。
有效期分为三种:有效期非常短七天内有效期较短七到十天之间有效期较长九十天到两年之间词语必须是"在某年某月某日之前使用","最好在某年某日之前使用","某年某日包装"等。
如需特殊储藏食品,要在标签上说明。
重量和尺寸要求所有标签都要显示内含物的净重。
大包装食品要显示内装小包装的净重和小包装数量。
成分要求大部分食品的成分都要在标签中说明。
成分表中要按照每种成分占食品的比重来排列。
食品添加剂必须标明名称,并写清国际添加剂的统一编号。
如食品中的二氧化硫每公斤含量超过了25毫克,则必须在成分表中单独说明。
营养表最近澳又有新的规定,食品必须有营养表的标识。
(二)免除特例有些食品不用在标签上标明成分,包括食品包装外表面积小于100平方厘米;食品名称已经标明食品中所含的所有成分,不是直接卖给消费者的;装在密封瓶子内的酒精饮料等不需要成分标签。
原料检验标准
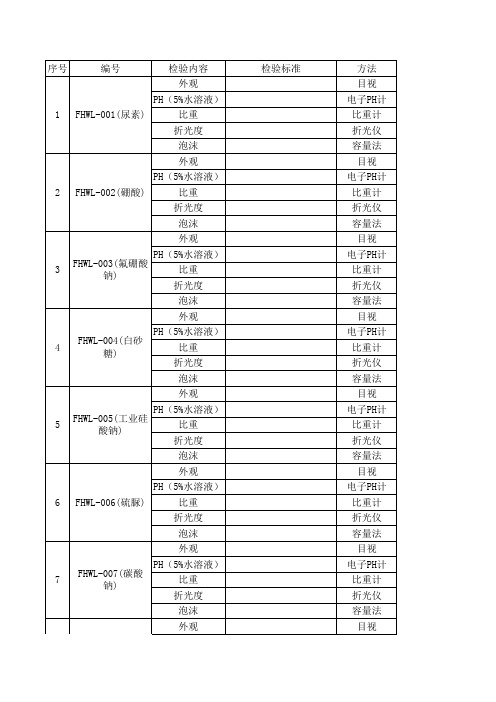
FHWL-036(185b乳 化脂)
比重 折光度
泡沫
外观
PH(5%水溶液)
37
FHWL-037(190乳 化脂)
1.25±0.03 70±3 /
浅黄色透明液体 2.7±0.3 0.8±0.05 / /
无色透明略粘稠液体 10±0.5
1.13±0.02 4±2 >85℃ /
棕黄色液体 7±0.5
1.0±0.1 7±1
外观
PH(5%水溶液)
23
FHWL-023(BK-78 杀菌剂)
比重
折光度
泡沫
外观
PH(5%水溶液)
24
FHWL-024(RQ1516B)
比重
折光度
泡沫
外观
PH(5%水溶液)
25 FHWL-025(PA-SH)
比重
折光度
泡沫
外观
PH(5%水溶液)
26 FHWL-026(PH-E)
比重
折光度
泡沫
外观
容量法
目视 电子PH计
37
FHWL-037(190乳 化脂)
比重 折光度
泡沫
外观
PH(5%水溶液)
38 FHWL-038(AS-48)
比重
折光度
泡沫
外观
PH(5%水溶液)
39 FHWL-039(NP-10)
比重
折光度
浊点
外观
PH(5%水溶液)
40
FHWL-040(大防白 BDG)
比重
折光度
闪点
外观
无色透明略粘稠液体 1.3±0.2 1.7±0.05
电子PH计 比重计 折光仪 容量法 目视 电子PH计 比重计 折光仪 容量法 目视 电子PH计 比重计 折光仪 容量法 目视 电子PH计 比重计 折光仪 容量法 目视 电子PH计 比重计 折光仪 容量法 目视 电子PH计 比重计 折光仪 溶解法 目视 电子PH计 比重计 折光仪 溶解法 目视 电子PH计 比重计
进料检验标准SY-IS-QA-001(1)(1)
1.目的1.1 为了加强诗尼曼品质管控,确保不合格原材料和外购外协件不投入使用,提高产品出厂合格率.2.适用范围2.1生产中心:品质部、仓储物流部。
2.2 采购部。
3.职责3.1 品质部:负责进货检验控制。
IQC人员负责对原材料、外购外协件的进料检验,正确作出合格与否的符合性结论,并作好相关记录及检验状态标识3.2 仓储物流部:及时做好相关产品标识,作好原材料、外购外协件的入库手续控制、生产需求使用发放、存储保存管理工作3.3 采购部:负责对原材料的采购并负责不合格原材料、外购外协件的退货及所造成损失的索赔等工作。
4.定义4.1 物料采购:采购根据《采购控制程序》具体流程向供应商购买生产所需物料;4.2 来料验收、检验4.2.1所购物料来料后,原料仓仓管员根据物料清单逐一确认物料名称、数量、厂商等信息是否正确,核对正确后将物料放于“待检品放置处”,并以《物料送检通知单》同《物料清单》联络IQC进行检验;4.2.2 IQC收到《物料送检通知单》后,按《IQC工作指导书》及图纸对物料进行检验,并对物料状态进行明确标示,如“待检品”、“已检品”、“不合格品”等;4.2.3 IQC检验完成后,将检验结果记入《IQC日常检验报表》,经品质主管确认后将检验结果信息交质检部,并填写《报检单》送质检部报检;4.3质检部根据IQC提供的《IQC日常检验报表》及《进货检验指导书》进行抽样检验,并对物料进行如下判定,将判定结果传达生产部仓管:a)合格:经质检部抽检后判定为合格的物料,质检员在《IQC日常检验报表》上勾选“常规入库”并通知原料仓将合格物料入库;b)让步接收:经质检部检验发现有不符合但不影响使用,且经部门主管及生产主管商议后判定为“让步接收”,检验员在《IQC日常检验报表》上勾选“让步使用”,并通知原料仓入库;c)选用:质检部检验发现有不合格,但因生产紧急或其他原因需要使用该批物料时,质检部与生产主管商议后可判定为挑选使用,挑选出的合格品通知原料仓入库;不合格品按《不合格品控制程序》进行处理。
原料检验规范

原料检验规范1. 引言原料检验是确保生产过程中使用的原料符合质量要求的重要环节。
本文档旨在规范原料检验的流程和标准,确保原料的合格率和产品质量。
2. 检验人员要求2.1 检验人员应具备相关专业知识和技能,熟悉原料的特性和检验方法。
2.2 检验人员应接受过相应的培训和考核,确保其具备独立执行检验的能力。
2.3 检验人员应保持良好的职业操守,严格遵守检验规范和保密要求。
3. 检验设备和环境3.1 检验设备应经过校准和验证,确保其稳定可靠,并按照规定周期进行维护和保养。
3.2 检验环境应干净、整洁,符合原料检验要求。
必要时应进行通风、除尘等措施,避免污染和干扰检验结果。
4. 检验流程4.1 承运商交付原料时,检验人员应按照接收检验流程对原料进行采样,并记录相关信息。
4.2 对采样的原料进行外观检查,包括外观、颜色、气味等指标,并记录检查结果。
4.3 对原料进行物理性质测试,如密度、pH值、含水率等。
测试方法应严格按照标准操作,测试结果应记录并评估是否符合要求。
4.4 对原料进行化学成分测试,如含量、纯度、重金属等指标。
测试方法应严格按照标准操作,测试结果应记录并评估是否符合要求。
4.5 对原料进行微生物检验,评估是否存在细菌、真菌、霉菌等。
测试方法应严格按照标准操作,测试结果应记录并评估是否合格。
4.6 对检验结果进行综合评估,判断原料是否符合质量要求。
如不符合要求,应记录并采取相应的措施,如退货、追责等。
5. 管理与记录5.1 原料检验的结果和记录应进行有效管理,并保存一定的时间,以备查证。
5.2 检验人员应按照规定填写检验报告,并确保取得相关部门的审核和批准。
5.3 原料的批次追溯和样品保留应按照公司规定进行。
6. 变更控制6.1 如有新的原料或检验方法,应按照流程进行变更控制,确保变更的合理性和有效性。
6.2 变更应通过合适的渠道进行通知,确保相关人员知晓和适应。
7. 培训和提升7.1 对检验人员的培训和提升应定期进行,以提高其专业知识和技能水平。
原材料检验规程

物料检验规程1.目的本规程旨在确保车间采购的原材料、部件或产品符合质量标准,规范外购、外协物料的检验作业,确保物料入库合格,防止不合格品的非预期使用,保证公司生产质量。
2.范围本规程适用于[产品]所需采购的物料和产品的检验。
3.编制依据J BT5936-2018工程机械机械加工件通用技术条件QB/T 4494-2013 自锁式聚酰胺扎带《工业凡士林》(GB/T 9106-2018)GB/T 33509-2017机械密封通用规范4.职责4.1.采购部4.1.1.采购部按采购计划要求采购,负责采购材料的质量保证文件的收集,并确保其真实性、及时性。
4.1.2.负责与供应商进行沟通,说明物料不合格的原因,并要求供应商进行处理。
4.2.质检部4.2.1.负责外购原材料的外观、物理、化学检验等全面检验,4.2.2.根据检验结果给出合格或不合格的评定,并制作检验报告。
4.2.3.将检验报告提交给采购部门。
4.3.库管部4.3.1.必须确认材料的检验结果是合格的,方能接受材料入库,按采购计划与送货清单核对数量、规格、型号等,并进行存储保管。
4.3.2.负责不合格品隔离及登账等工作。
4.4.生产车间4.4.1.在生产过程中,发现原材料有质量问题的,须立即通知质控部。
5.检验项目、方法及判定详情查看《附表:检验项目、方法及判定》。
6.检验记录6.1.将检验结果以表格形式记录。
记录表格详见《物料检验记录》,记录包括物料的名称、规格、供应商、检验结果等信息。
6.2.每次检验工作结束后,将所有记录表格装订成册归档。
6.3.物料检验记录应真实、准确、完整,并由相关人员签字确认。
6.4.物料检验记录保存至少三年,以备审核和追溯需要。
7.处理不合格物料的流程7.1.如果物料不合格,库管部和质检部将及时通知采购部。
7.2.采购部需要与供应商进行沟通,说明物料不合格的原因,并要求供应商进行处理。
7.3.供应商需要采取相应的措施进行整改,并将不合格物料进行退回或重新供应。
食品原料验收标准
食品原料验收标准在食品生产和餐饮服务中,食品原料的验收是确保食品安全和质量的关键环节。
只有严格按照标准对食品原料进行验收,才能从源头上保障食品的安全可靠,为消费者提供放心的食品。
一、验收的基本要求1、资质审查供应商必须具备合法的营业执照、生产许可证或经营许可证等相关资质证明。
同时,要检查其提供的产品检验报告、质量合格证明等文件,确保所供应的食品原料符合国家相关标准和法规。
2、包装检查食品原料的包装应完好无损,无受潮、变形、破损等情况。
包装上的标签应清晰、完整,包含食品名称、生产日期、保质期、配料表、生产厂家、地址、联系方式等重要信息。
3、温度控制对于需要冷藏或冷冻的食品原料,验收时应检查其运输过程中的温度记录,确保温度符合要求。
冷藏食品的温度应在 0-8℃之间,冷冻食品的温度应在-18℃以下。
4、外观检查食品原料的外观应正常,无变色、异味、发霉、变质、生虫等异常情况。
例如,新鲜蔬菜应色泽鲜艳、叶片完整、无腐烂;肉类应色泽正常、肉质有弹性、表面无黏液;鱼类应眼睛明亮、鳞片完整、鱼鳃鲜红。
二、各类食品原料的具体验收标准1、粮食类(1)大米米粒应饱满、均匀,无杂质、无异味、无虫蛀。
色泽正常,表面光滑。
新米应有自然的清香味,陈米不应有霉味。
(2)面粉颜色应洁白或微黄,无异味、无结块。
手抓时松开后应能自然松散,不应有明显的颗粒感。
2、油脂类(1)植物油色泽应澄清透明,无浑浊、无沉淀。
具有正常的油脂香气,无异味。
酸价、过氧化值等指标应符合国家标准。
(2)动物油应呈固态或半固态,颜色洁白或微黄,无异味、无杂质。
3、肉类(1)猪肉猪肉应具有正常的色泽,肌肉有弹性,表面微干或微湿润,不粘手。
脂肪呈白色或乳白色,无异味。
(2)牛肉色泽深红,肉质坚实有弹性,脂肪呈黄色或淡黄色,气味正常。
(3)羊肉肉色鲜红,脂肪呈白色,有羊肉特有的膻味,无异味。
4、禽类(1)鸡肉表皮光滑,色泽淡黄或白色,鸡肉有弹性,无异味。
鸡胸肉和鸡腿肉的纹理清晰,无淤血。
QJ001原材料验收规定_2012.3修订)
Q/OVM柳州欧维姆机械股份有限公司发布前 言为确保产品质量,依据相关技术标准并结合本公司的特殊要求,制定外购原材料验收规定。
本标准本次修订与QJ/OVM001-2011相比技术要求差异如下:——在标准3.4中增加e) 条款的规定。
——编写格式按GB/T1.1-2009的规定进行编制。
本标准实施之日起代替QJ/OVM001-2011。
本标准由柳州欧维姆机械股份有限公司提出并负责起草。
本标准主要起草人: 陈小莲、周丹丹、卢剑峰、胡华龙、韦丽芳本标准审核人:吴志勇本标准批准人:龙跃本标准于1995年6月首次发布,2005年5月进行第一次修订,2010年6月进行第二次修订,2011年9月进行第三次修订,2012年3月进行第四次修订。
I原材料验收规定1 范围本标准规定了优质碳素结构钢、合金结构钢(以下简称:结构钢)原材料的验收规则。
本标准适用于结构钢的验收,外购锻件参照执行。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 222 钢的成品化学成分允许偏差GB/T 223 钢铁及合金化学分析方法GB/T 228.1 金属材料 拉伸试验第1部分:室温试验方法GB/T 229 金属材料 夏比摆锤冲击试验方法GB/T 699 优质碳素结构钢GB/T 3077 合金结构钢3 验收规则3.1 根据设计要求、采购合同注明有其它特殊检验要求时,按合同要求或根据供方提供质保书检验或增加检验项目。
结构钢材料尽可能定点厂家购进,技术要求按GB/T 699、GB/T 3077的规定执行。
3.2 各种规格结构钢材料存放应按本公司IMS控制程序的有关规定进行贮存。
3.3 结构钢材料进厂后,按本公司IMS控制程序的有关规定送检或试验。
3.4 质量体系部检验试验站(室)按有关技术标准规定检验以下项目:a) 按GB/T 699、GB/T 3077的规定进行规格尺寸、表面质量的检测;b) 按GB/T 222、GB/T 223的有关规定取样和进行化学分析检测;c) 优质碳素结构钢可只作C、Si、Mn、P、S元素化验,40Cr钢可只作C、Si、Mn、Cr 、P、S元素化验;20CrMnTi可只作C、Si、Mn、Cr、P、S、Ti元素化验;d) 采用20CrMnTi制作的夹片挤压毛坯应按有关设计文件进行检验。
FY J-QB 原材料检验质量标准
原材料检验质量标准一、目的为严格控制产品生产所需原材料的质量,特制定本标准。
二、范围本标准适用于公司所有生产所需原材料的质量验收参照。
三、采样要求根据每次供应商的供货量进行采样,采样检验比例如下表:注:参照执行标准《化工产品采样总则》GB/T 6678—2003四、关建原材料技术指标(一)、聚氯乙烯(PVC)树脂技术指标注:参照执行标准《悬浮法通用型聚氯乙烯树脂 GB/T 5761—2006(二)聚乙烯(PE)树脂技术指标1、燃气管用高密度聚乙烯(HDPE)树脂技术指标注:参照执行标准《然气用埋地聚乙烯(PE)管道系统》第一部分 GB 15558。
1-2003 炭黑含量:原材料为混配专用料时需检验。
2、给水管用高密度聚乙烯(HDPE)树脂技术指标注:参照执行标准《给水用聚乙烯(PE)管材》 GB/T 13663-2000炭黑含量:原材料为混配专用料时需检验。
3、通信管用高密度聚乙烯(HDPE)树脂技术指标注:参照执行标准《地下通信管道用塑料管》第二部分 YD/T 841.2—20084、排水管用高密度聚乙烯(HDPE)树脂技术指标注:参照执行标准《埋地用聚乙烯(PE)结构壁管道系统》第一部分GB/T 19472。
1-2004,《非开挖铺设用高密度聚乙烯排水管》 CJ/T 358—2010.炭黑含量:原材料为混配专用料时需检验。
5、通信管用低密度聚乙烯(LDPE)树脂技术指标注:参照执行标准《地下通信管道用塑料管》第二部分 YD/T 841。
2-2008五、一般原辅材料助剂技术指标(一)、色母料的技术指标(二)填充辅料技术指标5、增强母料的技术指标(三)加工助剂技术指标1、无尘复合铅盐稳定剂技术指标2、硬脂酸技术指标外观的检验白色或微黄色的蜡状固体,微带牛油气味。
注:参照执行标准《工业硬脂酸》 GB/T 9103-2013注:参照执行标准《氯化聚乙烯》 HG/T 2704—2010注:参照执行标准《PVC加工助剂LP系列树脂》 Q/3700RFH 002—2016 及《PVC加工助剂》 Q/3725RRH 001-20105、石蜡技术指标注:参照执行标准《半精炼石蜡》 GB/T 254—20106、聚乙烯蜡技术指标注:参照执行标准《聚乙烯蜡》 Q/LHY001—2004。
原料验收标准
原料验收标准一、前言。
原料验收是生产过程中非常重要的一环,它直接关系到产品的质量和安全。
因此,建立科学合理的原料验收标准对于企业来说至关重要。
本文将就原料验收标准进行详细介绍,以期能够帮助企业建立健全的原料验收流程,确保产品质量和安全。
二、原料验收标准的制定。
1. 原料质量标准。
在原料验收标准中,首先需要明确原料的质量标准。
这包括原料的外观、气味、颜色、纯度等指标。
对于不同的原料,其质量标准可能有所不同,企业需要根据实际情况进行制定。
2. 原料安全标准。
原料的安全性是原料验收的重要内容之一。
企业需要明确原料中禁用的物质,以及对于有害物质的限量要求。
同时,还需要对原料的微生物指标进行严格控制,确保原料的安全性。
3. 原料包装标准。
原料的包装也是原料验收的重要内容之一。
包装标准需要包括包装的完整性、密封性、标识的准确性等内容。
只有包装符合标准,才能保证原料在运输和存储过程中不受到污染。
三、原料验收标准的执行。
1. 严格按照标准操作。
在原料验收过程中,操作人员需要严格按照标准操作。
对于每一项验收内容,都需要进行认真检查,确保原料的质量和安全。
2. 记录和报告。
在原料验收过程中,需要对每一批原料进行详细的记录,包括原料的来源、数量、验收结果等内容。
同时,对于不合格的原料,需要及时报告给相关部门,以便进行处理和追溯。
3. 过程监控。
除了对原料进行验收之外,企业还需要对原料的采购、运输、存储等环节进行监控。
只有在整个过程中都严格执行标准,才能保证原料的质量和安全。
四、原料验收标准的监督和调整。
1. 监督检查。
企业需要建立健全的监督检查机制,对原料验收过程进行定期检查和评估。
只有在不断监督的基础上,才能发现问题并及时加以解决。
2. 标准的调整。
随着市场和技术的发展,原料验收标准也需要不断进行调整和完善。
企业需要根据实际情况,对原料验收标准进行定期评估,并进行必要的调整。
五、结语。
建立科学合理的原料验收标准,对于企业来说具有重要意义。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
U 型鐵芯未磨 GAP,依據使用料號 線包、LCR Mete 或線包來測量其 L 值, r。 依據原料藍圖規格。
備註: 1.如供應商未附出貨檢驗、保證書、國際標準認證,或內容未含蓋檢驗項目,則要求廠商補件,若 提出 有困難時,則以使用狀況來確認。 2.上述項目如有其他規定時,得依該規定增減檢驗項目或數量,如抱怨單、異常單...等規定。 3.測量 GAP(L 值)時抽樣數,以 S-2 的 2 倍數作為抽樣數。
01類『漆包線』原料檢驗作業標準……………………………… 02類『DR鐵芯』原料檢驗作業標準……………………………… 02類『變壓器用鐵芯』原料檢驗作業標準……………………… 02類『其他鐵芯』原料檢驗作業標準…………………………… 03類『鐵芯黏腳』原料檢驗作業標準…………………………… 04類『BASE用於WIDTH COIL』原料檢驗作業標準……………… 05類『BOBBIN』原料檢驗作業標準……………………………… 06類『BASE』原料檢驗作業標準………………………………… 07類『CASE』原料檢驗作業標準………………………………… 08類『打腳導線』原料檢驗作業標準…………………………… 09類『磁鐵』原料檢驗作業標準………………………………… 13類『銅殼』原料檢驗作業標準………………………………… 14類『鐵帶』原料檢驗作業標準………………………………… 15類『膠帶』原料檢驗作業標準………………………………… 16類『熱縮管』原料檢驗作業標準……………………………… 18類『銅箔、標籤』原料檢驗作業標準………………………… 20類『陶瓷』原料檢驗作業標準………………………………… 36類『外紙箱』原料檢驗作業標準……………………………… 36類『包裝膠帶』原料檢驗作業標準…………………………… 免檢類『其他』原料檢驗作業標準………………………………
文件名稱:原料檢驗作業標準( 02 類 『DR 鐵芯』 ) 文件版次:第 13 版
保存期限:三年
文件編號: AUS-001
生效日期: 2008 年 8 月 15 日 頁次:第 4 頁/共 22 頁
AUS-001 Rev:13
PDC
信昌電子陶瓷股份有限公司
AUS-001 版次 原料檢驗作業標準
規 格 / 不 合格 說 明 檢 驗 工 具 抽樣 計畫 S-4 S-2 允收 水準 0.065 0.065 缺點 判定 MA MA
03 04 05 06 07 08 09 10 11 12
漆包厚度。 顏色。 高溫銲錫檢驗。 銲錫性試驗。 針孔試驗。 絕緣破壞試驗。 捲繞與伸長試驗。 耐熱衝擊試驗。 混料。 氧化。
S-2 S-2 S-2 S-2
0.065 0.065 0.065 0.065 0.065
MA MA MA MA MA
環境試驗設備。 備註 S-2
PAD 平整度。 以鐵芯主體上方為基準,分別量測兩 電子顯微鏡。 PAD 尺寸,其 A 點距離與 B 點距離,需 小於 0.05mm,即∣A-B∣<0.05mm。 不得具有磁性(本項適用於電木材質鐵 強力磁鐵。 心) 。
★15 磁力檢驗。
II
0
CR
備註: 1.如供應商未附出貨檢驗、保證書、國際標準認證,或內容未含蓋檢驗項目,則要求廠商補件,若 提出 有困難時,則以使用狀況來確認。 2.上述項目如有其他規定時,得依該規定增減檢驗項目或數量,如抱怨單、異常單...等規定。 3.序號第 10、11、12、13 及 14 項之檢驗項目,僅適用於成品料號 1008FL 及 1008F 系列之鐵芯原料。 4.『端子強度試驗』『鍍層老化試驗』及『折彎試驗』每 5 批進料檢驗一次,每次依 S-2 級抽樣。 、
備註: 1.如供應商未附出貨檢驗、保證書、國際標準認證,或內容未含蓋檢驗項目,則要求廠商補件,若 提出 有困難時,則以使用狀況來確認。 2.上述項目如有其他規定時,得依該規定增減檢驗項目或數量,如抱怨單、異常單...等規定。 3.序號第 12 項之『鐵芯強度試驗』 ,僅適用於 POWER CHOKE 之 D TYPE 系列的鐵芯原料檢驗,每 5 批進料檢驗一次,每次依據 S-2 級抽樣。
外觀或尺寸非本原料規格。 分釐卡、目視。 S-2 以高溫銲錫試驗無法去除 高溫銲錫爐、目 漆包膜。 視。 S-2
0.065 0.065
CR MA
備註: 1.如供應商未附出貨檢驗、保證書、國際標準認證,或內容未含蓋檢驗項目,則要求廠商補件,若 提出 有困難時,則以使用狀況來確認。 2.上述項目如有其他規定時,得依該規定增減檢驗項目或數量,如抱怨單、異常單...等規定。 3.抽驗方式依箱數之 S-2 級抽驗,每軸抽一段。 4.鍍錫線免抽第 2、3、4、7 項。 5.漆包線免抽第 6 項。
文件名稱:原料檢驗作業標準
保存期限:三年 AUS-001
文件編號︰ AUS-001
Rev:13
PDC
信昌電子陶瓷股份有限公司
AUS-001 版次 原料檢驗作業標準
規 格 / 不 合格 說 明 檢 驗 工 具 抽樣 計畫 S-2 S-2 允收 水準 0.065 0.065 缺點 判定 MA MA
文件編號 文件名稱
葉 片 不 葉片外徑相差太大。 一。 鐵芯斷。 壓力。 斷裂並足以影響製程。 依據 STD25-003 之規定。
絕 緣 阻 500V/sec 鐵芯對鐵芯,測試讀值不得低 絕 緣 阻 抗 測 抗。 於 200MΩ ,本項適用於鎳芯材質。 試儀表。 鐵芯強度 試驗。 依據 STD-25-003 規定實施。 測試治具。
銲錫性試驗。 依據 STD-25-003 規定實施。
端 子 強 度 試 需先實施第 13 項『鍍層老化試驗』後, 測試治具。 驗。 再依據 STD-25-003 規定實施。 折彎試驗。 依據 STD-25-003 規定實施。 測試治具。 鍍 層 老 化 試 依據 STD-25-003 規定實施。 驗。
游標卡尺、目 視。 目視。 目視。 游標卡尺、目 視。 目視。
II II II II II II S-2 備註 備註
0 0.40 0.40 0.40 0.40 0 0.065 0.065 0.065 0.065 0.065
CR MA MA MA MA C,測試讀值不得 絕緣測試儀表。 低於 200MΩ ,本項適用於鎳芯材質。 230℃銲錫爐。
依據 STD-25-003 規定實施 450℃銲錫爐、 。 目視。 依據 STD-25-003 規定實施 230℃銲錫爐、 。 目視。 廠商需附出貨檢驗報告或 保證書。 廠商需附出貨檢驗報告或 保證書。 廠商需附出貨檢驗報告或 保證書。
依據 STD-25-003 規定實施 針孔試驗設備。 S-2 。
文件編號 文件名稱
序號 01 02 03 檢 驗 項 目 尺寸。 GAP。 材質。
13
頁次
依據原料藍圖用螢光筆標識的尺 游標卡尺。 寸。 依據原料藍圖規格,並以使用料 游 標 卡 尺 、 LCR 號或漆包線來測量 L 值。 Meter。 供應廠商需附出貨檢驗或保證 書,依據其分佈圖做為繞線參考 (如廠商提供) 。 外觀或尺寸非本原料規格。 破損並足以影響製程。 游標卡尺、目 視。 目視。
PDC
信昌電子陶瓷股份有限公司
封面/制修一覽表 AUS-001 原料檢驗作業標準 修改前內容 版次 13 頁次 制訂單位 修改後內容
修改後文件版面爲信昌電子陶瓷股份有限公司 格式
文件編號 文件名稱 變更項次 1
22 品保部
原文件版面為弘電電子有限公司格式
2
02 類『其他鐵芯』增加電木鐵心磁性檢驗
制訂
文件編號 文件名稱
序號 01 02 03 04 05 06 07 08 09 10 11 12 檢 驗 項 目 尺寸。 中徑。 材質。 混料。 鐵芯破。 有異物。 變形。
13
頁次
依據原料藍圖用螢光筆標識的尺寸。 依據原料藍圖規格。 供應廠商需附出貨檢驗或保證書,依據其 分佈圖做為繞線參考(如廠商提供) 。 外觀或尺寸非本原料規格。 破損並足以影響製程。 鐵芯外表有黏著異物,足以影響製程。
序號 01 02 檢 驗 項 目 外徑。 裸徑。
13
頁次
抽取一米長,平均在 5 點處 分釐卡。 依原料藍圖規格檢驗。 抽取一米長,使用脫皮劑或 脫皮劑或火、分 火,將漆包線去除,平均在 釐卡。 5 點處依原料藍圖規格檢 驗。 依據原料藍圖規格。 (外徑- 分釐卡。 裸徑)/ 2=漆包厚度 依據原料藍圖規格。 目視。
文件編號 文件名稱
序號 01 02 03 04 05 06 07 08 09 10 11 12 13 14 檢 驗 項 目 尺寸。 中徑。 材質。 混料。 鐵芯破。 有異物。 變形。 鐵芯裂痕。 絕緣阻抗。
13
頁次
依據原料藍圖用螢光筆標識的尺寸。 依據原料藍圖用螢光筆標識的尺寸。 供應廠商需附出貨檢驗或保證書,依據 其分佈圖做為繞線參考(如廠商提供) 。 外觀或尺寸非本原料規格。 破損並足以影響製程。 鐵芯外表有黏著異物,足以影響製程。 鐵芯外表不成直線。 斷裂並足以影響製程。
審查
初版日期
修訂日期
會簽單位
會簽意見:
核准
保存期限:三年 AUS-001
管制別
C-管制文件
Rev :13
PDC
信昌電子陶瓷股份有限公司
AUS-001 版次 原料檢驗作業標準
************************* * * * 目 錄 * * * *************************
文件名稱:原料檢驗作業標準( 02 類 『變壓器鐵芯』 ) 文件版次:第 13 版
保存期限:三年
文件編號: AUS-001 頁次:第 5 頁/共 22 頁
Rev:13
生效日期: 2008 年 8 月 15 日
AUS-001
PDC
信昌電子陶瓷股份有限公司
AUS-001 版次 原料檢驗作業標準