如何消除铸钢件s,p含量高的问题
铸钢件质量分析及质量改进措施
铸钢件质量分析及质量改进措施摘要:随着我国经济的快速发展,推动了铸钢件产量的快速增长,在未来的10~20年中,铸钢行业的发展方向是以生产高质量、附加值高及特殊材质及性能的大型铸钢件为主,本文主要分析和研究了铸钢件的质量问题以及改进措施。
关键词:铸钢件;质量分析;质量改进;措施1铸钢件的质量检测工艺由于铸钢的冶炼过程和凝固特性,且大型铸钢件铸造工艺复杂、生产周期长、工序较多,使得铸钢件中难免产生某些冶金缺陷或铸造缺陷。
这些缺陷不同程度地影响铸件外观质量、内在质量和使用性能。
为了获得优质的大型铸钢件,必须进行规范的质量检测。
1.1外观质量检测铸件的外观质量是指铸件表面可以直接看到或测量出的质量标准,包括表面粗糙度、表面缺陷、尺寸公差和形状、重量偏差等。
这些缺陷各自有相应的国家检测标准和检测方法。
1.2内部质量检测大型铸钢件的内部质量检测主要包括:金相组织的检验、化学成分分析、力学性能测试、物理性能测试、工艺性能测定、无损检测以及其他特殊性能的测定。
2 质量问题的影响因素2.1工艺问题主要是指工艺设计人员制订的工艺不合理,引发的铸件质量问题有缩孔、尺寸偏差、硬度不足、裂纹及变形等。
在铸钢件的铸造工艺设计上,浇注系统的布置和冒口的尺寸、位置等,都必须根据铸件形状及热节大小,经过严格的工艺设计,工艺不当容易使铸件补缩距离不足,在冒口下方产生缩孔。
铸件采用顺序凝固的原则,保证铸件上各部分按照远离冒口的部分最先凝固,然后是靠近冒口部分,最后是冒口本身凝固的次序进行。
加强冒口的补缩作用可以通过在铸件底部和侧面放置冷铁、在冒口下方设置补贴来增加冒口的补缩距离、倾斜10°浇注,以及浇注结束时从冒口补浇后用保温剂覆盖等措施,使铸件遵循顺序凝固的原则,保证缩孔集中在冒口中,从而获得致密的铸件。
铸件的尺寸偏差主要是由于技术人员对铸造收缩率的把握不准确所致,铸造线收缩率应该充分考虑金属本身的化学成分、浇注温度、铸件的结构复杂程度和尺寸的大小,同时应该考虑铸件在铸型中的收缩是自由收缩还是受阻收缩,综合确定实际收缩率。
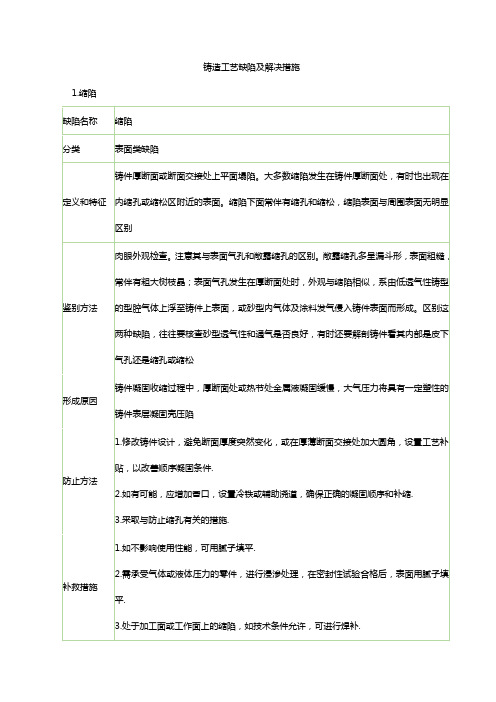
铸造工艺缺陷及解决措施
8.铸件开箱落砂太晚,形成固态热粘砂,尤其是厚大铸件和高熔点合金铸件.
9.金属液流动性好、表面张力低。例如,铜合金中磷、铅含量过高,铸钢中磷、硅、锰含量过高.
10.树脂砂型、芯表面未刷涂料或涂料质量差,涂层厚薄不均,浇注时砂粒间树脂膜气化,形成毛细通道,在金属液静压力、蒸气压和表面张力作用下,金属液或金属蒸气渗入毛细通道,形成机械粘砂.
补救措施
概率因子
0.3
缺陷名称
脉纹
分类
多肉类缺陷
定义和特征
鉴别方法
形成原因
涂料过薄或性能不良,型芯开裂后,涂料熔融物填充不良.
防止方法
保证涂料的质量及厚度,在涂料中加入 2 % 氧化铁粉.
补救措施
概率因子
0.3
5.未浇满
缺陷名称
未浇满
分类
残缺类缺陷
定义和特征
鉴别方法
形成原因
除了液态金属不足的因素而外浇注工的操作也很重要.
11.对于大型厚壁铸件,适当提早开箱,加快铸件冷却,以防止固态粘砂.
12.采用表面光洁的模样和芯盒.
补救3.电化学清砂,尤其适用于清除铸件深腔和精密铸件的严重粘砂
概率因子
7.抬型/抬箱
缺陷名称
抬型/抬箱
分类
多肉类缺陷
定义和特征
铸件在分型面部位高度增大,并伴有厚大飞翅
鉴别方法
定义和特征
存在于铸件内的严重的空壳状残缺。有时铸件外形虽较完整,但内部金属已漏空,铸件完全呈壳状,铸型底部残留有多余金属
鉴别方法
型漏是铸件内部严重的空壳状残缺,铸件轮廓通常完整。
形成原因
铸钢件质量保证措施
铸钢件质量保证措施一、质量保证措施我公司将严格按照ISO9001-2000《质量管理体系要求》组织原材料的采购,进行生产过程控制及产品质量控制,并针对铸钢件的质量提出如下保证措施:1、优化铸件工艺设计,制定生产铸造,机加工,热处理工艺,焊接工艺。
关键工序设置监控人,生产时严格按工艺流程操作,保证满足用户使用要求。
2、确定合理的铸件浇注位置,采用阶梯式浇注系统及保温冒口,实现铸件的顺序凝固,确保铸件内部组织致密,无疏松缺陷。
3、采用整体实样,选择合适的木模结构,采用三维建模技术,获取模具关键尺寸,保证模具尺寸的正确性,从而保障铸件尺寸的精度。
着重检查木模表面质量、角度、尺寸,从首要程序控制加工精度。
4、在芯骨伤缠绕草绳,并在芯砂中增加附加物,提高芯砂退让性。
减少铸件收缩阻力,降低铸造应力,防止生产裂纹。
5、严格控制铸型表面质量,从而提高逐渐表面质量。
6、采用适当石英砂的粒度,采用优质涂料,提高铸型耐火度,防止产生粘砂缺陷。
7、选用优质路料,严格按照工艺规程冶炼,控制有害残留元素含量,采用脱P、脱S,降低P、S含量,保证铸件化学成分。
8、采用底注塞杆浇包,保障浇入铸型的钢水质量及防止夹渣缺陷。
9、适时浇注,采用低温快浇,补浇冒口工艺,提高铸件内部质量。
10、控制开箱时间,按工艺规程气割冒口及时进行热处理清除铸造应力,防止产生裂纹,稳定铸件组织。
11、按图纸检查毛坯尺寸,合格后打磨探伤。
12、按工艺进行热处理。
待力学性能合格后方可进行产品流转。
13、焊接时采用优质焊条,操作工持证上岗,严格按焊接工艺操作。
14、对产品进行无损探测,确认符合要求,并出具检测报告。
15、严格按工艺规程进行抛丸和油漆处理。
16、严格按协议要求进行产品的标记,保证产品的可追溯性。
17、认真执行质量责任制,并制定严格的奖惩标准,确保每道工序都处于受控状态。
18、我公司派专人见证整个生产过程,必要时请专业监理工程师抽样旁站。
二、铸钢节点生产工艺2.1生产工艺流程:2.2主要工序工艺简述:大型钢结构建筑铸钢节点,属于钢结构建筑中的重要焊接结构件,在保证其正确优异的化学成分基础上,通过一定的热处理工艺来保证其良好的机械性能;同时亦需要有良好的焊接性能及结构外型的美观、精致等特征。
改善铸铁件整体性能的常用热处理方法

改善铸铁件整体性能的常用热处理方法改善铸铁件整体性能常有消除白口退火,提高韧性的球墨铸铁退火,提高球墨铸铁强度的正火、淬火等。
1.消除白口退火普通灰口铸铁或球墨铸件表面或薄壁处在铸造过程中因冷却速度过快出现白口,铸铁件无法切削加工。
为消除白口降低硬度常将这类铸铁件重新加热到共析温度以上(通常880~900℃),并保温1~2h(若铸铁Si含量高,时间可短)进行退火,渗碳体分解为石墨,再将铸铁件缓慢冷却至400℃-500℃出炉空冷。
在温度700-780℃,即共析温度附近不宜冷速太慢,以便渗碳体过多的转变为石墨,降低了铸铁件强度。
2.提高韧性的球墨铸铁退火球墨铸铁在铸造过程中此普通灰口铸铁的白口倾向大,内应力也较大,铸铁件很难得到纯粹的铁素体或珠光体基体,为提高铸铁件的延性或韧性,常将铸铁件重新加热到900-950℃并保温足够时间进行高温退火,再炉冷到600℃出炉变冷。
过程中基体中的渗碳体分解出石墨,自奥氏体中析出石墨,这些石墨集聚于原球状石墨周围,基体全转换为铁素体。
若铸态组织由(铁素体+珠光体)基体,以及球状石墨组成,为提高韧性,只需将珠光体中渗碳体分解转换为铁素体及球状石墨,为此将铸铁件重新加热到700-760℃的共析温度上下经保温后炉冷至600℃出炉变冷。
3.提高球墨铸铁强度的正火球墨铸铁正火的目的是将基体组织转换为细的珠光体组织。
工艺过程是将基体为铁素体及珠光体的球墨铸铁件重新加热到850-900℃温度,原铁素体及珠光体转换为奥氏体,并有部分球状石墨溶解于奥氏体,经保温后空冷奥氏体转变为细珠光体,因此铸件的强度提高。
4.球墨铸铁的淬火并回火处理球墨铸造件作为轴承需要更高的硬度,常将铸铁件淬火并低温回火处理。
工艺是:铸件加热到860-900℃的温度,保温让原基体全部奥氏体化后再在油或熔盐中冷却实现淬火,后经250-350℃加热保温回火,原基体转换为回火马氏体及残留奥氏体组织,原球状石墨形态不变。
如何消除铸钢件s,p含量高的问题
如何消除铸钢件s,p含量高的问题
原料减少铸钢件的SP含量,低温脱P,加石灰,多造渣扒渣,高温脱S,多造稀薄渣,大口出钢,铸钢件渣混出,脱S效果好
铸钢中的磷、硫有害杂质如何去除
钢中的非金属夹杂物包括氧化物、硫化物、硫氧化合物、硅酸盐化合物及氮化物等。
这些夹杂物的来源有外来的和自生的两类。
外来的夹杂物包括在炼钢过程中从炉料夹带的不洁物,炉衬因经常受侵蚀而脱落的耐火材料等。
自生的夹杂物是在炼钢过程中及钢液浇注过程中,由于铸钢液中元素氧化或发生其它化学反应而生成的。
夹杂物对钢的力学性能有害,特别是对韧性的削弱作用较大。
为减轻夹杂物的有害作用,可采取两种途径:
(1)清除铸钢夹杂物
如在炼钢氧化期中,使钢液良好地沸腾,藉以有效地清除夹杂物,并在出钢后浇注前使用钢液在钢包中镇静一段时间( 5~10min ),使夹杂物自钢液中上浮。
采用炉外吹氩精炼,或将钢液过滤,都能有效地清除钢液中的夹杂物。
(2)改善铸钢夹杂物形态
夹杂物对钢削弱作用的程度依其形状及分布状况而定:带尖角的多角形夹杂物在钢中造成大的应力集中,在外力作用下易形成裂纹源,而颗粒状和球状夹杂则危害较小;条状夹杂物沿晶粒周界以网状或断续网状分布时,对钢的割裂作用较大,而呈岛状弧立分布的夹杂物的割裂作用较小。
如采用稀土合金对铸钢液进行处理,以使多角形氧化物和条状硫化物为球状的稀土硫氧化合物,就能降低夹杂物对钢的削弱作用。
铸坯全氧含量偏高的原因调查与解决措施

第4期总第218期冶金丛刊Sum.218 No.42 01 5 年8 月 METALLURGICAL COLLECTIONS August 2 0 15铸坯全氧含量偏高的原因调查与解决措施刘文浩贾黎杰杜亚伟贺瑞飞(安阳钢铁集团有限责任公司,河南安阳455004)摘要针对某钢厂板坯全氧含量偏高进行了炼钢方面与连铸方面相关原因的调查工作。
调查分析结果表明,连 铸中间包挡墙位置设置存在较大的工艺问题,对此进行了针对性的水模拟实验,认为将高墙位置移到距大包长水 口 1 000 mm附近,即A= 1 000 mm$B=485 mm、h=280 mm$H=335 mm,可保证钢水最短停留时间较长的同时中 包死区比率相对较小,促进了夹杂物的充分上浮。
改进后铸坯全氧含量由0.0115%降到了 0.0057%,降低了50. 43 %,效果显著。
关键词全氧含量;铸坯;挡墙;水模拟实验;原因调查;解决措施中图分类号:TF777文献标识码:A文章编号:1671 -3818(2015)04 -0045 -04INVESTIGATION OF REASONS FOR HIGHER TOTALOXYGEN CONTENT IN SLAB AND SOLUTIONSLiu W enhao Jia Lijie Du Yawei H e Ruifei(Anyang Iron and Steel Group Co.,L td.,Anyang455004,Henan)A bstract Investigations of reasons for higher total oxygen content in slab were carried out from steelmaking and continuous casting asjDects in a certain steel mill.The investigation a showed that tlie position setting of tlie retaining wall had a big process problem,and targeted water simulation tests were conducted.Tests thought tliat if wall location was moved to about 1000 mm(A= 1 000mm$B = 485 mm$h = 280 mm$H = 335 mm)near the long nozzle,longer shortest stay time of moltensteel and relatively smaller dead zone ratio in the tundisli at tlie same time can be guaranteed tp fully promote the inclusion floating.The total oxygen content in slab decreased from 0.0115% to 0. 0057%,reduced by50. 43%after improvement,the effect was remarl^able.Key words Total oxygen content;Slab;Retaining wall;Water simulation test;Reason in Solution0 刖z某钢厂在2014年02月份到08月份,3#板坯连 铸机铸坯出现全氧含量偏高现象,涉及钢种包括该 机组的普碳系列、低合金系列、耐候系列及管线系 列,铸坯全氧含量高于0.0085%,最高达到了0.0130%以上。
常见铸造缺陷的成因与消除

常见铸造缺陷的成因与消除关注我们请点后面铸造工业网昨天任何铸造缺陷都直接影响着企业的经济效益与社会效益。
可惜的是,未有一个铸造厂是没有铸造缺陷的。
现列出几种主要(常见)的铸造缺陷,如气孔,缩孔,夹渣及球化不良等来分析它们产生的原因并提出消除措施,与诸君共议。
一气孔(Gas hole)1、产生原因金属液中的气体未彻底释放出来和铸型内的气体侵入进金属液中,从而滞留在凝固后的铸件之内(图1)。
(1)金属液中的气体来源 g 劣质炉料含泥沙、油垢、锈蚀及湿气等,熔炼中生成大量的O、H、N等气体和渣釉;炉温低;精练不够;浇注温度低,浇注时间长及浇注速度慢、浇包潮湿等。
上述因素,都促使金属液表面过早形成氧化膜而凝固,气体虽然挣扎着向外逃逸但却无法实现。
反映在铸件上则成为向上的“梨形”气泡,梨把朝内。
气孔表面光滑。
通常称这种气孔为“析出性气孔”(图2)。
在薄壁件的表皮下或外观形成密集的小圆孔或针孔(图3)。
(2)型腔内气体来源砂型水分≥4.5%,死灰>12%,透气性差;水玻璃砂未干透(仅吹C O2是不够的);树脂砂的树脂量>1.8%,固化剂量也多;消失模厚大,比重大又未干透,涂料层>2㎜且未干透;粗大砂芯樁的过实,未中空,气体未引出型外;合箱后等待浇注时间>8h,或过夜等,使铸型和砂芯返潮。
(3)工艺设计不合理直浇道粗大,金属液不能很快充满或断流而将气体卷入;内浇口喷射,金属液紊乱;冒口处低位,排气孔少;底注,温度场为上低下高,导致金属液迅速形成氧化膜而快速凝固。
上述(2)、(3)所产生的气体在排气不畅且型内压力大的情况下,气体被卷入或钻入未凝固的金属液内。
通称这种气孔为“侵入性气孔”(图4)。
气孔也似梨状而梨把朝外。
2 消除方法消除金属液中可能产生气体的一切因素;提供气体从金属液内和铸型(砂芯)中容易逸出的机会或条件。
应当着重指出的是,彻底排出金属液中的气体是第一位的!具体做法:选用优质、干净干燥的炉料,提高熔炼温度(灰铁1520℃,铸钢1650℃,不锈钢1680℃),充分精炼脱气与静置,高温且快速浇注,消失模浇注温度比砂铸高50℃,因为泡沫燃烧是一个吸热过程,充型前沿的金属液温降比随后之金属液的温降大得多。
铸钢件常见质量问题及主要影响因素汇总

2.防止缩孔缩松的措施 (1)合适的冒口位置和尺寸 冒口放在铸件厚大部位,最好是上部; 冒口的尺寸要足够大,使得它凝固时间长,铸件全部凝固了,冒口中心 部分还要处于液态; 冒口有足够的液体钢水补充铸件体积收缩的需要。 (2)冒口的补缩距离 钢水在凝固过程中凝固层出现固液共存,影响钢水的流动,补缩受阻, 因此冒口的补缩距离(范围)受到限制。 (3)冒口颈和冒口补贴 冒口与铸件之间的连接部分称冒口颈(边冒口)和冒口补贴(顶冒口), 目的是让冒口中的钢水始终有通道进入铸件,满足铸件的需要,是就要 求冒口颈和冒口补贴有一定的形状尺寸。
(1)铸件设计和工艺上采取措施改变和减少局部热节;
(2)工艺上采取防裂纹,冷铁; (3)提高钢水质量,减少夹杂物; (4)气割、碳刨、焊补采用预热、后热去应力措施。 -20-
人有了知识,就会具备各种分析能力, 明辨是非的能力。 所以我们要勤恳读书,广泛阅读, 古人说“书中自有黄金屋。 ”通过阅读科技书籍,我们能丰富知识, 培养逻辑思维能力; 通过阅读文学作品,我们能提高文学鉴赏水平, 培养文学情趣; 通过阅读报刊,我们能增长见识,扩大自己的知识面。 有许多书籍还能培养我们的道德情操, 给我们巨大的精神力量, 鼓舞我们前进。
-2-
C.炉内的化学成分变化
已化验合格的钢水长时间放在炉内,成分会变化。 D.出钢时钢水成分的变化,某些元素如:Si,Mn, Cr会烧损
E.钢水包对钢水成分的影响
前一包中残余钢水会污染下一包的钢水成分,特别是产生含碳量低的不 锈钢时很明显,碳容易上升,要求浇注后钢水包一定要用氧气吹干净,
不能结包底,结包壁,也不要留有残渣,钢包一定要烘烤好(800℃以
3.防止方法
外来夹渣:一是减少夹杂物的来源,二是浇注前镇静。包
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
如何消除铸钢件s,p含量高的问题
原料减少铸钢件的SP含量,低温脱P,加石灰,多造渣扒渣,高温脱S,多造稀薄渣,大口出钢,铸钢件渣混出,脱S效果好
铸钢中的磷、硫有害杂质如何去除
钢中的非金属夹杂物包括氧化物、硫化物、硫氧化合物、硅酸盐化合物及氮化物等。
这些夹杂物的来源有外来的和自生的两类。
外来的夹杂物包括在炼钢过程中从炉料夹带的不洁物,炉衬因经常受侵蚀而脱落的耐火材料等。
自生的夹杂物是在炼钢过程中及钢液浇注过程中,由于铸钢液中元素氧化或发生其它化学反应而生成的。
夹杂物对钢的力学性能有害,特别是对韧性的削弱作用较大。
为减轻夹杂物的有害作用,可采取两种途径:
(1)清除铸钢夹杂物
如在炼钢氧化期中,使钢液良好地沸腾,藉以有效地清除夹杂物,并在出钢后浇注前使用钢液在钢包中镇静一段时间( 5~10min ),使夹杂物自钢液中上浮。
采用炉外吹氩精炼,或将钢液过滤,都能有效地清除钢液中的夹杂物。
(2)改善铸钢夹杂物形态
夹杂物对钢削弱作用的程度依其形状及分布状况而定:带尖角的多角形夹杂物在钢中造成大的应力集中,在外力作用下易形成裂纹源,而颗粒状和球状夹杂则危害较小;条状夹杂物沿晶粒周界以网状或断续网状分布时,对钢的割裂作用较大,而呈岛状弧立分布的夹杂物的割裂作用较小。
如采用稀土合金对铸钢液进行处理,以使多角形氧化物和条状硫化物为球状的稀土硫氧化合物,就能降低夹杂物对钢的削弱作用。