通用磨床砂轮修整器数控改造
一种滚刀铲磨用砂轮离线数控修整器的设计
收 稿 日期体 结 构
依 据 上 述 砂 轮 修 整 原 理 , 设 计 出 如 图 2所 示 的 砂
轮 修整器 总 体结 构 。
中图分类号 : T H1 2 2 ; T G 7 4 + 9
文献 标 识 码 : B
文章编号 : 1 0 0 0 — 4 9 9 8  ̄0 1 4 ) 0 1 — 0 0 6 9 — 0 3
砂 轮 修 整 是 滚 刀 铲 磨 中 的 一 道 重 要 工 序 ,直 接 影
的砂 轮截 形 。 该 修整 方式 与传 统 的金 刚笔修 整相 比 , 具
S I NUMERI K 8 4 O D De s c r i p t i o n o f F u n c t i o n『 Z1 .
息 。
李 兰 春 .西 门 子 8 4 0 D 数 控 系 统 双 通 道 、双 方 式 组 的应 用 [ J ] . 青 海科 技 , 2 0 0 7 ( 4 ) : 5 1 — 5 3 . 林颖嫔 . 8 4 0 D系统在数控双面卧式铣镗床上的应用 [ J ] . 制 造 技 术 与机 床 , 2 0 1 2 ( 1 ) : 1 5 2 — 1 5 5 . 吴 春平 ,罗建 全 . 西 门子 8 4 O D 系 统 多 方 式 组 多 通 道 技 术 在 机 床 上 的运 用 [ J ] . 机 床 电器 , 2 0 1 2 ( 1 ) : 1 2 — 1 4 .
卧 式 车 床 上 的应 用 [ J ] . 机 床 电器 , 2 0 0 9 ( 4 ) : 2 4 — 2 6 .
限位 , 手 动状 态 下轴 移动 停 止 , 自动 状 态 下 NC 无 法 启 动 ,同时在 屏 幕上 显示 1 0 6 2 0、 1 0 6 21或 1 0 7 2 0报 警 信
基于砂轮凸度修整器修整方法的改进

基于砂轮凸度修整器修整方法的改进作者:蔡建新陈松来源:《山东工业技术》2018年第24期摘要:高精度圆锥滚子内圈外滚道磨床的凸度修整器直接影响着生产出的轴承的使用精度和寿命。
本文则是以圆锥滚子轴承内圈外滚道磨床凸度修整器修整方法的改进为例,浅述一下砂轮凸度修整器改进后的装配工艺及注意点。
关键词:凸度修整器;双曲线;修整参数DOI:10.16640/ki.37-1222/t.2018.24.0041 修整的概述轴承圈用砂轮磨削,但磨削过程中砂轮会脱粒和钝化,所以必须要修整,而且由于对工件滚道表面形状会有一定要求,这些形状很多是微观上的,比方要求近似对数曲线的凸度,这个凸度微观上只凸出几个到十几个微米,而这个微观形状也是由修整出砂轮的形状,通过磨削复印上去的。
通常修整是通过金刚笔来实现的,金刚笔的头部有一个金刚石,作为天然的最硬的物质,虽然砂轮磨粒很硬,但金刚笔仍可以作为“加工”砂轮的刀具,将砂轮修整出我们想要的形状。
2 修整时的运动方向如下图所示:修整其实就两个方向,一个是砂轮轴向,一个是砂轮径向。
要实现滚道的修整,有很多种方法,其中最简单的办法就是直线修整,只要金刚笔沿砂轮轴向移动,就可以实现对砂轮的修整,但这种修整只能修整直线滚道,对于有凸度要求的滚道不能满足要求,因此插补修整应运而生,所谓插补修整就是在砂轮与工件轴心的平面内,砂轮轴向和砂轮径向两个方向均有一个数控轴控制精确控制金刚笔的运动和位置,使金刚笔尖按程序设定走出预设的曲线,从而把砂轮修整出所要的形状,轴承磨床砂轮插补修整与一般金属切削机床的插补有一定的区别,最大的区别在于精度要求高,因为滚道凸度的度量值一般在1丝以内,而且要求凸度曲线光滑无突跳,这对修整器径向进给(U轴)精度和分辨率要求相当高。
3 改进前的缺点要实现插补修整最简单的办法就是分别用两根伺服轴驱动金刚笔在两个方向内运动。
但这机械执行部件和数控系统都有很高的要求,如要求高精度的滚珠丝杆及高精度导轨,还有稳定可靠的数控系统,对零件精度和装配工艺要求也很高,综合使用成本高,往往还达不到要求,滚道凸度要求1丝以内,则要求U轴的实际进给分辨率至少要达到0.2微米以内,这往往是丝杆直接驱动难以达到的。
数控轴承磨床砂轮修整装置设计

3
数控轴承磨床砂轮修整装置设计
2.1.2 连续修整
砂轮的修锐往往意味着必须中断磨削过程。这样中断不仅降低生产效率,而且由 于磨削过程的专一性导致磨削性能的不一致。所以,加工中修整受到高度重视。连续 修整技术向来是研究与开发的重点。连续修整时,砂轮通常以预定修整速度过修整, 以补偿工件磨削过程中可能发生的砂轮最高磨损速度。连续修整期间有过量的材料从 砂轮上被去除。因此,十分注意检测砂轮表面的磨损速度或状态。磨削过程中采用各 种传感器(其中包括加速度计和测力传感器)来间接检测砂轮表面状态。由于磨削过程 和磨床的动态性能影响传感器性能,获取准确数据本身就很具挑战性。即使有了数据, 进行数据处理,并将间接得到的信号与砂轮表面磨损联系起来加以分析以满足较高的 精度要求,也并非易事。
1
数控轴承磨床砂轮修整装置设计 Grinding)技术取得了突破性进展后,人们意识到一个全新的磨削时代已经到来。高速 磨削技术是磨削工艺本身的革命性跃变,是适应现代高科技需要而发展起来的一项新 兴综合技术,它集现代机械、电子、光学、计算机、液压、计量及材料等先进技术成 就于一体。随着砂轮速度的提高,目前磨削去除率已猛增到了3O00 mm3 /mm·s甚 至更多,可与车、铣、刨等切削加工相媲美,尤其近年来各种新兴硬脆材料(如陶瓷、 光学玻璃、光学晶体、单晶硅等)的广泛应用更推动了高速磨削技术的迅猛发展。日 本先端技术研究会把高速加工列为五大现代制造技术之一。国际生产工程学会(CIRA) 将高速磨削技术确定为面向21世纪的中心研究方向之一。
我国从 80 年代开始生产数控平面磨床,随着数控系统性能与可靠性的提高,价 格更趋合理,使数控磨床与普通磨床的比价为广大用户所接受,同时随着先进制造与 自动化技术在生产中的要求提高,数控磨床的使用也将越来越广泛。数控平磨及其它 磨床将向加工柔性更好的高档磨削加工中心和更加高效的专用数控磨床方向发展。我 们相信伴随着计算机、信息技术革命的深入,数控磨床在其智能化、系统信息控制等 方面,将会有很大的进步。
磨床砂轮修整及其数控实现
磨床砂轮修整及其数控实现磨床砂轮修整及其数控实现磨床是一种常用的工业加工设备,主要用于对各种金属和非金属工件的加工和修整。
在磨床加工中,磨床砂轮是最主要的磨具,其选用和修整对加工效率和质量有着至关重要的影响。
本文将介绍磨床砂轮修整的方法及其数控实现。
一、磨床砂轮修整的方法磨床砂轮经过一段时间的使用或外力冲击后,其表面会出现磨损、变形或断裂等情况。
为了确保加工质量,需要对砂轮进行修整。
目前常用的修整方法有手工修整和机械修整两种。
1.手工修整手工修整主要是利用手工磨具对砂轮进行修整。
具体步骤如下:(1)将磨床停止运转后,将砂轮锁定并拆下;(2)用工具将砂轮受损部位加工平坦,去除残余的杂质和损伤表面;(3)采用手工磨具对砂轮表面进行修整,使其恢复初始形状。
虽然手工修整操作简单,但是由于人工操作不易控制,磨削精度和磨轮的轮廓难以保证。
同时,手工修整效率低,难以满足大批量的磨床砂轮修整需求。
2.机械修整机械修整是将砂轮放置在修整设备上,通过设备内设定的磨削程序进行修整。
其主要优点是修整精度高、修整效率高等,但由于磨削程序的限制,磨轮的轮廓也比较有限。
二、磨床砂轮数控修整随着数控技术的不断发展,数控磨床也逐渐成为加工行业的主流设备。
与传统机床相比,数控磨床具有定位精度高、加工效率高、加工质量好等优点。
同时,其在砂轮修整方面也有很大的优势。
数控磨床的数控磨轮修整系统能够针对砂轮的不同形状,通过输入数值设定具体的修整轮廓,以实现高精度的砂轮修整。
整个修整过程由机器自动进行,精度和效率大大提高。
同时,数控磨床的修整程序可以轻松存储和调整,方便不同工件加工时的自动化应用。
磨床砂轮数控修整主要包括以下几个步骤:(1)设定修整轮廓:根据砂轮的不同形状,输入数值设定具体的修整轮廓。
(2)机器自动修整:启动修整程序后,机器自动进行磨削,直到砂轮恢复正常轮廓。
(3)检查修整结果:机器停止运转后,取出砂轮观察修整结果,并进行必要的修正。
磨床的数控改造调试及故障报警排除
的齿数也 经常变化 , 以要求 C C系统 有很 高 的分度 所 N
精度 ; ( ) 削砂轮轴 : 轴驱 动磨 削砂 轮 上下 运动 , 3磨 该 还 必须与工 作 台移 动轴做插补 运动 ; ( ) 刀器轴 : 轴驱 动 修刀 器上 下运 动 , 4修 该 实现 对
C 。该驱 动 器能 控
整 个系统 的制 动 为 “ 电源 再 生 制 动 ” 。所 以系 统 配备 了电源再生 单元 : S— 1 V 1 ; MD C 一C 10 本 系统 的配 置特点是 成本低 。对 于大功率 伺服 电
机采用 了“ 一拖二 ” 双驱动 器 : 即采 用 一 台驱 动器 MD S
—
( ) 度轴 : 2分 由于磨 削对 象是 多齿 轧 辊 , 且 轧辊 而
( ) 作 台移 动轴 : 1工 该轴 带 动 工 件 做循 环 往 复 运
动, 承重 量大 ;
需要分 度 ; d H 15 A 8伺服 电机 用于驱动砂 轮修刀器 。 . F 0 S— 4 主砂轮 的旋 转 通 过 变 频 器 控 制 , 速 可 以通 过 转
C C系统控制 。 N
置 中 , 用 了 MD 使 S—C 型 驱 动器 和 MD 1 S—R型驱 动
器 。这 是因为 MD S—R型驱 动器所 能驱 动 的电机 范围 最大是 3 5 k , 且 其 价 格 便 宜 , 以在 一 套 M 0 . W 而 所 7 C C中使用 了不 同类 型 的驱 动器 。在 本 系统 中 , 同 N 不 驱动器 的排列也 不 受 限制 , 其轴 号 由驱 动器 上 的旋 钮
C伺 服 电机 H 3 4 . F 5 S—A 83 5k : 于 分度 轴 , 4 . W 用 带动工 件旋转分 度 , 多齿 轧 辊磨 床最 主要 的功 能就 是
M5M万能工具磨床的技术改造

1 背 景
M M 万能 工具磨 床是 多用 途 机床 , 用 于磨 削 外 5 适 圆、 内孔及 平面 , 也适 用于 刃磨 一般切 削工 具 , 如绞刀 、 套式 扩孔 钻 、 种铣 刀及 齿轮 滚刀 等 , 各 还适 用 于磨 削各
种量 规 , 圆柱 形塞 规 、 如 卡规 、 度 塞规及 锥度 套规 等 。 锥 由于 M M 万 能 工具 磨 床 规 格 小 , 轮 窄 , 作 方 便 , 5 砂 操 故利 用率 较高 。
外 圆磨 来说在设 计 上 就存 在 很 多 问 题 : 轮 座 由两 个 砂
两 个组 合件 , 可方 便 的更 换 , 以利 提 高 夹 磨精 度 , 少 减 对 轴 承的污 染 。夹磨 轴 不 仅 可装 卡 盘 , 可 装 弹 簧 卡 并 头 ( 4m 以 内) 也 可 装 莫 氏 3号 以下 钻 夹 头及 莫 1 E ,
HUANG h r n S uo g
( h ax A rrfId s yG opC . Ld , a zo g7 3 1 , HN) S an i i at n ut ru o , t. H nh n 2 2 5 C c r
Absr c :Ths a tce d s rbe h r b e n h e s n n t e M5M n v ra o lg ndng ma h n eo e ta t i ril e c i s t e p o l ms a d t e r a o s i h u i e s lto r i c i e b f r i ta so mai n a d p t o wa d s cfc ta so main p o r m.Th tucu e o h r e d,ti— r n f r to n u s f r r pe i r n fr to r g a i e sr t r ft e wo k h a al so k,g n i g whe la i sta so e n ba n he d sr d r s ls tc i r dn e xs i r n fr d a d o ti s t e ie e u t. m
磨床数控化改造设计
磨床数控化改造设计1.引言磨床是一种常见的金属切削加工设备,用于加工精密零件。
传统的磨床操作复杂,效率低下,难以满足现代工业对精度和生产率的要求。
因此,将磨床进行数控化改造是一个重要的工程,可以提高生产效率和产品质量。
本文将介绍磨床数控化改造设计的关键方面。
2.设备选择在进行磨床数控化改造前,需要选择合适的数控系统和相关设备。
目前市场上有多种数控系统可供选择,如Siemens、Fanuc等。
要根据磨床的规格、使用要求和预算等因素来选择适合的数控系统。
同时,还需要选择相应的伺服电机和驱动器,以及传感器和编码器等相关设备。
3.机械结构调整在进行数控化改造时,需要对磨床的机械结构进行调整。
首先,需要对磨床的导轨、主轴和滑块等关键部件进行检修和维护,确保其良好的工作状态。
然后,根据数控系统的要求,对磨床进行改进和加工,如增加线性导轨、调整传动方式等,以提高精度和稳定性。
4.硬件接口设计数控系统需要与磨床的各个部件进行通信和控制。
因此,需要设计适配器和接口板,将数控系统的控制信号转化为磨床能够接受的信号。
这涉及到电气和电子方面的知识,需要根据具体磨床的设备和数控系统的要求来设计。
5.编程和控制数控化改造后,磨床需要进行编程和控制。
编程是通过数控系统来告诉磨床如何进行加工操作和移动。
传统的编程方式是使用G代码和M代码,但随着技术的发展,现在还可以采用CAD/CAM软件来进行编程。
控制是指数控系统对磨床进行运动控制和参数调整。
数控系统可以通过插补算法来实现复杂的运动轨迹控制,同时也可以根据不同的工件进行参数调整,以实现更高的加工效率和精度。
6.总结磨床数控化改造可以提高加工效率和产品质量,是现代工业中的重要工程。
在进行数控化改造设计时,需要选择适合的数控系统和相关设备,调整磨床的机械结构,设计硬件接口,进行编程和控制。
这些关键方面的设计将直接影响磨床的数控化改造效果。
因此,在设计过程中需要充分考虑实际情况和需求,确保改造后的磨床能够满足生产要求。
机械式砂轮修整器数控化改造
a n d P o w e r E n g i n e e r i n g , C h o n g q i n g U n i v e r s i t y o f S c i e n c e a n d T e c h n o l o g y ,C h o n g q i n g 4 0 1 3 3 1 )
6
1 现有砂轮修整 器的 系统及结构组成
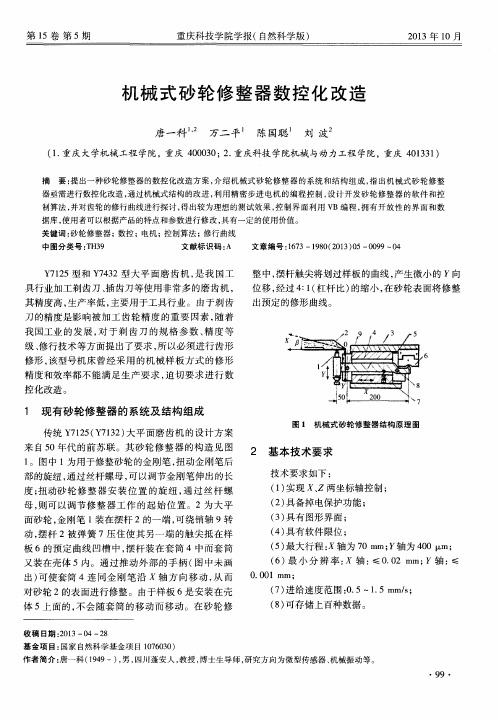
图1 机 械 式 砂 轮 修 整 器 结 构 原 理 图
传统 Y 7 1 2 5 ( Y 7 1 3 2 ) 大 平 面磨 齿 机 的设 计 方 案 来 自5 0年代 的前 苏 联 。其 砂 轮 修 整 器 的 构 造见 图 1 。图 中 1 为 用 于修整 砂轮 的金 刚笔 , 扭 动金 刚笔后 部 的旋纽 , 通 过丝 杆螺 母 , 可 以调节 金刚 笔伸 出的 长 度; 扭 动砂 轮 修 整 器 安 装 位 置 的旋 纽 , 通 过 丝 杆 螺 母, 则 可 以调 节 修 整 器 工 作 的起 始 位 置 。2为 大数 、 精度等
级、 修 行技 术等 方 面提 出 了要 求 , 所 以必须 进 行齿 形 修形 , 该 型号机 床 曾经 采 用 的 机 械样 板 方 式 的修 形 精 度 和效 率都 不 能 满 足 生产 要 求 , 迫切 要 求 进 行 数
控 化 改造 。
摘 要: 提 出一种砂 轮修 整器 的数控化改造方案 , 介 绍机械 式砂轮 修整器 的系统 和结构组 成 , 指 出机 械式砂 轮修整
器亟需进行数控化改造 , 通过 机械式结构的改进 , 利用 精密 步进 电机的编程 控制 , 设计 开发砂 轮修整 器 的软 件和控
制算法 , 并对齿 轮的修行 曲线进行探讨 , 得 出较 为理想的测试效果 , 控 制界面利 用 V B编程 , 拥 有开放 性 的界 面和数
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冲来自接近开关(PNP型)有效电平为24Vdc。NC使能 后,内部使能继电器触点闭合,既使能导通。
4.3 PLC中I/O地址的分配
802S系统在出厂时已经预装了“SAMPLE”-集成 PLC应用程序,用户可以直接使用其内部的固化程序,只
需要通过修改PLC机床参数,和I/O接口的设置即可实现
对其功能的设定。数控砂轮修整器的PLC输入输出I/O地 址见表3。
说明 紧急停止 X轴正限位 X轴负限位 Z轴正限位 Z轴负限位 X轴回参考点减速 Z轴回参考点减速 驱动器准备好 X轴选择 Z轴选择 1μ 10μ 100μ 进给保持 紧急退回 循环启动 机床故障指示 NC准备好指示 自动运行指示 进给保持指示 手摇有效指示
位置号 4/2 4/2 4/3 4/4 4/4 4/5 4/5 4/6 4/8 4/9 4/9 4/10 4/10 4/11 4/12 4/12 5/2 5/3 5/3 5/4 5/4
1 引言 在现代的机械加工行业特别是在轴承加工行业中,
磨床的使用率是相当高的。不论是老式的内圆磨床、外圆 磨床、平面磨床还是现在的各种数控系统的磨床。磨床是 各类金属切削机床中品种最多的一类,主要类型有外圆磨 床、内圆磨床、平面磨床、无心磨床等。外圆磨床是使用 的最广泛的,能加工各种圆柱形和圆锥形外表面。
RV VC
VM VP
开始
RK
BERO-脉冲
减速挡块
图8 脉冲信号示意图(前)
2)有减速开关,接近开关信号/零脉冲在减速开关 之后:
MD34050;REFP_SEARCH_MARKER_REVERS=1,遇 减速开关后,同向寻找接近开关/零脉冲信号(见图9)。
宁夏机械
2010年第3期
RV VC
VM VP
(2)SINUMERIK 802S集成了所有的CNC,PLC, HMI,I/O 于一身,机床调试配置数据少,系统与机床匹 配更快速、更容易 。
(3)简单而友好的编程界面,保证了生产的快速进 行,优化了机床的使用 。
(4)操作面板提供了所有的数控操作,编程和机床 控制动作的按键以及8英寸LCD显示器,同时还提供12个 带有LED 的用户自定义键。工作方式选择(6 种),进给速 度修调,主轴速度修调,数控启动与数控停止,系统复 位均采用按键形式进行操作 。 3.2 SINUMERIK802S 系统的组成
系统的安装调试包括以下几个过程: (1)硬件模块的安装。
LCD NC Keys
MCP Area
步进驱动器
LCD显示
外部主轴驱动器 步进 电机
图3 控制系统组成 MCP区域
NC键盘
图4 SINUMERIK802S 操作面板
(2)各种模块的连接以及机床输出输入的连接。 (3)参数设置(PLC参数和轴参数)。 (4)参考点逻辑调试,反向间隙补偿、软限位设定。 (5)螺距误差补偿。 4.2 各主要接口的连接 4.2.1 RS232接口:在使用外部PC/PG与SINUMERIK 802S进 行数据通讯或编写PLC程序时,使用RS232Байду номын сангаас口(见图5)。
表3 数控砂轮修整器的PLC输入输出I/O地址表
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32
地址号 I0.0 I0.1 I0.2 I0.3 I0.4 I0.5 I0.6 I0.7 I1.0 I1.1 I1.2 I1.3 I1.4 I1.5 I1.6 I1.7 Q0.0 Q0.1 Q0.2 Q0.3 Q0.4 Q0.5 Q0.6 Q0.7 Q1.0 Q1.1 Q1.2 Q1.3 Q1.4 Q1.5 Q1.6 Q1.7
图5 RS232接口
注意:
1)电缆两端插头金属壳体必须通过屏蔽网相互连通。
2)通讯电缆的连接与断开,必须在断电状态下进行。
4.2.2 手轮接口 X10
通过手轮接口X10可以在外部连接两个手轮,X10有
10个接线端子,引脚见表1。
表1 X10接口
引脚 1 2 3 4 5
信号 A1+ A1B1+ B1P5V
第32卷第3期
技术交流
通用磨床砂轮修整器数控改造
张乐
(西北轴承股份有限公司,宁夏 银川 750021)
摘要 关键词
主要介绍了磨床砂轮修整在整个磨加工过程中的重要性和老式修整器的数控改造的过 程。并说明选择西门子数控系统的原则及各项硬件相互之间的组装、设置及各部件的功 能介绍。 控制系统 修整器 程序
整修整杆的位置,固定好金刚笔,将砂轮通过机床磨架 摇到修整位置。调整微调螺丝的距离,开启液压站,通 过按钮控制油缸两腔内液压油的流通方向,使活塞杆带 动皮带运动。使修整杆做画圆运动,从而实现对砂轮的 圆弧修整。
在修整过程中需要通过多次手动切换换向,而且修 整圆弧的半径还要不断的调整。修整过程不仅加大了操 作者的劳动强度,而且修整过程中的圆弧半径值及修整 速度不可控,修整后的砂轮表面较粗,不能满足轴承滚 道的精加工要求。
磨床是利用磨具对工件表面进行磨削加工的机床。 磨具指的就是砂轮,在磨加工过程中是通过砂轮的高速 旋转(线速度可达35m/s)对轴承内外套进行磨加工。 砂轮虽然有自锐特点,但由于磨钝后的磨粒不一定都能 够自动脱落或崩裂,加上磨屑与粘连结合剂会堵塞砂轮 孔隙,这样就会使砂轮失去或降低切削能力,所以砂轮 工作一段时间后应进行修整。砂轮修整不及时或修整不 好,加工工件的表面就会出现以下几种磨削痕迹:
36110 POS_LIMIT_PLUS mm X,Y,Z, 200 轴负向软限位值
32450
BACKLASH
mm X,Y,Z, 0.024
反向间隙
5 电柜设计及电器元件的选型
5.1 电柜的设计
1) 由于西门子802S系统对工作电网要求很严格,
不仅要保证系统的稳定供电,还要具有冷却或通风设
施。再这里选择了进气窗口带防尘过滤网的风扇通风。
(1)现出现交叉螺旋线痕迹 ; (2)表面出现鱼鳞; (3)工作面拉毛; (4)工件表面出现烧伤痕迹; (5)表面粗糙度达不到要求等问题。 在精密零件的磨削加工中,圆弧形面的磨削尤其是轴 承外环内滚道和内环外滚道的磨削是一个技术难点,而砂 轮的修整对磨削精度起着重要作用。传统的砂轮修整是通 过金刚笔进行手工修整。但这种方法修整后的砂轮都会产 生圆弧形状误差,影响加工后工件的形状精度。 2 砂轮修整器功能介绍 2.1 传统砂轮修整器的介绍 工作原理:在修整砂轮时首先将修整器固定好,调
由于步进电机本身不能产生编码器的零脉冲,所以 通过安装接近开关为步进电机提供到位信号,辅助修整 器完成返回参考点的工作。
回参考配置:双开关方式 在修整器X、Z轴导轨上装有有减速开关,在丝杠连 接器上有一接近开关(丝杠每转产生一个脉冲)。该方 式可以高速寻找减速开关,然后低速寻找接近开关。返 回参考点的速度快且精度高。且接近开关还可以用作旋 转监控。其中减速开关到位信号是DI/O的输入,接近开 关信号则接到系统的高速输入口(X20)(见图6)。 采用双开关方式时,参考点接近开关的机械安装图 如图7。
机床床身 接近开关
信号接至X20
检测体
丝杆
减速开关
信号接至PLC输入端
图6 接近开关示意图
步进电机
丝杠
联轴节
近接开关(带LED)
连接至X20接口
图7 步进电机与丝杠直联
1) 有减速开关,接近开关信号/零脉冲在减速开关 之前:
MD34050;REFP_SEARCH_MARKER_REVERS=0,遇 减速开关后,反向寻找接近开关/零脉冲信号(见图8)。
所有部件都安装在无油漆的镀锌金属板上。
组成:底座、修整杆、拉伸油缸、传动皮带、皮带 轮、金刚笔、固定螺丝、微调螺丝。(见图1)
金刚笔
固定螺丝 微调螺丝
修整杆
底座
皮带
油缸 皮带轮
图1 传统砂轮修整器
2.2 SINUMERIK802S 数控修整器的介绍 工作原理:改造后的砂轮修整器,可实现对X轴、
Z轴的独立驱动控制,可以进行直线、斜线、圆弧的修 整。在修整过程中操作者只需要通过R参数的设置就可对 圆弧半径值、修整过程中的速度、修整时的进刀量等进 行控制。在砂轮的修整过程中不需要操作人员进行重复 调整。此设备的使用降低了砂轮修整的表面粗糙度,满 足了滚道精磨的工艺要求,减轻了劳动强度。
4.4 NC参数调试
NC参数主要包括802S的系统配置、参数设定、参考
点逻辑调试、设定坐标的软限位及反向间隙补偿、旋转
减控功能设置、丝杠螺距误差补偿、主轴参数调试等。
下面就一些参数的设置进行说明。
— 70 —
4.4.1 参考点调试 SINUMERIK 802S系统的很多功能都建立在参考点的
基础上,比如自动方式和MDA方式只有在机床返回参考 点后才能进行操作;反向间隙补偿和丝杠螺距误差补偿 也只有在返回参考点后才生效。因此,系统在正常工作 之前首先要回参考点。
X轴步X轴步进进电电机 机
图2 数控砂轮修整器
3 控制系统的选型 3.1 修整器使用SINUMERIK802S 系统的优点
在对传统砂轮修整器的改造时,所使用的是西门子 公司生产的SINUMERIK 802S控制系统。实际运用中有以 下优点:
(1)结构紧凑,高度集成于一体的数控单元、操作 面板、机床操作面板和输入输出单元 。
第32卷第3期
技术交流
表2 X20接口
引脚 1 2 3 4 5
信号 RDY1 RDY2 HI_1 HI_2 HI_3
说明 使能2.1* 使能2.2* X轴参考点脉冲 Y轴参考点脉冲 Z轴参考点脉冲
引脚 6 7 8 9 10
信号 HI_1 HI_1 HI_1 N.C.