失效模式及影响分析表
失效模式及影响分析

报告人:恩云飞
中国赛宝实验室可靠性研究分析中心 CEPREI—RAC
2003年9月
What?
When?
FMEA
Why?
How?
主要内容
概述(概念) 推动实施FMEA(Why? When? How?) FMEA(FMEA、FMECA) 设计FMEA(QS9000) 过程FMEA(QS9000) // FMEA的步骤顺序 进行FMEA应注意的问题 案例分析 总结(技术回顾、难点分析) 失效模式与失效分析(失效分析、分析案例)
采用DFMEA的好处
对设计缺陷进行评价 提高充分考虑潜在失效模式及其对系统/产品的影响的 几率 将失效模式根据其影响程度分级,优先采取预防措施 可以缩短产品的开发时间,降低成本,提高质量、可 靠性和安全性
DFMEA应注意的问题
DFMEA是一个动态文件,当产品的设计发生变化时需 要对DFMEA进行更新 在产品的设计方案确定后就必须完成DFMEA DFMEA的目的是实现设计思想,并假定制造和装配过 程能实现这一思想 制造或装配过程的潜在失效模式/机理由PFMEA解决, 而非DFMEA
不恰当的容限不正确的应力错误的假设错误的材料选择采用了低级别的元器件缺乏设计标准设计方框图系统子系统1子系统2子系统3子系统4部件1部件2部件3对于复杂功能系统产品应将其划分为更小的子系统并确定各级之间的功能关系dfmea的基本内容项目项目功能功能潜在失潜在失效模式效模式潜在失潜在失效影响效影响严严重重度度ss潜在失潜在失效原因效原因机理机理频频度度oo现行设现行设计控制计控制探探度度ddrrppnn建议措建议措责任及责任及目标完目标完成日期成日期严严重重度度ss频频度度oo探探度度ddrrppnn来自经验和数据来自推测重在描述顾客抱怨保证和维修信息以往工作历史fmea小组经验头脑风暴rpnriskprioritynumber风险顺序数rpnsodsseverity110olikelihoodoccurrence110dlikelihood高和低的rpn都应给予充分的注意严重度s影响影响严重度评定准则严重度评定准则严重度严重度无警告的无警告的严重危害严重危害这是一种非常严重的失效形式这是一种非常严重的失效形式在没有任何失效预兆的情况在没有任何失效预兆的情况下影响到行车安全或不符合政府的法规下影响到行车安全或不符合政府的法规1010有警告的有警告的严重危害严重危害这是一种非常严重的失效形式是在有任何失效预兆的前提这是一种非常严重的失效形式是在有任何失效预兆的前提下发生影响到行车安全或不符合政府的法规下发生影响到行车安全或不符合政府的法规99很高很高车辆车辆项目不能运行项目不能运行丧失基本功能丧失基本功能88高高车辆车辆项目可运行但性能下降顾客非常不满意项目可运行但性能下降顾客非常不满意77中等中等车辆车辆项目可运行项目可运行但舒适性但舒适性方便性项目不能运行方便性项目不能运行顾客不满顾客不满车辆车辆项目可运行项目可运行但舒适性但舒适性方便性项目性能下降方便性项目性能下降顾客有些顾客有些不满意不满意55很低很低配合和外观配合和外观尖响和咔嗒响等项目不舒服尖响和咔嗒响等项目不舒服
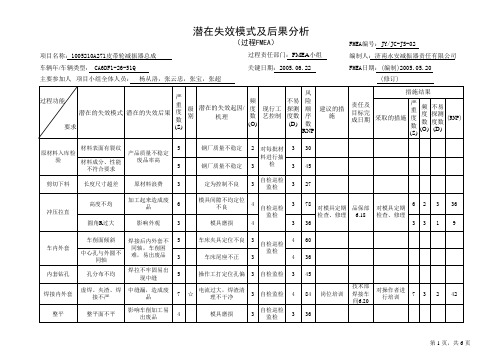
注塑件过程失效模式及后果分析表模板(PFMEA)

6
包装破损
零件污染,客户投 诉
5
产品碰伤砸伤 客户投诉
6
装箱时确认不足 货物堆积过高
搬运不规范
2
无
3
试验后制定合理堆 积标准
2
无
100目测 100目测 100目测
5 60 5 75 4 48
标签贴错 发错货,客户投诉 5
标签与实物未核对 2
无
100目测
4 40
产品数量不正确
客户投诉
6
80-出货检验
关键尺寸超差
第 1 页,共 2 页
注塑件过程失效模式及后果分析表模板(PFMEA)
零件号
设计责任部门
FMEA 编号
零件名称
关键日期
编制人
车型/年份
系统/子系统/部件
编制日期
核心小组
序号
过程
潜在的失效模式
严 潜在的失效后果 重
度
级 别
潜在的失效原因/机理
频 度 数
现行预防性设计控 制
现行探测性设计控 制
探 测 度
5 60 5 75
建议措施
责任人和目标 完成日期
无
采取的措施
严频探 R 重度测 P 度数度 N
无
无
无
无
不同产品分区放置, 并做好标识
6
2 5 60
无
对纸箱进行固定 6 2 5 60
无
无
无
无
无
不同产品分区放置, 并做好标识
6
2 5 60
无
对纸箱进行固定 6 2 5 60
无
40-原材料烘料
烘料时间不对 烘料温度不对
表面料花 色差
医疗失效模式与影响分析(共48张PPT)

住院重点病人管理流程中失效模式及原因分析
次
A
B
C
流
流程
流程
流程
程
失 效 模 式
造
成
技
失
术
效
水
可
平
能
低
原
因
未识别 出重点 病人
经
警
概
责
沟
验
惕
念
任
通
不
性
不
心
不
足
差
清
不 强
足
住院重点病人管理流程中失效模式及原因分析
次 流
A 流程
程
B 流程
C 流程
失
效
未通报
未关注
模
重点病
重点病
式
人
人
重点病 人沟通 不到位
造
成 失 效 可 能 原 因
责节 任假 心日 差
值人主麻 班员任痹 医安护大 护排士意 经不长查 验合未房 不理在少
潜在失效模式及后果分析-表
编制人:济南永安减振器责任有限公司FMEA日期:(编制)2005.05.20(修订)FMEA编号:JY/JC-JS-02项目名称:1005210A271皮带轮减振器总成车辆年/车辆类型: CA6DF1-26-51Q过程责任部门:FMEA 小组关键日期:2005.06.22主要参加人 项目小组全体人员: 杨从洛,张云忠,张宝,张超(过程FMEA)编制人:济南永安减振器责任有限公司FMEA日期:(编制)2005.05.20(修订)FMEA编号:JY/JC-JS-02项目名称:1005210A271皮带轮减振器总成车辆年/车辆类型: CA6DF1-26-51Q过程责任部门:FMEA 小组关键日期:2005.06.22主要参加人 项目小组全体人员: 杨从洛,张云忠,张宝,张超(过程FMEA)编制人:济南永安减振器责任有限公司FMEA日期:(编制)2005.05.20(修订)FMEA编号:JY/JC-JS-02项目名称:1005210A271皮带轮减振器总成车辆年/车辆类型: CA6DF1-26-51Q过程责任部门:FMEA 小组关键日期:2005.06.22主要参加人 项目小组全体人员: 杨从洛,张云忠,张宝,张超(过程FMEA)编制人:济南永安减振器责任有限公司FMEA日期:(编制)2005.05.20(修订)FMEA编号:JY/JC-JS-02项目名称:1005210A271皮带轮减振器总成车辆年/车辆类型: CA6DF1-26-51Q过程责任部门:FMEA 小组关键日期:2005.06.22主要参加人 项目小组全体人员: 杨从洛,张云忠,张宝,张超(过程FMEA)编制人:济南永安减振器责任有限公司FMEA日期:(编制)2005.05.20(修订)FMEA编号:JY/JC-JS-02项目名称:1005210A271皮带轮减振器总成车辆年/车辆类型: CA6DF1-26-51Q过程责任部门:FMEA 小组关键日期:2005.06.22主要参加人 项目小组全体人员: 杨从洛,张云忠,张宝,张超(过程FMEA)编制人:济南永安减振器责任有限公司FMEA日期:(编制)2005.05.20(修订)FMEA编号:JY/JC-JS-02项目名称:1005210A271皮带轮减振器总成车辆年/车辆类型: CA6DF1-26-51Q过程责任部门:FMEA 小组关键日期:2005.06.22主要参加人 项目小组全体人员: 杨从洛,张云忠,张宝,张超(过程FMEA)△----产品特性☆----过程特性。
3- DFMEA设计失效模式及影响分析

AIAG&VDA FMEA培训教材之DFMEA设计失效模式及影响分析七步法七步法关系图系统子系统单元子系统单元零件元素零件元素功能功能功能功能功能功能失效失效失效失效失效失效失效后果失效后果失效模式失效原因失效原因严重度(S)发生度(O)探测度(D)现行防范措施现行发现措施较低的O值较低的D值推荐防范措施推荐发现措施AP较低的AP系统系统系统系统分析失效分析和风险降低1.规划和准备3.功能分析4.失效分析5.风险分析6.优化2.结构分析7. 结果文件化风险沟通FMEA结果文件化七步法七步法第一步:规划和准备目的:是根据正在开发的分析类型(即系统)来定义FMEA 中包含和不包含的内容。
例如,系统、子系统或组件。
DFMEA 规划和准备的工具:框(边界)图•需要谁加入团队?FMEA 团队•什么时候?FMEA 时间•我们为什么在这里?FMEA 意图•我们该如何分析?FMEA 工具•需要完成哪些工作?FMEA 任务◆设计FMEA规划和准备的主要目标是:✓新开发的产品和过程;✓定义对设计的哪些方面进行分析;✓形成项目计划;✓确定应用于确定范围的相关经验教训和参考资料;✓定义团队职责。
设计FMEA步骤一:规划和准备▪分析范围应在项目开始时确定,以确保实施的方向和关注点一致;▪FMEA团队应关注导致风险项的根本原因和针对风险项采取措施的有效性;▪聚焦风险越高的问题越应深入讨论,关于低风险问题,最好避免冗长的讨论;▪风险矩阵是一个很好的识别风险高低的有效辅助工具范围定义的辅助方法:▪原理图▪物料清单(BOM )▪以前类似产品的FMEA▪危害分析与风险评估(HARA )▪威胁分析与风险评估(TARA )▪可制造性和装配设计(DFM/A )▪以往质量问题(场内故障,现场故障,类似产品的保修和保单索赔)▪QFD 质量功能展开▪法规要求▪技术要求▪客户需求/期望(外部和内部客户)▪要求规范▪功能模型▪风险矩阵▪框(边界)图▪参数(P )图▪接口矩阵▪Focus矩阵FMEA实施之前,必须清晰理解并确定产品需求,通过VOC,QFD,法律法规,行业/企业标准,客户需求清单等整体识别产品需求。
设计失效模式与影响分析(DFMEA)

2
合尺寸合理,对公差
尺寸要求合理
数据校核,对配合
24
尺寸及公差要求进 行审核,试制试装
匹配
XXX/开发部 /XXXX.XX.XX
维修合理性 装配困难
维修困难/装卸 困难
6
装配过程中与其他零 重 件干涉/无操作空间/未 要 考虑产品的重复拆卸
性
2
装配过程模拟校核, 保证无其他零件影响
装配
2
24
数据校核,试制试 装
2
24
数据校核审查
XXX/开发部 /XXXX.XX.XX
/电镀
电镀不良(附 电镀起皮,脱 着力不足) 落,客户抱怨
6
重 要
产品壁厚不均 材料选择不当
参考现有产品,结构
2
优化
2 24
数据校核审查
XXX/开发部 /XXXX.XX.XX
/电镀 /装配 /装配 /装配
电镀起皮,脱 影响外观客户抱
落
怨
8
电镀工艺不合理/铜铬 镍的镀层厚度不合理/ 材料选择与电镀工艺
规的要求,符 合《GB115662009乘用车外 部突出物》5.3
无法通过整车型 式认证,无法上
市
9
中的要求
严 重
产品外凸边缘存在尖 角或R角及间隙宽度
不在法规范围内
对产品A面进行法规 校核,并在图纸中标 3 明符合《GB11566- 1 2009乘用车外部突出
物》5.3中的要求
按《GB11566-2009 27 乘用车外部突出物
不合理
参考现有成熟产品合 2 理选用材料合理安排
电镀工艺
2
32 设计评审,对标设计
XXX/开发部 /XXXX.XX.XX
2019版新版FMEA全部表格和案例
规划和准备(步骤一)
公司名称: 项目:
页:
负责DFMEA的公 DFMEA项目名称(系
司名称
统、子系统和/或组
工厂地点: 件DFMEA开始时间: DFMEAID编号:
地理位置
开始日期
由公司确定
顾客名称:
顾客名称或产 品系列
年型/平台:
DFMEA修改时间: 过程负责人:
最后修订日期
跨职能团队: 保密级别:
顾客应用或公 司模式/类型
所需的团队成员名单商 保业 密应用、专有、
1.上一较高级 别
结构分析(步骤二)
功能分析(步骤三)
2.关注要素
3.下一较低级别或 1.上一较高 2.关注要 3.下一较
特性类型
级别功能及 素功能及 低级别功
要求
要求
能及要求
或特性
问题#
失效分析(步骤四)
度(D)
MEA风险分析(步骤五)和DFMEA优化(步骤六)
DFMEA 筛选器 负责人姓 目标完 状态
措施优 代码 名
成日期
先级 (可
选)
采取基于 完成时 备注 证据的措 间 施
1.对于上 失效影响 2.关注要 3.下一较
ቤተ መጻሕፍቲ ባይዱ
历史/变更 一较高级 的严重度
授权(适 用时)
别要素和/ (S) 或最终用 户的失效
素的失效 模式 (FM)
低级别要 素或特性 的失效起 因(FC)
影响
当前的对 失效起因 的预防措 施(PC)
失效起因 的频度 (O)
DFMEA风险分析(步骤五)和DF
当前失效起因/ 失效起因 失效模式的探 /失效模 测措施(DC) 式的探测
失效模式后果与严重度分析FMECA
10
FMECA方法分类
FMECA方法分类
单独FMECA分析 方法
综合FMECA分析 方法
设计FMECA
功能 FMECA
硬件 FMECA
软件 FMECA
过程FMECA
*2
FMECA与FTA综合 分析法(FTF 法)
*3
FMECA与ETA综合 分析法(ETF)
*1 DMEA
注: *1 DMEA 即Damage Mode Effects Analysis(损坏模式影响分析) *2 FTA 即Fault Tree Analysis(故障树分析) *3 ETA 即Event Tree Analysis(事件树分析)
5
机械产品典型失效模式
失效模式可分为以下七大类:
损坏型:如断裂、变形过大、塑性变形、裂纹等。 退化型:如老化、腐蚀、磨损等。 松脱性:松动、脱焊等 失调型:如间隙不当、行程不当、压力不当等。 堵塞或渗漏型:如堵塞、漏油、漏气等。 功能型:如性能不稳定、性能下降、功能不正常。 其他:润滑不良等。
FMECA作为一种设计报告,其内容和格式都 需要有统一的标准,以便在设计评审时,故障 出现后及其他有关工作中便于查考。
小结
CA:按照严重性级别(I~IV)、严重度 数字、发生概率的联合影响来对FMEA 所确定的每一种失效模式进行分级。
3 严重度分析(CA)
分类:定性和定量
故障概率等级——定性分析方法
9
在产品寿命周期 各阶段的FMECA方法
论证与方案阶段 工程研制阶段
生产阶段
使用阶段
方 法
功能FMECA
·硬件FMECA ·软件FMECA
过程FMECA 统计FMECA
目 的
设计失效模式及后果分析表模板(DFMEA)
上支架的安装孔的 尺寸和厚度尺寸
尺寸不达标
无法与其他部件安 装;影响系统的厚
5
上支架的表面光滑 吗,无毛刺,无尖
不光滑,有毛 刺,有尖角
影响美观,以及安 装,使用的安全
6
角
下支架的安装孔的 尺寸和厚度尺寸
尺寸不达标
无法与其他部件安 装;影响系统的厚
5
下支架表面光滑, 不光滑,有毛 无毛刺,无尖角 刺,有尖角
61000-4-2:
2009)
SC
支架设计的强度不 够,在振动实验 时,安装孔会撕裂 。
3
在支架上增加一个 加固垫片。
按JT/T 7942011标准进行振 动实验
7
SC
支架设计的强度不 够,在冲击实验 时,安装孔会撕裂 。
3
在支架上增加一个 加固垫片。
按JT/T 7942011标准进行冲 击实验
7
60 优化芯片焊盘设计
制
控制
测 度
R P N
建议措施
责任人和目标 完成日期
采取的措施
严频探 R 重度测 P 度数度 N
SC
贴片质量不好,软 件问题
5
功能测试(用肉 改善芯片封装设计 眼观察显示屏图
像质量)
3
功能测试(软件
SC
选了错误的视频芯 片或芯片配置错误
1
参考设计,以及与 供应商确认
测试芯片的配置 数据以及肉眼判 断显示屏图像的
张钊
5
改小开关电路回路 96 面积。电容靠近电 胡小军
路放置。
6
35
105
增加支架安装平面 的强度
杨玉福
105
增加支架安装平面 的强度
3-1 PFMEA 表格-P16
探测措施
失效起因的频度(O)
过程FMEA措施优先级 特殊特性
筛选器代码(可选) 预防措施
负责人姓名 目标完成日期
状态 采取基于证据的措施
完成日期 (S)严重度 (O)发生度 (D) 探测度 特殊特性 措施优先级
备注
PFMEA 优化(步骤六)
过程失效模式及影响分析(PFMEA)表格
过程 FMEA 风险分析 (步骤五)
压装机
过程失效模式及影响分析(PFMEA)表格
功能分析 (步骤三)
1. 过程项的功能系统、 子系统、零件要素或过程 的功能
2. 过程步骤的功能和产 品特性(量值为可选)
3. 过程工作要素的功能 和过程特性
您的工厂:
运至工厂: 最终用户:
过程失效模式及影响分析(PFMEA)表格
功能分析 (步骤三)
最终用户:
升起和降下车窗
过程失效模式及影响分析(PFMEA)表格
失效分析(步骤四)
1.对于上一较高级别要素和/或最终用户 的失效影响(FE)
2.关注要素的失效模式(FM) 3.工作要素的失效原因(FC)
1.失效影响
2.过程步骤的失效模式 3.工作要素的失效原因(FC)
您的工厂: 发运至工厂: 最终用户:
1. 过程项的功能系统、 子系统、零件要素或过程 的功能
2. 过程步骤的功能和产 品特性(量值为可选)
3. 过程工作要素的功能 和过程特性
您的工厂:
将轴安装至电机壳总成内 发运至工厂: 将电机安装至车门上
压装烧结轴承,在每次压 装时实现 电机壳内的轴 向定位保留最大间隙
机器将烧结轴承压入电机 壳,实现轴向定位
PFMEAID编号:
顾客名称: