弹簧参数及尺寸
模具弹簧规格及参数
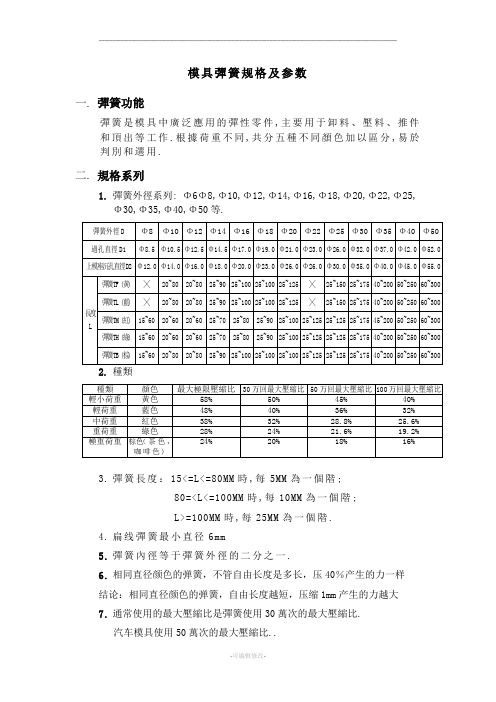
模具彈簧规格及参数一.彈簧功能彈簧是模具中廣泛應用的彈性零件,主要用于卸料、壓料、推件和頂出等工作.根據荷重不同,共分五種不同顏色加以區分,易於判別和選用.二.規格系列1.彈簧外徑系列: Φ6Φ8,Φ10,Φ12,Φ14,Φ16,Φ18,Φ20,Φ22,Φ25,Φ30,Φ35,Φ40,Φ50等.2.種類3.彈簧長度:15<=L<=80MM時,每5MM為一個階;80=<L<=100MM時,每10MM為一個階;L>=100MM時,每25MM為一個階.4.扁线彈簧最小直径6mm5.彈簧內徑等于彈簧外徑的二分之一.6.相同直径颜色的弹簧,不管自由长度是多长,压40%产生的力一样结论:相同直径颜色的弹簧,自由长度越短,压缩1mm产生的力越大7.通常使用的最大壓縮比是彈簧使用30萬次的最大壓縮比.汽车模具使用50萬次的最大壓縮比..8.弹簧能压缩的长度=弹簧的自由长度x弹簧的压缩比例:Φ20绿色弹簧长度50mm,弹簧要求寿命30万次,弹簧能压缩多长?50x24%=12(mm)9.弹簧的长度=弹簧要压缩的长度÷弹簧的压缩比例:弹簧要压缩20mm, 弹簧颜色为红色,弹簧要求寿命50万次要用多长的弹簧?弹簧的长度=20÷28.8%+5MM=74.4 查表选用75MM长弹簧一般选弹簧长度会加5mm的安全余量三.選用原則1.長度選擇一般保証:在開模狀態彈簧的預壓縮量等於3~5(常规预压3mm,預壓縮量隨實際情況而定.);閉模狀態彈簧壓縮量小於或等於最大壓縮量(最大壓縮量LA=彈簧自由長L*最大壓縮比取值%).2.模板压料,脱料板压料優先選用綠色或棕色(茶色,咖啡色)彈簧;如果向上成形的下模压料,折弯脱料所需的頂料力不很大時,可選用紅色,绿色彈簧,浮料用黄色,圆线弹簧.3.復合模外脫料板用紅色彈簧,內脫料板用綠色或棕色彈簧.4.活動定位銷一般選用Φ6頂料銷,配Φ10黃色彈簧和M12止付螺絲.Φ8頂料銷,配Φ12黃色彈簧和M14止付螺絲.5.沖孔模和成形模用綠色或棕色(茶色,咖啡色)彈簧,如有特殊需求時,由專案主管確定.6.彈簧規格優先選用Φ30.在空間較小區域可考慮選用其它規格(如Φ25,Φ20,Φ18,Φ16…...等).Φ25的内导柱用Φ30的弹簧脱料Φ20的内导柱用Φ25的弹簧脱料四.排配原則1.彈簧過孔中心到模板邊緣距離大於外徑D,與其他孔距離保持實體壁厚大於5MM,空间不足时最少留2MM.2.彈簧排列首先考慮受力重點部位,然後再考慮整個模具受力均衡平穩.受力重點部位是指:復合模的內脫料板外形和沖頭的周圍;沖孔模的沖頭周圍;成形模的折彎邊及有抽成形的地方.3.成形模采用氣墊結構時,下打板排配2~6個彈簧.下模座上不沉孔,彈簧選用黃色或藍色即可.五.五金零件需求表填寫範例彈簧(顏色):D*L (D-彈簧外徑L-自由長度)例: 彈簧TH(綠): Φ20*70Welcome To Download !!!欢迎您的下载,资料仅供参考!。
弹簧设计参数

计算公式
备注
压缩弹簧
拉伸弹簧
中径D2
D2=Cd
按表4取标准值
内径D1
D1=D2-d
外径D
D=D2+d
旋绕比C
C=D2/d
压缩弹簧长细比b
b=H0/D2
b在1~5.3的ቤተ መጻሕፍቲ ባይዱ围内选取
自由高度或长度H0
H0≈pn+(1.5~2)d
(两端并紧,磨平)
H0≈pn+(3~3.5)d
(两端并紧,不磨平)
一、普通圆柱螺旋弹簧的主要参数和尺寸
1)外径D、中径D2、内径D1和簧丝直径d;
2)旋绕比C:C=D2/d。也称弹簧指数,是弹簧最重要的性能参数之一,取值见表1;
2)节距p;
3)螺旋升角α: 。对圆柱螺旋压缩弹簧一般应在5°~9°范围内选取。
弹簧的旋向可以是右旋或左旋,无特殊要求时,一般都用右旋。
二、普通圆柱螺旋压缩及拉伸弹簧的结构尺寸
p=(0.28~0.5)D2
p=d
轴向间距δ
δ=p-d
展开长度L
L=πD2n1/cosα
L≈πD2n+钩环展开长度
螺旋角α
α=arctg(p/πD2)
对压缩螺旋弹簧,推荐α=5°~9°
质量ms
ms=
γ为材料的密度,对各种钢,γ=7700kg/ ;对铍青铜,γ=8100kg/
H0=nd+钩环轴向长度
工作高度或长度
H1,H2,…,Hn
Hn=H0-λn
Hn=H0+λn
λn--工作变形量
有效圈数n
根据所要求的变形量计算
n≥2
总圈数n1
n1=n+(2~2.5)(冷卷)
弹簧参数尺寸及计算公式
弹簧参数尺寸及计算公式弹簧是一种用来储存和释放机械能的装置,应用广泛于机械、汽车、电器等领域。
弹簧的参数、尺寸以及计算公式对于设计和选择弹簧十分重要。
1.弹簧的参数:- 预压力(Preload):弹簧在未加载之前的初始压力。
- 弹性系数(Spring Constant):弹簧在单位变形下的恢复力。
- 卸载长度(Unloaded Length):未加载时的弹簧长度。
- 动载荷(Dynamic Load):弹簧所承受的变动力。
- 疲劳寿命(Fatigue Life):弹簧能够承受的循环加载次数。
2.弹簧的尺寸:- 线径(Wire Diameter):弹簧材料的直径,决定着弹簧的承载能力。
- 外径(Outer Diameter):弹簧的最大直径。
- 内径(Inner Diameter):弹簧的最小直径。
- 组件高度(Solid Height):弹簧在最大压缩状态下的高度。
- 活动齿数(Active Coils):弹簧上具有弹性的齿数。
- 紧齿数(Total Coils):弹簧上总共的齿数。
3.弹簧的计算公式:-弹性系数(K)的计算公式:K=Gd^4/(8Na^3)其中,G为剪切模量,d为线径,N为齿数,a为活动齿数。
-预压力(P)的计算公式:P=K*δ其中,δ为弹簧的压缩/拉伸变形量。
-力(F)的计算公式:F=K*δ弹簧所受的力正比于弹性系数与变形量之积。
-弹簧的伸长(δ)计算公式:δ=(F*L)/(K*Gd^4)其中,L为弹簧的长度。
-弹簧的疲劳寿命(Nf)计算公式:Nf=(C*S^b)/(F^b)其中,C为常数,S为应力幅值(一般为弹簧的最大变形量)。
以上公式仅为常见的弹簧计算公式,实际应用中可能还需要考虑更多的因素,如安全系数、材料的疲劳强度等。
总结起来,弹簧的参数、尺寸和计算公式对于弹簧的设计和选择至关重要。
具体的参数和尺寸根据实际应用需求和弹簧类型来确定,而计算公式则是根据力学原理和材料特性推导得出的。
圆柱螺旋压缩弹簧尺寸及参数
圆柱螺旋压缩弹簧尺寸及参数圆柱螺旋压缩弹簧是一种常见的机械弹簧,主要用于各类机械设备中的弹性元件。
它具有结构简单、使用方便、可靠性高等优点,广泛应用于汽车、机床、家电等领域。
本文将介绍圆柱螺旋压缩弹簧的尺寸及参数,帮助读者更好地了解和选择该种型号的弹簧。
1. 直径(Diameter):直径是指弹簧线圈的外径,也是弹簧的最大外径。
直径的选择需要考虑机械装置的安装空间、载荷和变形等因素。
通常情况下,直径会根据弹簧的负荷承受能力来确定。
2. 线圈数(Coil number):线圈数是指弹簧中线圈的数量。
线圈数与自由长度和刚度密切相关,需要根据使用要求进行选择。
一般来说,线圈数越多,弹簧就越长,刚度也会相对较低。
3. 线径(Wire diameter):线径是指弹簧绕制线材的直径,也是弹簧线材的实际直径。
线径的选择需要根据弹簧的负荷要求、可变形程度和机械装置的限制条件等进行确定。
通常情况下,线径越粗,弹簧的刚度越高。
4. 自由长度(Free length):自由长度是指未受任何外力作用时的弹簧长度。
自由长度的选择需要考虑弹簧的变形情况和安装空间限制等因素。
通常情况下,自由长度要略长于被压缩状态的要求长度。
5. 刚度(Stiffness):刚度是指弹簧的变形能力。
刚度的选择需要根据需要承受的负荷和变形要求等因素进行确定。
通常情况下,刚度越大,弹簧的变形越小,而刚度越小,弹簧的变形就越大。
除了上述尺寸参数外,还有一些其他的参数也需要考虑,如材料选择、表面处理等。
弹簧的材料通常选用高强度合金钢,以保证其强度和耐久性。
表面处理通常选用镀锌、喷塑等方式,以增加弹簧的抗腐蚀性和美观度。
总而言之,选择圆柱螺旋压缩弹簧的尺寸和参数需要综合考虑机械装置的要求、负荷要求、变形要求和空间限制等因素。
只有按照实际需求进行准确的选择,才能保证弹簧的性能和使用寿命。
弹簧参数、尺寸及计算公式
弹簧参数、尺寸及计算公式弹簧参数及尺寸一、小型圆柱螺旋拉伸弹簧尺寸及参数1、弹簧的工作图及形式1.1 工作图样的绘制按GB4459、4规定。
1.2 弹簧的形式分为A型和B型两种。
2、材料弹簧材料直径为0.16~0.45mm,并规定使用GB4357中B组钢丝或YB(T)11中B组钢丝。
采用YB(T)11中B组钢丝时,需在标记中注明代号“S”。
3、制造精度弹簧的刚度、外径、自由长度按GB1973规定的3级精度制造。
如需按2级精度制造时,加注符号“2”,但钩环开口尺寸均按3级精度制造。
4、旋向弹簧的旋向规定为右旋。
如需左旋应在标记中注明“左”。
5、钩环开口弹簧钩环开口宽度a为0.25D~0.35D。
注:D为弹簧中径。
6、表面处理6.1采用碳素弹簧钢丝制造的弹簧,表面一般进行氧化处理,但也可进行镀锌、镀镉、磷化等金属镀层及化学处理。
其标记方法应按GB1238的规定。
6.2采用弹簧用不锈钢丝制造的弹簧,必要时可对表面进行清洗处理,不加任何标记。
7、标记7.1标记的组成弹簧的标记由名称、型式、尺寸、标准编号、材料代号(材料为弹簧用不锈钢丝时)以及表面处理组成。
规定如下:7.2标记示例例1:A型弹簧,材料直径0.20mm,弹簧中径3.20mm,自由长度8.80mm,左旋,刚度、外径和自由长度的精度为2级,材料为碳素弹簧钢丝B组,表面镀锌处理。
标记:拉簧A0.20*3.20*8.80-2左GB1973.2——89-D-Zn例2:B型弹簧,材料直径0.40mm,弹簧中径5.00mm,自由长度17.50mm,右旋,刚度、外径和自由长度的精度为3级,材料为弹簧用不锈钢丝B组。
标记:拉簧B0.40*5.00*17.50 GB1973.2--89-S8、计算依据标准中的计算采用如下基本公式:切应力(N/mm²):τ=(8PDK)/(πd³)变形量(mm):F=(8PD³n)/ Gd4弹簧钢度(N/mm):P′=P/ F=(Gd4)/(8D³n)曲度系数:K =(4C-1)/(4C-4)+ (0.615)/C旋转比:C =D/d 自由长度(mm):H。
模具弹簧规格及参数
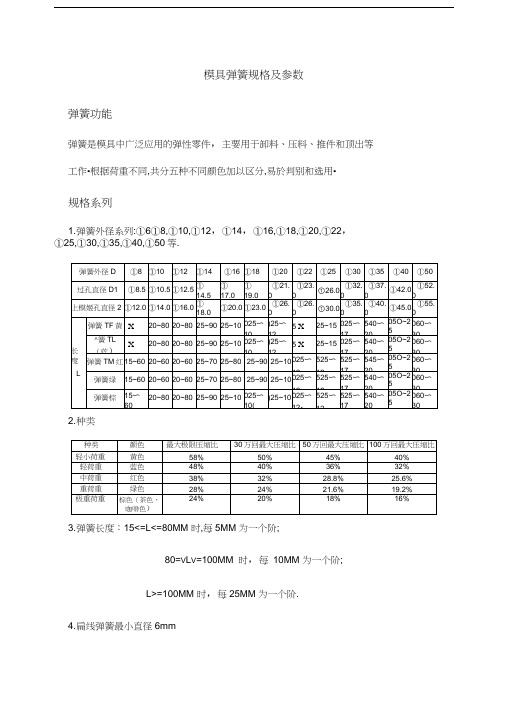
模具弹簧规格及参数弹簧功能弹簧是模具中广泛应用的弹性零件,主要用于卸料、压料、推件和顶出等工作•根据荷重不同,共分五种不同颜色加以区分,易於判别和选用•规格系列1. 弹簧外径系列:①6①8,①10,①12,①14,①16,①18,①20,①22,①25,①30,①35,①40,①50等.2. 种类3. 弹簧长度:15<=L<=80MM 时,每5MM 为一个阶;80=V L V=100MM时,每10MM 为一个阶;L>=100MM 时,每25MM 为一个阶.4. 扁线弹簧最小直径6mm5•弹簧内径等于弹簧外径的二分之6•相同直径颜色的弹簧,不管自由长度是多长,压40%产生的力一样结论:相同直径颜色的弹簧,自由长度越短,压缩1mm产生的力越大7.通常使用的最大压缩比是弹簧使用30万次的最大压缩比.汽车模具使用50万次的最大压缩比..8•弹簧能压缩的长度=弹簧的自由长度x弹簧的压缩比例:①20绿色弹簧长度50mm,弹簧要求寿命30万次,弹簧能压缩多长?50x24% =12(mm)9•弹簧的长度=弹簧要压缩的长度-弹簧的压缩比例:弹簧要压缩20mm,弹簧颜色为红色,弹簧要求寿命50万次要用多长的弹簧?弹簧的长度=20 - 28.8 % +5MM=74.4 查表选用75MM长弹簧一般选弹簧长度会加5mm的安全余量10. 弹簧要压缩的长度=活动板行程+3~5mm预压(常规预压3mm)11. 弹簧模板孔的大小直径<20模板孔=D+1直径>=20模板孔=D+2三.选用原则1. 长度选择一般保证:在开模状态弹簧的预压缩量等於3~5(常规预压3mm, 预压缩量随实际情况而定.);闭模状态弹簧压缩量小於或等於最大压缩量(最大压缩量LA=弹簧自由长L*最大压缩比取值%).2•模板压料,脱料板压料优先选用绿色或棕色(茶色,咖啡色)弹簧;如果向上成形的下模压料,折弯脱料所需的顶料力不很大时,可选用红色, 绿色弹簧,浮料用黄色,圆线弹簧•3. 复合模外脱料板用红色弹簧,内脱料板用绿色或棕色弹簧•4. 活动定位销一般选用①6顶料销,配①10黄色弹簧和M12止付螺丝.①8顶料销,配①12黄色弹簧和M14止付螺丝.5•冲孔模和成形模用绿色或棕色(茶色,咖啡色)弹簧,如有特殊需求时, 由专案主管确定.6•弹簧规格优先选用①30.在空间较小区域可考虑选用其它规格(如①25,①20,①18,①16…...等).①25的内导柱用①30的弹簧脱料①20的内导柱用①25的弹簧脱料四.排配原则1. 弹簧过孔中心到模板边缘距离大於外径D,与其他孔距离保持实体壁厚大於5MM,空间不足时最少留2MM.2. 弹簧排列首先考虑受力重点部位撚後再考虑整个模具受力均衡平稳. 受力重点部位是指:复合模的内脱料板外形和冲头的周围;冲孔模的冲头周围;成形模的折弯边及有抽成形的地方.3. 成形模采用气垫结构时,下打板排配2~6个弹簧.下模座上不沉孔,弹簧选用黄色或蓝色即可.五.五金零件需求表填写范例弹簧(颜色):D*L (D-弹簧外径L-自由长度)例:弹簧TH(绿):①20*70。
普通圆柱螺旋压缩弹簧尺寸及参数(两端圈并紧磨平或制扁)(标准状态:现行)
普通圆柱螺旋压缩弹簧尺寸及参数 (两端圈并紧磨平或制扁)
犆狔犾犻狀犱狉犻犮犪犾犮狅犻犾犲犱犮狅犿狆狉犲狊狊犻狅狀狊狆狉犻狀犵 犱犻犿犲狀狊犻狅狀狊犪狀犱狆犪狉犪犿犲狋犲狉狊
20090316发布
20091101实施
中华人民共和国国家质量监督检验检疫总局 中国国家标准化管理委员会
2 规 范 性 引 用 文 件
下列文件中的条款通过本标准的引用而成为本标 准的条款。凡 是 注 日 期 的 引 用 文 件,其 随 后 所 有 的 修 改 单 (不 包 括 勘 误 的 内 容 )或 修 订 版 均 不 适 用 于 本 标 准 ,然 而 ,鼓 励 根 据 本 标 准 达 成 协 议 的 各 方 研 究 是 否 可 使 用 这 些 文 件 的 最 新 版 本 。 凡 是 不 注 日 期 的 引 用 文 件 ,其 最 新 版 本 适 用 于 本 标 准 。
Ⅰ
犌犅/犜 2089—2009
普通圆柱螺旋压缩弹簧尺寸及参数 (两端圈并紧磨平或制扁)
1 范 围
本标准规定了普通圆柱螺旋压缩弹簧的结构形式中两端圈并紧磨平或制扁的圆柱螺旋压缩弹簧的 尺寸及参数。
本标准适用于受静负荷及循环次数 犖≤105 的动负荷的普通冷卷 或 热 卷 圆 截 面 圆 柱 螺 旋 压 缩 弹 簧 (以 下 简 称 弹 簧 )。 弹 簧 材 料 直 径 为 0.5 mm~60 mm。
参数名称代号单位材料直径弹簧内径d1弹簧外径d2有效圈数自由高度ho弹簧刚度nram旋绕比mpa试验负荷参数名称代号单位试验切应力mpa许用切应力mpa展开长度弹簧单件质量kg最大芯轴直径dx一最小套简直径dt一最大工作负荷fn4弹簧类型弹簧类型分
犐犆犛21.160 犑26
圆柱螺旋弹簧的参数
圆柱螺旋弹簧的参数摘要:一、圆柱螺旋弹簧的基本几何参数二、圆柱螺旋弹簧的设计参数三、圆柱螺旋弹簧的应用范围四、圆柱螺旋弹簧的选用与安装正文:一、圆柱螺旋弹簧的基本几何参数圆柱螺旋弹簧是一种标准形的压缩弹簧,其具有的基本几何参数如下:1.弹簧线径(d):即弹簧线的直径;2.心轴最大直径(s):工业应用中弹簧轴的最大直径,通常公差为2%;3.内径(di):即簧圈的内直径,通常公差为2%;4.外径(de):即簧圈的外直径,dedi2d,通常公差为2%;5.最小孔径(h):弹簧正常工作状态下所需通过的最小孔径。
二、圆柱螺旋弹簧的设计参数圆柱螺旋弹簧的设计参数包括以下内容:1.簧丝直径(d):制造弹簧的钢丝直径;2.弹簧外径(d0):弹簧的最大直径;3.弹簧内径(d1):弹簧的最小直径,d1 等于d 减2d;4.弹簧中径(d2):弹簧的平均直径,d2d-d;5.节距(t):除两端支承圈外,相邻两圈的轴向距离;6.有效圈数(n):为使压缩弹簧工作时放置平稳、受力均匀,制造时会将弹簧两端并紧且磨平。
并紧磨平的部分只起支承作用,故称为支承圈,弹簧的有效圈数等于总圈数减去支承圈数;7.支承圈数(n2):弹簧两端并紧且磨平的部分所形成的圈数;8.总圈数(n1):弹簧的总圈数。
三、圆柱螺旋弹簧的应用范围圆柱螺旋弹簧广泛应用于各种机械设备、仪器仪表、汽车、摩托车等领域,主要用于减震、防抖、调节压力、控制机构运动等。
四、圆柱螺旋弹簧的选用与安装在选择圆柱螺旋弹簧时,需要考虑以下因素:工作环境、负荷、工作温度、弹簧刚度等。
在选择弹簧材料时,需要根据工作环境、负荷、工作温度等因素选择合适的弹簧钢丝。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
弹簧参数及尺寸三分钟弹簧世界一、小型圆柱螺旋拉伸弹簧尺寸及参数1、弹簧的工作图及形式1.1 工作图样的绘制按GB4459、4规定。
1.2 弹簧的形式分为A型和B型两种。
2、材料弹簧材料直径为0.16~0.45mm,并规定使用GB4357中B组钢丝或YB(T)11中B组钢丝。
采用YB(T)11中B组钢丝时,需在标记中注明代号“S”。
3、制造精度弹簧的刚度、外径、自由长度按GB1973规定的3级精度制造。
如需按2级精度制造时,加注符号“2”,但钩环开口尺寸均按3级精度制造。
4、旋向弹簧的旋向规定为右旋。
如需左旋应在标记中注明“左”。
5、钩环开口弹簧钩环开口宽度a为0.25D~0.35D。
注:D为弹簧中径。
6、表面处理6.1采用碳素弹簧钢丝制造的弹簧,表面一般进行氧化处理,但也可进行镀锌、镀镉、磷化等金属镀层及化学处理。
其标记方法应按GB1238的规定。
6.2采用弹簧用不锈钢丝制造的弹簧,必要时可对表面进行清洗处理,不加任何标记。
7、标记7.1标记的组成弹簧的标记由名称、型式、尺寸、标准编号、材料代号(材料为弹簧用不锈钢丝时)以及表面处理组成。
规定如下:7.2标记示例例1:A型弹簧,材料直径0.20mm,弹簧中径3.20mm,自由长度8.80mm,左旋,刚度、外径和自由长度的精度为2级,材料为碳素弹簧钢丝B组,表面镀锌处理。
标记:拉簧 A0.20*3.20*8.80-2左 GB1973.2——89-D-Zn例2:B型弹簧,材料直径0.40mm,弹簧中径5.00mm,自由长度17.50mm,右旋,刚度、外径和自由长度的精度为3级,材料为弹簧用不锈钢丝B组。
标记:拉簧 B0.40*5.00*17.50 GB1973.2--89-S8、计算依据标准中的计算采用如下基本公式:切应力(N/mm²):τ=(8PDK)/(πd³)变形量(mm):F=(8PD³n)/ Gd4弹簧钢度(N/mm):P′=P/ F=(Gd4)/(8D³n)曲度系数:K =(4C-1)/(4C-4)+ (0.615)/C旋转比:C =D/d 自由长度(mm):H。
=(n+1.5)d+ 2Dι弹簧钢丝展开长度(mm):L≈(n + 2)πD弹簧单件质量(mg):m≈(πd²/4)Lρ注:ρ为弹簧材料密度,取ρ=7.85mg/mm³。
初拉力P的计算公式与初应力τ。
的选取范围:P。
=(πd³/8D)τ。
∵ P。
=(πd³/8D)π。
取π。
C≈60,则:P。
=(πd³/8D)·(60/C)=(23.56d4)/D² 式中:D为弹簧的中径。
当选取初拉力时,推荐初拉力τ。
值在图A1阴影区域内选取。
本标准中的τ。
是按照关系式τ。
C≈60确定的,即取τ。
上下限的近似中点而算出P。
值。
二、小型圆柱螺旋压缩弹簧尺寸及参数1、弹簧的工作图及型式1.1 工作图样的绘制按GB 4459.4的规定。
1.2 弹簧的形式分为两端圈并紧不模型(YⅡⅠ)和两端圈并紧磨平型(YⅠ)两种。
2、材料弹簧材料直径为0.16 ~ 0.45mm,并规定使用GB4357中B组钢丝或YB(T)11中B组钢丝。
当采用YB(T)11中的B组钢丝时,需在标记中注明代号“S”。
3、弹簧如需设置芯轴或套筒时,其尺寸按图3及表1规定。
4、制造精度弹簧的刚度、外径、自由高度按GB1973规定的3级精度制造。
如果按2级精度制造时。
则加注符号“2”。
但两端面对外廓素线的垂直度按3级精度制造。
5、旋转弹簧的旋向规定为右旋。
当需要左旋时,应在标记中注名“左”。
6、表明处理6.1采用碳素弹簧钢丝制造的弹簧,表面一般进行氧化处理,但也可以进行镀锌、镀镉、磷化等金属镀层及化学处理,其标记方法应按GB1238的规定。
6.2采用不锈钢丝制造的弹簧,必要时可对表面进行清洗处理,不加任何标记。
7、标记7.1标记的组成弹簧的标记由名称、形式、尺寸、标准编号,材料牌号以及表面处理组成,规定如下:名称形式、尺寸、精度及旋转标准编号材料牌号表面处理7.2标记示例例1:YⅠ型弹簧,材料直径0.20mm,弹簧中径2.50mm,自由高度6mm,左旋,刚度、外径和自由高度的精度为2级,材料为碳素弹簧钢丝B组,表面镀锌处理。
标记:YⅠ0.20*2.50*6-2左 GB1973.3——89-D-Zn 例2:YⅡ型弹簧,材料直径0.40mm,弹簧中径2.50mm,自由高度5mm,右旋,刚度、外径和自由高度的精度为3级,材料为弹簧用不锈钢丝B组。
标记:YⅡ0.40*2.50*5 GB1973.3--89-S8、计算方法8.1标准中的计算采用如下基本公式:切应力(N/mm²):τ=(8PDK)/(πd³)变形量(mm):F=(8PD³n)/(Gd4)最小套筒直径(mm):DTmin=1.2(D+d)注:ρ为弹簧材料密度,取ρ=7.85*10-6 Kg/mm³ 。
本标准适用于受变负荷作用次数在10³次以下的以及受变负荷作用次数在10³~10 次或冲击负荷的普通圆柱螺旋弹簧。
1.弹簧的型号、尺寸、参数按图及表1的规定。
2.弹簧材料直径为0.5-8mm,用碳素弹簧钢丝Ⅱ组,亦可采用碳素弹簧钢丝Ⅱa组,如果采用采用碳素弹簧钢丝Ⅱa 组时,需在标记中注明。
3.弹簧的负荷、外径、自由长度按GB 1239-76《普通圆柱螺旋弹簧》规定的3级精度制度。
如需按2级精度制造时,加注符号2。
4.弹簧的旋向规定为右旋,左旋应在标记中注明。
5.弹簧表面应氧化处理,如要求赌锌、镀铬、磷化等金属镀层及化学处理时,应在标记中注明。
其标记方法按GB 1238—76《金属镀层及化学处理表示方法》的规定。
6.弹簧钩环开口宽度a =D2/57.弹簧的标记由名称、型式与尺寸、标准编号、材料牌号以及表面处理组成。
标记示例:(1)材料直径2.5mm,弹簧中径16mm,自由长度67.3mm,负荷、外径、自由长度精度为2级,材料为碳素弹簧钢丝Ⅱa 组,表面氧化处理的B型左旋弹簧:拉簧 B2.5* 16*67.3-2左 GB 2087—80·Ⅱa(2)材料直径1mm,弹簧中径7mm,自由长度22.5mm,材料为碳素弹簧钢丝Ⅱ组,表面镀锌处理的A型弹簧:拉簧 1* 7* 22.5 GB 2087—80-D·Zn8.弹簧的其他技术要求按GB 1239—76的规定。
9.弹簧的主要尺寸参数按表2的规定。
10、计算方法:标准中的计算采用如下基本公式:切应力(N/mm):r=(8PD2K)/(πd³)变形量(mm):F=(8PD2³n)/(Gd4)四、圆柱螺旋拉伸弹簧(圆钩环压中心型)尺寸及参数1.1技术要求弹簧材料直径为0.5~8mm,用碳素弹簧钢丝C级,亦可采用碳素钢丝B级或D级。
如采用碳素弹簧钢丝B级或D级时,需在标记中注明。
1.2 制造精度弹簧的负荷、外径和自由长度一般按GB 1239.1的规定选用。
1.3 表面处理弹簧表面一般应进行氧化处理,但也可进行镀锌、金属镀层及化学处理,其标记方法应按GB1238的规定。
1.4 弹簧钩环开口宽度a为0.25D~0.35D,或钩环钩部长度按GB1239.1的规定。
1.5 弹簧其他技术要求,按GB 1239.1的规定。
2、标记2.1弹簧的标记由名称、类型、尺寸、标记编号以及表面处理组成。
2.2标记示例例1:L Ⅲ型弹簧,材料直径为1mm,弹簧中径为5mm,自由长度为18mm,材料为碳素弹簧钢丝C级,表面镀锌处理的A型左旋弹簧:L ⅢA 1*5*18 左 GB/T 2088-D·Zn例2:L Ⅲ型弹簧,材料直径为2.5mm,弹簧中径为16mm,自由长度为82mm,负荷、外径、自由长度精度为2级,材料为碳素弹簧钢丝D级,表面镀锌处理的B型左旋弹簧L ⅢB 2.5*16*82.2 GB/T 2088 HY3、计算方法3.1标准中的计算采用如下基本公式:试验负荷下变形量:Fs=(πD²n)/(Gd)τs,mm弹簧刚度:P’ =P/F=(Gd4)/(8D3n),N/mm初拉力:P。
=(πd3)/(8D)τ。
,N曲度系数:K=(4C-1)/(4C-4)+0.615/C旋转比:C=D/d自由长度:H。
= (n + 1.5)d + 2Dι,mm展开长度:L ≈ πDn + 钩环展开部分,mm弹簧质量:m=(πd²)/4 L·ρ,kg式中:ρ为弹簧材料的密度,取ρ= 7.8 * 10-6 kg/mm3五、圆柱螺旋压缩弹簧(两端圈并紧磨平或锻平型)尺寸及参数1、弹簧类型1.1 弹簧类型分为两端圈并紧磨平型和两端圈并紧锻平型。
1.2 工作图样的绘制按GB 4459.4 的规定。
2、技术要求2.1 材料弹簧材料直径为为0.5~50mm,当材料直径小于或等于10mm时(采用冷卷工艺),用GB4357中C级钢丝;当材料直径大于10mm时(采用热卷工艺),用GB1222中60Si2MnA。
2.2 芯轴及套筒弹簧如需要设置芯轴、套筒时,其尺寸按图3及表的规定。
2.3 制造精度2.3.1 冷卷或热卷弹簧的刚度、外径、自由高度及垂直度均按GB1239.2或GB1239.4的规定选用。
2.4 表面处理采用C级碳素弹簧钢丝制造的冷卷弹簧,应进行表面氧化处理或电镀处理。
采用60Si2MnA制造的热卷弹簧,表面应进行涂漆处理。
2.5 弹簧其它技术要求按GB1239.2或GB1239.4的规定。
3、标记3.1 标记方法弹簧的标记由名称、型式、尺寸、标准编号、材料牌号以及表面处理组成。
3.2标记示例例1:YA 型弹簧,材料直径为1.2mm,弹簧中径为8mm,自由高度为40mm,刚度、外径、自由高度为2级,材料为碳素弹簧钢丝B级,表面镀锌处理的左旋弹簧。
标记:YA 1.2*8*40-2 左 GB/T 2089-94B级-D-Zn例2:YB型弹簧,材料直径为30mm,弹簧中径为150mm,自由高度为320mm,材料为60Si2MnA,表面涂漆处理的右旋弹簧标记:YB 30*150*320 GB/T 2089-944.计算方法实验切应力:τ2=(8PsD)/(πd³),N/mm²许用切应力:[τ]=(8PDK)/πd3,N/mm²工作负荷: P=(Gd4)/(8D²n),N试验负荷下变形量:Fs=(τsπD²n)/(Gd),mm弹簧刚度:P’ =P/F=(Gd4)/(8Dn3),N/mm曲度系数:K=(4C-1)/(4C-4)+0.615/C旋绕比:C=D/d自由高度:H。