各类折弯公式
折弯公式

钣金加工中折弯系数的探讨内容提要针对钣金加工中折弯系数确定的重要性, 对普通钢板(SPCC)、折弯角度为90°的加工件的展开料进行理论计算, 分析折弯系数的有关影响因素, 根据试验数据, 建立数学模型, 经过计算机的优化组合, 确定了折弯系数计算的基本规律(折弯系数的计算公式)1折弯系数确定的重要性在钣金加工中, 对零件展开料计算时, 工艺人员是凭经验确定折弯系数(即消耗量) 的, 不同工艺人员编制的工艺文件, 其确定的折弯系数也不相同。
通过查阅大量的有关钣金加工手册, 也没有查到明确的公式来计算折弯系数, 只能查到不同折弯内圆弧的折弯系数, 而内圆弧与加工工艺方案有关, 使用不同的折弯下模槽宽, 内圆弧也不相同, 从而导致工艺文件上无法确定折弯系数的准确值。
这不仅影响工艺文件的标准化、合理化, 而且给车间生产带来困难, 并导致产品质量的不稳定。
随着科学技术的不断进步, 计算机应用逐步向C IM S 系统发展。
必须首先解决计算机自动计算展开料, 也就是必须首先解决折弯系数的自动确定, 才能谈论计算机辅助编制工艺, 包括工艺文件的自动编制、展开料的自动计算, 材料消耗定额的自动计算等等。
北京地区正在推行C IM S 系统的一些厂家, 其软件也没有解决这一问题: 而作为数控机床的生产厂家, 折弯系数的确定是专利产品, 对使用机床的用户是保密的。
因此必须自行解决折弯系数确定的计算方法。
2展开料的理论计算钣金折弯加工时, 其内侧产生压缩, 外侧产生拉伸, 内侧的压缩由内往外逐渐缩小, 外侧的拉伸也由外往里逐渐缩小, 在接近板厚的中心处, 压缩与拉伸接近于零, 板厚中间的这个面叫中性层。
下面以中性层为基准对展开料进行理论计算。
2. 1折弯内圆弧半径R ≥5t ( t 为材料厚度)当折弯内圆弧半径大于或等于材料厚度尺寸的5 倍时, 材料折弯处无厚度变化, 即折弯后中性层在材料厚度的中心线上, 如图1- a。
折弯展开计算对照表
序号
折弯计算方式
展開長度
备注
折弯刀数种类
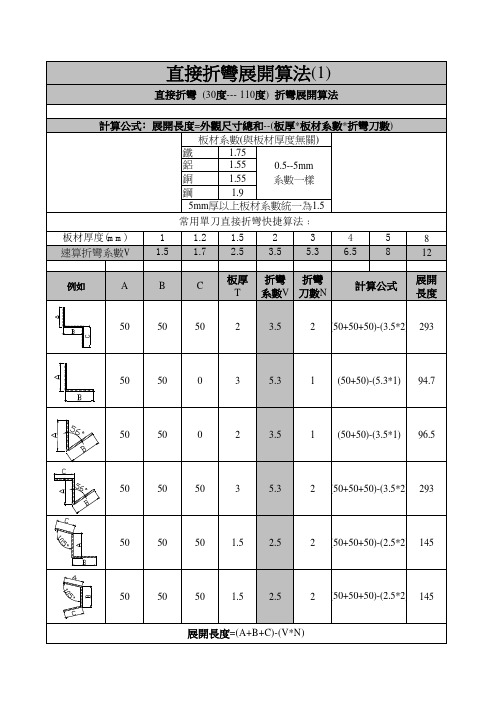
1直接折彎 (30度--- 110
度) 折彎展開算法
外觀尺寸總和-(板厚*板材系數*折彎刀數)
n1折弯刀数30-110度2直接折彎 (大于110度小于160度) 折彎展開算法外觀尺寸總和-(0.5*折彎刀數)n2折弯刀数110-160度
3直接折彎 (大于160度) 折彎展開算法外觀尺寸總和
此程计算不用填折弯刀数种类n3折弯刀数大于160度4直接折彎 (壓死邊) 折彎展開算法外觀尺寸總和-(1/2板厚*折彎刀數)外观尺寸之和=TS 展开长度-T*1.136n4折弯刀数压死边5直接折彎 (壓空邊) 折彎展開算法外觀尺寸之和外观尺寸之和=TS 展开长度-T*1.136
n5折弯刀数压空边
6圓弧彎弧展開算法
中心線弧長 展开长度=ts 的外弧展开尺寸-3.14159*T/2n6圆弧折弯7直接折彎30˚以下折彎展開算法
外觀尺寸之和
此程计算不用填折弯刀数种类
n7折弯刀数小于30度8刨槽折彎 (大于30度小于110度) 展開算法外觀尺寸之和 - (剩余厚度*2*折彎刀數)n8刨槽折弯刀数30-110度9刨槽折彎 (小于30度) 展開算法 外觀尺寸之和
此程计算不用填折弯刀数种类
n9刨槽折弯刀数小30度10
刨槽折彎 (大于110度) 展開算法
外觀尺寸之和-0.5*折彎刀數
n10刨槽折弯刀数大于110度
折弯计算方式汇总
制表:范立荣
1 of 12012/5/22。
折弯拉伸计算公式

折弯拉伸计算公式在工程设计和制造过程中,折弯和拉伸是两种常见的金属加工工艺。
折弯是指将金属材料沿着一条直线弯曲,而拉伸是指将金属材料拉伸至其极限强度。
在进行折弯和拉伸加工时,工程师需要计算材料的弯曲和拉伸性能,以确保产品的质量和可靠性。
在本文中,我们将介绍折弯和拉伸的计算公式,并探讨它们在工程设计中的应用。
折弯计算公式。
在进行金属折弯加工时,工程师需要计算材料的抗弯强度和抗弯变形能力。
抗弯强度是指材料在受到外力作用时所能承受的最大弯曲应力,通常用弯曲强度σb 表示。
抗弯变形能力是指材料在受到外力作用时所能承受的最大弯曲变形,通常用弯曲模量Eb表示。
折弯计算公式可以用来计算材料在受到外力作用时的弯曲应力和变形。
弯曲应力的计算公式为:σb = M c / I。
其中,σb为弯曲应力,M为弯矩,c为截面中性轴到最外纤维的距离,I为截面惯性矩。
弯曲变形的计算公式为:δb = M l / (E I)。
其中,δb为弯曲变形,M为弯矩,l为材料长度,E为杨氏模量,I为截面惯性矩。
拉伸计算公式。
在进行金属拉伸加工时,工程师需要计算材料的拉伸强度和拉伸变形能力。
拉伸强度是指材料在受到拉伸力作用时所能承受的最大应力,通常用拉伸强度σt表示。
拉伸变形能力是指材料在受到拉伸力作用时所能承受的最大变形,通常用拉伸模量Et表示。
拉伸计算公式可以用来计算材料在受到拉伸力作用时的应力和变形。
拉伸应力的计算公式为:σt = F / A0。
其中,σt为拉伸应力,F为拉伸力,A0为原始横截面积。
拉伸变形的计算公式为:εt = (l l0) / l0。
其中,εt为拉伸变形,l为材料长度,l0为原始长度。
应用示例。
假设我们需要设计一个金属支架,支架的长度为1m,宽度为0.1m,厚度为0.01m。
支架需要承受1000N的弯曲力和拉伸力。
我们可以使用折弯和拉伸计算公式来计算支架的弯曲应力、弯曲变形、拉伸应力和拉伸变形。
首先,我们计算支架的截面惯性矩I和截面面积A0:I = (1/12) b h^3 = (1/12) 0.1 0.01^3 ≈ 8.33 10^-9 m^4。
折弯展开计算公式【超简单】

折弯展开计算公式【超简单】内容来源网络,由深圳机械展收集整理!更多折弯等钣金设备展示,就在深圳机械展!在钣金展开中,影响展开长度计算精度的因素有:折弯内弧半径r下模V型槽宽,板料实际厚度t',和弯曲曲角度α。
自由折弯板料在展开长度计算时,没有明确的公式来计算折弯系数,只能查到不同折弯内弧半径的折弯系数。
而内弧半径与加工工艺有关,使用不同的下模V型槽宽,内弧半径也不相同,导致无法获得折弯系数的准确性。
一般是凭经验判断折弯系数,不同的人判断的折弯系数也不相同。
在钣金中折弯中,经常用到形式分为L折N折和Z折几种。
下面我们对几种钣金的展开做个探讨。
1、L折,L折分90°折和非90°折。
在90°折方面,根据经验折弯系数总结如下表在非90°方面,根据经验折弯系数总结如下。
L=A+B+补偿量*仅供参考T=0.8 R=0.5 120°≤q≤160° 补偿量为0.1 160°<q≤180° 可忽略不计T=1.0 R=0.5 120°≤q≤145° 补偿量为0.2 145°<q≤170° 补偿量为0.1170°<q≤180° 可忽略不计T=1.2 R=0.5 补偿量与T=1.0相同T=1.5 R=0.5 120°≤q≤130° 补偿量为0.3 130°<q≤150° 补偿量为0.2150°<q≤170° 补偿量为0.1170°<q≤180° 可忽略不计180& deg;-qL=A+B+------ (2*∏*r)360°例:钣金展开图的计算是要用一个系数来计算的,这个系数一般都用1.645!计算方法是工件的外形尺寸相加,再减去1.645*板厚*弯的个数,例如,折一个40*60的槽钢用板厚3的冷板折,那么计算方法就是40+40+60(外形尺寸相加)—1.645(系数)*3(板厚)*2(弯的个数)=130.13(下料尺寸)一般6毫米之内都是这样计算的了一般铁板0.5—4MM之内的都是A+B-1.6T。
z型钣金折弯计算公式

z型钣金折弯计算公式Z型钣金折弯计算公式。
钣金折弯是一种常见的加工工艺,用于将平板钣金通过折弯成各种形状的零件。
在钣金折弯过程中,我们需要根据材料的性质和要求的尺寸来计算折弯的参数,以确保折弯后的零件符合设计要求。
其中,Z型钣金是一种常见的折弯形式,下面我们来介绍一下Z型钣金折弯的计算公式。
Z型钣金折弯是指将一块平板钣金通过一系列的折弯工序,将其折弯成Z字形的零件。
在进行Z型钣金折弯计算时,我们需要考虑到材料的弹性模量、厚度、折弯角度等因素。
下面是Z型钣金折弯计算的公式:1. 弯曲力矩的计算公式。
在进行Z型钣金折弯计算时,首先需要计算弯曲力矩。
弯曲力矩是指在折弯过程中,材料所受到的力矩。
其计算公式为:M = W L。
其中,M为弯曲力矩,单位为牛顿·米(N·m);W为折弯力,单位为牛顿(N);L为折弯长度,单位为米(m)。
2. 折弯力的计算公式。
折弯力是指在进行Z型钣金折弯时,所需的力量。
其计算公式为:W = σ S L。
其中,W为折弯力,单位为牛顿(N);σ为材料的应力,单位为帕斯卡(Pa);S为材料的截面积,单位为平方米(m²);L为折弯长度,单位为米(m)。
3. 应力的计算公式。
在进行Z型钣金折弯计算时,需要计算材料在折弯过程中所受到的应力。
其计算公式为:σ = (M h) / (W t)。
其中,σ为材料的应力,单位为帕斯卡(Pa);M为弯曲力矩,单位为牛顿·米(N·m);h为材料的高度,单位为米(m);W为折弯力,单位为牛顿(N);t为材料的厚度,单位为米(m)。
4. 折弯角度的计算公式。
在进行Z型钣金折弯时,需要根据设计要求计算折弯的角度。
其计算公式为:θ = (180 α) / 2。
其中,θ为折弯角度,单位为度(°);α为V型模具的夹角,单位为度(°)。
以上就是Z型钣金折弯计算的公式,通过这些公式我们可以计算出在进行Z型钣金折弯时所需的各种参数,以确保折弯后的零件符合设计要求。
折弯展开计算公式

折弯展开计算公式折弯展开计算是工程制图中的一项重要计算工程,用于确定平面材料在折弯过程中的原始尺寸。
折弯展开计算是为了确保在折弯后不会导致材料过长或过短,从而产生质量问题。
下面将介绍折弯展开计算的基本原理、方法和常用公式。
1.基本原理:折弯展开计算是以折弯件的展开面为基准,通过计算展开面上的长度和角度来确定折弯件的原始尺寸。
在折弯过程中,材料在弯曲边缘会受到压缩,而在拉伸面则会被拉伸。
因此,要确定折弯展开的尺寸,需要考虑材料的伸缩率和弯曲半径。
2.方法:等长法:等长法是最简单的折弯展开计算方法,它基于一个简化假设:在折弯过程中,材料的长度不变。
根据这个假设,可以使用下面的公式来计算展开长度L:L=π*(R+t*K)其中,R是折弯半径,t是材料的厚度,K是一个与材料的伸缩率有关的修正系数。
伸缩率可由实验或经验确定,一般取0.5对等法:对等法适用于折弯件在对称轴上进行折弯的情况。
在对等法中,首先需要计算折弯角度a和弯曲半径r。
然后,可以使用下面的公式计算展开长度L:L=2*π*r*a/360切线法:切线法适用于在折弯过程中材料的长度会发生变化的复杂形状。
在切线法中,首先需要计算出折弯件的弧长s和弧度θ。
L=s/θ3.注意事项:-在进行折弯展开计算时,需要保证所使用的公式与实际情况相符。
尤其是对于复杂形状的折弯件,可能需要更精确的公式和方法。
-在计算展开长度时,应注意选择适当的单位,以确保计算结果的准确性。
常见的单位包括毫米、英寸等。
-在进行折弯展开计算时,需要考虑材料的弹性和变形情况。
如果材料的弹性较大,可能需要进行更复杂的计算和分析。
总结:折弯展开计算是工程制图中的一项重要计算工程,用于确定平面材料在折弯过程中的原始尺寸。
基本原理是根据折弯件的展开面上的长度和角度来确定折弯件的原始尺寸。
常用的计算方法包括等长法、对等法和切线法。
在进行折弯展开计算时,需要注意选择适当的公式和单位,并考虑材料的弹性和变形情况。
钣金150度折弯计算公式
钣金150度折弯计算公式钣金加工是一种常见的金属加工工艺,它主要是通过对金属板材进行切割、折弯、焊接等工艺,将金属板材加工成各种零部件或成品。
在钣金加工过程中,折弯是一项非常重要的工艺,而在折弯过程中,折弯角度的计算是至关重要的。
本文将重点介绍钣金150度折弯的计算公式及相关知识。
首先,我们需要了解一些基本概念。
在钣金加工中,折弯角度是指金属板材在折弯时与水平线的夹角。
而在实际操作中,我们通常使用折弯机进行折弯加工,而折弯机的折弯角度通常是固定的,比如常见的90度、135度、150度等。
因此,在进行钣金加工时,我们需要根据实际需求来计算出所需的折弯角度,并进行相应的调整。
对于150度折弯来说,其计算公式是非常简单的。
假设我们需要对一块金属板进行150度的折弯,那么我们可以通过以下公式来计算所需的折弯长度:L = π R (150/180)。
其中,L代表折弯长度,R代表金属板的厚度,π代表圆周率。
通过这个公式,我们可以很容易地计算出所需的折弯长度,从而进行精确的加工操作。
在实际操作中,除了折弯角度的计算外,我们还需要注意一些其他因素。
首先是金属板的材质和厚度,不同的材质和厚度会对折弯的结果产生影响,因此在进行折弯计算时,需要对材质和厚度进行充分的考虑。
其次是折弯机的调整,不同的折弯机可能需要进行不同的调整,以确保折弯的精度和质量。
最后是操作人员的技术水平,只有经过专业的培训和实践,操作人员才能熟练掌握折弯技术,确保加工的质量和效率。
除了上述内容外,我们还需要了解一些常见的折弯误差及其解决方法。
在钣金加工过程中,由于各种因素的影响,可能会出现一些折弯误差,比如角度偏差、长度偏差等。
为了解决这些问题,我们可以采取一些措施,比如调整折弯机的参数、优化工艺流程、加强操作技术等,从而最大程度地减小折弯误差,确保加工的质量和精度。
总的来说,钣金150度折弯的计算公式是非常简单的,但在实际操作中,我们还需要考虑各种因素,确保折弯加工的质量和效率。
铁板折弯展开尺寸计算公式
铁板折弯展开尺寸计算公式
铁板折弯展开尺寸计算公式如下:
钣金折弯展开图的计算是要用一个系数来计算的,这个系数一般都用1.645!
计算方法是工件的外形尺寸相加,再减去1.645*板厚*弯的个数,
例如,折一个40*60的槽钢用板厚3的冷板折,那么计算方法就是40+40+60(外形尺寸相加)—1.645(系数)*3(板厚)*2(弯的个数)=130.13(下料尺寸)
一般6毫米之内都是这样计算的了
一般铁板0.5—4MM之内的都是A+B-1.6T。
(A,B代表的是折弯的长度,T就是板厚.
例如用2.5mm的铁板折180mm*180mm的直角,那么你下的料长就是180mm+180mm再减去
2.5mm*1.6也就是4mm就好了,也就是356mm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
各类折弯公式
以下是常见的几类折弯公式:
1. 弧形折弯公式:
- 弧形折弯长度公式:L = π * (R + t * K)
其中,L为弧形折弯长度,R为弧形半径,t为折弯板材厚度,K为K值(由折弯机具体设定而定)。
2. V型折弯公式:
- V型折弯长度公式:L = 2 * (t + R * tan(α/2))
其中,L为V型折弯长度,t为折弯板材厚度,R为V型半径,α为V型角度。
3. U型折弯公式:
- U型折弯长度公式:L = 2 * π * R + π * H
其中,L为U型折弯长度,R为U型内半径,H为U型高度。
4. Z型折弯公式:
- Z型折弯长度公式:L = 2 * (t + H + R * tan(α/2))其中,L为Z型折弯长度,t为折弯板材厚度,H为Z型高度,R为Z型弧形半径,α为Z型角度。
这些公式是常见的折弯公式,具体使用时还需根据实际情况进行调整和适应。