工艺定位误差的分析与计算
定位误差综合分析
基准位移误差△W=(Dmax-dmin)/2
工序基准
定位误差△D= △ B+ △ W =TD/2+( Dmax-dmin)/2
【例】如图所示,在轴套上铣削键槽。设定心轴水平放置,工件在垂直 向下的外力作用下,其圆柱孔与心轴的上母线接触。试求定位误差?
定位基准
工序尺寸为H2,工序基准为孔轴线 基准不重合误差△B=0
H3
上母线
Td/2
(Dmax-dmin)/2
△B+△W △W △B+△W
【 练习】钻铰图所示凸轮上的两φ16小孔,定位方工如图所示,定位
销直径Φ22
mm,求加工尺寸100±0.01的定位误差。
【 练习】如图所示为工件以内孔在夹具心轴上定位铣键槽,应保证槽深
尺寸34.8 mm的要求。已知定位孔 Φ20 mm( Φ20H7),定
练习4:如图所示,工件以φ50的外圆柱面在V形块中定位铣削两斜面,要 求保证尺寸A。试分析定位误差和定位质量。
举例:分析和计算键槽铣削夹具定位方案的合理性
工序要求
工序基准 定位基准 基准不重合误差 基准位移误差
槽深尺寸37
0 -0.4
轴线
轴线
△B=0
△W=IT8/2sin45
槽宽尺寸6+00.03
轴线
轴线
△B=0
△W=0
三、工件以心轴定位圆孔
定位基准为孔中心线 1. 工件圆柱孔在无间隙配合心轴上定位
因无间隙配合,△W=0 定位误差△D=△B
2. 工件以圆柱孔在间隙配合心轴上定位
(1)圆柱孔与心轴固定单边接触
△W=Xmax/2 =(Dmax-dmin)/2
固定单边接触时的基准位移误差
常用定位方法及定位误差计算方法课件
在实际生产中,由于菱形销的尺寸已标准化,因而常按下列步骤进行两 销设计:
(1)确定两销中心距尺寸及其公差:
两定位销中心距基本尺寸=工件上两孔中心距基本尺寸
两定位销中心距公差=(1/5—1/3)工件上两孔中心距公差
(2)确定圆柱销直径及其公差:
圆柱Байду номын сангаас直径基本尺寸=相应孔的最小直径
圆柱销直径公差取 g6 或 f7
短V形块限制 2 个自由度。V形块又有固定与活动之分,活动V形块在
可移动方向上对工件不起定位作用。 常用定位方法及定位误差计算方法
2
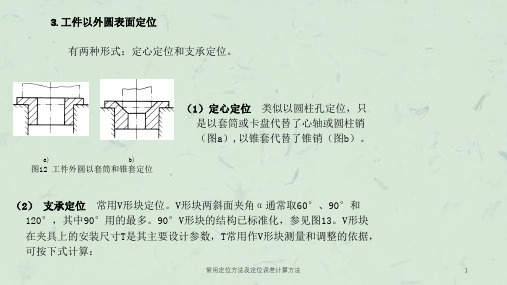
4. 工件以其它表面定位
图14 工件在锥度心轴上定位
(1) 如图14,工件以锥孔定位,锥度心轴 限制了工件的5个自由度。
(2)如图15为工件以渐开线齿 面定位的例子,3个定位圆柱 均布插入齿间,实现了分度 圆定位。
(1)试分析箱体类零件采用一面两孔定位时的第一、二、三定位基准面。 (2)试分析工件在两顶尖上定位时的主次定位面(见图16)。
图16 工件在两顶尖上定位
常用定位方法及定位误差计算方法
4
6. 一面两孔定位
加工箱体类零件时常采用一面两孔组合定位,为避免过定位,两孔应采 用圆柱销+菱形销定位。菱形销的宽度可以通过几何关系求出。
常用定位方法及定位误差计算方法
1
(公式1)
式中D为工件或心轴直径的平均尺寸,当 α=90°时,有:
(公式2)
V形块定位有两大优点:
图13 V形块
① 既适于完整的圆柱面定位,又适于非完整的圆柱面定位;
② 对中性好,且不受外圆尺寸误差的影响,所以常用于加工表面与轴线有对 称度要求的工件。
V形块有长短之分,长V形块(或两个短V形块)限制4个自由度,
定位误差分析计算综合实例

定位误差分析计算综合实例定位误差的分析与计算,在夹具设计中占有重要的地位,定位误差的大小是定位方案可否确信的重要依据。
为了把握定位误差计算的相关知识,本末节将给出一些计算实例,抛砖引玉,以使学习者取得触类旁通、融会贯通的学习成效。
例3-3 如图3.25所示,工件以底面定位加工孔内键槽,求尺寸h 的定位误差?解:(1)基准不重合误差求jb ∆ 设计基准为孔的下母线,定位基准为底平面,阻碍二者的因素有尺寸h 和h 1,故jb ∆由两部份组成:φD 半径的转变产生2D ∆尺寸h 1转变产生12h T ,因此122h jb T D+∆=∆ 底平面,对刀基准为(2)基准位置误差jw ∆ 定位基准为工件与定位基准接触的支承板的工作表面,不记形状误差,那么有0=∆jw因此槽底尺寸h 的定位误差为 122h dw T D+∆=∆ 例3-4 有一批直径为0d T d -φ的工件如图3.27所示。
外圆已加工合格,今用V形块定位铣宽度为b 的槽。
假设要求保证槽底尺寸别离为1L 、2L 和3L 。
试别离分析计算这三种不同尺寸要求的定位误差。
解:(1)第一计算V 形块定位外圆时的基准位置误差jw ∆在图3.26中,对刀基准是一批工件平均轴线所处的位置O 点,设定位基准为外圆的轴线,加工精度参数的方向与21O O 相同,那么基准位置误差jw ∆为图中O 1点到O 2点的距离。
在ΔO 1CO 2中,22212α=∠=O CO T CO d ,,依照勾股定理求得 221sin 2αd jw T O O E ==∆=∆(2)别离计算图3.27三种情形的定位误差①图a )中1L 尺寸的定位误差2)(2sin 2sin 201ααd L dw djw jb T T E B =∆=∆=∆=∆=∆②图b )中2L 尺寸的定位误差L 2L 3L 10dTd -φ b图3.27 V 形块定位外圆时定位误差的计算图3.25 内键槽槽底尺寸定位误差计算图3.26 V 形块定位外圆时基准位置误差jw ∆的计算1—最大直径 2—平均直径3—最小直径BA α/ 21 C 32 O OO2sin 22αd jw d jb T E T B =∆=∆=∆=∆需要说明的是2L 尺寸定位误差dw ∆的合成问题。
定位误差的分析与计算

序尺寸 方 向不一 致时 ,△ B就 等于定位尺 寸公 差在 加工尺寸 ( 即工序尺寸 ) 方 向的投影 。
如 图一所 示零件 ,设 e 面 已加工好 ,在 铣床上 用调整法加工 f 面和 g面。
/ - , , -
在 加工 f 面时若选 e 面 为定位基准 ,则 f 面的设 计 基准 和定 位基准 都是 e 面 ,基准 重合 ,a B = 0 ,
尺寸 A的制造公差为 T 。
定位误差 △ D ( 工件在夹具 中因位置不一致而 引起的误 差 )的产 生是 由于 定位 引起 的 ,引起原 因 有两个方 面 :一是 由于工序基 准和定位 基准不重 合 引起被加工尺寸变动 ,称为基准不重合误差 △ B;二
加工 g 面时 ,定位基准有两种不 同的选择方案 :
操作也不方便 。
位误差 的产生部位 ,把握了分析和计算的切入点 。
二、基准不 重合误差 的分析与计算
另一种方案 ( 方案 Ⅱ )是选用 e面作为定位 基
准来 加工 g面 ,此 时 ,工 序尺寸 C是直接得 到的 , 尺 寸 B是 间接得到 的 ,由于 定位基 准 e 与设计基 准 f 不重合而给 g面加工带来的基准不重合误差 ,它等 于 设计基准 f 面相 对于定 位基准 e 面在 尺寸 B方 向
摘要 :在机械加 工 中,能否保证 工件的加 工要 求,取 决于工件与刀具 间的相 互位 置。而引起 相互位置
产生误差 的因素有 四个方面 ,定位误 差就是其重要 因素 ,正确地计算 出工件在 夹具 中的定位误差 。是设计
夹具时必须认 真考虑 的重要 问题之一。定位误 差的分析和计算是有规律 可循 的。
x mi n 一 定位 副最小间隙 )。
基 准位移 误差 的计算一 般考虑 三种情 况 :( 1 ) 工
第四章第3节-定位误差分析
通过以上计算,可得出如下结论: ⑴即定位误差随工件误差的增大而增大; ⑵与V形块夹角 ą有关,随ą增大而减小,但 定位稳定性变差,故一般取ą =90゜;
⑶∆dw与工序尺寸标注方式有关,本例中∆dw1
> ∆dw3 > ∆dw2 。
三.保证加工精度的条件
采用夹具加工时的误差计算不等式:
分析: 1)对轴线尺寸l,定位基准和设计 基准为左端面,调刀基准为心轴 台阶端面,三者重合, △dw1=0
2)对槽深尺寸H,设计基准为外圆 的下母线,定位基准为内孔轴线, 定位基准和设计基准不重合,其联系尺寸为外圆半径和外圆轴线与内孔轴线的同 轴度误差T(e),与H的方向相同, △jb2=0.016/2+0.015=0.023mm 又工件内孔为定位基准,定位心轴轴线为调刀基准,内孔与心轴为间隙配合,因 调整螺母时心轴和内孔在任意边接触,此时: △jw2=△D+△d+△=0.021+0.013+0.007=0.041mm 因此,△dw2=△jb2+△jw2=0.064mm>0.10/3,定位不合理
(1)要求保证上 母线到加工面
的尺寸,即设
计基准为B:
尺寸H1的定位误差为:
d 1 dw1 1 2 sin 2
d1
_____ _____ _____ _____ B1 B2 AB2 AB1 AO2 O2 B2 AO1 O1 B1 d d d d d d 1 2 2 1 1 2 1 1 2 2sin 2 2sin 2 sin 2 2 2
由上面的分析可知: 设计基准和定位基 准都体现在工件上, 而调刀基准却是由 夹具定位元件的定 位工作面来体现。
定位误差
解: 定位基准与工序基准重合 ΔB=0 定位基准O的变动方向与 加工尺寸39±0.04方向间的夹 角为30°
定位误差计算实例6
例6:如下图所示,求加工尺 寸A的定位误差。 解:(1)定位基准为底面, 工序基准为圆孔中心线O ,定 位基准与工序基准不重合。 ΔΒ=0.2mm 工序基准O的变动方向与加工 尺寸的方向间夹角为45º ,则: ΔΒ=0.2×cos45º =0.1414mm (2)平面定位ΔY=0 (3)ΔD=ΔΒ=0.1414mm
16
(2)工件以圆孔定位 2)水平放置时(单边接触)
定 位 误 差 的 概 念 与 计 算
17
(2)工件以圆孔在圆柱销(心轴)上定位
定 位 误 差 的 概 念 与 计 算
D d D d m ax m i n m i n m ax O O OO OO Y 1 2 1 2 2 2
定位误差计算实例7
解: (1)对称度的工序 基准是Φ12H8的轴线,定 位基准是工件 Φ80±0.05mm的轴线, 两者不重合, ΔΒ=0.02mm
3)工件以外圆在V形块上定位
定 位 Td 误 Y 差 2 sin 2 的 概 如在加工尺寸方向上与垂直方向有一夹角β,则 念 在加工尺寸方向上的基准位移误差为 与 计 Td Y cos 算
2sin 2
V形块的对中性好,所以沿其水平方向的位移量为零。 如工件的加工尺寸方向与垂直方向相同,则在加 工尺寸方向上的基准位移误差为:
解:(1)A1的定位误差 1)工序基准是圆柱轴线,定位基准也是圆柱轴线, 两者重合,ΔB1 =0。 2)以圆柱面在的V形块上定位时, Td Y1 2 sin 2
定位误差计算实例4
定位误差分析计算例题解答

P.157(题3-3)习题(定位误差分析计算)解答:答:本工序铣槽要保证两个加工精度:尺寸014.054-和对称度不大于0.03。
1、采用第一种定位方案(见b 图)时,(1)对于尺寸014.054-的定位误差: )047.0(314.0021.0145sin 121.012sin 12=≤≈⎪⎭⎫ ⎝⎛-︒=⎪⎪⎪⎪⎭⎫ ⎝⎛-=∆-∆=∆αd JB JW DW T 所以能保证尺寸014.054-的加工精度要求。
(2)对于对称度的定位误差:000=+=∆+∆=∆JW JB DW(注:由于V 形块对工件外圆定位时,其定位基准就是过外圆中心的垂直线,即垂直方向的直径,所以定位基准与对称度的设计基准重合,0=∆JB ;又由于V 形块具有自动对中作用,外圆的中心仅在垂直方向上产生位置偏差,不会在水平方向上产生偏移,所以0=∆JW 。
) 所以能保证对称度的加工精度要求。
由此可见,第一种定位方案能同时保证上述两个加工精度要求。
2、采用第二种定位方案(见c 图)时,因定位销轴水平放置,属于单边固定接触。
(1)对于尺寸014.054-的定位误差: )(047.0314.0085.0)202.003.0()21.0202.0(=≥=+++=∆+∆=∆JW JB DW (注:由于用销轴对工件内孔进行定位,定位基准是工件内孔的中心,而设计基准是工件外圆的下母线,所以基准不重合,另外要注意到根据题目的提示:内孔与外圆还存在着同轴度公差,同轴度公差是指任意直径方向上,所以基准不重合误差既要考虑到工件外圆半径公差,还要考虑到同轴度公差在半径方向上所产生的最大偏差)所以不能保证尺寸014.054-的加工精度要求。
(2)对于对称度的定位误差: )(01.0303.002.0002.0=≥=+=∆+∆=∆JW JB DW (注:由于销轴对工件内孔定位时,其定位基准就是内孔中心,而对称度的设计基准是外圆的中心,即垂直方向的直径,当外圆的中心与内孔的中心在水平方向上产生最大的同轴度误差时,定位基准与对称度的设计基准不重合,02.0=∆JB ;又由于水平放置的销轴也具有自动对中作用,内孔的中心仅在垂直方向上产生位置偏差,不会在水平方向上产生偏移,所以0=∆JW 。
典型车夹具设计中定位误差的分析与计算
( 4 6 ± 0 . 0 4 5 1 1 1 1 1 1 , 此两 定 化
销 中心距 【 { = £ I F ± 6 I { / 2 : ( 4 6 + _ 0 . 0 1 ) n l n l
具结构 简 、 可靠 , 操作方便 , 使 产 品质 量 稳定 , 既保 证 了
件孔 的6 。
因 定 位 孔 的 直 径 为
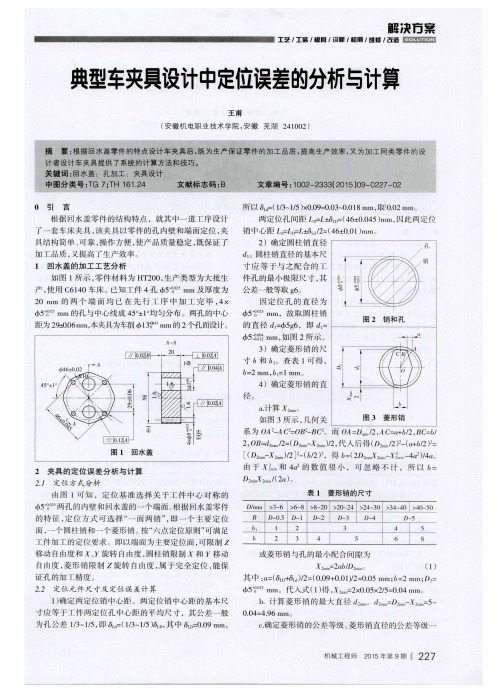
西 5 I 1 3 r t 的孔 与中心线 成 4 5 。 ± l 。 均 匀分 布 。两 孑 L 的 中心
距为 2 9 1 - 0 . 0 6 n u n , 本夹具为车削 1 mm的 2 个孔而设计。
4 )确定 菱 形 销 的直
径。
a.
计算 x : 。
如图 3 所示 , 几 何关
系为 O A - A C - ‘ i = O B 2 - B C : 而 O A= D / 2 , , l C = . + b / 2 . BC = b /
2 , O B = d 2 …/ 2 = ( D 2 一 由 于
D| am >3 - 6 >6 - 8 >8 ~ 2 O > 2 0 -2 4 > 2 4 ~ 3 O >3 4- 4 0 > 4 0 —5 0
曰 6 l b D— O. 5 D—l l 2 2 3 4 D一 2 D一 3 3 5 D-4 4 6 D一 5 5 8
根 据 回水 盖零 件 的结 构 特点 ,就其 中一道 序 设计
了一套 车 床夹 具 , 该 夹具 以零 件 的孔 内壁 和端 面 定位 , 夹
两 定位 孔 间距 £ ¨ = = , J 2 )确定 圆柱 销直 径 d , 。圆柱销 直 径 的基本 尺 寸应 等 于 与 之 配 合 的 l l