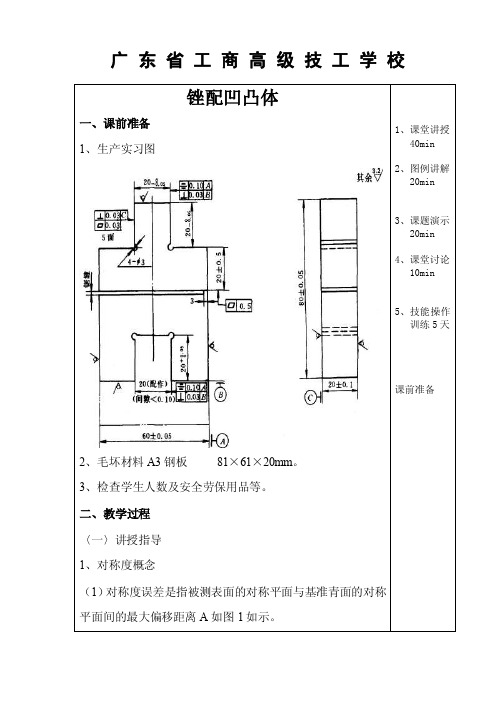
锉配凹凸体
凹凸体

唐山市劳动技师学院实习教师课题授课计划
唐山市劳动技师学院实习教师课题授课计划
教学过程一、组织教学
1.集合、点名,填写出勤记录。
2.检查劳动保护等情况。
3.说明课堂纪律的要求和安全文明生产要求。
二、相关工艺指导
(一)对称度概念
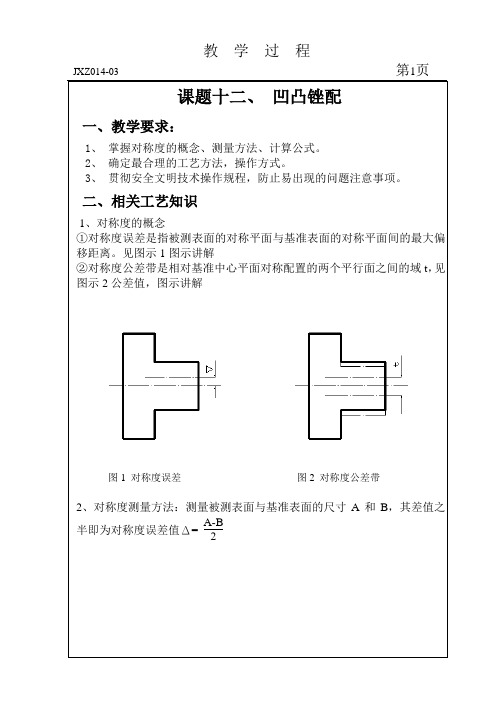
1、对称度误差:是指被测表面的对称平面与基准表面的对称平面间的最
大偏移距离A,如图8.l所示。
2、对称度公差带:是指相对基准中心平面对称配置的两个平行平面之间
的区域,两平行面距离即为公差值,如图8.2所示
图8.1 对称度误差图8.2 对称度公差带3、对称度测量方法
测量被测表面与基准表面的尺寸A和B,其差值之半即为对称度误差值,如图8.7所示。
图8.7 对称度测量
4、对称形体工件的划线:
对于平面对称工件的划线,应在形成对称中心平面的两个基准面精加
误差,从而获得较高的转位互换精度。
4)凹、凸件都有对称度误差且不相等
分析:如果对称度误差在同一个方向位置,配合后两侧出现错位。
方法:凹凸件多出去的一侧都要修去,然后翻转180°在做配合。
此时两
侧会出现相应的对称度的错位产生,修整时凹凸件出去的一侧都修去从而获得更好的转位互换精度要求。
图8.8 对称度误差对转位的精度影响
a )同方向位置配合
b )转位后 三、工件图
40±0.02
A
3.2全部
60±0.02
40±0.02
20±0.02
20±0.02
0.04
B
B
技术要求:1、各加工表面R a ≤3.2。
钳工生产实习中凹凸体锉配

钳工生产实习中凹凸体锉配
郝建丰
【期刊名称】《职业技术教育》
【年(卷),期】1998(000)024
【总页数】1页(P21-21)
【作者】郝建丰
【作者单位】安阳市第二职业中专
【正文语种】中文
【中图分类】TG93
【相关文献】
1.项目教学法在《钳工技能与训练》课中的运用——开式四方锉配的锉配方案设计[J], 郁庆寿
2.对称度误差对转位互换精度的影响及修配技巧——钳工凹凸体锉配 [J], 巫恒兵
3.钳工锉削凹凸体方法探讨 [J], 韦俊福
4.浅论检修钳工竞赛训练方法与技巧——以检修钳工国赛试题六方锉配为例 [J], 孟少明
5.浅论检修钳工竞赛训练方法与技巧——以检修钳工国赛试题六方锉配为例 [J], 孟少明;
因版权原因,仅展示原文概要,查看原文内容请购买。
项角凹凸配合
顶角凹凸配合(1)一:讲解内容及图示1 / 8组合图件二件一1:件一与件二应左右各一次配合, 其错位量为:≤0。
06mm。
2:各锐边倒角去毛刺。
3:各棱边倒角0.5×45°。
4:材料的厚度为8mm。
3 / 8一:示范及操作步骤1:备料(1):准备二块80×65 。
80×70尺寸的材料,留有0.5~1mm 锉削加余量。
(2):锉削加工好基准面 C和相邻垂直面。
(3):注意加工余量和垂直度要求。
2划线。
(1 ):将件一的基准面和垂直面精锉达到垂直度要求,及表面粗糙度要求。
(2)以基准C划出40和65尺寸线,再划出30和120°尺寸加工线。
(3):划出所有加工线条,达到线条清晰。
3:加工件一(1)加工件一的外形尺寸80及70达到尺寸要求和表面粗糙度要求。
(2):精锉外形尺寸30±0.04,40±0.04达到尺寸公差要求及表面粗糙度要求。
(3):锉削角度120°达到角度要求。
2:加工件二(凹件)(1):将件二的基准面和垂直面,精锉加工达到要求。
(2):按图样要求划出10mm,70mm和凹槽30mm。
(3):按图样要求划出所有加工线,并点样冲。
4 / 8(4):锯割凹槽多余的材料。
(5):粗锉加工余量,每边留0.1~0.2mm作为细锉加工余量。
(6):细锉两侧垂直面,并根据凸件的外形30mm,120°实际尺寸进行加工。
5:锉配(1):两件试配,进行适当修整,逐渐下压(2):修整压痕,直到完全配入。
(3):两件互换180°修配,直到完全配入,达到与凸形件配合精度要求。
(4):用凸件进行试配,使两端角部较紧塞入,且形体位置准确。
(5):用透光法和涂色法进行检查,逐步进行整体修锉.使凸件形体推进推出松紧适当。
(6):各锐边倒角去毛刺,检查配合精度。
5 / 8顶角凹凸配合(2)三:巡回指导及注意事项(1):应注意检查划线是否准确。
凹凸配
a)同方向位置配合b)转位后的配合
图4
当凹凸件都有对称度误差为0.05mm且在同一个方向位置配合达到间隙要求后,得到两侧面平齐,而转位180度作配合,就产生两基准偏位误差,其总值0.10mm。
三、生产实习图“图上展示”与锉配方法
1)锉配时由于外表面比内表面容易加工和测量正确,易于达到较高精度,故一般应先加工凸件,然后锉配凹件,先凸后凹。
内表面加工时,锉削,一般均应选择有关外表作测量基准。因此对外基准面加工必须达到较高的精度要求,才能保证得到规定的磋准度。以外定内。
四、加工步骤和公式应用
1、按图样划外形加工线,锉削好外廊基准面,达到尺寸60±0.05mm,80±0.05mm及垂直度和平行第要求“先基准,再尺寸,垂直度,
平行度”。
2、按要求划出凹凸形体所有加工线,并钻工艺加4——¢3mm
总分:
项次
项目与技术要求
实测记录
单次配分
得分
1
尺寸要求200-0.05(3处)
6、全部锐边倒角,并检查全部尺寸精度。
7、锯割要求达到尺寸20±0.5mm,锯面平面度0.5mm不能锯下,留下3mm不锯,暗配改卷时再锯下,最的对称度进行测量控制,60mm的时间尺寸必须测量准确,应在工件四角和中间共测5点,并取共点实测值的平均值。
图1对称度误差图2对称度公差带
2、对称度测量方法:测量被测表面与基准表面的尺寸A和B,其差值之半即为对称度误差值Δ=
图3对称度测量
3、对称形体工件的划线
①对称平面对称工件的划线应在形成对称中心平面的两个基准面精加工进行,划线基准与该两基准面重合,划线尺寸则按两个对称基准,平面间的实际尺寸及对称形体的要求尺寸计算得出
凹凸件锉配——精选推荐
a)凸形面垂直度误差产生的间隙b)凹形面垂直度误差产生的间隙
图6 垂直度误差对配合间隙的影响
(6)在加工垂直面时,要防止锉刀侧面碰坏另一垂直侧面,因此必须将锉刀一侧在砂轮上进行修磨,并使其与锉刀面夹角略小于90度(锉仙垂直面进),刀磨后最好用油石磨光。
<二>示范指导:
1、千分尺的正确使用。
2、锉削凹凸件的加工方法。
<三>巡回指导:
1、指导学生正确使用千分尺进行测量工件。
2、指导学生掌握对称度误差对转位互换精度的影响。
3、指导学生锉配凹凸体的过程,及时纠正错误操作。
<四>结束指导:
1、对锉配凹凸体过程中存在问题进行分析、总结。
2、表扬优秀学生。
3、检查人数、卫生,强调安全、文明操作。
4、实习记录及成绩评定。
项目六 锉配加工

件中间锯断然后进行配合以判断是否达到规定要求的锉配,称为盲配
。
10
项目六 锉配加工
一、相关知识
(5)多件配 多个配合件组合在一起的锉配,称为多件配。一般要求锉配件翻
转、变换位置均能达到配合要求。
11
项目六 锉配加工
一、相关知识
(6)旋转配 锉配件的几何形体为对称配置,旋转配合件后,在不同固定位置
对称度误差是被测表面的对称平面与基准表面的对称平面间的最
大偏移距离;在(a)中,凸台中心线偏离基准中心线的误差Δ ,即为 对称度误差。 对称度公差带是相对于基准中心平面(或中心线、轴线)对称配置的 两个平行平面(或垂直平面)之间的区域;在(b)中,相对于基准中心 平面对称配置的两个平行平面之间的区域,即为对称度公差带;其距 离t,即为公差值。
35
项目六 锉配加工
二、任务一 凸凹体盲配
3、工、量、刃具准备 根据任务具体情况,确定本任务所需工、量、刃具如下:
划线平台、方箱、划针、划规、钢直尺、样冲、手锤、游标高度
尺、刀形样板平尺、90°直角尺、塞尺、游标卡尺、千分尺、游标万能 角度尺、锯弓、锯条、锉刀、钻头、毛刷、涂料、软钳口等。
36
项目六 锉配加工
求的基准件,往往同时有多项技术要求,尤其是对称度要求,因此, 加工时千万不可只以达到单项公差要求为满足,而应综合考虑,做到 使所有技术要求同时都合格。其次,加工时应尽量减小公差带宽度, 以使基准件的各要素尽量接近公差带的中间值,也就是应使基准件尽 量接近理想形状。这一点,对于顺利实现配合要求非常重要。
28
项目六 锉配加工
一、相关知识
2)减环 与封闭环反向变动的组成环,称为减环。即在其他组成环不变的
条件下,当该组成环尺寸增大(或减小)时,封闭环的尺寸却随之减小(
钳工实训与技能考核训练项目三 凹凸体锉配 任务二 加工凹形体共60页
61、辍学如磨刀之石,不见其损,日 有所亏 。 62、奇文共欣赞,疑义相与析。
63、暧暧远人村,依依墟里烟,狗吠 深巷中 ,鸡鸣 桑树颠 。 64、一生复能几,倏如流电惊。 65、少无适俗韵,性本爱丘山。
56、书不仅是生活,而且是现在、过 去和未 来文化 生活的 源泉。 ——库 法耶夫 57、生命不可能有两次,但许多人连一 次也不 善于度 过。— —吕凯 特 58、问渠哪得清如许,为有源头活水来 。—— 朱熹 59、我的努力求学没有得到别的好处, 只不过 是愈来 愈发觉 自己的 无知。敢地 走到底 ,决不 回头。 ——左
锉配拼角凹凸圆弧板
一处超差扣4分
5
300 -0.025
4
超差无分
6
400 -0.025
5
超差无分
7
60º±5ˊ
5
超差无分
孔
与
孔
距
8
20±0.1
5
超差无分
9
30±0.1
5
超差无分
10
12±0.1
5
超差无分
11
φ8+0.022 0(2处)
2x2
一孔超差扣2分
一孔降级扣2分
位置
公差
配合
12
⊥0.02A(2处)
3x2
一处超差扣3分
<2>按图样划出凸面尺寸加工线,并检查是否正确。
<3>锯去一垂直角粗,细弧面垂直面,通过控制30 mm的尺寸误差值,从而保证
(200 -0.03)mm的尺寸要求。
<4>按划线锯去另一垂直角,直接锉出凸形(200 -0.03)mm的尺寸,并控制30mm的尺寸。保证(200 -0.03)mm的尺寸要求。
3、全部锐边倒棱0.3mm,并检查全部尺寸精度。
4、钻2—ф7.8mm的底孔,达到中心距30±0.1的尺寸要求并用ф8铰刀铰孔。
五、注意事项
1、加工件I凸形面是,应先去掉一垂直角料,待加工所需尺寸差后,再去掉另一垂直角料。
2、锉削圆弧面时应防止出现多角形,圆弧半径达大或过小。并保证圆弧向直线度和与基准面的垂直误差
3、锉削圆弧时,要防止锉到两面侧面,局部间隙增大。
4、在锉配检查时,要正确分析配件存在的问题,找出原因。合理解决存在的问题,防止间隙过大。
六、评分表
总分:
项目
凹凸配合工件
授课班级: 授课者:
一、熟悉图纸
序号
项目
1 尺寸要求: 凹凸单件长60±0.1mm、宽40±0.1mm,配合尺寸 20±0.06mm,工艺孔尺寸4-Ф3mm。
2 形状公差: 直线度、平面度
3 位置公差: 平行度、垂直度、对称度0.2mm
4 技术要求: 配合间隙0.06mm、粗糙度等
量具 游标卡尺
刀口直尺
刀口直角尺 角度尺、游 标卡尺 粗糙度比较 样块
二、确定工艺过程
1、确定外形尺寸:按图样要求锉削加工外 形尺寸,尺寸达到60±0.05mm、83±0.05mm 及垂直度和平行度的要求。
2、划线:按图样要求划凹凸体的加工线, 并钻4-Ф3.2mm的工艺孔及废料孔 5-Ф3.2mm见(图1)。 注意: 划中心线 先钻孔
20mm尺寸误差值,从而保证c=a=20mm; 同样根据60mm的实际尺寸,通过控制 40mm尺寸误差值,从保证边d=b=20mm的 同时,其对称度在0.2mm内。
c、按划线锯去工件左角,用上述方 法锉削两垂直边。
注意: 反复测量 尺寸控制
序 加工内容 号
锯、锉加工 3 凸件符合质
量要求
图片
二、确定工艺过程
加工图片:
序 加工内容 号
划83X60矩形 线和凹凸件
1 线,在需钻
工艺孔的地 方打样冲眼, 并将其锯、 锉至合格尺 寸
图片Biblioteka 序 加工内容 号钻Φ3工艺 孔及凹件 2 錾削孔, 并将加工 好的矩形 沿预留的 锯缝锯开 凹凸件
图片
二、确定工艺过程
3、加工凸形面 a、按划线锯去工件右角,粗、精锉
削两垂直面a和b(见图2)。 b、根据40mm的实际尺寸,通过控制
钳工实习教师凹凸件锉配说课稿
《凹凸件锉配》——扬州太平洋重工技工学校一、课题分析(一)本课题在技能训练中的作用本课题选自中国劳动和社会保障出版社出版的《钳工技能训练》(全国中等职业技术学校机械类通用教材)第四版第十四课题的综合技能训练(二)。
通过本课题的技能训练,提高学生对图样分析、加工工艺步骤分析、划线、锯割、錾削、锉削、锉配的技能综合理解和熟练掌握。
本课题对培养学生掌握工件锉配技能,打下良好基础,为下面错配课题起到铺垫作用。
(二)教学目标根据本课题技能训练内容及教学大纲要求,结合学生前面课题实习的内容,确立本节课的教学目标如下:1.知识目标(1)对称度的概念。
详细分析,为讲解凸件加工工艺中“对称度”控制方法做准备。
(2)加工工艺步骤中的关键词关键词:划线、钻孔、锯割、錾削、锉削、锉配。
通过关键词的分析,培养学生对工件加工工艺方法的分析能力,要求学生针对本课题的关键词展开讨论,进一步加强对本课题加工工艺步骤的掌握,并且能应用到实际技能操作中去。
(三)教学重点、难点重点:让学生能够按照图纸要求进行备料和加工工件,保证尺寸精度、对称度、垂直度、平面度、表面粗糙度等要求。
保证锉配间隙达到要求的精度,掌握锉配修整的方法。
能够理解加工过程中的注意事项。
难点:让学生学会怎样保证对称度,掌握薄板料平面度的控制,凹凸件锉配怎样达到间隙要求,掌握锉配技巧。
二、教法分析实习教学过程是教师向学生传授技能训练方法、学生掌握技能的过程,采取目标教学法,通过教学目标阶段、实际操作目标阶段、达到实际操作检测阶段、巡回指导阶段、反馈矫正阶段来提高学生技能掌握水平,从而达到本课题的技能训练目标。
三、学法分析(一)建构学习在教学中,通过假设、提问、对话让学生回顾前面课题中训练的技能,然后再应用到本课题中所要应用的技能,通过探索、反举例、反问、讲授,导入本课题加工工艺,使学生更加明确本课题加工工艺思路,提高学生独立思考问题的能力,更提高学生对技能掌握的要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
课题:锉配凹凸体
授课教师:姚刚课时:10课时日期;2014年5月2日班级:14春机电1班或14春数控3班人数:30人或46人
备注
3. 加工凸形面
(1)按划线锯去基准面对面一角,根据80mm的实际尺寸,通过控制60mm 的尺寸误差值,从而保证达到005.020mm处的尺寸要求:同样根据60mm 的实际尺寸,通过控制40mm的尺寸误差值,从而保证在取得尺寸005.020mm的同时,又能保证其对称度在0.1mm内。
(2)按划线锯去另一角,用上述方法控制并锉尺寸005.020mm,至于凸形面的005.020mm的尺寸要求,可以直接测量。
4. 凹形面的加工
(1)采用排孔的方法去除凹形面的多余部分,然后粗锉值接近线条。
(2)精锉达到尺寸要求。
(3)全部锐边倒钝,并检查全部尺寸精度。
四、注意事项
1. 加工凸形件时一定要先去一角,通过控制尺寸间接控制对称度。
2. 为了保证精度,一定要少锉削,勤测量。
3. 各相关尺寸要保证在公差范围内尺寸相等。
4. 加工垂直面时,要防止锉刀碰伤另一垂直面,可以将锉刀进行修磨。