热轧设备组成
轧机详细介绍ppt课件
(10)薄(中厚)板坯连铸连轧。被认为是当今最成功的技术。 1989年在美国纽柯克劳福兹维尔厂采用西马克的CSP技术建成第 一条生产线。连铸机直接铸成50mm厚的薄板坯,经直通式隧道炉 均温后,直接进入精轧机轧成2.5~12.7mm的带钢。与传统热带钢 轧机相比:1)建设费用省20~34%;2)降低能耗70~80%;3) 生产周期短,可大幅降低流动资金占有量;4)吨钢成本下降80~ 100美元;5)经济规模在80~200万吨,非常适合日益兴起的短流 程小钢厂采用。
第一章 轧钢设备 基本知识
本章将讲述的主要内容
(1)简单介绍轧钢机的发展历史,并简单介绍轧钢机的基 本工作原理;
(2)简要介绍轧钢工艺及产品,使同学们能从感性上了解 轧钢生产过程及主要产品;
(3)简明讲解轧钢机的分类
(4)轧钢机主辅设备的基本组成和结构
(5)轧钢机的标称方法
(6)轧钢机的新发展
重点掌握:轧钢机分类方法;主机列及工作机座组成及各 部分作用;
名义直径作为轧钢机的标称。 例:1150二辊可逆初轧机
800三辊可逆/760×2三辊/650二辊两列横列式大型型钢轧机
(2)钢板轧机 用辊身长度标称,因为与能够轧制的钢板的最大宽度有关。
例: φ100/φ400×500四辊可逆冷轧板带轧机 1700二辊可逆/1700四辊可逆/1700×2四辊轧机/1700×7四辊连轧热带钢轧机
目的:降低轧制时主电机尖峰负荷,增加空载时的主电机
负荷,从而使负荷均匀化。
储存能量:
E GD2 n2 729
适用范围(1)轧制时间〈间隙时间;(2)轧辊不可逆。
Ⅰ主电机;Ⅱ传动机构(装置);Ⅲ工作机座
主电机:为轧辊旋转提供动力的设备 传动机构:通常由减速机、齿轮座、连接轴和连轴器等部件组成 工作机座(1)机架:在其窗口内安装轧辊的轴承 (2)轧辊:轧件在其间被轧制(压缩变形) (3)轧辊轴承:用于轧辊的支承和定位 (4)轧辊调整装置及上辊平衡装置:前者用于调整轧辊间的距离,后者用来消除上轴承 座与压下系统间的间隙 (5)导位装置:用来使轧件按照规定的位置、方向和状态准确进出孔型 (6)轨座(地脚板)机架安装在轨座上,轨座固定在基础上 不同类型轧机,工作机座组成部分大体一致。
蒂本斯TSP技术
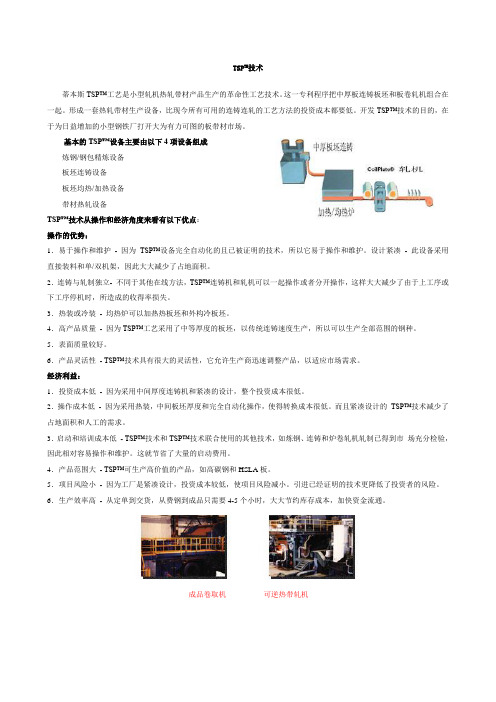
TSP™技术蒂本斯TSP™工艺是小型轧机热轧带材产品生产的革命性工艺技术。
这一专利程序把中厚板连铸板坯和板卷轧机组合在一起。
形成一套热轧带材生产设备,比现今所有可用的连铸连轧的工艺方法的投资成本都要低。
开发TSP™技术的目的,在于为日益增加的小型钢铁厂打开大为有力可图的板带材市场。
基本的TSP™设备主要由以下4项设备组成炼钢/钢包精炼设备板坯连铸设备板坯均热/加热设备带材热轧设备TSP™技术从操作和经济角度来看有以下优点:操作的优势:1.易于操作和维护- 因为TSP™设备完全自动化的且已被证明的技术,所以它易于操作和维护。
设计紧凑- 此设备采用直接装料和单/双机架,因此大大减少了占地面积。
2.连铸与轧制独立- 不同于其他在线方法,TSP™连铸机和轧机可以一起操作或者分开操作,这样大大减少了由于上工序或下工序停机时,所造成的收得率损失。
3.热装或冷装- 均热炉可以加热热板坯和外构冷板坯。
4.高产品质量- 因为TSP™工艺采用了中等厚度的板坯,以传统连铸速度生产,所以可以生产全部范围的钢种。
5.表面质量较好。
6.产品灵活性- TSP™技术具有很大的灵活性,它允许生产商迅速调整产品,以适应市场需求。
经济利益:1.投资成本低- 因为采用中间厚度连铸机和紧凑的设计,整个投资成本很低。
2.操作成本低- 因为采用热装,中间板坯厚度和完全自动化操作,使得转换成本很低。
而且紧凑设计的TSP™技术减少了占地面积和人工的需求。
3.启动和培训成本低- TSP™技术和TSP™技术联合使用的其他技术,如炼钢、连铸和炉卷轧机轧制已得到市场充分检验,因此相对容易操作和维护。
这就节省了大量的启动费用。
4.产品范围大- TSP™可生产高价值的产品,如高碳钢和HSLA板。
5.项目风险小- 因为工厂是紧凑设计,投资成本较低,使项目风险减小。
引进已经证明的技术更降低了投资者的风险。
6.生产效率高- 从定单到交货,从费钢到成品只需要4-5个小时,大大节约库存成本,加快资金流通。
轧钢主设备

由于连铸机改变连铸板坯宽度的能力较小,不能满足热轧带钢轧机的各种宽度规格,由粗轧机的立辊根据热轧带钢轧机需要的各种宽度规格的板坯宽度进行控制。热轧带钢轧机发展了立辊轧机,定宽压力机等形式的板坯宽度侧压设备。
5、精轧机组
精轧机组是成品轧机,布置在粗轧机组中间辊道或热卷箱的后面,是带钢热连轧线的核心设备。精轧是决定产品质量的主要工序,带钢的力学性能主要取决于精轧机终轧温度和卷取温度。
2国内的情况
1978年12月投产的武汉钢铁公司1700mm热连轧机计算机系统,是我国引进的第一套带钢热连轧计算机控制系统热带轧机。1989年宝钢2050mm热连轧机的建成投产,使我国热轧宽带钢轧机的生产技术和技术装备又上了一个新的高度。
3带钢热连轧生产工艺流程
原料准备→称重→加热→除鳞→定宽→粗轧→(调头尾)→保温(补热)→剪头尾→除鳞→精轧→层流冷却→卷取→热轧卷(检查、打捆、喷印、包装) →平整→热轧卷→精整→纵切→窄带钢→横切→钢板→酸洗→酸洗卷
四我国热连轧带钢生产采用的先进技术与特色技术
目前国内的热轧宽带钢轧机约有4类,其特色分别如下:
1传统热轧宽带钢轧机
(1)连铸坯热装和直接热装。该技术要求炼钢和连铸机稳定生产无缺陷板坯;热轧车间最好和连铸机直接连接,以缩短传送时间;在输送辊道上加设保温罩及在板坯库中设保温坑;板坯库中要具有相应的热防护措施,以保证板坯温度。应设有定宽压力机,减少板坯宽度种类。加热炉采用长行程装料机,以便于冷坯与热坯交换时可将高温坯装入炉内深处,缩短加热时间。精轧机后2机架采用轧辊轴向串动技术,以增加同宽度带钢轧制量。采用连铸、炼钢、轧钢生产计划的计算机一体化管理系统,以保证物流匹配。
第3阶段,这个阶段实际上是近1~2年开始的,是以提高效益、调整品种结构、满足市场需要和提高企业竞争能力为目的的发展阶段。由于近年国家经济快速发展,对钢材需求不断增加,因此除国营大中型企业外,中小型企业,甚至民营企业都把生产宽带钢作为今后发展的重点,或引进或采用国产技术,或建设传统热连轧宽带钢轧机或建设薄板坯连铸连轧生产线。这个阶段以鞍钢1700mm、2150mm(国产),唐钢1780mm薄板坯和1700mm(国产)、马钢1700mm薄板坯和2250mm、涟钢1700mm薄板坯、莱钢1500mm(国产)、本钢薄板坯、济钢1700mm(国产)、新丰1700mm(国产)、宝钢1800mm、首钢2250mm、武钢2250mm、太钢2250mm轧机为代表。同时,这个阶段对引进的二手轧机和原技术较落后的国产轧机进行了全面技术改造,使其达到了现代化水平。
轧机基础知识

轧机基础知识 轧机是实现⾦属轧制过程的设备。
泛指完成轧材⽣产全过程的装备﹐包括有主要设备﹑辅助设备﹑起重运输设备和附属设备等。
以下是由店铺整理关于轧机知识的内容,希望⼤家喜欢! 轧机的简介 实现⾦属轧制过程的设备。
泛指完成轧材⽣产全过程的装备,包括有主要设备、辅助设备、起重运输设备和附属设备等。
但⼀般所说的轧机往往仅指主要设备。
据说在14世纪欧洲就有轧机,但有记载的是1480年意⼤利⼈达·芬奇(Leonardo da Vinci)设计出轧机的草图。
1553年法国⼈布律列尔(Brulier)轧制出⾦和银板材,⽤以制造钱币。
此后在西班⽛、⽐利时和英国相继出现轧机。
轧机命名⽅式 按轧制品种、轧机型式和公称尺⼨来命名。
“公称尺⼨”的原则对型材轧机⽽⾔,是以齿轮座⼈字齿轮节圆直径命名;初轧机则以轧辊公称直径命名;板带轧机是以⼯作轧辊辊⾝长度命名;钢管轧机以⽣产最⼤管径来命名。
有时也以轧机发明者的名字来命名。
轧机主要设备 ⼯作机座 由轧辊﹑轧机牌坊、轴承包、轴承﹑⼯作台、轧钢导卫、轨座﹑轧辊调整装置﹑上轧辊平衡装置和换辊装置等组成。
轧辊 是使⾦属塑性变形的部件 ( 见轧辊 ) 。
轧辊轴承 ⽀承轧辊并保持轧辊在机架中的固定位置。
轧辊轴承⼯作负荷重⽽变化⼤﹐因此要求轴承摩擦系数⼩﹐具有⾜够的强度和刚度﹐⽽且要便于更换轧辊。
不同的轧机选⽤不同类型的轧辊轴承。
滚动轴承的刚性⼤﹐摩擦系数较⼩﹐但承压能⼒较⼩﹐且外形尺⼨较⼤﹐多⽤于板带轧机⼯作辊。
滑动轴承有半⼲摩擦与液体摩擦两种。
半⼲摩擦轧辊轴承主要是胶⽊﹑铜⽡﹑尼龙⽡轴承﹐⽐较便宜﹐多⽤于型材轧机和开坯机。
液体摩擦轴承有动压﹑静压和静- 动压三种。
优点是摩擦系数⽐较⼩﹐承压能⼒较⼤﹐使⽤⼯作速度⾼﹐刚性好﹐缺点是油膜厚度随速度⽽变化。
液体摩擦轴承多⽤于板带轧机⽀承辊和其它⾼速轧机。
机架 由两⽚“牌坊”组成以安装轧辊轴承座和轧辊调整装置﹐需有⾜够的强度和钢度承受轧制⼒。
轧钢机械设备(DOC)

轧钢机的定义狭义的定义:直接轧制钢材的机械设备广义的定义:用于轧制钢材所需的全部设备轧钢机械设备的组成主要设备:直接使轧件产生塑性变形的设备--轧钢机主机列,包括:工作机座、接轴、齿轮机座、减速机、联轴节、主电机辅助设备:主设备以外的各种设备,包括:加热炉、剪切机、辊道、矫直机、包装机等各种设备轧钢机分类(主设备)按用途分类<1> 开坯机:将钢锭轧成钢坯(方坯、板坯、圆管坯)<2>型钢轧机:将方坯轧成型材<3>热轧板带轧机:将板坯轧制各种厚度的板材<4> 冷轧板带轧机:将热轧板轧成冷轧板<5>钢管轧机:将圆管坯轧制成无缝钢管<6>特种轧机:特殊用途的轧机按结构分类<1> 二辊式可逆:初轧机、轨梁轧机、中厚板不可逆:型钢连轧机<2> 三辊式:走上下两条轧制线<3> 三辊劳特式:中辊浮动<4> 四辊式:由两个工作辊和两个支承辊构成<5> 多辊式:由两个工作辊和多个支承辊构成,主要用于冷轧板带钢<6> 行星式:<7> 立辊式:<8> 万能式:立辊+平辊<9> H型钢轧机<10>斜辊式按布置分类(1)单机座式优点:轧机少,易操作缺点:成本相对较高(一个电机、一个减速机、一个齿轮机座带一个轧机)(2)横列式主要用于型钢轧机,一个电机带多个轧机优点:(1)设备成本低;(2)可采用大规格原料,降低轧材成本;(3)头尾温差小,轧材尺寸教精确。
缺点:(1)后架轧辊的速度不能与增长的轧件长度相匹配;(2)轧件要横移,需设移钢机。
(3)纵列式一个电机分别带一个轧机,每架轧机轧完后进入下一架轧机。
优点:(1)产量高;(2)轧辊速度与轧件长度相匹配缺点:(1)厂房细长;(2)机械投资大(4)连续式一个电机分别带一个轧机,轧件同时进入每架轧机,常用于冷轧。
轧机设备参数
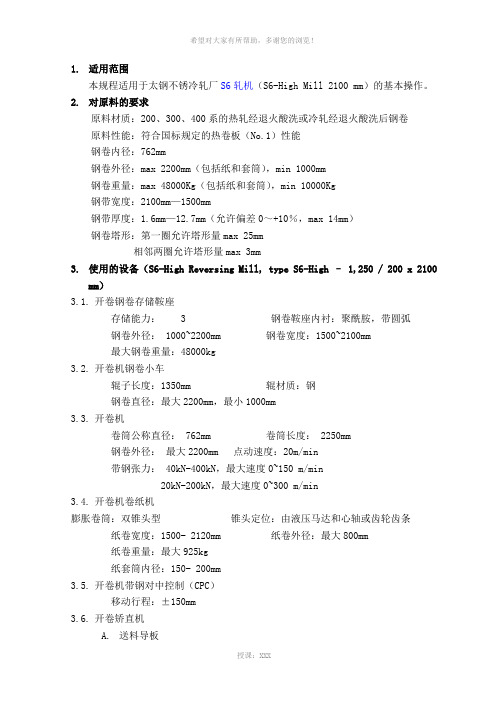
1.适用范围本规程适用于太钢不锈冷轧厂S6轧机(S6-High Mill 2100 mm)的基本操作。
2.对原料的要求原料材质:200、300、400系的热轧经退火酸洗或冷轧经退火酸洗后钢卷原料性能:符合国标规定的热卷板(No.1)性能钢卷内径:762mm钢卷外径:max 2200mm(包括纸和套筒),min 1000mm钢卷重量:max 48000Kg(包括纸和套筒),min 10000Kg钢带宽度:2100mm—1500mm钢带厚度:1.6mm—12.7mm(允许偏差0~+10%,max 14mm)钢卷塔形:第一圈允许塔形量max 25mm相邻两圈允许塔形量max 3mm3.使用的设备(S6-High Reversing Mill, type S6-High – 1,250 / 200 x 2100mm)3.1.开卷钢卷存储鞍座存储能力: 3 钢卷鞍座内衬:聚酰胺,带圆弧钢卷外径: 1000~2200mm 钢卷宽度:1500~2100mm最大钢卷重量:48000kg3.2.开卷机钢卷小车辊子长度:1350mm 辊材质:钢钢卷直径:最大2200mm,最小1000mm3.3.开卷机卷筒公称直径: 762mm 卷筒长度: 2250mm钢卷外径:最大2200mm 点动速度:20m/min带钢张力: 40kN-400kN,最大速度0~150 m/min20kN-200kN,最大速度0~300 m/min3.4.开卷机卷纸机膨胀卷筒:双锥头型锥头定位:由液压马达和心轴或齿轮齿条纸卷宽度:1500- 2120mm 纸卷外径:最大800mm纸卷重量:最大925kg纸套筒内径:150- 200mm3.5.开卷机带钢对中控制(CPC)移动行程:±150mm3.6.开卷矫直机A.送料导板倾斜导板:一个差动液压缸B.导向辊导向辊为平稳转动,硬化钢表面,直径为450mm的自由辊。
C.夹送辊夹送辊外径:300mm辊身长度: 2200mm涂层:PU涂层3.7.矫直机矫直辊辊径:大约180(174)mm×2250 mm辊材质:钢3.8.切头剪切头剪在矫直机的后面,用于剪切带钢头尾。
轧制机械概论
4.4.4 板、带材冷轧机 4.4.4.1 带材冷连轧机 冷连轧带材车间包括: 连续酸洗机组、五机架冷连轧机、电解清洗机组、 罩式退火及连续退火机组、平整机组、连续镀锡机组、连续镀锌机组、 精整机组等. ➢ 酸洗: 清除表面氧化皮. 盐酸酸洗. 连续酸洗、半连续酸洗、推式酸洗 等. ➢ 退火: 是冷轧带材生产不可缺少的重要工序. 罩式退火、连续退火两种 方式.
2021/3/11
2021/3/11
2021/3/11
按结构: 按轧辊数目、及轧辊在机座中的配置形式. ➢ 水平配置、垂直配置、倾斜配置; ➢ 二辊、三辊、四辊、多辊.
轧辊结构的确定很大程度上决定了轧机的强度、刚度、轧机生产方式,即决定了 产品规格、产量及质量.
2021/3/11
2021/3/11
2021/3/11
单电机、多传动、多机座 轧机
1-主电机;2-电动机联轴 节;3-主减速器;4-主联 轴节;5-齿轮机座;6-万 向节轴;7-轧辊;8-中间
轴;9-圆锥齿轮
4.3 轧机的标称 型材轧机: ➢ 主要性能参数是轧辊名义直径,与其能够轧制轧件的最大断面尺寸有关. ➢ 以轧辊辊身名义直径或齿轮机座中心距作为轧机标称. ➢ 轧制车间有多个主机列时,以末架轧辊辊身名义直径. 板带轧机: ➢主要性能参数是轧辊辊身长度,与其能够轧制的产品最大宽度有关. 以轧 辊辊身长度来标称.
驱动主电机、传动装置、工作机座三部分的构造简图称为轧机的主机列简图.
单电机、单传动、单机座轧机 1-主电机;2-电动机联轴节;3-飞轮;4-主减速器;5-主联轴节;6-齿轮机
座;7-半万向接轴
2021/3/11
双电机、双传动、单机座 轧机
1-主电机;2-电动机联轴 节;3-中间轴;4-万向节
热轧带钢的轧机与布置形式
首钢技师学院
热轧带钢的轧机与布置形式
一
热轧带钢的轧机
热轧带钢的轧机有: 二辊轧机、四辊轧机及板形控制轧机。 其中:二辊轧机用于粗轧机组的开坯道次轧制; 四辊轧机多用于粗轧机组的后部道次轧制与精轧机组轧制; 板形控制轧机包括:HC轧机、PC轧机、CVC轧机和WRB轧机等,主
要用于精轧机机组板形控制轧制。
首钢技师学院
热轧带钢的轧机与布置形式
3、3/4连续式 这是对全连续式的一种改进,在粗轧机组设有4架轧机,前两架均为可 逆式,后两架成连轧布置。
5
6
首钢技师学院
热轧带钢的轧机与布置形式
热轧带钢不同布置形式的比较
布置形式
连续式
特点
品种比较单一,生产及设备维护比较方便;设备 比较多,厂房长度较长,投资比较大 生产方式比较灵活,适合于产量不高,品种规格
式组成;粗轧机组的轧机形式和布置则有些不同,其轧机的 主要布置形式有:全连续式、半连续式和 3/4 连续式三种。 (上述称呼是加上精轧机组的全称呼)
加热炉
粗轧机组
精轧机组
卷取机
首钢技师学院
热轧带钢的轧机与布置形式
1、全连续式 粗轧机组由5 ~ 6个机架组成,一般情况是前几架为二辊水平轧机, 后几架为四辊水平轧机。 常用的布置形式分为两种:一种是所有轧机呈跟踪式布置,每架轧机 轧制一道,不可逆。
首钢技师学院
热轧带钢的轧机与布置形式
2、半连续式
粗轧机组由一架二辊可逆式轧机和一架带立辊的四辊可逆式轧机组成,
分两种情况:一种是二辊不可逆轧制、四辊可逆轧制,用以生产卷带钢。
不可逆轧制
可逆轧制
首钢技师学院
热轧带钢的轧机与布置形式
51钢铁PPT-1780mm热轧板带工程工艺设备介绍
1.3 板加区及其主要工艺特点
板加区有二个部分组成:三个板坯跨和二个加热 跨。在板坯跨板坯库布置成与主轧线相垂直的T字 形式,由两个跨间组成,每跨跨度33m,长197m。 两个跨间设置了三条辊道:1号主要用于碳钢连铸 与热轧的连接,并与加热炉装炉辊道直接连接, 作为上料、直接热装板坯的辊道;2号用于碳钢连 铸与热轧的连接,并与轧制线直接连接,作为碳 钢冷装板坯的卸料辊道;3号辊道用于不锈钢连铸 与热轧的连接,作为不锈钢连铸坯的卸料辊道 (返回)。在连铸下线清理的合格的板坯,可由 连铸的一台100t过跨台车运入热轧板坯库。每跨 设有两台30t电动板坯夹钳桥式起重机,轨面标高 12m。
800000 1324000
合计
-
-
-
2822000
(5)
1.2 热轧1780mm平面布置
热轧1780mm工程和冶炼和连铸相连接,从热 轧的工艺流程看有东向西和1580热轧方向相 反,整个热轧的工程(一期)总长700米,共 分成三个区。板坯、加热炉区,主轧区和钢 卷库区。
按功能分成:板坯库、加热炉上料跨、加热 炉跨、主轧跨、钢卷库、主电室、磨辊间等 组成。
(7)
加热炉与轧线垂直布置,加热炉上料跨与主轧跨 平行,跨度36m,长度70m,设置有装炉辊道、 加热炉装料机等。跨间内设有一台30t桥式起重机, 轨面标高11m。
加 热 炉 跨 与 主 轧 跨 相 邻 平 行 , 跨 度 21m , 长 度 70m。跨间内设置一台20t桥式起重机。
加热炉出料端在主轧跨内,布置两台加热炉出钢 机、加热炉出炉辊道等。
(4)
表1 按产品流向分配的年产量表
下工序 生产品种
代表牌号或钢号
产品规格 (mm)
热轧钢卷 量(t)
镍板带热轧机组工艺及设备配置特点
一技 麻
果继续进行轧制将很 困难 ,所 以需要进行补温加
热。
卷小车将移动一个卷位等待收集下一卷钢卷 ,直到 收集三卷钢卷后 ,卸卷车移至线外 。收集好 的钢卷
可 由天 车成组 吊走 。
在以往的轧制生产线上进行补温时 ,必须用剪 切机将长板坯剪切变短至能进人加热炉的长度后下 线,待重新加热后再放 回到生产线上继续轧制,这 样将导致卷取的带卷或带钢长度较小 ,由于后续冷 轧生产线上又需要进行大卷轧制 ,以致于不得不将 较多的热轧卷拼接到一起 ,其后果是产品质量难 以
1—液压剪切机;1—冷床输入辊道 ;1一冷床 ;2一冷床输 出辊道 ;2一 下料机 ;2—下料台架 。 7 8 9 O 1 2
图 2 镍板带热轧机组示意图
料装置、机后延伸辊道及压头矫直机等。
式 ,采用液压 A C控制技术 。压下系统中设测压 G
之 间的辊道上 ,直接 送入水 平轧 机进行轧 制 。由于
进行精轧,由于在精轧阶段具有轧件厚度更薄 , 且
轧制时间更长 ,轧件的温降和温差更大等特点,所 以,为保持轧件温度 ,在四辊精轧机的人 口和出口 侧辊道上方还设置 了保温罩 ,在轧制时保 温罩放 下,以减小轧制时板带辐射温降, 保证轧制顺利进行。 由于镍板带 自身的特 l导致在轧制进行过程中 生 会产生较大的弯曲。因此 ,为保证正常轧制 ,在四 辊水平轧机与卷取机之间靠近卷取机侧设有一台压 平矫直机 ,当带材头部和尾部或中部有较大弯 曲 时,可使用压平机对板带先进行压平 ,然后继续进 行轧制 。 当生产带钢卷时 ,轧出的带钢通过输出辊道向 卷 取机运送 ,经 卷取机 人 口对 中侧导 板对 中后 ,由
期
CF f t l
4
1 上料机 ;2 一 一上料 台架 ;3 一人炉辊道 ;4_Ⅱ _力热炉装料机;5 —加热炉 ;6 一出炉辊道 ;7 一高压水除鳞机 ;8 —轧 机前延伸辊道 ;9 一补温