铜密闭鼓风炉熔炼技术经济指标
一冶的铜是这样炼出来的

一冶的铜是这样炼出来的□刘英刚一冶,系铜陵有色公司第一冶炼厂的简称,是新中国的第一个冶炼厂。
第一冶炼厂(原名铜官山冶炼厂)建于新中国成立初期。
当时国家的经济建设即将开始,朝鲜战争已经打响,所有这些,都需要铜,而建厂的条件极不成熟:机械设备制造能力极低,设计机构还未组建,资金短缺等等。
1950年华东工业部组建铜官山工程处,并抽调以喇华佩为首的几位工程技术人员,于1951年5月1日开始,借助一本外文炼铜教科书进行设计。
根据铜矿资源少,资金又困难等情况,采用烧结机——鼓风炉——转炉生产流程。
实践证明,这些冶炼设备能够较好地适应提高生产能力的需要。
鼓风炉可以沿长度增加水套,扩大炉床面积,烧结机和转炉都可延长或增加台数。
在一冶投产后的三十多年中,随着铜山、狮子山、凤凰山等矿山的陆续投产,铜原料不断增多,鼓风炉纵向水套的块数由最初的4块逐步增加至6块、7块、10块,而炉床面积则由原来的3.6平方米逐步加大至5.4平方米、6.4平方米及10.5平方米。
烧结机由最初的一台8.5平方米增加至两台16平方米。
转炉的公称能力也经历过5吨、8吨、15吨,而且其台数由2台增加至5台。
对一冶的建设,铜官山工程处采用三自(自行设计、自行制造设备、自行施工)、三边(边设计、边施工、边生产)的措施,缩短建设周期。
第一冶炼厂自1951年5月1日开始设计,投入330万元,仅用两年的时间便获得最终产品,于1953年5月1日产出第一炉粗铜。
不可否认,由于建设期间条件较差,装备水平低,机械化程度不高,因而劳动强度比较高,劳动条件也很差。
烧结机的生产是人工抬料、拌料、进料、布料,烧结块的运输全部是人夹手推,工人在火花四溅、硫烟滚滚的烧结机尾部将装满火红冒烟烧结块的元宝车推到堆场,再用大铁钳将火红的烧结块夹下来成堆(因烧结机在鼓风炉开炉前几个月便开车生产)。
为了改变这种恶劣条件,一年后,国家批准《改善烟害工程》,建一个地下大矿仓,烧结块的运输实行了机械化,但劳动条件没有改善,烟、尘依旧。
密闭鼓风炉富氧熔炼

新 疆 有 色 金 属
1 3 7
密闭鼓风炉富氧熔炼
吴 建 军
( 新疆众鑫矿业股份有限责任公 司 哈密 8 3 9 0 0 0 )
摘 要 关 键 词 本 文介绍了众鑫镍冶炼厂密闭鼓风炉 富氧熔炼前后 炉况 出现的变化和渣型的调整。 密 闭鼓 风炉 富氧熔炼 床能率 本床 精矿 渣 型 金 属回收率
项目 N i C u F e
工艺依据质检部 的各家精矿化验单数据 , 进行 分析 、 对 比。根据众鑫鼓风炉的特性进行配料 , 把易 熔 和难熔精矿 以一定 比例 , 进行混合 , 调配处适合众 鑫矿业鼓风炉的混合精矿 。表 2 为混合后精矿化验 结果。
表 2 混合后精矿化验结果表
合亚克斯采、 选厂, 收购周边选厂的镍精矿产品, 为 型的目的, 就是尽量降低渣含金属, 提高金属回收
卧式转炉吹炼 , 产品为水淬金属化高冰镍。众鑫 2 生产原料
冶炼厂于 2 0 0 7 年5 月投产 , 当年 投 产 即打 通 生 产 工
艺, 产 出合 格产品 。当时鼓风炉是空气熔炼 。空气 熔炼造成鼓风炉床能率低下 , 前、 本床温度低 。金属 产 品 产 量 偏 低 。随 着 周 边 选 厂 的增 加 和 扩产 , 镍精 矿产 品供应量大于众鑫熔炼要求 。在这种情况下公
和鑫
镜儿泉
5 . 2 9
O . 8 3 0 . 2 4 9 4 2 . 0 2 2 8 . 1 2 6 . 8 2
1 . 3 8
4 . 1 9
2 。 3 原料的物理特性 这五家精矿 , 都是 细粉状 矿 , 色泽 灰 、 黑。其 中 四家含水分一般都 在 1 3 %~ 1 4 . 5 %之 间 , 只有详论精 矿最湿 , 含水分 2 4 . 7 %。 2 . 4 精 矿 配料 和调 配后 的精 矿成 分
鼓风炉富氧熔炼炼铜

冶炼厂鼓风炉炉渣含钙、铜高低研析

The Judgment of Calcium and Copper Content of Blast Furnace Slag of Smelter
SU Fenglai (Zijin Mining Group COMMUS SAS, Kolowezi, Congo (Kinshasa)) Abstract: This paper summarizes the production practice of Zijin Mining Group COMMUS SAS since it was put into operation for three years, and puts forward a method to judge the calcium and copper content of the slag by the physical characteristics of the slag (slag temperature, slag fluidity, slag color, etc.), so as to provide guidance for the closed blast furnace smelting practice of copper oxide concentrate in Congo (Kinshasa). Keywords: copper oxide concentrate; slag type; calcium content; copper content
(CaO • 2SiO2)存在。也就是说,若炉渣中没有游离 的二氧化硅,则炉渣的表面就不会出现光面。 3.2渣含铜的判断
在正常的操作条件下,人们可以根据水淬渣的 颜色来判断炉渣含铜的高低。炉渣含铜由高到低的颜 色变化如下:黑红(V 0.6% )—暗红(0.6% ~ 1.0%) -艳红(> 1.0%)。人们可以根据炉渣的颜色恰当
铜密闭鼓风炉熔炼技术经济指标精选全文
31.7
1.11
1.03
17.8
11.8
17.9
23.7
29.9
29.6
35.7
41.5
47.7
10
25.5
36.6
30.9
1.21
0.844
30.7
9.7
14.6
19.4
24.3
40.4
45.3
50.1
55.0
从表2可看出,精矿中硫铜比不宜小于1.2。采用富氧空气熔炼时脱硫率实例见表3。
表3 富氧空气熔炼脱硫率实例,%
六、年工作日
密闭鼓风炉的年工作日主要取决于设备寿命、检修制度和炉结的清理。表8为10㎡密闭鼓风炉主要设备寿命与检修制度。
表8 鼓风炉系统主要设备寿命与检修制度
项 目
设备寿命与检修制度
鼓风炉水套
寿命3a左右
加料斗
寿命一年左右,每年大修时更换
前床
每年中修一次,每次10~20d,每2~3a大修一次,每次30d
4.1~4.7
6.5~8.5
9.5
1.46
14.18
20.73
35.34
4.4~4.5
7~8
8.77
1.54
14.12
21.71
38.24
4.41~4.72
6~8
7.60
铜硫品位
总脱硫率
入烟气
入炉渣
炉顶烟气温度
烟出口烟气温度
出口烟气中SO2
%
%
%
%
℃
℃
%
27.57
44.73
41.64
3.09
300~480
理论脱硫率可根据精矿到化学组成用以下经验公式粗略计算(假定精矿中的硫化物主要为Cu2S、mFeS.nFeS2):
铜密闭鼓风炉熔炼技术操作条件
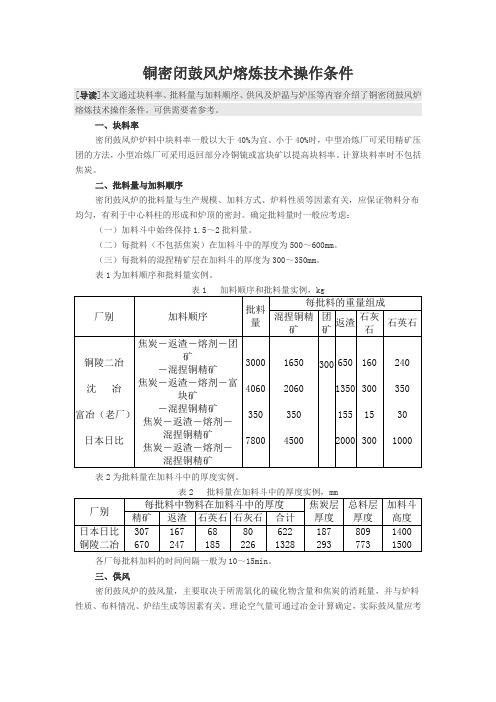
密闭鼓风炉的批料量与生产规模、加料方式、炉料性质等因素有关,应保证物料分布均匀,有利于中心料柱的形成和炉顶的密封。确定批料量时一般应考虑:
(一)加料斗中始终保持1.5~2批料量。
(二)每批料(不包括焦炭)在加料斗中的厚度为500~600mm。
(三)每批料的混捏精矿层在加料斗的厚度为300~350mm。
铜密闭鼓风炉熔炼技术操作条件
[导读]本文通过块料率、批料量与加料顺序、供风及炉温与炉压等内容介绍了铜密闭鼓风炉熔炼技术操作条件。可供需要者参考。
一、块料率
密闭鼓风炉炉料中块料率一般以大于40%为宜。小于40%时,中型冶炼厂可采用精矿压团的方法,小型冶炼厂可采用返回部分冷铜锍或富块矿以提高块料率。计算块料率时不包括焦炭。
340
420
470
烟气单体硫含量,g/m³0.78
0.35
密闭鼓风炉炉顶负压过高,漏入空气量增加,降低了烟气中二氧化硫浓度。但负压过低又会造成炉顶操作条件恶化,一般控制在50~100Pa为宜。表11为炉顶负压与烟气二氧化硫浓度的测定值。
表11 炉顶负压与烟气二氧化硫浓度的测定值
㎡
t/(㎡·d)
m³/min
%
m³/(㎡·d)
m³/t
10.5
38~45
390~400
21
30~38
~1400
10
40~45
330~400
21
33~40
~1240
2
40~45
75~80
21
38~40
~1320
1.5
45~50
50~55
21
33~37
~1060
2、风压 密闭鼓风炉的鼓风压力主要取决于炉内阻力,在一定范围内增加风压对熔炼过程有利。但风压过高会增加烟尘率和料层穿孔而跑空风。目前各厂的鼓风压力一般控制在8~10kPa。表4为鼓风压力实例。
三种铜冶炼炉所需材料及理化性能指标表
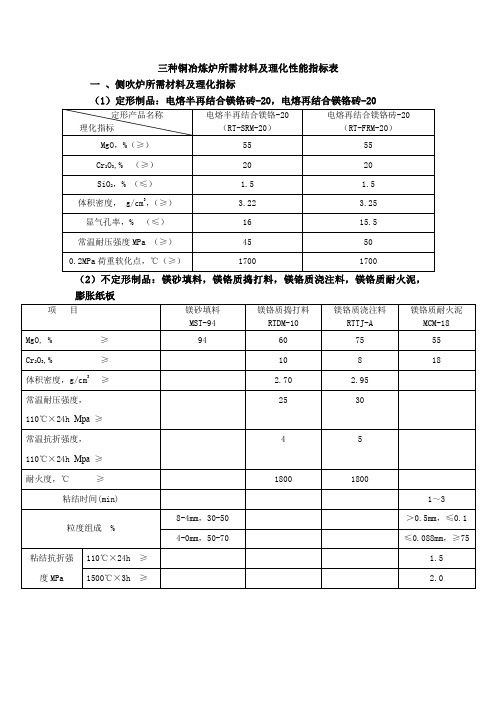
三种铜冶炼炉所需材料及理化性能指标表
一、侧吹炉所需材料及理化指标
(1)定形制品:电熔半再结合镁铬砖-20,电熔再结合镁铬砖-20
(2)不定形制品:镁砂填料,镁铬质捣打料,镁铬质浇注料,镁铬质耐火泥,膨胀纸板
二、底吹炉所需材料及理化指标
(1)定形制品:电熔半再结合镁铬砖-20,电熔再结合镁铬砖-24
(2)不定形制品:镁砂填料,镁铬质耐火泥,镁铬质捣打料,膨胀纸板
三、阳极炉所需材料及理化指标
(1)定形制品:电熔半再结合镁铬砖-20,电熔再结合镁铬砖-20
(2)不定形制品:镁砂填料,镁铬质耐火泥,镁铬质捣打料,膨胀纸板。
熔池熔炼资料重点

(4) 白银法
白银法是1972年由白银有色金属公司选冶厂研究开发的 强化熔炼方法。1979年命名为白银法,1980年正式投入工 业生产。白银法的特点是炉自中部设有隔墙,将熔池分为 熔炼区和澄清区两大部分。在熔炼区域形成的冰铜和炉渣, 通过隔墙下面的孔道流入炉子的澄清区进行分离。冰铜和 炉渣间断地从虹吸井和渣孔放出。
开风口量锅炉产蒸汽/(t·h-1)
22
蒸汽压力/MPa
3.528
电收尘收尘效率/%
99.9
进硫酸车间烟量/(m3·h-1) 100000
进硫酸车间烟气中 ψ(SO2)/%
烟罩漏风率/%
8.5 50
锅炉漏风率/%
10
电收尘漏风率/%
8
冶炼加收率/%
98
渣选矿尾矿中ω(Cu)/%
0.34
诺兰达炉硫实收率/% 97(不含转炉)
每吨粗铜综合耗标煤/t
0.69
精矿消耗氧气/(万m3·t-1)
100
制酸尾气中ψ(SO2)/(×10-6) 硫酸质量
<400 一级品
37 3 22 4.312 98
7.5 50 10 5 98 0.4 95 0.6 100 <500 一级品
14
(3) 瓦纽科夫法
5
(1) 反射炉熔炼
熔池熔炼
图1 造锍熔炼反射炉
6
反射炉熔炼与鼓风炉熔炼相比有:可以连续生产和一 个炉内澄清分离的优点。但有一些致命的缺点:1) 熔炼过 程热效率低,大量的热量被烟气带走和被炉体散失;2) 反 射炉内氧位较低,因此脱硫率仅为25%,FeS几乎全部进入 冰铜中,故冰铜品位低;3) 烟气中SO2含量较低(0.5~2.0%), 难以利用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
19.4
4
24.6
28.5
28.7
1.16
1.005
20.4
11.6
17.5
23.5
29.1
32.0
37.9
43.6
49.5
5
26.2
24.9
31.2
1.33
0.893
29.6
10.3
15.5
20.6
25.8
39.9
45.1
50.2
55.4
6
29.4
30.3
30.6
1.03
1.013
17.5
项 目
邵武厂
铜陵二冶
富冶
(新厂)
试生产期
生产期
精矿成分
Cu
S
富氧浓度,O2
16~22
25~28
24
17.7~22.4
26.5~32.5
27~30
21~24
28~30
27
10~15
25~30
22~24
块料率
焦率
铜硫品位
脱硫率
42.4
6.80
30~33
46.0
35~40
6.5~7.0
34.3~41.5
53.5~57.2
富冶厂铜的分配情况见表6。
表6 富冶厂铜的分配实例
项 目
铜量,t
比例,%
原料收入
167.5
100
回
收
铜
铜锍
烟尘
小计
161.034
3.427
164.451
96.16(直收率)
2.05
98.19(总回收率)
损
失
铜
水碎渣
机械损失
小计
2.201
0.838
3.039
1.31
0.50
1.81
注:本表根据18d生产情况编制,渣含铜0.245%。
34.9
32.3
1.72
0.926
32.1
10.6
16.0
21.2
26.6
42.7
48.1
53.3
58.7
2
20
39.9
31.9
2.0
0.80
41.3
9.2
13.8
18.3
23.0
50.5
55.1
59.6
64.3
3
42.1
26.8
18.0
0.6
0.673
0.0
7.7
11.7
15.3
19.4
7.7
11.6
六、年工作日
密闭鼓风炉的年工作日主要取决于设备寿命、检修制度和炉结的清理。表8为10㎡密闭鼓风炉主要设备寿命与检修制度。
表8 鼓风炉系统主要设备寿命与检修制度
项 目
设备寿命与检修制度
鼓风炉水套
寿命3a左右
加料斗
寿命一年左右,每年大修时更换
前床
每年中修一次,每次10~20d,每2~3a大修一次,每次30d
表7 冶炼至制酸过程中硫的分配情况实例
项 目
分配比,%
硫
的
损
失
进入粗铜的硫
进入鼓风炉渣的硫
进入烟尘的硫
进入铅渣、砷渣中的硫
尾气损失的硫①
其它损失的硫
总损失的硫
0.38
5.07
0.87
1.45
0.58
1.07
9.42
硫酸中回收的硫②
90.58
总计
100
① 制酸流程中采用了尾气处理;
② 进入冶炼混合烟气的硫为92.7%,制酸系统硫的回收率为97.7%。
混捏机
2~3个月换一次叶片,每次1d,每年炉子大修时,全面检修
实践表明,密闭鼓风炉的炉结生长速度可以在一定范围内通过合理的操作予以控制,并且可以逐步做到长期连续生产,不需停风,降料处理。
密闭鼓风炉年工作日一般为310~330d,但如考虑与制酸系统一致,年工作日一般定为300~320d。
K-FeS氧化率,随炉型、操作条件而异,一般为0.2~0.5,可通过试验确定。
根据以上公式对各种精矿计算的脱硫率见表2。
表2 各种精矿计算的脱硫率
精矿
种类
Cu %
S %
Fe %
S/Cu
Fe/S
DS1%
DS2%
DST%
K=0.2
K=0.3
K=0.4
K=0.5
K=0.2
K=0.3
K=0.4
K=0.5
1
20.3
30.8
31.7
1.11
1.03
17.8
11.8
17.9
23.7
29.9
29.6
35.7
41.5
47.7
10
25.5
36.6
30.9
1.21
0.844
30.7
9.7
14.6
19.4
24.3
40.4
45.3
50.1
55.0
从表2可看出,精矿中硫铜比不宜小于1.2。采用富氧空气熔炼时脱硫率实例见表3。
表3 富氧空气熔炼脱硫率实例,%
420~510
1.4
32.49
51.95
48.66
3.29
250~600
460~560
2.7
35.65
58.71
55.55
3.16
250~400
470~560
2.9
三、焦率
密闭鼓风炉熔炼的焦率直接影响烟气二氧化硫浓度,生产时应尽量控制较低的焦率。由于对焦炭的质量及物理规格控制不严,焦率常较理论值高,一般为8%~10%。当炉料含硫较高、采用富氧空气熔炼、风口喷煤粉或热风吹重油等措施时,焦率可控制在6%~8%。
30~35
9~11
34~36
~55
46~58
7~8.5
32~35
50~54
富冶(老厂)2㎡炉焦率与脱硫率的关系实例参见表4。
表4 富冶2㎡炉焦率与脱硫率的关系实例
项 目
单 位
上 旬
中 旬
下 旬
精矿S/Cu
精矿含铜
精矿含硫
块料率
鼓风量
鼓风压力
焦率
%
%
%
km3/h
kPa
%
1.65
12.64
21.05
34.2
熔炼过程的金回收率可达98%~99.9%,银可达97%~99.8%。
五、硫回收率
目前国内各厂大都将鼓风炉烟气与吹炼烟气混合后制酸,硫的回收率从回收的硫酸产量计算得出。硫回收不仅与熔炼的各项指标与操作有关,且与吹炼的操作以及制酸的流程及操作等因素有关。因此对目前各厂的硫回收率指标应作具体的分析。
熔炼,吹炼烟气全部制酸时,硫的回收率可达85%~90%。表7为富冶(新厂)硫的分配情况表。
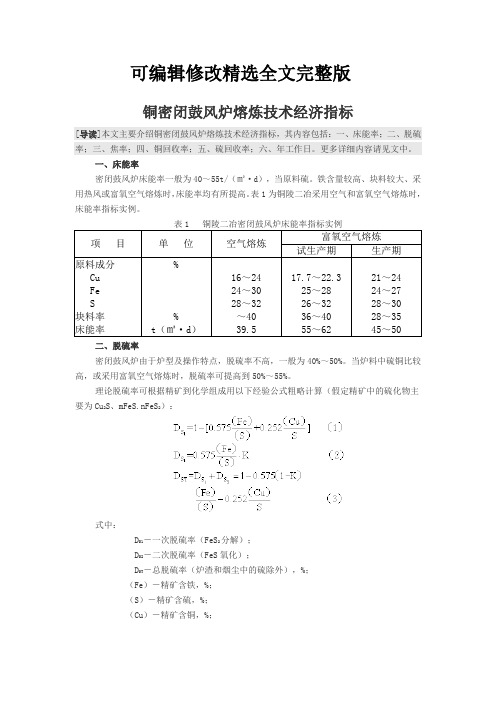
表1 铜陵二冶密闭鼓风炉床能率指标实例
项 目
单 位
空气熔炼
富氧空气熔炼
试生产期
生产期
原料成分
Cu
Fe
S
块料率
床能率
%
%
t(㎡·d)
16~24
24~30
28~32
~40
39.5
17.7~22.3
25~28
26~32
36~40
55~62
21~24
24~27
28~30
28~35
45~50
二、脱硫率
密闭鼓风炉由于炉型及操作特点,脱硫率不高,一般为40%~50%。当炉料中硫铜比较高,或采用富氧空气熔炼时,脱硫率可提高到50%~55%。
密闭鼓风炉焦率实例见表5。
表5 密闭鼓风炉焦虑实例
项 目
沈 冶
富冶(老厂)
铜陵二冶①
邵武厂②
富冶(新厂)③
A
B
炉料含硫,%
床能率,(t/㎡·d)
焦率,%
20~30
40~50
9~11
25~35
40~45
8~9
26~30
55~60
6.5~7.2
30.93
48
7~8
25~28
64.34
6.5~7.2
25~30
55~60
7~8.5
① 铜陵二冶A为富氧空气工业试验数据;B为1986~1993年生产平均值;
② 富氧空气工业试验数据;
③ 富氧空气生产资料。
四、铜回收率
密闭鼓风炉由于流程简单,中间环节少,铜锍品位较低,炉渣含四氧化三铁较少,渣含铜较低,故铜回收率较高。但如果精矿混捏不好,烟尘率加大,可降低铜回收率。一般直收率可达94%~96.5%。铜总回收率可达98%~98.5%。
理论脱硫率可根据精矿到化学组成用以下经验公式粗略计算(假定精矿中的硫化物主要为Cu2S、mFeS.nFeS2):
式中:
DS1-一次脱硫率(FeS2分解);
DS2-二次脱硫率(FeS氧化);
DST-总脱硫率(炉渣和烟尘中的硫除外),%;
(Fe)-精矿含铁,%;
(S)-精矿含硫,%;
(Cu)-精矿含铜,%;
11.6
17.5
23.1
29.1
29.1
35.0
40.6
46.6
7
21.6
30.7
28.0
1.42
0.912
29.6
10.5
15.6
20.9
26.4
40.1
45.2
50.5
56.3
8
16.3
33.7
32.4
2.07