整体式叶轮的三维造型及数控加工
叶轮的三维建模与仿真制造
北京工业大学耿丹学院毕业设计(论文)题目:风能驱动物料传送装置中叶轮的三维建模与仿真制造姓名袁帅系名机械系专业机械制造及其自动化学号090101222指导教师黄磊20133年5月9日日期20120133年5月9日201目录摘要 (I)Abstract (II)第一章绪论 (1)1.1数控加工技术概述 (1)1.2复杂曲面造型技术 (2)1.3复杂曲面零件数控加工技术 (3)1.4论文的主要研究内容和工作 (5)第二章复杂曲面的Pro/E造型方法 (6)2.1引言 (6)2.2本课题研究的目的 (6)2.3本课题研究的意义 (7)2.4叶轮的生产纲领 (7)第三章叶轮零件的三维建模与仿真制造 (8)3.1叶轮Pro/ENGINEER三维模型创建流程图 (8)3.2创建叶轮 (8)3.3CAXA制造工程师2013软件仿真加工 (23)3.3.1转换为CAXA软件 (23)3.3.2叶轮粗加工 (24)3.3.3叶轮精加工 (29)3.3.4定义毛坯 (33)3.3.5进行仿真加工 (33)3.3.6生成G代码 (34)结论 (35)参考文献 (36)致谢 (47)摘要本文主要是通过利用Pro/ENGINEER 4.0软件独立设计叶轮零件图纸,编制加工工艺、加工程序等各种工艺文件,通过配备CAXA系统的加工中心进行仿真加工制造。
叶轮类零件是一类具有代表性且造型比较规范的、典型的通道类复杂零件,其形状特征明显,工作型面的设计涉及到空气动力学、流体力学等多个学科,因此曲面加工手段、加工精度和加工表面质量对其性能参数都有很大影响。
故叶轮的设计与制造密不可分。
传统的叶轮加工方法是叶片与轮毂采用不同的毛坯,分别加工成形后将叶片焊接在轮毅上。
此方法不仅费时费力,且叶轮的各种性能难以保证。
近年来,多轴数控技术尤其是五轴数控技术的发展使得叶轮的整体加工成为可能并日益普及。
本文主要进行了风能驱动物料传送装置中叶轮设计制造。
整体叶轮的加工工艺

整体叶轮的加工工艺0 引言叶轮是涡轮式发动机、涡轮增压器等动力机械的关键部件,广泛应用于航空航天、船舶机械、石油化工等领域。
日常生活中常见的应用就是汽车的涡轮增压器。
整体叶轮的形状比较复杂,叶片的扭曲大,极易发生加工干涉,因此其加工的难点在于流道、叶片的粗、精加工。
本文将利用UG NX、UG/Post Builder、VERICUT对五轴编程中的三大难点(刀路轨迹的编写、后置POST的编写、仿真验证)进行详细的说明。
1 加工工艺分析考虑到整体叶轮实际的工作情况,一般整体叶轮的曲面部分精度高,工作中高速旋转,对动平衡的要求高等诸多要求,结合叶轮的形状、结构特点、材料安排工艺路线如下:1)铣出整体外形,钻、镗中心定位孔;2)精加工叶片顶端小面;3)粗加工流道面;4)精加工流道面;5)精加工叶片面;6)清根处理。
本文主要研究了流道粗、精加工和叶片精加工加工轨迹规划。
对于整体叶轮为叶片分布均匀的回转体类零件,应选择它的底面圆心作为工件的原点,进而简化工件的找正和后处理过程。
根据整体叶轮的几何模型特征,可以基本上确定例如加工所使用机床型号、刀具参数、夹具和装夹方式等。
叶轮的加工使用DMG 75V的机床,SIEMENS 840D的控制器。
该机床配备有X、Y、Z三个线性轴,B、C两个回转轴构成了一台标准的TH(Table_Head)结构的五轴联动加工中心。
刀具的使用方面,五轴联动加工中优先使用球头刀和圆角R刀加工,这样可以最大程度上减少由刀具引起的过切和干涉。
对于流道较窄的叶轮,在加工窄流道处时,可以适当选择锥度球头铣刀,可以有效的提高刀具的刚性。
流道粗加工过程去除主要加工余量,直接影响着精加工的效率和质量,提高开粗加工的效率和质量对整个叶轮的加工具有重要意义。
叶轮流道部分的加工余量并不随着叶轮型线均匀分布,切削过程中切削深度不断变化,刀具受力变化较为剧烈,大大缩短了刀具寿命,降低了加工质量,这需要合理规划加工轨迹。
基于CAXA制造工程师的叶轮数控加工

三 、 造 。
对 以上方案综合分析后我们发现 , 如果大规模增加受热面 , 不仅增 大了改造的工作量 , 还会 造成炉 内空 间狭小 而不利于检 修 。因此 , 我们决定通过抬高炉膛火焰 中心的方法 , 提高炉膛烟 气 出口温度 , 同时 , 在喷燃器 四周辐射卫燃带 , 以减少水 冷壁的 吸热 , 进一步提高炉膛 出口烟气温度 。通过计算 , 决定采用 以下
加工。
一
图 1 叶轮基体圆柱
2叶片造型 。 1 以X 平面为基准平面 , . () Z 构造等距面 , 距离为 4 m 大于叶片最 大直径处 ;2 选择构造平 面进入草 图 , 5 m, () 将所 给样条曲线的坐标依 次输人 , 生成样 条曲线 ( 2 ;3 制作一个 图 )()
、
叶 轮 的 特征 造 型
伸 2mm, 果 如 图 1 示 。 0 结 所
图 2 叶片轮廓样条 曲线
降导致辐射传热量减少而对 流传 热量增加 , 体现在过热器上为 :
屏过 ( 以辐射 吸热为主要吸热之一 ) 吸热量减少 , 低过 ( 以对流传 热为主 ) 增加 。另外 , 理论燃 烧温度下 降还导致各受热面传热温
( 3 上 次风至下 2 风 以下 l 次 m左右 ) 标高 1 70至 1 0 , 24 980区域 范围, 分块 布置卫燃带 , 总面积约 lO O m 。卫燃带采用碳化硅材 料, 厚度控 制为 6 mm。 0 二是将 燃烧器所 有喷 口上摆 1 。 2 。燃 烧器 1 次风 、 次风 、 2 3 次风 喷 口与原燃烧器简 体匹配 , 油枪进退不受影 响 , 风管 、 煤粉 管道也无需做相应改造 ;
场焊 口46 。 1个
基于UG10.0整体叶轮数控成形仿真研究
基于UG10.0整体叶轮数控成形仿真研究曾念【摘要】由于整体叶轮构造复杂,加工精度要求严格,其叶片的型面为自由型面并有一定的扭曲,同时叶片内流道较窄,为此在加工时很容易出现过切、碰撞、干涉等现象,加工难度大。
结合工程应用,设计了整体叶轮的数控成形整套加工方案,并基于UG 10.0软件的CAD/CAM功能模块,重点研究了叶片成形过程仿真,验证了方法的可行性。
所提出的数控成形加工方案,经仿真验证叶轮能够获得很好的成形,对整体叶轮及类似零件的精密成形加工具有一定的工程实际意义。
%Integral impeller has a complicated structure and has strict precision requirement on processing. The blade is free-profiled and distorted to some degree, and the flow path is narrow. Hence, prone to overcutting, collision, interference and other problems, the processing is rather difficult.A CNC machining forming proposal was put forward for integral impeller based on engineering application. It focused study on the blade forming process simulation based on UG NX10.0 software CAD/CAM modules and verified the feasibility of the method. The CNC forming proposal could get a better form after verifica-tion by simulation. It has a great significance for the precision forming of integral impeller and similar parts.【期刊名称】《精密成形工程》【年(卷),期】2016(007)004【总页数】4页(P96-99)【关键词】涡轮叶片;自由型面;数控仿真;CAD/CAM;UGNX【作者】曾念【作者单位】自贡市职业培训学院,四川自贡 643000【正文语种】中文【中图分类】TH164叶轮类零件在矿山、军工、船舶、航空等许多行业领域中应用广泛,如风机和飞机发动机叶轮、水泵叶轮等,也是这些机械设备的核心部件,其制造技术水平和制造质量将直接决定该设备的整体性能和稳定性。
叶轮建模及数控加工仿真
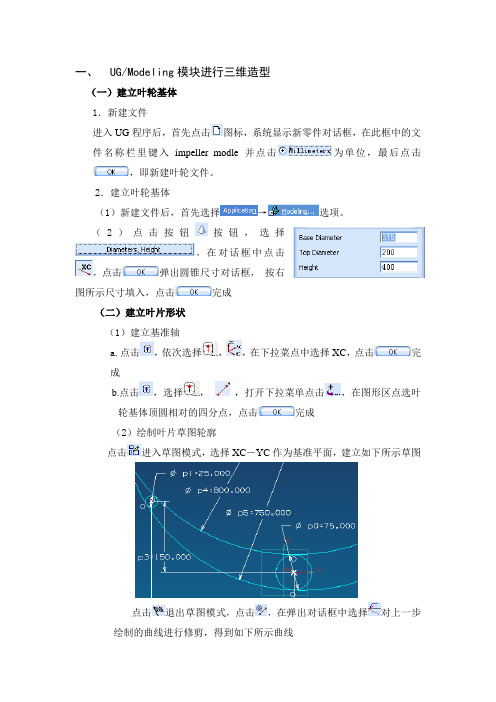
一、UG/Modeling模块进行三维造型(一)建立叶轮基体1.新建文件进入UG程序后,首先点击图标,系统显示新零件对话框,在此框中的文件名称栏里键入impeller_modle并点击为单位,最后点击,即新建叶轮文件。
2.建立叶轮基体(1)新建文件后,首先选择→选项。
(2)点击按钮按钮,选择,在对话框中点击,点击弹出圆锥尺寸对话框,按右图所示尺寸填入,点击完成(二)建立叶片形状(1)建立基准轴a.点击,依次选择,,在下拉菜点中选择XC,点击完成b.点击,选择,,打开下拉菜单点击,在图形区点选叶轮基体顶圆相对的四分点,点击完成(2)绘制叶片草图轮廓点击进入草图模式,选择XC-YC作为基准平面,建立如下所示草图点击退出草图模式,点击,在弹出对话框中选择对上一步绘制的曲线进行修剪,得到如下所示曲线(3)拉伸叶片点击,选择,用鼠标分别选取上图中曲线的四根线段,点击弹出对话框,选择,在弹出对话框中点击沿Z轴方向拉伸,点击,在对话框的end distance栏中填入300,点击,选择,点击完成叶片拉伸操作。
(4)修剪叶片a.建立修剪用曲面点击,以(420,0,260),(-10,0,300)为坐标绘制直线,点击,鼠标选取图形区中刚绘制的直线,点击,选择,在弹出对话框中点击,两次点击,确保基点坐标为零,start angle和end angle 分别填入-50和50。
点击完成b.用曲面修剪叶片点击,在图形区点选叶片,点击,在图形区点选上一步完成的曲面,选择完成修剪叶片操作。
(5)建立圆阵列点击,选择,在界面图形区中点击上一步完成的叶片,点击,阵列数为5,转角72°。
(6)建立倒圆角特征a.在叶片底部建立12.5倒圆角点击,在default radius处填入12.5,用鼠标分别选取图形区中叶片和叶轮基体的交界线,点击完成。
b.建立叶片顶部变半径倒圆角点击,在前打勾,在图形区分别点选下图所示三点,每点的圆角半径值为1:31.25;2:12.5;3:1.5625,点击完成c.建立叶轮基体倒角点击,选择,在图形区点选叶轮基体的顶圆和底圆,点击,在offset处填入6.25,点击完成(三)建立叶轮基体键槽等其他特征a.建立孔特征1.点击,选择,在弹出对话框中点击,点击,尺寸如右图,点击,基点坐标为(0,0,0),点击,选择,在图形区点选叶轮基体,点击完成。
整体叶轮的加工工艺

整体叶轮的加工工艺摘要:根据叶轮加工专业软件中NC 程序模块分类思路以及通用叶轮数控工艺的需求分析,在对某型叶轮进行五轴加工工艺编排过程中对此方法进行了工程试用,最后通过VIRICUT 加工仿真平台验证了叶轮工艺及特征分类方法的可行性和正确性。
关键词:叶轮;加工特征;加工模块1 引言随着航空发动机推重比的日益提高,在风扇与压气机中整体叶轮的结构得到越来越多的应用,其省去了连接用的榫头、榫槽,使零件数大为减少。
然而却带来单件结构复杂、刚性差、材料加工难度大、加工质量要求高,加工量大等一系列加工难点。
而且整体叶轮上的叶片往往由复杂的自由曲面经过三维扭曲组成,几何精度要求很高,因此对加工程序的编制提出了更高的要求。
如何快速地缩短我国叶轮加工工艺技术与发达国家的距离,研发我国自主版权的叶轮加工专业模块及软件,成为我国叶轮加工工艺技术研究中亟待解决的问题。
2 整体叶轮分类与CAD/CAM 系统结构目前航空发动机技术中所采用的整体叶轮按结构形式分为开式与闭式两种构型,开式叶轮按照气流的运行方式又可分为轴流式叶轮与离心式叶轮。
对于压气机转子和风扇等具有复杂曲面叶片叶轮的制造通常采用五轴数控铣削加工的方式实现其精度要求,较为成熟的工艺主要有:精锻毛坯+精密数控铣削加工;焊接毛坯+精密数控铣削加工。
采用通用加工软件对整体叶轮进行精密数控铣削加工的CAD/CAM 系统,如图2 所示。
图2整体叶轮的通用CAD/CAM 系统在通用加工软件中,首先根据叶轮图纸及型值点数据建立整体叶轮模型,之后对已有模型中的轮毂、流道、叶片等区域分别进行工艺编制和程序编写,并通过加工仿真验证程序的可行性,最后通过机床相应后置处理得到可以用于加工的NC 代码。
3 加工特征分类的整体叶轮加工工艺3.1 加工刀具的选择为了提高加工效率及保证刀具刚性,在叶轮的加工过程中应尽可能使用直径大的刀具。
通过UG 软件的距离分析功能可得被加工叶轮的叶片间距Lmin为8.2mm,为了保证半精加工余量δmax并为刀轴摆动角度预留空间,可以通过(1)式预估刀具直径,各参数定义,如图3所示。
毕业设计_基于UG叶轮的造型加工及数控编程
1 绪论1.1课题的确定整体式叶轮作为动力机械的关键部件,广泛应用于航天航空等领域,其加工技术一直是制造业中的一个重要课题。
从整体式叶轮的几何结构和工艺过程可以看出:加工整体式叶轮时加工轨迹规划的约束条件比较多,相邻的叶片之间空间较小,加工时极易产生碰撞干涉,自动生成无干涉加工轨迹比较困难。
因此在加工叶轮的过程中不仅要保证叶片表面的加工轨迹能够满足几何准确性的要求,而且由于叶片的厚度有所限制,所以还要在实际加工中注意轨迹规划以保持加工的质量。
目前,我国大多数生产叶轮的厂家多采用国外大型CAD/CAM软件,如UG NX、CATIA、MasterCAM等随着航空航天技术的发展,为了满足发动机高速、高推重的要求,在新型中小发动机的设计中大量采用整体结构叶轮。
选择数控加工仿真技术,适合加工种类多、需求少、难加工的整体叶轮,减少整体叶轮加工的成本。
本课题主要研究的是航空发动机上整体叶轮的数控加工工艺、造型、数控加工仿真及数控编程。
而且且本文选用目前流行且功能强大的UG NX4.0对复杂曲面整体叶轮进行加工轨迹规划。
下图是叶轮零件图1-1,1-2,1-3.前视图1-1俯视图1-2叶片之间的角度以上各图在后面会详细的分析。
1.2国内(外)发展概况及现状的介绍通常在整体叶轮的设计图上给出的是叶片中性面上顶部和根部的两组数据点,包括顶部和根部的一系列离散数据点和对应点的叶片厚度值。
本课题采用B 样条方法对叶轮曲面进行造型。
整体结构叶轮(图1-1)的应用可使航空发动机推重比、工作效率、寿命及可靠性大大提高,因此在各类新型发动机及大推力火箭发动机中应用愈来愈多,其加工质量的优劣对发动机的性能有着决定性的影响,而其叶片的形状又是机械中最难加工的曲面构成的。
因此,整体叶轮的加工一直是机械加工中长期困扰工程技术人员的难题。
为了加工出合格的叶轮,人们想出了很多的办法。
由最初的铸造成型后修光,到后来的石蜡精密铸造,还有电火花加工等方法。
基于UG的整体叶轮仿真加工
基于UG的整体叶轮仿真加工发布时间:2022-08-15T08:00:31.780Z 来源:《中国科技信息》2022年第7期作者:谭志德[导读] 叶轮的设计和制造精度直接影响其空气动力性能和机械效率,如何实现整体叶轮高质量、高精度及高效率的加谭志德广西蓝天航空职业学院,航空工程学院,广西来宾,546100)摘要:叶轮的设计和制造精度直接影响其空气动力性能和机械效率,如何实现整体叶轮高质量、高精度及高效率的加工工艺,一直都是机械加工行业中的热点话题。
本文通过分析研究压气机整体叶轮复杂的几何形状及加工技术要求,制定加工工艺路线,利用UG NX 10.0进行仿真加工,生成数控机床所能识别的NC代码,从而提高整体叶轮的数控加工效率与加工质量。
关键词:叶轮;UG;仿真加工1. 绪论整体叶轮是压气机的核心零件,也是压气机结构中唯一对气体做功的元件,在机械透平领域中起着至关重要的作用,整体叶轮的加工工艺一直是机械加工制造行业中的一个重要课题,叶片的设计制造和加工工艺通常需要综合考虑流体力学、叶片表面光顺性及叶片强度等诸多因素的影响。
近几年来工业的飞速发展,对压气机叶轮的需求量越来越大,就目前,叶轮的最高转速以达100000r/min,这对叶轮叶片的设计和表面加工质量要求也是越来越高[1]。
当前,在国外整体叶轮的加工方式多为五轴高速铣削加工,且在设计制造技术和加工工艺上已经非常成熟。
国外叶轮制造技术之所以能够领先主要还是因为凭借着专业软件的优势,例如美国MAX系列就是专门用于叶轮类零件加工的软件。
目前国内叶轮的生产方式是大多都是依靠CAD/CAM软件进行辅助设计制造,就叶轮方面还没有形成自己的核心加工技术,在工艺以及效率方面都还有待提高。
本文将对压气机整体叶轮进行详细的分析,再利用UG NX 10.0进行仿真加工。
2. 整体叶轮结构及加工工艺分析2.1. 压气机叶轮结构分析压气机叶轮即工作轮,是压气机的核心元件,一般由轮盘、叶片、轮毂三部分组成,叶轮及各部分组成如图1所示。
浅谈基于UG的复杂曲面叶轮三维造型及五轴数控加工技术
叶轮数控加工仿真研究【 J 】 . 陕 西 国防 工
业 职 业技 术学 院 学 报 , 2 0 1 l , 2 1 ( 2 ) : 4 5 -
47.
工程序都应经过分 度和旋转 , 且 在 轮 毂 和
可 能存在 一些不需 要的拐点 , 即 出 现 不 光 叶 片 没 有 全 部 加 工 完 时 , 不应 进 入 下 一 个 【 4 】阎长 罡 , 贾 国高 . 基于 UG N X 4 . O 的整体
行 于 气 流 通 道 的 方 向进 行 走 刀 。 具 体 加 工
比较 完 美 地 完 成 对 整 体 叶 轮 的 三 维 造 型 。 应 用 uG软 件 对 整 体 叶 轮 进 行 五 轴 加 工 的
/C AM 软 件 , 在 的 中间位置设 置开槽加 工槽 , 铣 刀应 沿 平 但 它 作 为 一 款 通 用 的 CAD
迹 生 成研 究 【 D 】 . 哈 尔 滨 工程 大 学 硕士 学 位论文 , 2 0 l 2 .
【 3 】李俊 涛 , 吴 让利 . 基于 UG N X 6 . 0 的 整体
.
维造 型工作( 如 图2 所示) 。 2 . 5 光顺 曲线 实 际工作 中 , 生 成 叶 片 的 曲线 和 曲 面
工 业 技 术
建议采用 第二种方式 。 2 . 4 建立 整体 叶轮 在 完成 单个叶 片和 轮毂的 造型后 , 我
们 要 建 立 整 个 叶轮 的 CAD 模型 , 建 立 步 骤 如下: ( 1 ) 因 为 叶片 是 沿 圆周 均布 的 , 所以 需 要 根 据 叶 片 的 数 量 确 定 叶 片 沿 圆 周分 布 的
3 叶轮 的五 轴数控加工流程
( 1 ) 锻压毛坯 : 毛 坯 采 用 高 强度 的锻 压
整体叶轮5轴数控加工工艺仿真技术研究
整体叶轮5轴数控加工工艺仿真技术研究*夏雨(浙江工商职业技术学院机电工程学院,浙江宁波315012)【摘要】分析了整体叶轮的造型轮廓和加工特点,依据叶轮的整体形状和加工工艺技术要求,确定了基于UG NX 软件的5轴加工策略,生成刀路轨迹,并完成整体叶轮零件的数控仿真的加工。
结果表明:经过加工工艺的优化,通过在5轴加工中心加工整体叶轮,零件的表面质量和加工效率得到全面提升,对叶轮类零件的加工有一定借鉴的意义。
关键词:整体叶轮;5轴加工;UG NX ;加工工艺;仿真技术中图分类号:TG659文献标识码:BDOI :10.12147/ki.1671-3508.2023.02.014Study on the Simulation Technology of5-Axis CNC Machining Process of Integral ImpellerXia Yu(College of Mechanical and Electrical Engineering,Zhejiang Bussiness and Technology Institute,Ningbo ,Zhejiang 315012,CHN )【Abstract 】The modeling contour and processing characteristics of the integral impeller are analyzed.Based on the overall shape of the impeller and the technical requirements of the machining process,the 5-axis machining strategy based on UG NX software is determined,the toolpath trajectory is generated,and the machining of the integral impeller part with CNC simulation is completed.The results show that after the optimization of the machining process,the surface quality and machining efficiency of the parts are comprehensively improved by machining the integral impeller in the 5-axis machining center,which has certain significance for the machining of impeller-type parts.Key words :integral impeller ;5-axis machining ;UG NX ;machining process ;simulationtechnology*基金项目:浙江省教育厅访问工程师项目:手机马达整盘治具数控加工技术研究(编号:FG2022085);浙江工商职业技术学院2021年学校科研年度项目“整体叶轮叶片多轴铣削加工技术研究”(编号:KYND202108)1引言整体叶轮零件在航空航天、汽车工业、冶金石油工业里有广泛的应用,作为机械结构零件的核心部件之一,其特点是结构复杂,加工困难和应用范围广,同时对整体叶轮的加工质量和加工精度要求较高,整体叶轮的曲面形状复杂,优化的加工工艺一直是制造业重要研究方向,因此,本文主要讨论经过优化的加工工艺能提升整体叶轮的加工质量,提高加工效率,并能广泛应用到各个场合[1]。