【公差讲义】前言:尺寸公差的来历及概述
公差基础知识培训课件

尺寸公差带(简称公差带)——公差带是表示公差大小和相对于零线位
置的一个 区域。
公差基础知识——尺寸公差
尺寸公差带(简称公差带)——公差带是表示公差大小和相对于零线位 置的一个 区域。
பைடு நூலகம்
公差基础知识——尺寸公差
常见符号标注: φ——直径
R——半径(包括圆角半径)
S φ/ SR——球直径/球半径
公差基础知识——尺寸公差
公差分类
尺寸公差
形状公差
位置公差
公差基础知识——尺寸公差
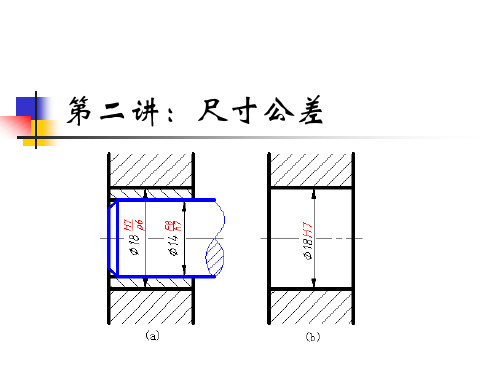
尺寸公差 1 线性尺寸公差 线性尺寸公差仅控制要素的局 部实际尺寸(两点法测量),不 控制要素本身的形状误差(如圆 柱要素的圆度和轴线直线度误 差或平行平面要素的平面度误 差)。形状误差应由单独标注的 形状公差、未注形状公差或包 容要求控制(见图1), 标注说明: 实际轴的局部实际尺寸必须位 于149.96至15。之间;线性尺寸 公差(0.04)不控制要素本身的 形状误差。如图16)所示。
上偏差=最大极限尺寸- 基本尺寸 下偏差=最小极限尺寸- 基本尺寸
公差基础知识——尺寸公差
最大实体状态(MMC)——是指在给定长度上处处位于尺寸极限之内, 并具有实体的最大时的状态。 最大实体尺寸(MMS)——是指实际要素在最大实体状态下的极限尺寸, 用dM(轴),DM(孔)表示。 对于孔或者槽(内尺寸)来说,就是最小极限尺寸。 对于轴或者凸台(外尺寸)来说,就是最大极限尺寸。
公差基础知识——尺寸公差
一、术语 基本尺寸——设计给定的尺寸。实际尺寸——零件制成后,通过测量 所得的尺寸。
极限尺寸——允许零件实际尺寸变化的两个界限值,其中较大的一个 尺寸称为 最大极限尺寸,较小的一个尺寸称为最小极限尺寸。 尺寸偏差(简称偏差)——某一尺寸减去基本尺寸所得的代数差。尺 寸偏差有上偏差、下偏差(统称极限偏差)和实际偏差。
公差

第二章尺寸的极限与圆柱结合的互换性学习指导本章学习的目的是掌握基础标准《极限与配合》的一般规律,为合理选用尺寸公差与配合、学习其它典型零件的公差与配合,进行尺寸精度设计打下基础。
学习要求是对极限与配合标准中的术语定义,要着重搞清其概念与作用,并抓住它们之间的区别与联系进行分析,避免单纯从定义上孤立地去理解;重点要掌握标准公差与基本偏差的结构、特点和基本规律以及尺寸公差与配合的选用原则。
第一节概述1944年:国民党政府制定了“尺寸公差与配合”的国家标准,但实际使用的是日本、德国、美国标准。
1955年:参照苏联标准,第一机械工业部颁布“公差与配合”的部颁标准,此标准只是将苏联标准(OCT标准)付与了中文名词。
1959年:颁布了“公差与配合”的国家标准GB159~174—1959(简称“旧国标”)(精度等级偏低、配合种类偏少)1979年:参照国际标准制定了“公差与配合”的国家标准GB1800~1804 —1979(简称“新国标”)取代GB159~174—1959 1992~1996年上述新国标进行了部分修订,将《公差与配合》改为《极限与配合》,用《极限与配合基础第一部分:词汇》(GB/T1800.1—1996)替代GB1800-1979中的《公差与配合的术语及定义》,用《一般公差线性尺寸的未注公差》(GB/T1804—1992)替代《未注公差尺寸的极限偏差》(GB1804—1979)。
国家标准《极限与配合》中,公差与配合部分的标准主要包括:GB/T1800.1—1997《极限与配合基础第1部分:词汇》GB/T1800.2—1998《极限与配合基础第2部分:公差、偏差和配合的基本规定》GB/T1800.3—1998《极限与配合基础第3部分:标准公差和基本偏差数值表》GB/T1800.4—1999《极限与配合标准公差等级和孔、轴的极限偏差表》GB/T1801—1999《极限与配合公差带和配合的选择》GB/T1804—2000《一般公差未注公差的线性和角度尺寸的公差》。
尺寸公差分类

尺寸公差分类摘要:1.尺寸公差的定义与重要性2.尺寸公差的分类方法3.尺寸公差的实际应用正文:一、尺寸公差的定义与重要性尺寸公差是指产品零部件在生产加工过程中,允许其尺寸在一定范围内波动的限度。
简单来说,就是允许产品尺寸存在一定的偏差。
尺寸公差在机械制造、精密仪器等领域具有极高的重要性,因为它直接影响到产品的质量、性能和可靠性。
合理的公差设置可以保证产品的功能和使用寿命,同时还能降低生产成本。
二、尺寸公差的分类方法根据不同的分类标准,尺寸公差可以分为以下几类:1.根据公差等级:分为IT01、IT0、IT1、IT2、IT3、IT4、IT5、IT6、IT7、IT8、IT9、IT10 共11 个等级,其中IT01 为最高精度,IT10 为最低精度。
2.根据公差带:分为宽松公差带、紧缩公差带、正常公差带和精密公差带。
不同公差带适用于不同精度要求的产品。
3.根据公差区域:分为单边公差、双边公差、对称公差、不对称公差和轴向公差。
不同公差区域适用于不同形状和结构的产品。
4.根据公差数值:分为线性公差、角度公差、圆跳动公差、径向跳动公差、端面跳动公差等。
不同公差数值适用于不同尺寸和形状的产品。
三、尺寸公差的实际应用尺寸公差在实际应用中主要体现在以下几个方面:1.保证产品的功能:合理的公差设置可以确保产品在不同工况下的功能性能。
2.提高生产效率:通过优化公差设置,可以降低生产过程中的加工要求,提高生产效率。
3.降低成本:合适的公差等级可以减少不必要的加工和检验环节,降低生产成本。
4.便于装配:合理的公差设置可以使产品零部件在装配时更容易达到互换性,提高装配效率。
5.提高产品的可靠性:合适的公差设置可以降低产品在使用过程中的故障率,提高产品的可靠性和寿命。
总之,尺寸公差作为产品生产过程中的一个重要参数,对产品的质量、性能、可靠性和生产成本具有重要影响。
尺寸公差基本概念解读
公差 0.046
0.025 0.052
55.000
44.975 25.026
尺寸公差带图
由于Biblioteka 差与偏差的数值相差较大,不便用同 一比例表示, 故采用公差带图。 零线:表示基本尺寸的一条直线,以其为基 准确定偏差和公差,零线以上为正,以下为 负。 尺寸公差带:由代表上、下偏差的两条直线 + 所限定的一个区域。公差带有两个基本参数, 0 即公差带大小与位置。大小由标准公差确定, 位置由基本偏差确定。 标准公差:标准中表列的,用确定公差带大 小的任一公差。 基本偏差:标准中表列的,用以确定公差带 相对于零线位置的上偏差或下偏差。一般为 靠近零线的那个极限偏差。
标准公差系列
根据公差等级不同,国标规定标准公差分为20 个等级,即IT01、IT0、IT1、IT2、…、IT18。 从IT01到IT18,等级依次降低,而相应的标准 公差值依次增大。 基本尺寸分段:为减少标准公差的数目,简化 公差表格以利生产,国标对基本尺寸进行了分 段,主段落常用尺寸13段,大尺寸8段,见表24。在标准公差和基本偏差的计算公式中,基本 尺寸一律以所属尺寸段的几何平均值来计算。 按几何平均值计算出的公差值经尾数化整,即 得出标准公差值。见表2-1。
标准公差计算举例
基本尺寸为20mm,求IT6、IT7的公差值。 解:基本尺寸20mm,属于18~30mm, 则D= 18 30 =23.24mm 公差单位i=0.45 3 D+0.001D=1.31μm 查表2-2 IT6=10i IT7=16i 即IT6=10 ×1.31μm=13.1μm≈13 μm IT7=16 ×1.31μm=20.96 μm ≈21 μm
尺寸与公差

範例說明
一根軸的直徑為Φ50 0.008 基本尺寸︰ Φ50 最大極限尺寸d max ︰ Φ50.008 最小極限尺寸d min Φ49.992 ︰ 零件合格條件︰ Φ50.008≧實際尺寸≧ Φ49.992
思考並回答
偏差與公差相關術語及定義
1.尺寸偏差︰是指某一尺寸減去基本尺寸所得 的代數差(偏差值除了零外須加正負號) 2.極限偏差︰指極限尺寸減去基本尺寸的代數差 3.實際偏差︰指實際尺寸減去基本尺寸的代數差 下偏差≦實際偏差≦上偏差
Ymin Dmax d min 60.03 60.04 0.01
Ymax Dmin d max 60 60.06 0.06
過渡配合 可能具有間隙或過盈的配合。 孔的公差帶
最大極限尺寸 最小極限尺寸
最小极限尺寸 最大极限尺寸
最大间隙 最大过盈
與軸的公差 帶相互交疊
範例說明
一根軸的直徑為Φ50 0.008
偏差可負可正
上偏差 es d max d 50.008-50=+0.008 ︰ 下偏差 ei d min d 49.992-50=-0.008 ︰ 公 差 Ts d max d min es ei︰0.008-(-0.008)=0.016
标准公差 基本偏差
公差帶的大小
基本尺寸
0+ —
0 基本偏差 标准公差
公差帶的位置
基本偏差 用以確定公差帶相對于零線的位置。 一般為靠近零線的那個偏差。
基本偏差系列 基本偏差系列確定了孔和軸的公差帶位置。
A B C
CD
zc
c cd b a
基本尺寸
0
+
p rs t m n k g h js f fg j d e ef
尺寸标准公差
尺寸标准公差尺寸标准公差是指在工程制图和零件加工中,为了保证零件尺寸的精度和质量,对零件尺寸偏差的一种规定。
尺寸标准公差是在设计图纸上规定的,它是零件尺寸与公差的配合,是设计者对零件尺寸精度的要求。
在实际生产中,尺寸标准公差的正确应用对于保证零件的质量和性能具有非常重要的意义。
首先,尺寸标准公差的作用是明确零件尺寸的允许偏差范围。
在零件加工中,由于各种原因,如材料的不均匀性、加工设备的精度、人为操作的误差等,都会导致零件的尺寸偏差。
因此,尺寸标准公差的设定可以明确规定零件尺寸的上下限,使得零件在加工后能够保证尺寸的精度和稳定性。
其次,尺寸标准公差还可以指导零件的加工工艺。
在零件加工中,根据设计图纸上规定的尺寸标准公差,加工工人可以根据公差的要求选择合适的加工工艺和加工设备,从而保证零件尺寸的精度和质量。
同时,尺寸标准公差也可以指导加工工人在加工过程中的操作方法,使得零件的加工过程更加科学、合理。
另外,尺寸标准公差还可以为零件的检验提供依据。
在零件加工完成后,需要对零件的尺寸进行检验,以确保零件的质量符合设计要求。
而尺寸标准公差可以作为零件检验的依据,检验人员可以根据设计图纸上规定的公差要求,对零件的尺寸进行合理的检验,从而判断零件的质量是否合格。
在实际应用中,尺寸标准公差的设定应该考虑到零件的实际使用情况和加工工艺的可行性。
如果尺寸标准公差设置过小,会增加零件的加工难度和成本,并且可能会导致零件的加工精度无法保证;而如果尺寸标准公差设置过大,会影响零件的装配和使用精度,甚至影响整个产品的性能和质量。
因此,在设计图纸上规定尺寸标准公差时,需要综合考虑零件的使用要求、加工工艺的可行性以及成本控制等因素,合理确定尺寸标准公差的数值。
总之,尺寸标准公差在工程制图和零件加工中具有非常重要的作用,它可以明确零件尺寸的偏差范围,指导零件的加工工艺,并为零件的检验提供依据。
因此,在实际应用中,设计者和加工人员都应该充分理解尺寸标准公差的意义,并合理应用尺寸标准公差,以保证零件的质量和性能,满足产品的设计要求。
尺寸公差与检测 ppt课件

Tf =|Xmax-Xmin| Tf =|Ymax-Ymin| Tf =|Xmax-Ymax|
Tf=Th+Ts
配合制(基准制)
1. 基孔制配合 基孔制配合是指基本偏差为一定的孔的公差带,与不同基本偏 差的轴的公差带形成各种配合的一种制度。
基准制 a)基孔制 b)基轴制
2. 基轴制配合 基本偏差为一定的轴的公差带与不同基本偏差的孔的 公差带形成各种配合的一种制度,称基轴制配合。
ppt课件 39
三、一般、常用和优先的公差带与配合 (一)一般、常用和优先的公差带 GB/Tl801—2009规定了基本尺寸≤500mm的 常用 公差带
轴 59个 孔 44个
一般用途 公差带
轴 116个 孔 105个
优先 公差带
轴、孔各 13个
ppt课件
40
一般、常用和优先轴的公差带
一般、常用和优先孔的公差带
基准制 a)基孔制 b)基轴制
【例3-1】公称尺寸D(d)=φ 50 mm,孔的极限尺寸为: Dmax=50.025 mm,Dmin=50 mm;轴的极限尺寸为:dmax= 49.950 mm,dmin=49.934 mm。现测得孔和轴的实际尺寸分 别为:Da=50.010 mm,da=49.946 mm。求孔和轴的极限偏 差、实际偏差及公差,判别零件的合格性,并画出公差带图。 【解】(1)计算孔和轴的极限偏差、实际偏差及公差 孔的极限偏差: 孔的公差: 孔的实际偏差 ES = D - D =50.025 - 50=+ 0.025 () mm) max ET D - D = 50.010 - 50 =+ 0.010 ( mm a= a D D - 50.025 50 0.025 (mm) h max - min EI = D D = 50 50 = 0 轴的实际偏差 min 轴的公差: 轴的极限偏差: ea=da-d=49.946-50=-0.054(mm) es=dmax-d=49.950-50=-0.050(mm) Ts dmax dmin 49.950 49.934 0.016 (mm) ei=dmin-d=49.934-50=-0.066(mm)
公称尺寸,极限尺寸,极限偏差和尺寸公差的含义

公称尺寸,极限尺寸,极限偏差和尺寸公差的含义
公称尺寸是设计或标准规定的理想尺寸,是理论上的数值。
极限尺寸是指一个零件允许的最大和最小尺寸值,用于确保零件之间的可互换性。
最大尺寸限制了零件的最大尺寸,而最小尺寸限制了零件的最小尺寸。
极限偏差是指允许的最大偏差数值。
在零件制造过程中,可能会有不可避免的尺寸偏差,极限偏差用来控制这种偏差的范围。
尺寸公差是指允许的尺寸变动范围。
尺寸公差定义了一个零件的允许尺寸范围,包括上下限,在这个范围内的尺寸都被认为是合格的。
尺寸公差决定了零件的精度和可互换性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
【公差讲义】前言:尺寸公差的来历及概述
相关阅读:形位公差的要素、分类和标注细则,一文吃透形位公差,值得保存
尺寸的标注方法,形位公差的标准体系,55页内容介绍尺寸和公差
形位公差的知识
表面粗糙度符号的含义,掌握形位公差的标注与识读,值得保存机械设计之形位公差,如何才能正确理解和标注
GD&T形位公差的理解与评定
形位公差详细解释
主要内容:
前言:尺寸公差的来历及概述
第一讲:术语,原则及尺寸解读
第二讲:符号和基准
第三讲:形状和定向公差
第四讲:定位公差
第五讲:轮廓及跳动公差。