高压胶管接头的扣压参数
parker高压软管系列 文档

PARKER胶管,PARKER油管,PARKER气管,801,PARKER软管,派克软管,PARKER胶管,PARKER油管,PARKER气管,PARKER防火软管等.大量现货,物美价廉!现时抢购PARKER橡胶软管, PARKER软管,PARKER胶管,PARKER油管,PARKER气管,PARKER防火软管等规格:1/4”~2”,工作压力最高达6000PSI/41.5MPa。
PARKER软管, PARKER软管,PARKER胶管,PARKER油管,PARKER气管,PARKER防火软管等接头规格:1/4”~2”,外连接形式DKO 24°锥,NPT美制锥螺纹,JIC37°扩口,ORFS美制平面密封,JIS60°锥,JIS30°扩口,SAE法兰等。
分可拆式、扣压式、Push-Lok三个系列。
可拆式系列软管接头装配时不需要专用的设备,便于操作,尤其适合野外作业,并且可以重复使用,但因价格偏高使用的客户较少。
扣压式系列因为连接可靠耐压高而被广泛使用,但加工总成时需要专用的扣压设备,因此大多数的客户直接购买软管总成。
Push-Lok系列适用于低压场合,因其快速装拆便于维修更换而被广泛用于汽车生产线上,在模具行业也被大量使用。
PARKER软管,PARKER胶管,PARKER油管,PARKER气管,PARKER防火软管等总成率先采用不剥胶(No-Skive)扣压技术,避免了因剥胶而造成的软管损伤,最大限度的延长其使用寿命。
PARKER 扣压式软管接头实现不剥胶一体化设计,预扣压的套筒内部特殊的齿形设计则是可靠连接的关键所在。
不剥胶软管,不剥胶扣压接头,不需调节的扣压设备,构成PARKER软管总成的完美组合。
ARKER液压软管具有防腐、耐高温、抗拉强度高,柔韧性好等诸多性能,而被广泛采用在各行业的液压工程中,软管有一层至多层纤维编织增强层( 6 层以上),有低、中、高、超高三种压力等级,有轻、重两系列,公称通径在 3 —32mm 。
扣压机

SGJ-75B型高压缩管机(扣压机)产品说明书常熟市友谊煤矿设备厂前言我厂前身是常熟市煤矿专用设备厂,引进德国先进液压技术,同徐州煤机厂总工程师张德言,原煤炭部部长顾问张泽华技术合作,研制生产出75型和100型高压缩管机.现用户有:西山矿务局潞安矿务局平顶山矿务局大庆油田胜利油田克拉玛依油田中原油田攀钢马钢本钢武钢重钢鞍钢三峡工程等各大中型矿务局油田钢厂民营企业达2000余家[在液压之乡:河北景县用户达500余家].该产品深受用户和同行的一致好评.现通过我厂技师曹傲华苏保华技术上的进一步完善,性能更优,经久耐用.既适合大中型企业的多层网大口径胶管扣压,也适合小型企业各种软管胶管多用途扣压,是液压行业的理想设备.借此特向新老用户对我厂的支持表示衷心感谢!并敬请有识之士光临我厂,在事业上携手合作,共创辉煌!目录一概述二工作原理和工作过程三使用说明四扣压各种胶管所需夹爪压力参数表(供参考) 五安装及使用一概述1 用途本机为增大75B型高压缩管机,是生产修复液压机架中所用的高压胶管管头与外套芯子压合在一起的专用设备.2 组成和主要技术特征本机主要由扣压机构电动机齿轮泵控制阀油箱组成a大活塞推力: 80吨b电动机型号:Y132M-4功率:7.5千瓦转速:1440r/minc齿轮泵型号:CBF-E32-ALPd溢流阀型号:YF-L20H2e油箱容量:100kgf设备外形尺寸(长*宽*高):2000*850*1500g重量:1200kg二工作原理及工作过程扣压机构是本机工作机构。
压套在油缸柱塞的带动下实现往复运动,对固定在心轴上的弹簧压头不断压紧和放松,将装好的管头,外套,芯子放入弹簧压头中间圆孔内,开动电动机,油泵,控制阀,驱使油缸柱塞运动,通过带有锥度内壁的压套,压紧带有同样锥度的弹簧压头外壁,实现压合目的。
换向后,压套反方向运动,弹簧压头复原,高压胶管接头取出。
三使用说明1油箱应加液压油箱高度的75%,加机床用20﹟、30﹟各一半。
高压胶管标准

产品结构类型:
主要由耐液体的胶层、中胶层、2或4或6层钢丝缠绕增强层、外胶层组成,胶层具有使输送介质承受压力,保护钢丝不受侵蚀的作用,外胶层保护钢丝不受损伤,钢丝(φ增强钢丝)层是骨架材料起增强作用。
产品用途:
高压钢丝增强液压胶管主要用于矿井液压支架、油田开采,适宜于工程建筑、起重运输、冶金锻压、矿山设备、船舶、注塑机械、农业机械、各种机床以及各工业部门机械化、自动化液压系统中输送具有一定压力(较高压力)和温度的石油基(如矿物油、可溶性油、液压油、燃油、润滑油)及水基液体(如乳化液、油水乳浊液、水)等和液体传动用,最高耐工作压力可达70-100MPa。
注:本企业钢丝缠绕胶管标准参照GB/T10544-03标准,DIN20023,SAE100R9~13标准,本标准不适合蓖麻油基和脂基液体.
产品特点:
1.胶管选用特种合成橡胶配合制成,具有优良的耐油、耐热、耐老化性能。
2.胶管承压力高,脉冲性能优越。
3.管体结合紧密,使用柔软,在压力下变形小.
4.胶管具有优良的耐曲绕性和耐疲劳性。
5.钢丝缠绕胶管定尺为20米,可根据要求制成五十米以。
→规格齐全,欢迎来电咨询←地址:市德胜中路388号
联系:2 3
手机:。
JR胶管扣压参数表
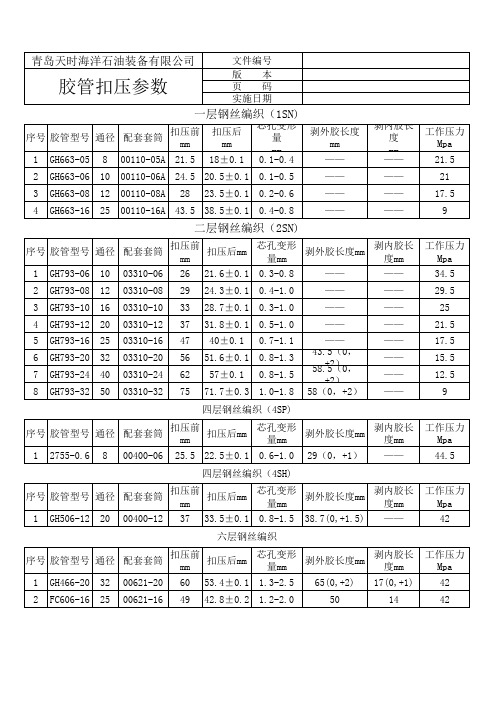
一层钢丝编织(1SN)
00110-05A 21.5 00110-08A 28
00110-06A 24.5 20.5±0.1 0.1-0.5 23.5±0.1 0.2-0.6 00110-16A 43.5 38.5±0.1 0.4-0.8
二层钢丝编织(2SN)
序号 胶管型号 通径 配套套筒 1 2 3 4 5 6 7 8 GH793-06 GH793-08 GH793-10 GH793-12 GH793-16 GH793-20 GH793-24 GH793-32 10 12 16 20 25 32 40 50 03310-06 03310-08 03310-10 03310-12 03310-16 03310-20 03310-24 03310-32 扣压前 芯孔变形 剥内胶长 扣压后mm 剥外胶长度mm mm 量mm 度mm 26 29 33 37 47 56 62 75 21.6±0.1 0.3-0.8 24.3±0.1 0.4-1.0 28.7±0.1 0.3-1.0 31.8±0.1 0.5-1.0 40±0.1 57±0.1 0.7-1.1 —— —— —— —— —— —— —— —— —— —— —— —— —— 工作压力 Mpa 34.5 29.5 25 21.5 17.5 15.5 12.5 9
青岛天时海洋石油装备有限公司
胶管扣压参数
序号 胶管型号 通径 配套套筒 1 2 3 4 GH663-05 GH663-06 GH663-08 GH663-16 8 10 12 25 扣压前 mm
文件编号 版 本 页 码 实施日期 扣压后 mm 18±0.1 芯孔变形 量 mm 0.1-0.4 剥外胶长度 mm —— —— —— —— 剥内胶长 度 mm —— —— —— —— 工作压力 Mpa 21.1 0.8-1.3 43.5(0,+2) 0.8-1.5 58.5(0,+2) 58(0,+2) 71.7±0.3 1.0-1.8 四层钢丝编织(4SP)
液压软管扣压要求标准

液压软管扣压要求标准一、引言液压软管扣压是液压系统中一项关键的工艺,其质量直接关系到液压系统的安全和稳定运行。
为确保液压软管扣压的质量,制定了一系列的标准和要求。
本文将详细阐述液压软管扣压要求标准的内容,以指导相关行业的生产和操作。
二、液压软管扣压的基本信息液压软管:液压软管通常由橡胶、塑料或金属编织层等材料制成,用于输送液压油或其他液体介质。
扣压:液压软管的两端通常通过扣压技术与管接头连接,以确保密封性和连接牢固。
液压系统:液压软管广泛应用于液压系统,包括工业机械、建筑机械、船舶等领域。
三、液压软管扣压要求标准的内容设计标准:液压软管扣压的设计应符合国家或行业相关标准,包括软管尺寸、材料选择、强度等方面的设计要求。
材料标准:扣压部分所用的金属、橡胶等材料应符合相应的材料标准,确保其耐腐蚀、耐磨损等性能。
尺寸要求:液压软管扣压的尺寸应符合设计图纸和相关标准规定,确保扣压连接的准确性和可靠性。
压力要求:液压软管扣压应能够承受系统设计工作压力,并在额定压力下保持密封性能。
耐久性要求:液压软管扣压应具备良好的耐久性,能够在长时间、高频次的使用中保持稳定的连接性能。
密封性能:扣压连接应具备优良的密封性能,防止液体介质泄漏,确保系统的工作稳定性。
耐腐蚀要求:扣压连接的金属部分应具备良好的耐腐蚀性能,特别是在潮湿、酸碱环境中,防止扣压部分生锈或腐蚀。
安装和拆卸性能:扣压连接的安装和拆卸应方便、快捷,且不损伤软管和接头,确保系统维护更换的便利性。
标志和标签:液压软管扣压产品应标有生产厂家、生产日期、型号规格等标志和标签,以便进行质量追溯。
质量控制与检测:生产企业应建立完善的质量管理体系,对液压软管扣压进行全程控制和检测,确保产品的合格性。
环保要求:液压软管扣压生产应符合环保要求,避免使用有害物质,降低对环境的影响。
四、质量控制与检测原材料检测:对液压软管和扣压连接所用的原材料进行检测,确保其符合相应的标准和要求。
高压胶管与接头的压接

高压胶管与接头的压接在我们的日常生活中,可能很多人并不知道高压胶管和接头的压接其实是个有趣又重要的话题。
你想啊,咱们平时用水管浇花、洗车,都是需要这些东西的。
高压胶管就像是一个超级强壮的小伙伴,能承受各种压力,绝对不会轻易屈服。
而接头嘛,就是它们之间的小桥梁,让这些胶管们能够顺畅地连接在一起。
这压接的过程呢,就像给这些胶管穿上一件保护衣,确保它们能在各种环境下安全工作。
想象一下,你手里拿着一根高压胶管,看看它的外表,光滑而坚韧,内心却藏着无穷的力量。
压接的时候,就需要把接头插入胶管中,这个过程可不是简单的插进去那么简单哦。
你得确保它们完美地契合在一起,像天生一对的情侣。
不然,一旦压力上来,嘿,搞不好就会有一场“小水灾”了。
想想那场景,水花四溅,真是让人哭笑不得。
咱们要聊聊压接的工具,嘿,这可是一门技术活。
就像你去厨房做饭,得有合适的刀具一样。
压接工具可以帮助我们把接头牢牢固定在胶管上,确保它们不会“分道扬镳”。
一般来说,这工具操作起来也不复杂,只要你掌握了窍门,就能顺利完成。
压接的过程中,工具的力量也得掌握得当,太用力容易把胶管弄坏,太轻了又没法牢牢压住,真是细腻如丝的平衡啊。
有趣的是,不同的胶管和接头需要不同的压接方法。
有些是简单粗暴,直接一压了事;有些则需要耐心,慢慢来。
就好比你在和朋友打游戏,有的人一上来就猛攻,有的人则喜欢积蓄力量,等待最佳时机。
每种方法都有它的适用场景,关键是得找到合适的那一种。
咱们再说说这压接后的效果,嘿,那可真是让人欣喜。
经过一番折腾,连接处平滑且紧密,简直像是看见了一幅完美的画卷。
胶管和接头间没有缝隙,水流畅通无阻。
想象一下,打开水龙头,水流呼啸而出,没问题,一点都不会漏,真是一种成就感啊!这时候,你就会忍不住想,哇,我真是个技术宅!不过呢,压接这事儿也是有讲究的。
你得注意检查胶管和接头的材质,毕竟这不是“土豆和番茄”的事。
不同的环境对材料的要求也不同,比如说高温、高压的地方,就需要特别耐高温的胶管,像是给胶管穿上一件“防火服”。
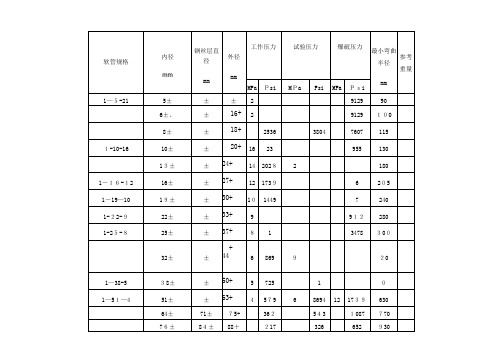
高压胶管标准
±
31±
32
4625
48
7
00
3-19-28
19±
±
34±
28
4
12150
330
3-22-26
22±
±
37±
26
375
18
380
3-25—24
25±
±
41±
24
35
694
400
3-32-13
32±
±
48±
9
5651
450
3—38-12
38±
±
54±
12
1789
6
500
3-51-10
51±
±
67±
19±
30±
35±
46
6665
140
20286
280
2sp-19-28
19±
27±
31±
28
4057
84
12172
280
4sp-22-40
22±
33±
37±
40
5796
120
17388
320
4sp-25-35
25±
36±
41±
35
5800
120
17400
360
2sp-25-21
25±
33±
38±
21
2
180
1-16-12
16±
±
27
+
12
1739
6
205
1-19—10
19±
±
30
+
102-9
高压胶管标准

9999料起增强作用。
产品用途:高压钢丝增强液压胶管主要用于矿井液压支架、油田开采,适宜于工程建筑、起重运输、冶金锻压、矿山设备、船舶、注塑机械、农业机械、各种机床以及各工业部门机械化、自动化液压系统中输送具有一定压力(较高压力)和温度的石油基(如矿物油、可溶性油、液压油、燃油、润滑油)及水基液体(如乳化液、油水乳浊液、水)等和液体传动用,最高耐工作压力可达70-100MPa。
注:本企业钢丝缠绕胶管标准参照GB/T10544-03标准,DIN20023,SAE100R9~13标准,本标准不适合蓖麻油基和脂基液体.产品特点:1.胶管选用特种合成橡胶配合制成,具有优良的耐油、耐热、耐老化性能。
2.胶管承压力高,脉冲性能优越。
3.管体结合紧密,使用柔软,在压力下变形小.4.胶管具有优良的耐曲绕性和耐疲劳性。
5.钢丝缠绕胶管定尺为20米,可根据要求制成五十米以内。
适用温度:-40~+120℃钢丝缠绕液压胶管技术性能指标:高压钢丝缠绕胶管GB 10544-20039993.胶管使用时,压力要均衡缓步调节,避免突然压力增大而损坏管体。
4.工作地点变动时,应离地搬运,不可拖地,以免划伤外胶后,腐蚀骨架层。
5.输送腐蚀液体,用完后内部应清除干净,防止残留物长久腐蚀管体,或选用相应系列产品。
以上钢丝缠绕胶管参照GB/T10544-03标准,未尽规格参数请来电咨询!φ51以上大口径钢丝缠绕胶管参照高压石油钻探胶管和海洋高压输油胶管技术标准.→规格齐全,欢迎来电咨询←地址:杭州市德胜中路388号联系电话:2 3手机:9。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高压胶管接头的扣压参数
高压胶管扣压时,把胶层和钢丝嵌入接头的外套内壁及芯子外圆柱面部切有的环形槽内,松紧要适宜。
过紧会使接头芯子内孔产生变形,并将胶管扣压伤,过松,当胶管承压之后接头会被拔脱高压胶管与接头扣时,一定要掌握高压胶管的压缩率:二要掌握接头外套的扣压量,并根据高压胶管内径和高压胶管钢丝层外径的变化以及高压胶管压缩率进行计算,以确保接头和胶管扣压牢固,接头外套扣压后的直径计算公式为D:
D=(d1-d2)+【D0-(D2-D1)】-E(D1-d2-A)( m m )
式中-接头和胶管扣压后的直径;
D0一外套外径;D2-外套内径
D1 一钢丝层外径
d1一接头芯子外径}
d2一胶管内径’
A一钢丝层厚度’
E 一压缩率。
E值:1层0.4-0.43,2层0.43-0.46,3层0.46-0.50。
4层
0.55-0.60
高压胶管的制作流程
用混炼机按配方混炼出内层胶、中层胶和外层胶;用挤出机挤出内层胶管,包覆在涂了脱模剂的软芯或硬芯上(液氮冷冻法也可不用管芯);压延机压成中层胶薄片,加隔离剂收卷并按工艺要求裁成规定宽度;将含管芯内层胶管在缠绕机或编织机上缠绕上镀铜钢丝或镀铜钢丝绳,同时在缠绕机或编织机将中层胶薄片同步缠绕在
每两层镀铜钢丝或镀铜钢丝绳间,缠绕钢丝起头和结尾处绑扎(有些早期缠绕机需预先将镀铜钢丝进行预应力定型处理);再次在挤出机上包覆上外层胶,然后再包缠铅或布硫化保护层;通过硫化罐或盐浴硫化;最后拆去硫化保护层,抽出管芯,扣压上管接头,抽样打压检验。
总之,制造高压胶管使用设备多、原料种类多,生产工艺复杂。
但近年来以塑料或热塑性弹性体为主要原料的液压油管生产工艺可适当简化,但原料价高,仍以橡胶原料为主。
纤维编织缠绕胶管生产中常见质量问题及改进措施(经验之谈)(续夹布胶管生产中常见质量问题及改进措施)纤维编织缠绕胶管的生产工艺亦分硬芯法、软芯法、无芯法三种。
其中硬芯法、软芯法生产技术疑难问题不多,某些质量问题与夹布胶管相似,其解决办法与采取措施也可参照夹布胶管。
橡胶技术论坛,橡胶技术咨询,天然橡胶,橡胶助剂,橡胶期货,橡胶制品,橡胶培训,天然橡胶,特种橡胶,橡胶人才网,橡胶配方,橡胶招聘; h4 ~. h* |5 e- ~. s7 c# w r* z0 @
无芯法纤维编织缠绕胶管在生产中较常出现的质量问题主要有:无芯编织缠绕包铅硫化胶管鼓泡脱层,编织缠绕胶管的半硫化内层胶与纤维层的粘着力差,裸硫化胶管花纹扁塌,内径失圆以及聚酯纤维的热收缩大和粘合性能差.
1 胶管鼓泡脱层
胶管鼓泡脱层产生的主要原因:①挤出内层胶的外径变化过大;②缠绕时管坯内压偏小;
③纤维粗度大,纤维线接头疙瘩太大或积存乳胶凝胶块;④外层胶挤出与管体脱空;⑤包铅口型尺寸与管体外径不匹配。
采取措施:①严格控制内层胶挤出外径公差,注意挤出速度应与冷却牵引速度及盘卷速度配合好;②合理调控管坯内压,一般为0.020一0.025MPa(手触摸感到管
体被胀圆),缠绕过程中严防泄气;③缠绕锭子重量大小尽量一致,使纤维缠绕张力一致;④外层胶挤出抽真空;⑤控制包塑时对外层胶的压力,一般掌握包塑内径较胶管外径小1.5-2mm; ⑥硫化时稳定胶管内压,内径13mm胶管内压力为(0.25士
0.01)MPa,内径25mm 胶管内压力为(0.3
土0.01)MPa时效果较佳;⑦纤维缠绕密度不宜超过85 ;⑧改善胶料硫化初期的流动性,选用磺酰胺类后效性促进剂;⑨及时修整纤维疙瘩和清理乳胶凝胶块。
2 半硫化内层胶与纤维层粘着力不稳定产生的主要原因:①内层胶半硫化时间偏长;②胶浆或乳胶涂浸不均匀;⑧乳胶在纤维层上结成大凝胶块;④胶浆及乳胶配方设计不合理;
采取措箍:①在保证内层胶半硫化基本定形而具有挺性的前提下,尽量缩短半
硫化时间;
②及时检查缠绕浸渍乳胶的半成品,并摘除凝结在纤维线上的凝胶块;③调整
浸浆配方,在天然橡胶胶浆配方中采用间-甲-白的粘合体系,并注意胶浆胶料混炼时,粘合剂A或RC 必须在混炼后期及胶温低于90度时才加入,含胶率以45-55%较
佳;④调节及控制好胶浆及乳胶的浓度和用量,使内层胶及纤维挂浆均匀。
3 半硫化管坯失圆及裸硫化外层胶花纹扁塌产生的主要原因:①胶料太软,挺性差;②胶料硫化起点慢;③管坯挤出后盘卷松紧不一致(太松或太紧);④半硫化及硫化时升温时间太长。
采取措施:①改进胶料配方,加大炭黑用量,选用固体软化剂如沥青、固体古马隆等,浅色胶料可选用碳酸镁等,黑色胶料可增加合成橡胶(如SBR)的使用比例,
提高半成品挺性,有条件的企业采用开炼机进行混炼(因目前国产密炼机尚未能满足高硬度、低含胶率胶料的工艺要求);②在胶料挤出操作安全的前提下,加快胶料的硫化起点;③加粗硫化罐进汽管道,缩短硫化升温时间;④掌握好管坯挤出冷却后盘卷松紧程度;⑤严格控制胶料热炼时间及返回胶掺用比例,防止胶料过软和塑性太大;⑥内径9.5mm 以上胶管不宜采用内层胶半硫化工艺。
这是纤维本身特性带来的问题,解决热收缩大的措施是将加工好的聚酯线进行牵伸高温定型处理。
解决粘合性差的措施:①对纤维进行表面处理,使纤维表面引入
活性官能团,或对纤维进行浸胶处理;②采用嵌进粘合法,在保证胶管承压的前提下,调整编织缠绕密度,使内外层胶在硫化过程中相互渗透,胶与纤维紧密地连接在一起;③采用与天然纤维混纺的方法,使纤维表面有短绒毛,提高粘合效果;④胶浆或乳胶配方中加入粘合剂。
各类汽车胶管的性能要求
汽车胶管必须具有一定的梃性和柔性,一定的耐高低温、压力、天候、输送液体及机械振动的能力。
汽车胶管可分为燃油胶管,空调胶管,制动胶管,冷却管,动力转向管和空气输送管等,不同用途的胶管又有一些不同要求,以下是各类胶管的性能要求和常用的一些检测方法。
类型标准号主要检测项目
ISO3996GB/T7127 液压试验缩颈试验容积膨胀试验爆破压力试验制动液相溶试验曲挠疲劳试验拔脱试验吸水试验低温弯曲试验动态臭氧试验高温脉冲试验盐雾试验
冷却管HG/T2491(WSE-M96D34)粘合强度爆破压力外径变化脆性温度臭氧老化热老化(耐冷却液充冷却液老化后的爆破压力弯曲试验低温柔性压缩永久变形脉冲强度电化学腐蚀)
空调管ISO8066GB/T20025 制冷剂泄漏和渗透试验老化试验低温曲挠试验真空试验静压长度变化试验爆破压力R134a抽出试验耐R134a试验耐臭氧清洁度脉冲试验湿气进入试验整体密封性压变
燃油管ISO4639GB/T10542HG/T3665HG/T3666 耐液体(C液体含氧燃油氧化燃油3号油)气密性爆破压力粘着强度C液体抽出后臭氧试验低温曲挠清洁度和萃取物燃油渗透真空试验胶管拉伸永久变形和撕裂含氧燃油长期循环试验耐燃性加速老化铜片沉积
动力转向管ISO11425 脉冲试验爆破压力液压长度变化试验低温曲挠粘合强度耐臭氧容积膨胀清洁度接头腐蚀耐液性振动疲劳。