模板平行度检测方法
平行度测量PPT课件

线性平行度符号惯例
固定反射镜
固定/移动
旋转平行度符号惯例
影响平行度测量精度的因素
• 同直线度测量的影响因素
平行度数据采集
• 同直线度的数据采集
平行度分析
• 选择分析/分析/旋转平行直线平行度或选择 菜单栏
旋转平行度准直
• 对准沿着第一测 量轴
• 依据正常直线度 准直程序
• 对准沿着第二测 量轴
• 旋转的旋转轴,连同直线度反射镜,通过 180°。
• 确保直线度干涉镜移动全程有足够的信号 强度保持如下调整的要求。
• 小幅度的垂直和水平激光转动。 • 小角度和倾斜调整激光。 • 小的垂直和水平直线度干涉镜的转动。 • 细转动调整直线度干涉镜正面。 • 直线度干涉镜有关垂直轴的细旋转。 • 精细调整的回转镜(使用时)。
直线平行度
• 计算直线平行度 误差
• 从第1运动轴的斜
度 ( θ1) 中减去
第2运动轴的直线 度数据采集斜度
(θ2),算出线性
平行度。
固定直线度反射镜
• 线性平行度 = θ1源自- θ2固定和移动的光学设计之间交换的测量
旋转平行度
• 旋转平行度测量 是确定旋转轴和 一个线性轴之间 的角。
• 直线度反射镜放 置在旋转轴(如 车床卡盘)和直 线度干涉镜沿着 直线轴,如图3所 示。反射是通过 180°旋转的两组 之间的直线度测 量,如图4所示。
平行度测量原理 线性平行度
• 线性平行度测量用于确定两个标称平行轴 之间的角度关系。平行度测量由两组直线 度测量组成,用共同的直线度反射镜参考 基准来进行(就像垂直度测量一样)。
• 从第1运动轴的斜度 ( θ1) 中减去第2运动轴 的直线度数据采集斜度 (θ2),算出线性平
测量孔平行度的仪器使用方法

测量孔平行度的仪器使用方法嘿,咱先说说这测量孔平行度的仪器啊,那可真是个厉害的家伙。
咱就拿我之前在一个工厂里的经历来说吧。
那时候,我刚接触到这个测量孔平行度的仪器,一开始还真有点摸不着头脑呢。
不过,慢慢摸索下来,也算是搞清楚了它的使用方法。
你得把仪器准备好。
检查一下各个部件是不是都完好无损。
要是有啥问题,那可就麻烦啦。
比如说,探头是不是灵敏啊,显示屏是不是清晰啊。
这就跟你出门前得检查一下自己的装备一样,可不能马虎。
把要测量的工件放好。
这个很关键哦,要是工件放得不稳,那测量出来的结果肯定不准。
就像你站在一个摇摇晃晃的地方拍照,那能拍得好吗?肯定不行嘛。
所以啊,一定要把工件放得稳稳当当的。
接着,打开仪器。
这时候,仪器会开始自检。
你就耐心等着,别着急。
等自检完了,就可以开始测量啦。
把探头伸进孔里,轻轻地移动,注意哦,可不能太用力,不然会损坏探头的。
一边移动,一边看着显示屏上的数据变化。
这就好像你在玩一个游戏,要时刻关注着游戏里的分数变化一样。
在测量的过程中,要多测几个点。
为啥呢?因为这样才能更准确地了解孔的平行度嘛。
你想啊,要是只测一个点,那万一这个点刚好有点偏差呢?那不就不准确了嘛。
所以啊,多测几个点,综合起来看,才能得到更准确的结果。
测量完了之后,把数据记录下来。
这可不能忘哦,不然你前面的努力都白费啦。
记录的时候,要认真仔细,别写错了。
就像你写作业一样,得认真对待。
最后呢,根据测量出来的数据,判断孔的平行度是否符合要求。
如果不符合要求,就得想办法调整啦。
这就跟医生看病一样,先检查出问题,然后再对症下药。
不对,不能说总之。
嘿嘿,反正啊,使用测量孔平行度的仪器,就得细心、耐心、认真。
只有这样,才能得到准确的结果。
希望大家都能掌握好这个仪器的使用方法,让我们的工作更加顺利。
平行检查方案
平行检查方案平行检查方案是一种常用的质量管理方法,旨在通过与标准样本或者标准程序进行比较,评估产品或者过程的准确性和一致性。
本文将详细介绍平行检查方案的基本原理、步骤和应用场景,并结合实际案例进行说明。
一、基本原理平行检查方案是在同一条件下,使用不同的方法、仪器或者人员对同一样本进行检查,以评估检查结果的一致性和可靠性。
通过比较平行检查的结果,可以判断检查方法的准确性、操作人员的技术水平以及仪器设备的稳定性。
二、步骤1. 确定检查目标:明确需要进行平行检查的产品或者过程,并确定检查的目标和指标。
2. 制定检查方案:根据检查目标和指标,制定详细的检查方案,包括检查的方法、仪器设备、操作流程等。
3. 选择样本:从待检样本中随机选择一定数量的样本作为平行检查的对象,确保样本的代表性和可比性。
4. 进行平行检查:按照制定的检查方案,使用不同的方法、仪器或者人员对选定的样本进行检查。
5. 记录检查结果:将每次平行检查的结果记录下来,包括检查数值、误差范围等。
6. 分析比较结果:对平行检查的结果进行比较和分析,评估不同检查方法、仪器或者人员之间的一致性和可靠性。
7. 制定改进措施:根据比较和分析的结果,确定需要改进的方面,并制定相应的改进措施。
8. 实施改进:根据制定的改进措施,对检查方法、仪器设备或者人员进行相应的调整和培训。
9. 再次进行平行检查:在改进措施实施后,再次进行平行检查,以验证改进效果。
三、应用场景平行检查方案适合于各种产品或者过程的质量管理和控制,特殊适合于以下场景:1. 实验室质量控制:在实验室中,通过与标准样本进行平行检查,评估仪器设备的准确性和稳定性,确保实验结果的可靠性。
2. 生产过程控制:在生产过程中,通过与标准程序进行平行检查,评估操作人员的技术水平和操作规范性,确保产品的一致性和质量稳定性。
3. 检验检测机构认可评定:在检验检测机构的认可评定过程中,通过与认可标准进行平行检查,评估检验检测能力的准确性和可靠性。
平行度测量

以下调整的要求: • 垂直和水平激光转动 • 俯仰和旋角激光调整 • 垂直和水平直线度干涉镜的转动 • 细转动调整直线度干涉镜正面。 • 直线度干涉镜有关垂直轴的细旋转。
旋转平行度准直
• 对准沿着第一测 量轴
• 依据正常直线度 准直程序
• 对准沿着第二测 量轴
• 旋转的旋转轴,连同直线度反射镜,通过 180°。
- θ2
固定和移动的光学设计之间交换的测量
旋转平行度
• 旋转平行度测量 是确定旋转轴和 一个线性轴之间 的角。
• 直线度反射镜放 置在旋转轴(如 车床卡盘)和直 线度干涉镜沿着 直线轴,如图3所 示。反射是通过 180°旋转的两组 之间的直线度测 量,如图4所示。
激光测量由以下组件构成:
• XL-80激光头 • 直线度光学镜组 • 直线度测量附件 • 垂直度测量光学镜组 • LaserXL™校准软件
• 确保直线度干涉镜移动全程有足够的信号 强度保持如下调整的要求。
• 小幅度的垂直和水平激光转动。 • 小角度和倾斜调整激光。 • 小的垂直和水平直线度干涉镜的转动。 • 细转动调整直线度干涉镜正面。 • 直线度干涉镜有关垂直轴的细旋转。 • 精细调整的回转镜(使用时)。
线性平行度符号惯例
平行度测量方法
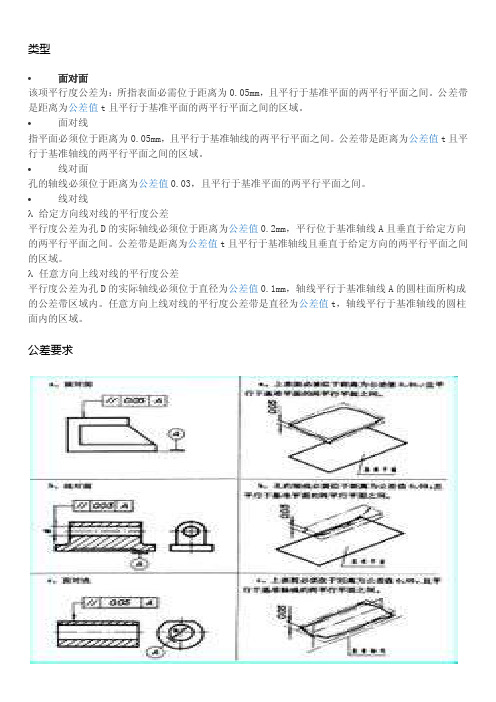
类型∙面对面该项平行度公差为:所指表面必需位于距离为0.05mm,且平行于基准平面的两平行平面之间。
公差带是距离为公差值t且平行于基准平面的两平行平面之间的区域。
∙面对线指平面必须位于距离为0.05mm,且平行于基准轴线的两平行平面之间。
公差带是距离为公差值t且平行于基准轴线的两平行平面之间的区域。
∙线对面孔的轴线必须位于距离为公差值0.03,且平行于基准平面的两平行平面之间。
∙线对线λ给定方向线对线的平行度公差平行度公差为孔D的实际轴线必须位于距离为公差值0.2mm,平行位于基准轴线A且垂直于给定方向的两平行平面之间。
公差带是距离为公差值t且平行于基准轴线且垂直于给定方向的两平行平面之间的区域。
λ任意方向上线对线的平行度公差平行度公差为孔D的实际轴线必须位于直径为公差值0.1mm,轴线平行于基准轴线A的圆柱面所构成的公差带区域内。
任意方向上线对线的平行度公差带是直径为公差值t,轴线平行于基准轴线的圆柱面内的区域。
公差要求D的轴线必须位于正截面为公差值为0.1*0.2,且平行于基准轴线的四棱柱内;或D的轴线必须位于直径的公差值为0.1,且平行于基准轴线的圆柱面内。
2误差检测编辑传统方法1、测量面对面平行度误差公差要求是测量面相对于基准平面的平行度误差。
基准平面用平板体现,如下图所示。
测量时,双手推拉表架在平板上缓慢地作前后滑动,用百分表或千分表在被测平面内滑过,找到指示表读数的最大值和最小值。
2、测量线对面平行度误差公差要求是测量孔的轴线相对于基准平面的平行度误差。
需要用心轴模拟被测要素,将心轴装于孔内,形成稳定接触,基准平面用精密平板体现,如下图所示,测量时,双手推拉表架在平板上缓慢地作前后滑动,当百分表或千分表从心轴上素线滑过,找到指示表指针转动的往复点(极限点)后,停止滑动,进行读数。
在被测心轴上确定两个测点a、b,设二测点距离为12,指示表在二测点的读数分别3、测量线对线平行度误差公差要求是测量孔的轴线相对于基准孔的轴线的平行度误差。
平行度和垂直度测量方法

旋转后
0 2.5 +10 -2.5 +10 +12.5 0 -7.5 -5
1.2.2线与面之间的平行度测量
方法:线与面之间的平行度误差测量方法较多,而最常用的方 法是采用模拟基准,用指示器测量。
类型:线对面和面对线两种。
线对面:图示是测量孔的轴线对底面的平行度。实际线用心 轴模拟,平板为测量和模拟基准
单指示器法:被测孔的轴线对底面的平行度误差值f可按孔 长L1和两测量点间距L2的正比关系折算为:
f
L1 L2
M1 M2
采用双指示器法,按下式计算平行度误差。
f
1 2
( M1
M2 ) max
( M1
M2 ) min
面对线: 下图是测量平面相对于轴线的平行度误差装置。被测零件
通过心轴支承在等高支架上,调整高度,使得L1=L2;然 后用指示器在被测平面上按布点进行测量,经过计算和评 定,可求得该平面相对于轴线的平行度误差值。
分别在基准面和被测表面沿长度方向分段测量,将测得的值按 直线度误差的方法求出基准面符合最小条件的理想直线,以 该理想直线作为被测表面的评定基准,求得实际被测表面的 直线度误差即为平行度误差。
c.数据处理方法:
❖ 1)图解法
❖ 根据实际基准平面的误差曲线,按直线度误差最小区域判别 法,求出理想基准直线L。接着在被测实际表面的误差曲线 上,作出平行于理想基准直线L的定向最小包容区域。
旋转量 ip
0 -2.5 -5 -7.5 -10
旋转后
0 +2.5 +10 +2.5 +5
被测实际要素L’ 0 +5 +15 +10 +20
-12.5 -15 -17.5 -20 -2.5 +5 +7.5 +10 +25 +15 +10 +15
平行度误差检测方法介绍
平行度误差检测方法介绍摘要:平行度是属于形位公差中的一种,平行度评价直线之间、平面之间或直线与平面之间的平行状态。
下面我们将对平行度的误差检测方法进行讲解。
什么是平行度?指两平面或者两直线平行的程度,指一平面(边)相对于另一平面(边)平行的误差最大允许值。
平行度公差平行度公差是一种定向公差,是被测要素相对基准在方向上允许的变动全量。
所以定向公差具有控制方向的功能,即控制被测要素对准基准要素的方向。
平行度公差的分类1、面对面的平行度公差该项平行度公差为:所指表面必需位于距离为0.05mm,且平行于基准平面的两平行平面之间。
公差带是距离为公差值t且平行于基准平面的两平行平面之间的区域。
2、面对线的平行度公差指平面必须位于距离为0.05mm,且平行于基准轴线的两平行平面之间。
公差带是距离为公差值t且平行于基准轴线的两平行平面之间的区域。
3、线对线的平行度公差●给定方向线对线的平行度公差平行度公差为孔D的实际轴线必须位于距离为公差值0.2mm,平行位于基准轴线A且垂直于给定方向的两平行平面之间。
公差带是距离为公差值t且平行于基准轴线且垂直于给定方向的两平行平面之间的区域。
●任意方向上线对线的平行度公差平行度公差为孔D的实际轴线必须位于直径为公差值0.1mm,轴线平行于基准轴线A的圆柱面所构成的公差带区域内。
任意方向上线对线的平行度公差带是直径为公差值t,轴线平行于基准轴线的圆柱面内的区域。
平行度误差检测方法传统测量方法1、测量面对面平行度误差公差要求是测量面相对于基准平面的平行度误差。
基准平面用平板体现,如下图所示。
测量时,双手推拉表架在平板上缓慢地作前后滑动,用百分表或千分表在被测平面内滑过,找到指示表读数的最大值和最小值。
被测平面对基准平面的平行度误差可按公式计算为:2、测量线对面平行度误差公差要求是测量孔的轴线相对于基准平面的平行度误差。
需要用心轴模拟被测要素,将心轴装于孔内,形成稳定接触,基准平面用精密平板体现,如下图所示:测量时,双手推拉表架在平板上缓慢地作前后滑动,当百分表或千分表从心轴上素线滑过,找到指示表指针转动的往复点(极限点)后,停止滑动,进行读数。
平行检查方案
平行检查方案标题:平行检查方案引言概述:平行检查是一种常见的质量控制方法,用于验证测量结果的准确性和可靠性。
在各行各业的实验室和生产环境中,平行检查方案被广泛应用。
本文将介绍平行检查的概念、作用以及实施方法。
一、平行检查的概念1.1 平行检查是指在相同条件下对同一样本或者标准进行多次测量,以比较测量结果之间的一致性。
1.2 平行检查可以用于评估实验方法的准确性、仪器的精度以及操作人员的技术水平。
1.3 平行检查的结果通常用于判断测量结果的可靠性,提高实验数据的质量。
二、平行检查的作用2.1 评估测量方法的准确性:通过比较平行检查的结果,可以判断测量方法的准确性和偏差。
2.2 验证仪器的精度:平行检查可以匡助验证仪器的精度和稳定性,及时发现并纠正仪器故障。
2.3 提高实验数据的可靠性:通过实施平行检查,可以减少测量误差,提高实验数据的可靠性和准确性。
三、平行检查的实施方法3.1 确定检测对象:选择需要进行平行检查的样本或者标准,确保其代表性和稳定性。
3.2 设定实验条件:保持实验条件的一致性,包括温度、湿度、时间等因素。
3.3 多次测量并比较结果:进行多次测量,记录并比较测量结果,评估其一致性和可靠性。
四、平行检查的注意事项4.1 避免人为干扰:在进行平行检查时,应避免人为干扰和误操作,确保实验数据的准确性。
4.2 注意实验环境:保持实验环境的稳定性和清洁度,避免外部因素对实验结果的影响。
4.3 定期校准仪器:定期对实验仪器进行校准和维护,确保其精度和稳定性。
五、平行检查的应用领域5.1 化学分析:在化学实验室中,平行检查常用于验证分析方法的准确性和仪器的精度。
5.2 医学诊断:在临床实验室中,平行检查可以匡助医生准确诊断疾病,提高诊断结果的可靠性。
5.3 生产质量控制:在生产环境中,平行检查可以用于检测产品的质量,确保产品符合标准要求。
结论:平行检查作为一种重要的质量控制方法,在各行各业都有着广泛的应用。
平板类零件平面度平行度的测量
内 燃 机 与 配 件
2 1 第 6期 0 0年
是否 满 足最小 条件 的要 求 , 还需 要 按一 定 的准 则进
行判别 即三 角形准则 , 交叉 准则 和直线准 则 。
下测 台 的 l 传感 器 的数值处 于 与上测 量 台 的 1 0个 0
个 传感 器 的数 值平 行 的一个平 面 内。利 用计算机 会
立 的 直 线 度 误 差 有 意 识 地 联 系 起 来 ,经 过 科 学 地 数 据 处 理 ,综 合 到 相 对 的 同 一 评 定 基 准 平 面 上 去
车 空气 压 缩机 系统 气密 性 , 是保 证 汽 车安 全 行 驶 的
一
项 重要 技 术指标 。
2 检 测 原 理 与 系统 设 计
1 调 整 被 测 量 表 面 使 评 定 基 准 与 测量 基 准 平 .
行 。 此 时 量 值 的 最 大 值 与 最 小 值 的 代 数 差 即 为 平 面 度 误 差 ,但 把 评 定 基 准 调 整 到 符合 最 小 条 件 是
困难 的 ,因为 理想 平 面 到 实 际 表 面 的 最 大距 离 为 最 小 即符 合最 小 条 件 ,但 实 际表 面 的形 状 是 各 种 各 样 的 ,理想 平 面 的 实 际位 置 将 随着 具 体 被 测 表
数 和 两平 面互 为基 准 的平行 度参 数 , 具有被 测 参数 测量 值 显示 、 差 警 示 、 量结 果显 示等功 能 。 超 测
( 键词 ] 类零 件 关 板 平 面度 平 行度 测 量
1 前 言
平板类 零 件 在 机 械零 件 中 占有很 大 的 比重 , 平 板 双 面 的平 面 度 和平 行 度往 往 是重 要 的技 术指 标 。 常 规 的检 测 采 用 在 标 准 平 面上 用 三 可 调 支 承 架 及 百分表测量 , 或送 往 计 量 部 门采 用 常 规 计 量 仪 ( 如
现浇结构模板安装平行检验记录表
现浇结构模板安装平行检验记录表1. 引言本检验记录表适用于现浇结构模板安装平行检验,旨在确保安装过程中模板的平行度符合设计和施工要求,以保证现浇混凝土结构的稳定性和强度。
2. 检验目的本检验的目的是验证现浇结构模板的平行度是否符合设计和施工要求,以确保模板安装的准确性和结构的稳定性。
检验结果将作为决策和质量控制的依据,确保施工工艺的合理性和施工质量的可控性。
3. 检验范围检验范围包括现浇结构模板的安装过程中的平行度检验,涉及模板的选择、定位、调整和固定等环节。
4. 检验仪器和设备•测量尺•水平仪5. 检验过程5.1 模板选择根据设计图纸和施工要求,选择适当的模板进行安装。
5.2 模板定位根据设计要求和实际情况,在基础或者已施工好的墙体上确定模板的位置,并进行标记。
5.3 模板调整使用测量尺和水平仪,对模板进行调整,使其达到水平状态。
在调整过程中,需要两人配合,一人持测量尺进行测量,一人持水平仪调整模板。
5.4 模板固定模板调整至水平后,使用螺栓或扣件等固定装置将模板牢固地固定在基础或墙体上。
5.5 平行度检验使用测量尺对相邻的模板进行平行度检验,测量并记录模板上、中、下部分的间距差异。
测量时,将测量尺放置在模板上端,记录下相邻模板的间距。
然后将测量尺放置在模板中部和下部,重复测量并记录。
5.6 重复检验重复进行5.3至5.5步骤的检验过程,确保模板的平行度符合要求。
如有需要,可以进行多次检验并记录。
6. 数据记录与分析根据检验过程中的测量结果,将测量数据记录在下表中:模板编号上部间距(mm)中部间距(mm)下部间距(mm)123…根据测量数据,计算平行度的差异,并进行分析和比较。
如果测量结果符合设计和施工要求,则模板安装平行度合格;如果差异过大,则需要重新调整和安装模板。
7. 结论与建议根据数据分析结果,得出结论并提出相应的建议。
如果模板安装平行度符合要求,则结论为合格,并可以进行后续施工;如果模板安装平行度不符合要求,则结论为不合格,并建议重新调整和安装。