闭路联合粉磨系统提产降耗的措施
水泥闭路粉磨系统的提产改造
中间 筛 网
45
.
篦缝 尺寸
1 0
篦 缝 尺寸
高 ,产生静电吸附在磨球及衬板 的表面 ,产生缓冲
层 ,降低 了粉磨效率 ,同时加重糊球现象 。
因此 ,我公 司将 两台磨机原有 的两道 隔仓板
4 9
2 1 年 第3 01 期
N . 2 1 o3 0 1
林廷全 ,等 :水泥闭路粉磨系统的提产改造 内通风不 良等现象得以改善 。
衬板在球磨 机 中主要起保护简体和提升磨球 的作用 ,改善衬板 的类型可对 台时产量起到一定作 用 。改造后各仓长度及衬板结构如表5 所示 。
24 优 化磨球 级 配 .
表3改造前 水泥磨 隔仓板 及出料篦板规格尺寸 ( 单位 :1l T ̄) l
隔仓板 形状
同心 圆
磨尾出料篦板 中心通风筛 筛缝尺寸 排列形状
机 内部为 三仓 布置 ,第 三仓 均匀 布置 活化 环 ,磨机
() 3 入磨物料平均粒度和最大粒度都较试生 产 阶段 高 ,按 照原 有磨 机钢 球级 配 ,一仓 的破 碎能 力不够 ,磨机长期处于低产高耗水平运行。 2 改进 措施
21 改进磨 机 仓结 构 .
单独配置磨 内通风风机。由于人磨物料综合水分较 高 ,磨 内糊球 现象 较严 重 ,台 时产量 一直 较低 ,导 致粉磨成本较高。根据实际情况 ,公司将两台水泥 磨 由原来的三仓磨改为双仓闭路磨 ,同时两台水泥
水泥闭路粉磨系统的提产改造 四川南威 水泥有 限公 司, 6 50 36 0
摘 要 我公 司采用 两 台 中38m×1 球磨 机 ,在实 际生产 中粉磨P・ 3 .R级水泥 台时产量 并不理 . 3m C 25
水泥粉磨系统高产节能技术措施
力提倡“ 绿色消费”促进消费终端的减量化 。江苏 , 对列入实施清洁生产审核计划的企业 , 在地方排污 收费中安排不低于 1%的资金用于资源综合利用 0 率高、 污染物产生少的清洁生产技术和工艺 的推广 应用 , 苏州 、 无锡 、 常州 、 镇江等苏南地 区安排费用
粉排出磨外 , 有效地避免了过粉磨现象 , 并可通过 调 节选粉机 的工作参 数灵活调 节成 品水泥 的细 度 。此外 , 闭路磨内物料流速加快 , 各仓的研磨体 分别恰当地承担着粉碎或粉磨任务 ,故产量提高 ,
电耗降低 , 尤其是对水泥细度要求较高时, 高产低 耗 的优点更加明显。这方面的生产实例很多 , 如某 向现实生 产力的转化。
运而生就是十分 自然的了。根据粉碎理论 , 脆性物 料从数十毫米破碎至数毫米 , 其碎裂的本质是 内部 裂纹的不断产生和扩展 , 而促使这一过程的外界因 控制, 推动输入端资源消耗的减量化; 加强管理过 程, 推动废弃物和污染的减量化 ; 加强废弃物的回
收和再生利用 , 提高输出端的资源化利用水出磨后即为成
品。缺点是物料在磨内流速慢 , 滞留时间长 , 为保 证出磨物料的粒度全部符合要求 , 其中已磨细的物 料也不能及时排出磨机 , 经常造成过粉磨现象 。开
路磨系统生产能力相对较低 , 能耗较高 , 不可能随 时灵活地调整出磨物料的细度。 后者加设 了选粉设备 , 可及时地将 已磨细的细
动态的、 不断变化的 , 若研磨体的耐磨性和机械强 度达不到要求 , 经一段时间的粉磨作业后, 原来的 最佳级配显然难 以保证。 尽管人们总结 了很多补球 的办法 , 但毕竟不同尺寸的研磨体在粉磨过程中的
联合粉磨系统增产降耗改进措施

() 1 一仓 曲线 较平 稳 , 降不 明显 , 下 物料 经过 一
得不好;
1 粉磨 系统 工 艺 流程 见 图 l 。改 前 , 压 机袋 辊 收尘 器 回灰 是 入 水 泥磨 粉 磨 的 , 回灰 量 约 5/。对 l t1 回灰进行取样检验 , 结果为 : 比面积 60m2 g0 8 m 0 / ,. k 0m
仓后 , 筛余 改 变较 小 , 降低 了 55 粉 磨作 用发 挥 仅 . %, ‘ ( ) 仓 板前 后 的筛 余相 差 较 大 , 明两 仓 能 2隔 说
力不 平衡 ;
筛余 01%, (O )2 1 烧失量为7 3 . S = . %, 2 4 . %。其中 2 前 三项 指 标 均 符 合 我 厂 各 品种 水 泥 质 量 指 标 要求
1 m水 泥磨 + 70 ix 0 0 3 l 0 m 10 mm辊压 机” 成 的水 n 组 泥联合 粉磨 系 统 ( 以下 简称 粉磨 系统 和 粉磨 系 1 2
统) 制备水泥。2 1 年 12 0 0 - 月设备大检修期间, 我们 首先对 粉磨系统进行了增产降耗的技术改进 , 1 取
为 1.%。同时 , 6 O 调整 研磨 体 的装 载量及 其级 配 , 提
回灰 送 入水 泥磨 袋 收尘 器 下 的空气 输 送斜 槽 , 成 和 品细粉 一道 入水 泥库 ; 至于 回灰烧 失量较高 的 问题 ,
高 一 仓 的粗 磨 能 力 , 相应 增 加 了一 仓 的装 载量 , 由
过响, 二仓声 弱且 发 闷。
失 量 超 出 了控 制 指 标 <35 . %的要 求 。如 此 高 比表 的细粉 入磨 , 将造 成在 磨 内的过粉磨 现象 ; 必 且过细 的细粉 相互 粘附 和聚集 , 干扰 了磨 内粉磨工 况 , 降低 了磨机 粉磨 效率 , 增加 了粉磨 负担 。因此 , 我们对 辊
水泥辊压机联合粉磨系统提产降耗优化与应用
1 辊压机联合粉磨系统的技术优化1.1 辊压机系统选择与优化球磨机的破碎功能较弱,而细研能力较强,降低入球磨机的物料粒度是提高系统产量的常规手段。
为进一步降低入球磨机的物料粒度,往往采用大辊压机、小球磨机的组合方式,将入球磨机的新鲜粉料(预粉磨系统挤压后选出的细粉,不含球磨机选粉机的回磨粗粉,以下同)的比表面积提高至200 m2/kg以上,球磨机的研磨功能可发挥得更好。
另外,细粉中产生的微裂纹程度也是影响系统产量的一个重要元素,入球磨机物料中微裂纹越多,球磨机越易研磨,系统产量往往更高。
为进一步提高入球磨机物料细度、产生更多的微裂纹,可采用高压大型辊压机作为预粉磨装备,提高操作投影压力,并设计合适装机功率,提高电机效率,实现辊压机系统高压挤压与低循环负荷运行,来提高辊压机挤压效果。
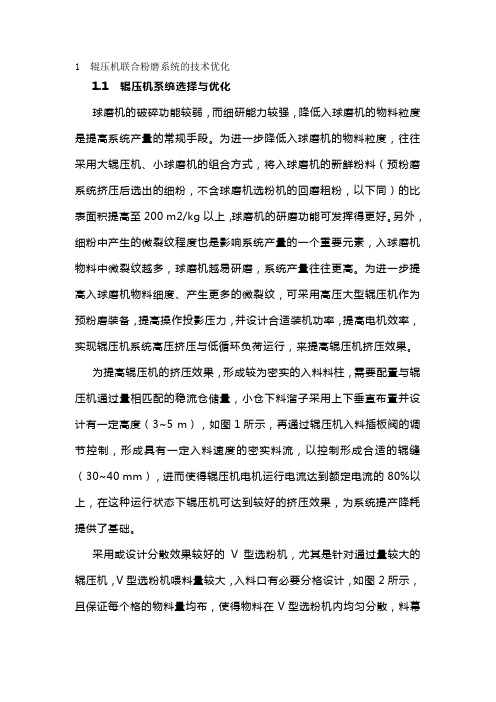
为提高辊压机的挤压效果,形成较为密实的入料料柱,需要配置与辊压机通过量相匹配的稳流仓储量,小仓下料溜子采用上下垂直布置并设计有一定高度(3~5 m),如图1所示,再通过辊压机入料插板阀的调节控制,形成具有一定入料速度的密实料流,以控制形成合适的辊缝(30~40 mm),进而使得辊压机电机运行电流达到额定电流的80%以上,在这种运行状态下辊压机可达到较好的挤压效果,为系统提产降耗提供了基础。
采用或设计分散效果较好的V型选粉机,尤其是针对通过量较大的辊压机,V型选粉机喂料量较大,入料口有必要分格设计,如图2所示,且保证每个格的物料量均布,使得物料在V型选粉机内均匀分散,料幕布满整个V型选粉机空间且厚度合适,从而使得V型选粉机具有较高的选粉效率、较低的选粉风量和较低的气流阻力。
图1 辊压机稳流仓进料溜子(高度3~5 m)图2 V型选粉机进料口分格设计随着辊压机规格的逐步加大,辊压机挤压后产生的细粉量也随之增多,选出的细粉要么量增多(与小辊压机相比,细度不变),要么粒度更细(与小辊压机相比,选出细粉量不变),为此,有必要在V型选粉机后串联一个精细选粉机,或将V型选粉机与精细选粉机集成设计为一个选粉装置,通过加设精细选粉机,可将入球磨机的新鲜粉料的比表面积提高至220 m2/kg以上,甚至可实现300 m2/kg左右的比表面积,为系统大幅提产提供了可能。
合粉磨系统节能降耗措施
联合粉磨系统的节能降耗措施摘要辊压机联合粉磨系统因其增产效果显著而得到了广泛应用。
目前,水泥厂粉磨工艺以趋于设备大型化、系统自动化、工艺简单化、技术节能化的发展趋势。
本文从郑州天瑞水泥有限公司辊压机、磨机系统改进和工艺参数控制等方面列举了联合粉磨系统的节能降耗改进措施:改进辊压机进料装置为正上部进料,并把流量调节板改为双边对称调节;调整V型选粉机内部结构;对磨机系统隔仓板、一仓衬板、二仓衬板以及磨内研磨体级配进行调整。
结果表明:改进辊压机系统能够提高系统循环量,增加物料挤压次数,改善了挤压效果;合理控制料粒度、物料水分及辊压压力能够提高辊压机的辊压效果充分发挥辊压机节能优势;改进磨内结构,优化操作,能够充分发挥磨机的研磨能力保证系统节能效果;对整个系统工艺参数进行调整,合理分配其比例,以达到改善水泥性能,降低水泥工业能源消耗的效果。
关键词:粉磨系统,辊压机,磨机,节能降耗JOINT GRINDING SYSTEM ENERGYSAVING MEASURESABSTRACTRoller grinding machine joint due to its increasing production system has been widely used. At present, cement grinding process to tend to be enlarged equipment, automation, process simplification, the development trend of energy technology. Based TianRui cement Co., LTD. Of zhengzhou roller machine, grinder system and improve the process parameters are controlled etc enumerated joint grinding system energy saving measures: improve roller machine feeding device for upper feed, and positive bilateral symmetry circuit-adjusting board to adjust, Adjust V classifier internal structure, For grinding machine system diaphragms, a warehouse liner board, two warehouse liner and grinding mill body inside the gradation adjustment. The results indicate that the roller press of the roller mill system can improve circulation, increase the number of extrusion, improve the material extruded effect, Reasonable control partical, material moisture and roller pressure roller machine can improve the effect of roller adequately roller machine, energy saving, Improved grinding in structure, optimizing operation, can fully exert mill grind ability assurance system energy saving effect, For the whole system,KEY WORDS: shut grinding system, Roller machine, Grinding machine, Saving energy and reducing consumption目录前言 (1)第一章联合粉磨系统概述 (2)1.1 发展与现状 (2)1.2 联合粉磨系统工艺流程及其分类 (2)1.2.1 工艺流程 (2)1.2.2 分类 (3)1.3 项目背景 (4)第二章辊压机系统的节能降耗措施 (5)2.1 辊压机进料装置的改进 (6)2.2 提高辊压机辊压措施 (6)2.3 V型选粉机和风阀的调整 (8)2.4 改后效果 (8)第三章磨机系统的节能降耗措施 (9)3.1 磨机隔仓板的改进 (10)3.2 磨机一仓衬板的改进 (10)3.3 磨机二仓衬板的改进 (10)3.4 研磨体级配的调整 (11)3.5 改后效果 (11)第四章联合粉磨系统工艺参数的调整 (12)4.1 不同控制参数下的电耗、熟料消耗对比 (12)4.2 优化水泥颗粒分布,提高水泥性能 (13)结论 (15)致谢 (16)参考文献 (17)外文资料翻译 (18)前言以预分解窑为代表的新型干法水泥生产技术是国际公认的代表当代技术发展水平的水泥生产方法,具有生产能力大,自动化程度高,产品质量好,能耗低,有害物排放量低,工业废弃物利用大等一系列的优点,成为当代水泥生产的主要技术[1]。
联合粉磨系统节能降耗的优化措施
20 年 辊 压 机 系统 投 入使 用 初 期 , 压 机 出现左 右 07 辊 辊 缝 偏 差 大 、 压 机 振 动大 、 压 系统 频 繁 故 障 等 问题 , 辊 液
造 成 辊 压 机 系统 跳 停 ( 右辊 缝偏 差 超 1 mm) 严 重 影 左 5 ,
温 度 4 q 含 尘 气 体 浓 度 推算 为 08 k / , 尘 效 率 按 OC, .5 gm,收
转 率 、 耗指 标 连 年 提升 。下 面 简要 介 绍 几项 节能 降 耗 电
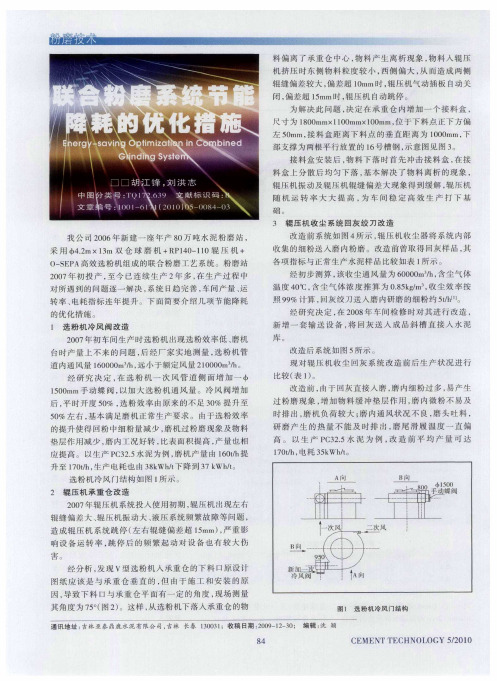
的优 化措 施 。 l 选 粉机 冷 风 阀改 造
照 9 %计 算 , 9 回灰 绞 刀 送人 磨 内研 磨 的细 粉约 5 h 。 9I ”
响设 备 运 转 率 , 停 后 的频 繁 起 动 对 设 备 也 有 较 大 伤 跳
害。
经 分析 , 现 V型 选 粉 机入 承重 仓 的下料 口原 设 计 发
图纸 应 该是 与 承 重 仓 垂 直 的 , 由于 施 工 和 安 装 的 原 但 因 , 致 下 料 口与 承重 仓 平 面有 一定 的 角 度 , 场 测 量 导 现 其 角 度 为 7 。 图 2 。 这样 , 5( ) 从选 粉 机 下 落入 承 重仓 的物
料 偏 离 了 承 重仓 中心 , 料 产 生 离 析 现 象 , 料 人辊 压 物 物 机 挤 压 时 东 侧 物 料 粒 度 较 小 , 侧 偏 大 , 而 造 成 两 侧 从 辊 缝 偏 差较 大 , 偏差 超 1 mm时 , 压机 气 动插 板 自动 关 0 辊
闭 , 差超 1r 偏 5 m时 , 压 机 自动 跳 停 。 a 辊 为解 决 此 问 题 , 定 在 承 重 仓 内增 加 一 个 接 料 盒 , 决
双闭路粉磨节能增效技术改造
双闭路粉磨节能增效技术改造早期辊压机、V型选粉机、管磨机双闭路粉磨系统的技术改造2000年以后随着水泥产品品质量标准的提高,水泥销售市场的竞争加剧,减少熟料用量,降低粉磨电耗,降低生产成本越来越被人们所关注,水泥粉磨系统的预粉磨工艺也被生产企业所重视,预粉磨设备从鄂式破碎机、锤式破碎机、反击式破碎机、球破机等破碎设备,逐步被循环粗粉磨机、辊压机、立式磨机所取代。
随着科技的进步,早期的辊压机预粉磨粉磨工艺已经落后,新兴的次序给入物料、逐级取出成品、磨机粗粉自循环水泥粉磨技术已经得到应用,这些技术的应用对减少水泥熟料用量,降低水泥粉磨电耗起到了非常显著的作用。
为水泥粉磨第二代技术创新献上一份厚礼。
第一部分辊压机、管磨机双闭路粉磨工艺存在的缺陷:针对辊压机、V型选粉机,粗细粉分离器、开流管磨机粉磨工艺存在的磨机跑粗现象严重,尤其是混合材的过粉磨现象,设计部门采用了管磨机圈流粉磨工艺,出磨水泥80um筛余得到控制,磨机台时产量有所提高,但是粉磨系统增加了提升机、选粉机、除尘器,循环风机等较多的设备,以4213磨机需要增加电机功率近1000kw。
我们按原生产线吨水泥电耗35kw.h/t来计算,那么1000kw.h/t的电耗应该增加28t的磨机台时产量。
其粉磨电耗没有得到根本的降低,粉磨po42.5级水泥的电耗仍然需要在35kw.h/t以上的水平。
另外圈流粉磨水泥成品存在着比表面积偏低的现象,水泥成品20um-50um的颗粒含量偏高,水泥熟料的粉磨细度没有达到400以上的比表面积要求,水泥熟料的可利用强度没有达到完全发挥,熟料利用率偏低,吨水泥熟料百分比用量偏多,生产成本偏高。
针对早期辊压机、打散机、管磨机圈流粉磨生产线存在的缺点,应该采用北票理想粉磨研究所开发成功的《逐级取出成品,二合一圈流粉磨技术》进行改造,改造后粉磨电耗会达到30kw.h/t以下的效果。
辊压机联合粉磨双闭路粉磨工艺流程图第二部分:辊压机加V选机圈流预粉磨系统技术改造针对辊压机联合粉磨双闭路粉磨系统的缺点,理想粉磨研究所在中国建筑材料经济研究会理事、水泥专业委员会专家委员、粉磨工艺设备专家组组长李宪章同志的带领下,经研究实验,并与水泥生产厂家实践多点取料二合一闭路粉磨新工艺,成功解决了辊压机联合粉磨双闭路粉磨系统的缺点,而且实现了高产量、高质量、低电耗的生产效果,使企业取得了可观的经济效益。
水泥联合粉磨系统产量下降的处理措施
水泥联合粉磨系统产量下降的处理措施发布时间:2022-08-24T01:26:53.508Z 来源:《新型城镇化》2022年17期作者:刘萧[导读] 这些问题直接导致系统产量低,工序电耗高。
整改后,产量提高25%,电耗下降17%。
新疆圣雄能源股份有限公司水泥厂新疆吐鲁番 838100摘要:在对粉磨系统作业全过程进行排查的过程中,不仅发现混合材料的水分含量偏高,系统漏风点多,配料秤计量偏差大,粉煤灰库卸料不稳定,还发现入辊压机石灰石粒度大,进料皮带机除铁器未投入使用,称重仓物料离析现象严重,辊压机辊缝波动大,辊压机辊面、辊边缘、侧挡板和进料装置等处磨损严重,管磨机隔仓板和出磨篦板篦缝卡堵,入磨物料细粉多等问题。
这些问题直接导致系统产量低,工序电耗高。
整改后,产量提高25%,电耗下降17%。
关键词:管磨机;石灰石粒度;密封堵漏;参数优化;增产降耗为了进一步实现增产、降耗,并能够充分利用低谷电,最大限度发挥辊压机处理能力较大的优势(辊压机功率900 kw×2/管磨机功率2 500kw=O.72,辊压机处理能力/管磨机产量>3),决定在现有联合粉磨系统基础上改造为半终粉磨系统。
本文就此项目的实践进行总结介绍。
1工艺流程来自调配站的熟料和混合材经配料秤、斗式提升机、胶带输送机喂入V型选粉机,经V型选粉机分选出来的细粉进入涡流选粉机,粗粉经过中间仓稳流后进入辊压机,经辊压机挤压的料饼随出调配库的物料一起再进入V型选粉机。
磨机粉磨后的物料经出磨斜槽、斗式提升机喂入涡流选粉机,选出的粗粉经斜槽返回磨内再次粉磨,细粉随气体进入气箱脉冲袋除尘器,收下的水泥成品经空气斜槽送至水泥库。
2出现问题2021年5月中旬,该系统台时产量突发性下降,吨水泥电耗大幅上升。
由于辊压机循环系统中没有更多细粉物料进入球磨机循环系统,特别是在生产P·C32.5R水泥时主排风机已开到最大,磨内物料少。
磨机的研磨能力得不到发挥。
辊压机联合粉磨系统问题分析及技改措施
辊压机联合粉磨系统问题分析及技改措施摘要:为了降低综合生产成本,满足日益激烈的水泥市场,进行了一系列的技术改造和工艺参数的优化,最终实现了P·O42.5水泥台时产量、电耗达标,设备运转率高的目标,保证了水泥产品的稳定,为公司销售拓宽市场奠定了良好的基础。
关键词:辊压机;联合粉磨;压力;分级;结构;级配;降耗;一、概述某公司5 000t/d熟料生产线水泥粉磨系统是由辊压机和?4.2m×13m球磨机组成的双闭路粉磨系统承担,投产后,受系统工艺设计等因素影响,系统堵料,设备空转时间长,设备故障多,水泥电耗高,产量低,制约了水泥销售和产品质量。
为了降低综合生产成本,满足日益激烈的水泥市场,我公司受邀对该系统进行了一系列的技术改造和工艺参数的优化,最终实现了P·O42.5水泥台时产量、电耗达标,设备运转率高的目标,保证了水泥产品的稳定,为公司销售拓宽市场奠定了良好的基础。
二、存在问题及技改措施1.技改工艺流程。
原工艺流程:熟料、脱硫石膏及混合材等按一定比例配料后,经带式输送机、配合料提升机、辊压机中间仓,经过辊压后的物料由混合料提升机送入V型选粉机,粗料返回经喂料小仓入辊压机循环辊压,细料由旋风分离器分离后入球磨机中粉磨。
辊压机系统的废气经循环风机分别进入V型选粉机和闭路球磨机系统的高效水平涡流选粉机。
粉煤灰出库经喂料计量设备按水泥配比要求通过空气输送斜槽、提升机和V型选粉机入磨,选出的粗粉入磨粉磨,成品水泥随气流进入袋收尘器,收下的水泥成品由空气输送斜槽送至水泥库。
(1)存在问题及技改措施:由于脱硫石膏、高炉矿渣水分偏大,物料频繁在入辊压机中间仓的下料溜子处堵料,物料流动性不好造成中间仓下料不畅,只能靠岗位工活动棒阀维持生产。
系统频繁堵料造成磨机止料频繁,岗位工清堵劳动强度加大,磨机空转时间长,后滑履瓦温度升高,造成磨机调停,影响了产质量及设备的稳定运行。
通过论证,混合料提升机最大提升量为1 000t/h,拆除配合料提升机后,能够满足配料站物料和出辊压机物料的提升量,且物料直接进V型选粉机后可以将水分随气流带走,减少细粉量。
水泥企业粉磨系统节能降耗的技术措施
水泥企业粉磨系统节能降耗的技术措施随着水泥行业产能的严重过剩,产品价格下跌,企业利润急剧下滑,企业的竞争也日趋严峻。
水泥生产企业在稳定提升产品质量、扩大市场占有率的前提下,如何有效降低成本、挖掘内部潜力,提升核心竞争力,其中节能降耗是一重要技术措施。
现将水泥粉磨企业的一些节能方案做简单阐述,希望能起到抛砖引玉的作用。
一.从电气角度节能的措施1. 合理选择供配电电压。
在额定电压允许情况下,提高引入的高压电压等级,是降低线损率的有效措施。
对于配电网,供电电压等级越高,线损就越低,而线损是随电压平方成反比而下降,新建项目将电压从6KV提高到10KV,一次投资略高,但运行成本将降低。
2. 变频节能设备的推广应用。
选用节能型变压器,合理选择变压器容量。
在确保变压器在安全和可靠的基础上,要选用损耗低的变压器。
S9系列节能变压器,其损耗值与S7系列相比,空载损耗可降低10%,负债损耗可降低10%。
近年来我国的变频调速节能设备不断取得技术突破,高压、低压不同电压等级的越来越大容量的节电设备开发成功。
这项技术可实现变频软启动,减少对电网的冲击,还可节电25%左右。
这项技术还广泛运用在交流电机的变频调速装置上,其节电效果要根据电机所拖动的不同类型负荷特性和调速范围而决定。
适用设备:离心风机,需要长期关小阀门进行调节的风机,如磨排风机、冷却风机等;罗茨风机,需要排放多余风的罗茨风机。
泵。
皮带机,为适应带负荷启动电机选型偏大,物料层薄的皮带机等。
3. 全方位地采用高、低压无功功率的就地补偿装置,包括自动调节的静电电容器组和进相机组的应用。
通过这些技术措施,大大改善水泥企业用电的功率因数,减少对无功功率的需求,从而减少输入电能的有功电能损失。
4. 注重低压电机全相控技术的推广运用。
这项节电技术可在拖动负荷轻载和重载时自动调整电动机的输出功率,使电机实现在最佳状态下运行,以达到最佳节电的目的。
此节电产品平均节电率为15%~55%。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
磨机 主减速 器
速比
: J S 1 5 0 一 A2
表 1 闭 路联 合粉 磨 系统 设 备 配 置及 性 能 参 数 Fra bibliotek彩磨丝木
主要设 备
性能参 数
规 格 :4 . 2mx 1 2 . 5m 转 速 :1 5 . 8 r / ai r n 产量 : P ・ 0 4 2 . 5 1 8 0t , h P ‘ C 3 2 . 5 2 0 0t / h 额定装 载量 : 2 2 0 t
磨 ” 。常见 的水泥 联合 粉磨 系统 一般 配置有 一 台循 收尘器 内,收尘器收集的水泥成品由空气输送斜槽 环 风机 供 V 型选 粉 机分 级 的辊 压机 闭路 系统 用风 ,
1 5
2 0 1 3 年 第6 期
N o . 6 2 0 1 3
刘传平 ,等 :闭路联合粉磨系统提产降耗 的措施
图1 闭路 联 合 粉 磨 系统 工 艺 流 程
2 工艺 特点
至V 型选粉机 ,通过旋风筒收集后的成品喂人管磨 机 内 ,粗 大 颗粒继 续 回到稳 流称 重仓 内再 次进 入辊 压机继续挤压 。物料经球磨机 粉磨后 由磨尾 提升 机送至O — S e p a 高 效 水平 涡流 选 粉 机 内进 行 粗 细 分 离 ,粗粉经 除铁 器后再 由空气输 送斜槽输送 至磨
头 ,喂 人磨 内重 新粉 磨 ,细粉 则 随气流 进入 大布 袋
目前 国 内 新 型 干 法 水 泥 生 产 线 水 泥 制 成 工
序多采用辊 压机联合粉磨 系统 ,该工艺将 以V 型
选 粉 机 为 气 流 分 级 与 辊 压 机 组 成 的闭 路 子 系 统及 0 一 S e p a 高 效选 粉 机 与管 磨 机 组 成 的 闭路 子 系 统结 合 起 来 形 成 双 闭路 ,从 而 实 现 了 良好 的 “ 分 段 粉
0 一 S e p a N一 4 0 0 0 高效 选粉 机 。主产 品 为P・ 0 4 2 . 5 和 P・ C 3 2 . 5 水 泥 ,利 用 附近工 业企 业钢 渣 、炉渣 及 石 灰 石作 混 合材 。系统 产量 :P- C 3 2 . 5 水泥1 9 0 t / h ,
P・ 0 4 2 . 5 水泥1 8 0 t / h , 该闭路联合粉磨系统产量较 低 ,综合 电耗较高。通过技术分析 ,采取了一系列 针 对 性 改 造 措 施 ,并 在 调试 过 程 中 ,实 施 相 关 应 对 的措 施 ,取 得 了 良好 的增 产 节 电效 果 ,P・ C 3 2 . 5
2 0 1 3 年 第6 期
No。 6 2 0 1 3
新 世 纪水 泥导报
Ce me n t Gu i d e f o r N e w E p o c h 磨丝朱
中图分类号 :T Q1 7 2 . 6 3 2 文献标识码:B 文章编 号:1 0 0 8 - 0 4 7 3 ( 2 0 1 3 ) 0 6 — 0 0 1 5 — 0 7 DOI 编码 :1 0 . 3 9 6 9 / j . i s s n . 1 0 0 8 - 0 4 7 3 . 2 0 1 3 . 0 6 . 0 0 4
水 泥 系统 产量 提 升至 2 2 0 t / h ,P・ 0 4 2 . 5 水 泥产 量达
2 0 0 t / h 。现对该挤压联合粉磨系统的现场调试 、优 化 过程 及 提高 产量 的措 施进 行介 绍 。 1 工艺 流程 与设 备配 置
出窑 熟 料 经 篦 冷 机 冷 却 后 输 送 至 熟 料 库 ,熟 料 、脱硫 石 膏及混 合材 按 照一定 比例 配料 后 由皮带 输送 机经 过 除铁器 后被 提升 机送 至辊 压机 稳流 称重 仓 内 ,经 辊 压机挤 压过 后 的物 料 由循 环提 升机 输送
闭路联合粉磨系统提产降耗的措施
刘传 平 吴 正 华
1 . 安徽 省淮北矿 业相 山水泥有限责任公 司,2 3 5 0 4 3 ;2 . 葛洲坝水泥集团,2 1 0 0 0 9
摘 要 联合 粉磨 系统 的节 能降耗应从各子系统入手 ,并实施精细化操作 ; “ 分段粉磨”优势的发挥取 决于各单段粉磨潜 力的挖掘 ;对于单风机 系统 ,应尽可能调整辊压机 和V型选 粉机 ,而不要频繁调整0 一 S e p a 高效 选粉 机 的一 、二 次风来 满 足v型选 粉机 的用 风量 ,合 理 匹配一 、二 、三次风 的用 量 ,否则 ,将导 致 0 一 S e p a 高效选粉机 内部流场不均匀 ,不利 于高效高产 ;联合 粉磨 系统前 置辊压 机做 功越 多 ,分级后 的入磨物 料越细 ,才能充分发挥后续 管磨 机系统 、细磨能力有余 的优势 。同时 ,应对管磨机结构参数及研磨体级配作 相应调整 ,实现磨 内磨细 ,提高 出磨 比表面积 。 关键词 联合粉磨 辊压机 分段粉磨 做功
0 引言
L Y 公 司 4 . 2 m×1 2 . 5 m水泥 磨磨 前 配 置
某1 6 0 — 1 4 0辊 压 机 + V 4 0 0 0 选 粉 机 ,磨 尾 配 有
送至水泥库储存 ,生产P・ 0 4 2 . 5 水泥时粉煤灰按配 料 量 的6 %直 接进 入 磨 机 ( 不 经 过 辊压 机 )。工艺 流程 见 图 1 ,主要设 备配 置及性 能参 数见 表 1 。
型号 : 某1 6 0 一 t 4 0 通过 量
主要设 备
性 能参数
电机型 号 : YR KK 9 0 0 — 8 额定功率 :3 2 5 0k W 额定 电流 、电压2 3 2 A 、1 0 k V
型号
管磨 机
磨 机主 电机
辊 压机
:6 1 0 ~7 5 0 t / h 额定 功率 : 2× l 1 2 0 kW