Deform-3d热处理模拟操作
DEFORM-3D基本操作技巧入门基础
DEFORM-3D基本操作入门QianRF前言有限元法是根据变分原理求解数学物理问题的一种数值计算方法。
由于采用类型广泛的边界条件,对工件的几何形状几乎没有什么限制和求解精度高而得到广泛的应用。
有限元法在40年代提出,通过不断完善,从起源于结构理论、发展到连续体力学场问题,从静力分析到动力问题、稳定问题和波动问题。
随着计算机技术的发展与应用,为解决工程技术问题,提供了极大的方便。
现有的计算方法(解析法、滑移线法、上限法、变形功法等)由于材料的本构关系,工具及工件的形状和摩擦条件等复杂性,难以获得精确的解析解。
所以一般采用假设、简化、近似、平面化等处理,结果与实际情况差距较大,因此应用不普及。
有限元数值模拟的目的与意义是为计算变形力、验算工模具强度和制订合理的工艺方案提供依据。
通过数值模拟可以获得金属变形的规律,速度场、应力和应变场的分布规律,以及载荷-行程曲线。
通过对模拟结果的可视化分析,可以在现有的模具设计上预测金属的流动规律,包括缺陷的产生(如角部充不满、折叠、回流和断裂等)。
利用得到的力边界条件对模具进行结构分析,从而改进模具设计,提高模具设计的合理性和模具的使用寿命,减少模具重新试制的次数。
通过模具虚拟设计,充分检验模具设计的合理性,减少新产品模具的开发研制时间,对用户需求做出快速响应,提高市场竞争能力。
一、刚(粘)塑性有限元法基本原理刚(粘)塑性有限元法忽略了金属变形中的弹性效应,依据材料发生塑性变形时应满足的塑性力学基本方程,以速度场为基本量,形成有限元列式。
这种方法虽然无法考虑弹性变形问题和残余应力问题,但可使计算程序大大简化。
在弹性变形较小甚至可以忽略时,采用这种方法可达到较高的计算效率。
刚塑性有限元法的理论基础是Markov变分原理。
根据对体积不变条件处理方法上的不同(如拉格朗日乘子法、罚函数法和体积可压缩法),又可得出不同的有限元列式其中罚函数法应用比较广泛。
根据Markov变分原理,采用罚函数法处理,并用八节点六面体单元离散化,则在满足边界条件、协调方程和体积不变条件的许可速度场中对应于真实速度场的总泛函为:∏≈∑π(m)=∏(1,2,…,m)(1)对上式中的泛函求变分,得:∑=0(2)采用摄动法将式(2)进行线性化:=+Δun(3)将式(3)代入式(2),并考虑外力、摩擦力在局部坐标系中对总体刚度矩阵和载荷列阵,通过迭代的方法,可以求解变形材料的速度场。
Deform详细教程

▪ 4.接下来在弹出的窗口中用 第四个选项“Other Place”, 选择工作目录然后点击 “Next”
▪ 5.在下一个窗口中输入题目 的名称 ( Problem name ) BLOCK点击Finish
整理版ppt
9
1.1 创建一个新的题目
▪ 前处理操作窗口 由图形显示窗口、 物体参数输入窗 口、物体显示及 选择窗口以及各 种快捷按钮组成。
整理版ppt
18
2.2 导入模具文件
▪ 1.本练习中,我们将要导入上下模具的几何文件。在前处理控制窗口中 点击增加物体按钮 Insert objects 进入物体窗口。可以看到在Objects 列表中增加了一个名为 Top Die 的物体。
▪ 2.在当前选择默认Top Die物体的情况下,直接选择
• DEFORM-2D
• DEFORM-3D
• DEFORM-PC
• DEFORM-HT Module
• DEFORM-Tools整理版ppt
2
练习 01
▪ 金属塑性成形的前处理 ▪ 前处理是有限元分析的主要步骤,它所占用的操作
时间占到用户操作时间的80 % ,有很多定义都是 在前处理阶段进行的。前处理主要包括:
plastic
整理版ppt
12
1.4 划分网格
▪ 对于那些非刚性材料和考虑传 热影响的刚体(Rigid)材料,需 要划分有限元网格
▪ 1.点击按钮 划分窗口;
进入网格
▪ 2.可以在网格数量输入框中 输入单元数或用滑动条来设定。 在本例中,默认为8000
▪ (在DEFORM3D中只能划分四 面体网格,如果你想用六面体 网格可以点击按钮Import,输入 ID EAS或PATRAN的网格;
DEFORM软件

DEFORM软件DEFORM简介Deform软件是一个高度模块化、集成化的有限元模拟系统,它主要包括前处理器、模拟器、后处理器三大模块。
前处理器:主要包括三个子模块(1)数据输入模块,便于数据的交互式输入。
如:初始速度场、温度场、边界条件、冲头行程及摩擦系数等初始条件;(2)网格的自动划分与自动再划分模块;(3)数据传递模块,当网格重划分后,能够在新旧网格之间实现应力、应变、速度场、边界条件等数据的传递,从而保证计算的连续性。
模拟器:真正的有限元分析过程是在模拟处理器中完成的,Deform运行时,首先通过有限元离散化将平衡方程、本构关系和边界条件转化为非线性方程组,然后通过直接迭代法和Newton-Raphson法进行求解,求解的结果以二进制的形式进行保存,用户可在后处理器中获取所需要的结果后处理器:后处理器用于显示计算结果,结果可以是图形形式,也可以是数字、文字混编形式,获取的结果可为每一步的有限元网格;等效应力、等效应变;速度场、温度场及压力行程曲线等DEFORM功能1. 成形分析冷、温、热锻的成形和热传导耦合分析(DEFORM所有产品)。
丰富的材料数据库,包括各种钢、铝合金、钛合金和超合金(DEFORM所有产品)。
用户自定义材料数据库允许用户自行输入材料数据库中没有的材料(DEFORM所有产品)。
提供材料流动、模具充填、成形载荷、模具应力、纤维流向、缺陷形成和韧性破裂等信息。
刚性、弹性和热粘塑性材料模型,特别适用于大变形成形分析(DEFORM所有产品)。
弹塑性材料模型适用于分析残余应力和回弹问题(DEFORM-Pro, 2D, 3D)。
烧结体材料模型适用于分析粉末冶金成形(DEFORM-Pro, 2D, 3D)。
完整的成形设备模型可以分析液压成形、锤上成形、螺旋压力成形和机械压力成形(DEFORM 所有产品)。
用户自定义子函数允许用户定义自己的材料模型、压力模型、破裂准则和其他函数(DEFORM-2D,3D)。
Deform3D中文教程
26 本章纲要:非等温锻造(完整模型) 引言打开旧问题(即已保留问题) 加载数据库设置模拟操纵概念平均应变速度设置边界条件设定主模的速度设定对象间的摩擦保留问题写数据库运行模拟进程后处置退出系统. 本章介绍非等温热传导计算问题,学会在同一数据库内持续运行求解不同进程。
本章是在第7 章基础上的继续。
一些用户希望同一温度问题内能多重操作,在本问题中,第6 章是第一次操作,本章是第二次操作。
利用户把握如何用两种操作运行一个问题。
以下步骤能够完成第6 和第7 章的内容。
打开DEFORM 3D System系统窗口,单击Pre-Processor 按钮打开窗口。
从已有数据库中保留的最后一步开始,继续后面的模拟进程,当Processor 窗口出现后会有以下信息框。
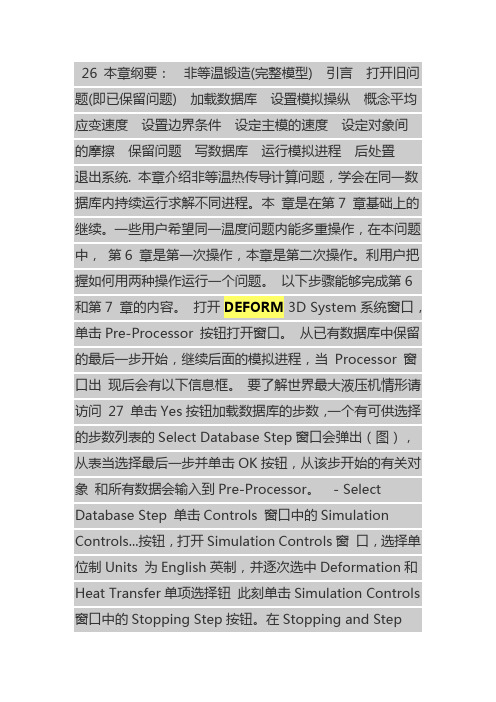
要了解世界最大液压机情形请访问27 单击Yes按钮加载数据库的步数,一个有可供选择的步数列表的Select Database Step窗口会弹出(图),从表当选择最后一步并单击OK按钮,从该步开始的有关对象和所有数据会输入到Pre-Processor。
- Select Database Step 单击Controls 窗口中的Simulation Controls...按钮,打开Simulation Controls窗口,选择单位制Units 为English英制,并逐次选中Deformation和Heat Transfer单项选择钮此刻单击Simulation Controls 窗口中的Stopping Step按钮。
在Stopping and StepControls窗口中设置Number of Simulation Steps (NSTEP) 为20。
设置Step Increment to Save (STPINC) 为2步,另外,注意第一步应为负(说明该步是之前处置中读入)。
此刻设置Primary Die (PDIE) 为2,选择操纵步Solution Step Controls 为行程操纵Steps by Stroke 设置Stroke per Step (DSMAX)为英寸。
基于deform的数值模拟热处理工程

热处理仪器实验室问题摘要热处理向导是设置复杂多操作的便利工具热处理问题。
本实验将演示如何使用此向导来准备钢部分渗碳淬火回火模拟。
本实验室还可以帮助用户了解DEFORM-HT相变计算方案的能力。
1.开始一个新的问题开始一个新的热处理向导问题与问题ID“GearHT”。
你可以做所以点击“新问题”按钮,选择“热处理”。
或者,您可以右键单击目录树以创建一个空目录,然后单击“加热”治疗“在主窗口的右侧.DEFORM GUI主窗口2.初始化在“初始化”对话框中,将“单位制”设置为SI。
打开“变形”,“扩散”和“相变”。
点击下一步热处理向导设置页3.导入几何在“几何”页面中,选择“从几何,KEY或DB文件导入”,然后单击“下一个”。
转到目录Labs /,并加载几何文件“GearTooth.STL”。
4.生成网格在“网格生成”页面中,对非结构化网格使用8000。
使用1层结构化表面层,将“厚度模式”设置为“与整体对比”尺寸“,层厚度为0.005(结构化表面网格有帮助提供更好的热和扩散解决方案精度,计算时间更少)点击下一步”网格生成窗口5.材质定义在“材质”页面中,选择“从.DB和.KEY导入”,然后单击“下一步”。
进口材料“Demo_Temper_Steel.KEY”来自目录实验室/。
您可以点击“Advance”按钮查看和编辑材料和转换数据。
请注意,这是一种具有七个成分(相)的复杂混合物,包括奥氏体(A),白铁矿(PB),马氏体(M),铁素体(F),低碳马氏体(LM),回火(TB),回火铁素体+水泥泥(TFC)。
转型两相之间的动力学包括A-> F,A-> PB,A-> TB,A-> M,PB-> A,M-> LM,M-> A,LM-> TFC,TB-> A和TFC-> A。
在这些动力学中,A-> F,A-> PB,A-> TB,M-LM和LM-> TFC是由TTT曲线定义的扩散控制。
Deform模拟软件功能介绍

4、前处理功能操作
5、后处理功能操作
第二节 锻压模拟
一、实验目的 • 熟悉模拟软件Deform的基本操作。 • 认识锻压过程中材料各部位的变形情况。
• 定义工件的对称和传热边界条件
• 定义传热边界条件
• 工件与外界热传导后处理结果
第五节 热模锻成形模拟
一、实验目的
• 熟悉如何模拟变形过程中存在热传导的 过程。
• 认识模拟过程中材料各部位的变形和温 度变化情况。
• 实验内容
• 道钉成形过程属于热模锻成形,在变形过 程中存在热传导现象,本例中为了准确的 模拟其成形过程不仅要模拟其锻造过程, 还要模拟其热传导过程。
第一节 Deform模拟软件功能介绍
1、 Deform-3D有限元分析软件介绍
• Deform(Design Enviroment for Forming) 有限元分析系统是美国SFTC公司开发的一 套专门用于金属塑性成形的软件。通过在 计算机上模拟整个加工过程,可减少昂贵 的现场试验成本,提高工模具设计效率, 降低生产和材料成本,缩短新产品的研究 开发周期。
• 实验内容
• 模型如图所示。工件旋转,刀具径向和轴 向给进,达到层层切削工件表面的目的。 Deform-3D软件专门提供了一个模拟切 削、钻削的平台。
• 下图为该软件模拟中的切削模型,该模型 分别用进给量(Feed)、表面加工速度 (Surface speed)、背吃刀量(Depth of Cut)三个主要参数来描述切削加工过程。
• 三维CAD文件的系统导入和网格划分
DEFORMD基本操作指南
4、使用有限元软件时,要养成分析每个问题创建新的文件夹的习惯。因为打开DEFORM3D软件,其默认安装目录下会自动生成一文件夹,所作模拟都会放置在该文件夹下,不便于 管理。
向)
九、定义物间关系
1.在前处理控制窗口的右上角点击 按钮,会出现一个提示,选择Yes弹出Inter Object窗口。 2.定义物间从属关系:在v6.1中,系统会自动将物体1和后面的物体定
为从属关系(Slave-Master),即软的物体为Slave,硬的物体设为 Master。
1.点击按钮
,进入新的窗口
五、模拟参数的定义
这里定义的参数,主要是为了进行有效的数值 模拟。因为成形分析是一个连续的过程,分许多时 间步来计算,所以需要用户定义一些基本的参数: 1、总步数:决定了模拟的总时间和行程。 2、步长:有两种选择,可以用时间或每步的行程。 3、主模具:选择主运动模具。 4、存储步长:决定每多少步存一次,不要太小,
三、材料定义
DEFORM自带材料模型包含有弹性、弹塑性、刚塑 性、热弹塑性、热刚粘塑性、粉末材料、刚性材料及自定 义材料等类型,并提供了丰富的开方式材料数据库,包括 美国、日本、德国的各种钢、铝合金、钛合金、高温合金 等250种材料的相关数据。在使用时,我们可以直接从材 料库提取所需要的材料。
用户也可根据自己的需要定制材料库。在DEFORM3D软件中,用户可以根据分析的需要,输入材料的弹性、 塑性、热物理性能数据。如果需要分析热处理工艺,还可 以输入材料的每一种相的相关数据以及硬化、扩散等数据。
DEFORMD基本操作指南
DEFORM学习
二、DEFORM3D基本操作
2.3 前处理功能操作
2.3.1 对象属性窗口
对象类型可分为以下几类: 1) 刚性:通常指不变形材料,常用于定义模具。 2) 塑性:主要是指刚塑性材料,其应力随应变率呈非线性增加,直 到应变率极限。常用于定义工件的材料,能模拟出较真实的材料性 能 3) 弹性:弹性材料的性能可由弹性模量和泊松比来表现,常用于求 解模具的应力或挠曲量。 4) 多孔:多用于在成形过程中,密度发生变化的材料,如粉末成形 材料。 5) 弹塑性:弹塑性体在达到材料屈服点以前,可以视为弹性体,当 对象的某部分达到屈服点后视为塑性体,而其余部分仍视为弹性体
一、DEFORM软件简介
1.2 DEFORM的特色功能与价值
1.2.1 DEFORM的特色功能 DEFORM具有友好的用户图形界面,操作简单方便。它有高 度模块化、集成化的有限元模拟系统,有限元网格自动生成器以及 网格重划分自动触发系统。具备集成的金属合金材料库、多种成形 设备模型和可供用户自定义的子程序。
二、DEFORM3D基本操作
2.4 运行
查看运行的信息
选择DB文件
RUN
运行
二、DEFORM3D基本操作
2.5 后处理界面
二、DEFORM3D基本操作
2.5 后处理常用功能操作
此按钮的功能是提取模拟过程中受力物体的载荷,以图形形式 达。
4 2 1
3
二、DEFORM3D基本操作
2.5 后处理常用功能操作
一、DEFORM软件简介
1.3 DEFORM的功能模块
DEFORM-2D模块 该模块主要用来分析成形过程中平面应变和轴对称等二维材料 的流动,适用于热、冷、温塑性成形,广泛用于分析锻造、挤压、 拉拔、开胚、镦锻和许多其他金属成形过程,可提供极有价值的工 艺分析数据。 DEFORM-3D模块
DEFORM金属成形及热处理模拟解决方案
DEFORM金属成形及热处理模拟解决方案1DEFORM锻造、拉拔模拟方案DEFORM锻压数值模拟可实现适热、冷、温状态下的自由锻、模锻、开坯、墩粗、拉拔、挤压等成形工艺的仿真分析,提供极有价值的工艺分析数据:➢通过锻造、拉拔全过程模拟,获得成形产品形状及尺寸,有助于分析锻件、管材、棒材等横向缺陷发生的原因;多工步成形过程模拟➢获得成形过程工件应力场、应变场及速度场分布;➢提高模内金属流动现象,分析材料流动规律;➢预测成形缺陷,包括裂纹、拉痕、凹坑、缩径、折叠、填充不足等;裂纹折叠➢可优化工艺参数,包括成形吨位、拉拔力、拉拔速度、润滑方案、锻造温度、拉坯截面形状等;➢分析及优化模具结构,包括模具内腔、模具孔径、孔型,入模锥角等;不同孔径及毛坯的优化➢获得模具应力场数据,分析模具强度,模具磨损。
模具主应力和等效应力2DEFORM轧制模拟方案DEFORM轧制模拟可以实现有色金属及钢等的管材、板材及其他型材的连轧、滚轧、扩孔等工艺,预测成形尺寸、成形缺陷等结果,提供快速全面的工艺优化模拟方案:➢根据工艺流程,实现冷轧、热轧的成形过程,预测成形产品形状及尺寸、有助于分析缺陷的产生。
➢预测轧制过程中出现的折叠、塔型卷曲、壁厚不均、变形扭曲、流线紊乱等轧制缺陷。
➢获得成形过程金属应力、应变、速度、损伤、温度等场变量数据。
应力云图及板型尺寸变化➢分析轧制过程金属流动规律,有助于成形方式的控制。
➢优化工艺参数,包括轧制速度、轧制道次、轧制厚度等。
➢耦合模具应力分析,可判断轧辊发生弹性变形对轧制效果的影响。
➢可模拟复合材料的轧制过程,研究复合材料的成形特型。
3DEFORM微观组织模拟方案DEFORM采用元胞自动机及蒙特卡洛法实现微观组织相图及演变过程的可视化模拟,通过耦合结构及温度,获得成形过程及热处理过程中微观组织的模拟分析,提供多方面的分析方案:➢模拟微观组织在锻造、轧制、自由锻等成形过程、热处理过程及加热、冷却过程的演变;自由锻过程晶粒细化分布(红色为细化部分)➢ 模拟晶粒生长,分析整个过程的晶粒尺寸变化;➢ 计算成形及热处理过程中的回复再结晶现象,包括动态再结晶、中间动态再结晶及静态再结晶;➢ 通过微观演变预测总体性能,避免缺陷;➢ 模拟微观组织相的转变,提供转变时间、转变温度及任一时刻的微观演变结果;马氏体转变率分布云图及残余应力云图 ➢ 用户可二次开发自己的晶粒演变模型用于微观组织计算,验证新的演变模型的可行性;➢ 具有元胞自动机法、蒙特卡洛法等计算方法,可现实微观组织相图、晶粒尺寸、晶界及晶向,实现微观组织演变的可视化观测;➢ 分析成形过程中晶粒织构的变化情况,有助于优化成形工艺;ε =0 ε = 0.01 ε = 0.3 ε = 1.24 DEFORM 热处理模拟方案金属的热处理工艺,主要包括钢的奥氏体化,渗碳,淬火,回火,有色金属的金相固溶沉淀、应力松弛。
DEFORM 3D模拟控制(五):网格重划分
DEFORM 3D模拟控制(五):网格重画分标准网格重划分标准(自动划分)是在坯料产生大塑性变形时能很方便处理网格重划分的一种方式。
网格重画分网格标准可以通过改变参数来控制物体网格中划分的时机和频率。
网格重划分的设置除了可以在模拟控制窗口进行之外,还能在网格划分命令窗口设置。
2D网格设置和3D网格设置略有不同,下面进行分类讨论。
1 2D网格设置对于2D网格设置来说,总共有4个参数可以控制重划分网格的触发。
即Interference Depth、Maximum Stroke Increment、Maximum Time Increment和Maximum Step Increment,以上任意条件满足或者原来的网格不可用(负的Jacobian值),网格即会重新划分。
而原来的求解信息会插入到新的网格中。
1.1 最大穿透深度(Maximum interference depth)当主对象(master object,一般是指上下模)穿透从对象(slave object, 一般指坯料)的深度超过最大穿透深度的时候,网格重划分开启。
穿透深度指的是从对象的单元边界穿过主对象表面的深度,而网格重划分的对象必须是从对象,也就是坯料。
穿透深度参数在坯料有非常尖锐的拐角的情况下使用,意即拐角半径与相邻元素边缘长度几乎相同的情况。
重划分网格的穿透深度值应设置为单元边长的一半。
穿透深度值太大可能会导致坯料体积损失过多,值太小可能会导致重划分网格次数太多,从而导致运行时间变慢和求解信息插入误差过大。
在人为网格划分时,首先应该手动把容易发生网格穿透的区域画密一点,如果网格穿透问题仍然存在,再设置穿透深度值。
1.2 最大行程增量(Maximum stroke increment)任何时候主模的行程增量超过了所设值,新的网格重划分就会发生。
1.3 最大时间增量(Maximum step increment)从上次网格重划分步骤开始算起,只要模拟计算进行的时间达到了此设的最大时间增量,就会启动新的重新网格化步骤。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Deform-3d热处理模拟操作 热处理工艺在机械制造中占有十分重要的地位。随着机械制造现代化和热处理质量管理现代化的发展,对热处理工艺提出了更高的要求。热处理工艺过程由于受到加热方式、冷却方式、加热温度、冷却温度、加热时间、冷却时间等影响,金属内部的组织也会发生不同的变化,因此是个十分复杂的过程,同时工艺参数的差异,也会造成热处理加工对象硬度过高过低、硬度不均匀等现象。Deform-3d软件提供一种热处理模拟模块,可以帮助热处理工艺员,通过有限元数值模拟来获得正确的热处理参数,从而来指导热处理生产实际。减少批量报废的质量事故发生。 热处理模拟,涉及到热应力变形、热扩散和相变等方面,因此计算很复杂,软件采用牛顿迭代法,即牛顿-拉夫逊法进行求解。它是牛顿在17世纪提出的一种在实数域和复数域上近似求解方程的方法。多数方程不存在求根公式,因此求精确根非常困难,甚至不可能,从而寻找方程的近似根就显得特别重要。方法使用函数f(x)的泰勒级数的前面几项来寻找方程f(x) = 0的根。牛顿迭代法是求方程根的重要方法之一,其最大优点是在方程f(x) = 0的单根附近具有平方收敛,而且该法还可以用来求方程的重根、复根等。 但由于目前Deform-3d软件的材料库只带有45钢、15NiCr13和GCr15等三种材料模型,而且受到相变模型的局限,因此只能做淬火和渗碳淬火分析,更多分析需要进行二次开发。 本例以45钢热处理淬火工艺的模拟过程为例,通过应用Deform-3d 热处理模块,让读者基本了解热处理工艺过程有限元模拟的基本方法与步骤。
1 、问题设置 点击“文档”(File)或“新问题”(New problem),创建新问题。在弹出的图框中,选择“热处理导向”(heat treatment wizard),见图1。
图1 设置新问题 2、初始化设置 完成问题设置后,进入前处理设置界面。首先修改公英制,将默认的英制(English)修改成公制(SI),同时选中“形变”(Deformation)、“扩散”(Diffusion)和“相变”(Phase transformation),见图2。
图2 初始化设置 3、输入几何体 在工件几何体输入对话框内,选择从数据库或关键文件夹(Import from a geometry,. Key or DB file)中输入,见图3。输入的文件必须是STL格式的,见图4。
图3 输入几何体 图4 选择几何体文件 4、网格划分 工件输入后,可以进行网格划分。这里取网格数8000;表面网格结构(Structured surface mesh)中,层的数量取1;层厚度(Layer thickness)为0.005;厚度模式(Thickness mode)取与外形尺寸成比例(Ratio to overall dimension),见图5。 *其实层厚度是默认好的,点击图标,就会显示默认的数据,然后点击“OK”,完成设置,见图6。网格生成后的工件三维图形见图7。
图5 网格划分 图6 层厚度设置 图7 网格生成后的工件三维图形 5、材料设置 1)选择从数据库或关键文件夹(Import from .DB or .KEY files)中输入,见图8。由于数据库和关键文件夹尚未建立,因此在选择从数据库或关键文件夹选项后,不要直接点下一步,而是点击高级(Advanced),这时会弹出材料设置对话框,见图9。
图8 材料输入 图9 材料设置 2)在材料设置对话框中点击从材料库中加载(Load from lib.)。并在弹出的对话框中选择“Steel”,“AISI-1045_Heat Treatment”,类似国产45钢,并加载,见图10。加载后,材料列表中会显示材料型号以及相变名称,这里显示的是45号钢以及奥氏体、珠光体和马氏体,见图11。
图10 选择钢号 图11 加载后的材料列表 3)输出材料保存到关键文件夹。点击输出(Export),在关键文件夹中选择材料并保存,见图12。
图12 保存到关键文件夹 4)打开保存到关键文档中的材料并加载,完成材料的设置,见图13。
图13 完成材料设置 (to be continued) 6、工件初始化设置 在工件初始化对话框中,将温度(Temperature)、原子(Atom)、相体积分数(Phase volume fraction) 均选择为均匀(Uniform)。并将温度设置为“20”;原子为“0.44”;将马氏体(Martensite)的体积分数设置为“1”,见图14。 *原子百分比设置这里指含碳量。可以从材料性能表中的描述(Description)一栏中查到,见图10。
图14 初始化设置 7、介质的详细设置 介质设置的界面见图15,这里的介质主要有加热炉和水。
图15 介质设置界面 1)加热炉设置: 点击“加号”,在弹入的框中用英语填写“Heating Furnace”,然后点击“OK”完成设置,见图16。 图16 加热炉设置 2)加热炉参数设置: 点击“减号”,去掉“Media 1”,将热传递系数(Heat transfer coefficient)改成0.1,选中辐射“Radiation”见图17。
图17 加热炉参数设置 3)添加介质水: 点击“加号”,在弹出的图框中填写“water”,将默认的热传递系数修改为“7”,取消选择辐射,见图18。
图18 介质水的设置 4)添加区域1(Zone1) 在区域设置栏中,点击“添加”,会自动生成“Zone1”,见图19。
图19 添加区域1 5)写入对流系数 在常数(Constant)项的下拉菜单中,选择与温度关联“f(temp.)”,见图20。写入对流系数(Convection coefficient),具体见图21。
图20 选择f(Temp) 图21 温度与对流系数设置 Temperorature Convection Coefficient 20 2.1 250 2.8 500 6.8 750 4.0 1000 2.5 8、工艺程序设置 工艺程序设置包括,持续加热(冷却)时间、介质、温度等参数设置。这里设置了三个阶段,分别为预热阶段升温阶段和冷却淬火阶段,其中预热和升温介质为加热炉(Heating furnace),冷却淬火介质为水(Water)。 1)预热阶段:温度550°C,持续加热时间1800秒; 2)升温阶段:温度900°C,持续加热时间7200秒; 3)冷却阶段:温度20°C,持续冷却时间600秒。 同时在开始操作(Start operation)栏目中,选择“2”。详见图22。 图22 工艺程序设置 9、模拟控制设置 模拟控制对话框见图23。按默认好的步数定义为“自动”,每步温度变化为“5”,每步时间最大最小为“0.001”和“10”,步数增量为“10”。附加边界条件中由于没有考虑对称设置,因此栏目保存空白,见图23。在固定节点边界条件设置中,选择点击“自动设置(Auto)”,这时会出现固定节点边界条件已添加的回答,点击“OK”、完成固定节点边界条件设置,见图24。然后再点击“Finish”,出现图25的回答,大意是数据库、关键文件等已成功创建,请退出并回到主窗口进行模拟运行。
图23 模拟控制 图24 固定节点边界条件已经添加提示 图25 创建数据库文件已经成功提示 (to be continued) 10、模拟和后处理 在主窗口课题目录(Directory)中,选择需要模拟的文件,然后在模拟器(Simulator)栏目中,点击运行(Run),开始模拟。模拟进行状况可以从信息(Message)窗口观察到。
图26 模拟运行 模拟达到指定的步数或时间后模拟停止,这时点击退出图标,退出模拟。再次打开主窗口,在目录栏中选中课题,然后在后处理器中点击“Deform-3d Post”进入后处理窗口。 热处理模拟的后处理窗口应包括以下内容: (1)图形显示窗口 (2)步数选择和动画播放器 (3)图形状态选择按钮 (4)图形位置控制按钮 (5)状态变量选择与分析按钮 热处理模拟的后处理分析: 1、加热和冷却过程动画播放 为了播放加热和冷却过程的动画,应先在状态变量选择菜单内,选择温度(Temperature),然后再点击播放器,在显示窗口观察加热和冷却的变化过程。见图27。
图27 加热和冷却过程模拟 2、加热和冷却温度分布均匀度分析 1)剖切零件 为了分析温度分布均匀度,需要将工件剖切。可以应用剖切(Slicing)分析工具,将对话框中的模式选为“1Point+Normal”,在输入栏内,将P行的X坐标值修改成“1”,点击“OK”完成零件的剖切。 * 如果要尽可能在圆柱体的中心位置进行剖切,就需要进行中心点的坐标。默认的P点Y、Z轴的坐标为“0”,因此只要计算X轴的坐标点就可以了,一种方法采用拉动图标下方的滑标,大致放在中间位置即可。要精确定位,需要通过计算,可以根据滑尺两端的数字相加后除2。 本例计算如下: (-35.934+16.054)/2 = -9.94,见图28、图29。
图28 剖切设置