磨床日常点检表
平面磨床保养表

2 进行磨削时,操作者须戴护目镜,禁止戴手套。
3 清洁磨床各表面,清扫铁屑盘、磁台面各金属 加工面不得有锈蚀现象。
4 检查行程开关、限位开关使其有效动作 5 检查并紧固各档位手柄,使其能正常动作。
6 检查急停开关能可靠动作。 或×(√表示完好,×表示需维修)正确填表。如需改善或通知行政部,请填写设备故障申报及维修记录表。
佛山市xx有限公司
平面磨床(M7130H)
机床编号: 使用部门:生产部
机器保养表(每天)
月 年
批准人:
批准日期:
1 检查油箱的油标,必要时按加油图要求加至油 线上。
日
期
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
操作者:
移交给:
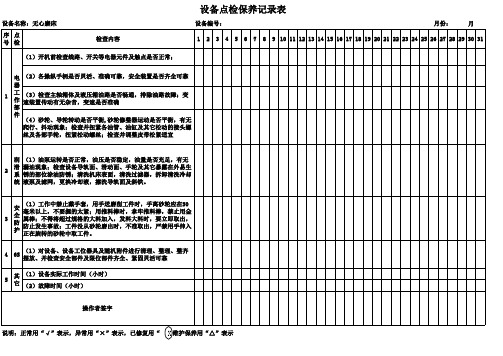
无心磨床设备点检保养记录表
4
6S
(1)对设备、设备工位器具及随机附件进行清理、整理、整齐 摆放、并检查安全部件及限位部件齐全、紧固灵活可靠
5
其 (1)设备实际工作时间(小时) 它 (2)故障时间(小时)
操作者签字
说明:正常用“√”表示,异常用“×”表示,已修复用“ ”X 维护保养用“△”表示
润 (1)油泵运转是否正常,油压是否稳定,油量是否充足,有无
2
滑 漏油现象;检查设备导轨面、滑动面、手轮及其它暴露在外易生 系 锈的部位涂油防锈;清洗机床表面,清洗过滤器,拆卸清洗冷却
统 液泵及滤网,更换冷却液,擦洗导轨面及斜铁。
Байду номын сангаас
3
安 全 防 护
(1)工作中禁止戴手套,用手送磨削工件时,手离砂轮应在50 毫米以上,不要握的太紧;用推料棒时,拿牢推料棒,禁止用金 属棒;不得将超过规格的大料加入,发料大料时,要立即取出, 防止发生事故;工件没从砂轮磨出时,不准取出,严禁用手伸入 正在旋转的砂轮中取工件。
清洗机床表面清洗过滤器拆卸清洗冷却液泵及滤网更换冷却液擦洗导1工作中禁止戴手套用手送磨削工件时手离砂轮应在50毫米以上不要握的太紧
设备名称:无心磨床
序点 号检
检查内容
(1)开机前检查线路、开关等电器元件及触点是否正常;
设备点检保养记录表
设备编号:
月份:
月
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
电 (2)各操纵手柄是否灵活、准确可靠,安全装置是否齐全可靠
器
1
工 (3)检查主轴箱体及液压箱油路是否畅通,排除油路故障;变 作 速装置传动有无杂音,变速是否准确
无心磨床维护保养点检记录表
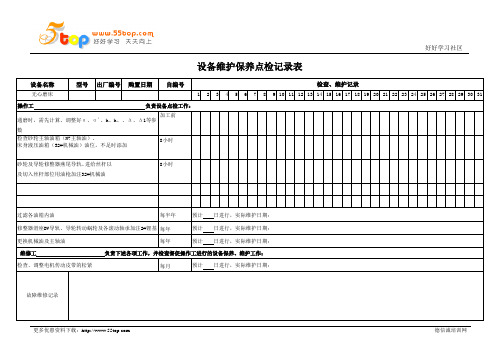
好好学习社区设备维护保养点检记录表设备名称型号出厂编号购置日期自编号检查、维护记录无心磨床 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 操作工负责设备点检工作:加工前通磨时,需先计算、调整好α、α'、h、h。
、Δ、Δ1等参数检查砂轮主轴油箱(N7主轴油)、8小时床身液压油箱(32#机械油)油位,不足时添加砂轮及导轮修整器燕尾导轨、进给丝杆以8小时及切入丝杆部位用油枪加注32#机械油过滤各油箱内油每半年预计日进行,实际维护日期:修整器滑座DV导轨、导轮转动蜗轮及各滚动轴承加注2#锂基每年预计日进行,实际维护日期:更换机械油及主轴油每年预计日进行,实际维护日期:维修工负责下述各项工作,并检查督促操作工进行的设备保养、维护工作:检查、调整电机传动皮带的松紧每月预计日进行,实际维护日期:故障维修记录好好学习社区注:1、机床加工能力参数——切入磨直径范围φ1~φ50;通磨直径范围φ5~φ50;2、注意事项:a、更换砂轮时,检查砂轮是否存在有裂纹或不正常声音;应在水平误差≤0.02/1000的水平检查仪上校正砂轮静平衡,直径大于200mm的砂轮更换后装机修整砂轮、甩干水后应拆下再做一次静平衡;新更换的砂轮要进行至少5分钟的试运转,发现异常应立即停止使用。
b、用金刚笔修整砂轮时,应在金刚笔吃到砂轮前打开冷却液;对于新砂轮,在第一次修整时的最后一次往复前,需用旧砂轮或碳条将砂轮两端尖角倒圆滑。
c、禁止披散长发或戴手套操作或维护本机床。
3、每天分早、中、晚班时,相应人员进行维护后均应在相应格内记录,用“√”表示进行了点检,“○”表示休息或放假,“×”表示有异常情况,应在“异常情况记录”栏予以记录。
数控外圆磨床点检表

数控外圆磨床点检表批准:审核:编制:ANL—52台湾数控车床点检表批准:审核:编制:CY—K500数控车床点检表批准:审核:编制:VDL600A加工中心维护点检表批准:审核:编制:YKW2950数控拉齿机点检表批准:审核:YX—T138专机点检表批准:审核:编制:YX—T139专机点检表批准:审核:编制:格514研齿机点检表批准:审核:编制:加工中心点检表批准:审核:编制:摩擦压力机点检表批准:审核:编制:普通设备日常点检、保养内容1、操作人员上班前,检查各手柄位置,机床各部件是否在正确位置,启动后机床低速运行10分钟。
2、检查安全保护,防护装置是否齐全可靠。
3、检查气压、液压、润滑压力是否符合要求。
4、检查各润滑点油路是否畅通,并检查液压油位、润滑油位。
5、检查线路、管道、油路有无漏水、漏气、漏电、漏油。
6、下班前15分钟擦拭设备,保持外表清洁,无黄袍、油污。
每班次摩擦面、滑动面加油3—5次。
7、设备的本体,严禁拆卸、敲打、碰击,堆放产品杂物。
8、班后关闭设备电源,清理切削,打扫现场。
编制:审核:设备管理处试车台日常点检表批准:审核:编制:涂装线日常点检、保养内容1、各部件需经常保持清洁、定期打扫、擦拭。
2、每周检查减速器油标一次,传动装置履带链及拨爪抹上黄油。
3、减速机每6个月到一年换油一次。
4、定期检查链条和滚轮的磨损情况,发现有损坏痕迹及时更换。
并经常检查链条、滚轮的铆接处是否有脱开现象。
如发现及时处理。
5、滚轮为整体轴承轮,如发现轴承内油少或脏的情况,要重新清洗、上油。
6、经常检查轨道有无松动错口现象,要及时调整,紧固螺栓。
7、要及时调整张紧装置弹簧,保证链条运行平衡。
8、定期检查张紧装置伸缩轨伸长是否已达极限。
因链条伸长,造成张紧装置伸缩轨已接近极限位置时,以适当摘除数节链条,以保证链条的张紧和运行的平衡。
编制:审核:设备管理处中频透热炉日常点检、保养内容1、加热设备的通电、停电应由专人进行。
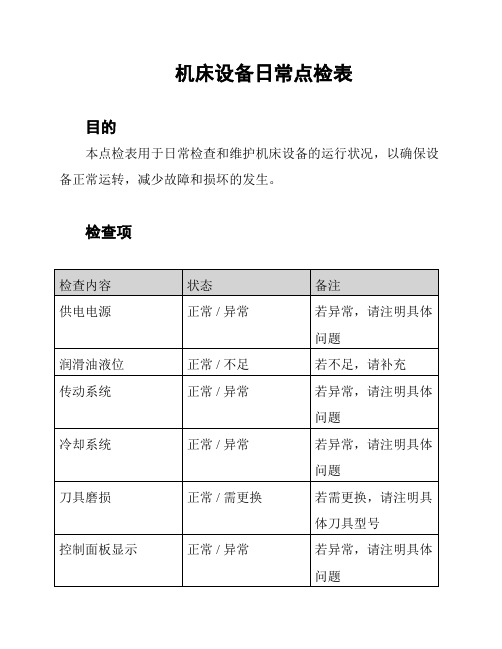
机床设备日常点检表
机床设备日常点检表
目的
本点检表用于日常检查和维护机床设备的运行状况,以确保设备正常运转,减少故障和损坏的发生。
检查项
使用说明
1. 每日使用本点检表进行机床设备的日常点检。
2. 对每个检查项进行观察和检测,将状态填写在“状态”栏。
3. 若某项检查状态异常,请在“备注”栏注明具体问题。
4. 如需补充润滑油或更换刀具等操作,请在“备注”栏注明具体型号或操作。
5. 检查完成后,将点检表归档保存。
注意事项:
- 若发现异常状态,请及时进行处理或报修。
- 点检过程中请注意安全,确保落地开关和紧急停机装置正常可用。
磨床设备点检表

1 检查机床运行范围内无障碍物 无障碍物
白班
目视 中班
晚班
2 检查床身导轨润滑油油位 润滑到位
白班
目视 中班
晚班
3
检查砂轮架主轴润滑油油位
油位计上限与下限之 间
目视
白班 中班
晚班
4
检查液压油箱油位
油位计上限与下限之 间
目视
白班 中班
晚班
5
对尾架套筒油孔加油
润滑到位
白班
目视 中班
晚班
6
检查冷却液水箱水位
液位计上限与下限之 间
目视
白班 中班
晚班
白班
7 空运转砂轮,观察运转情况 运转正常,无拉动 目视 中班
晚班
8
检查冷却液出水情况
出水正常
白班
目视 中班
晚班
9
检查导轨润滑情况
润滑到位
白班
目视 中班
晚班
10 工作完毕将机床各部位归位 各部位复位
白班
目视 中班
晚班
11 下班前,清洁工作台积屑 清洁干净
白班
目视 中班
晚班
白班
ቤተ መጻሕፍቲ ባይዱ12
擦拭导轨面,涂油防锈
清洁干净,防锈
目视 中班
晚班
白班
操作工确认
确
认
中班
栏
操作工确认
晚班
操作工确认
设
设备点检表
设备名称 磨床
设备编号
生产线名
工序名
批准
审核
编制
日期 备注:设备点检时出现异常,不能处理的故障,立即报修
NO
检查项目
基准值
方式
班 次
磨床作业安全检查表
磨床作业安全检查表一、磨床操作人员要求1.磨床操作人员必须经过正规培训并取得相关操作证件,方可上岗操作。
2.磨床操作人员必须穿戴好劳保用品,包括安全帽、防护眼镜、防护口罩、防护手套、安全鞋等,严禁穿拖鞋、短裤等不符合安全要求的服装和鞋子。
3.磨床操作人员必须熟悉磨床的基本结构和操作方法,严禁操作未经检修或发现异常的磨床。
二、磨床设备安全检查1.磨床设备的电源插头必须接地,电缆、接口与开关应正确接线、接头完整、无裸露导线。
2.磨床设备的动、静件运转应平稳,未出现异常回声和异响。
3.磨床设备的油路、液压系统、气路等应保持良好的密封性能,无泄漏和松动。
4.磨床设备的刀座应固定牢固、正确,刀片应无缺陷,刀刃应锐利并调整好角度。
5.磨床设备的固定螺丝、螺母等应牢固并无松动。
三、磨床操作过程中的安全检查1.对工件的加工工艺和磨片的选择应符合工艺标准和安全要求。
2.普通磨床磨削硬质合金时,应设置滴液装置,保证磨削液不小于0.5ml/h,严禁用大量磨削液喷洒。
3.缺陷磨床实行专人专机、专备专配、专物专用、专工专检的管理模式。
应每班巡检设备、检测磨削液的PH值、应力、温度等,并进行必要记录和处理。
4.磨床操作人员对磨床操作中的磨削液、废料、废气、废渣等要严格进行分类处理,防止污染环境。
5.磨床操作人员在操作过程中,注意观察磨削过程和工件变形情况,如发现异常应立即停机检查。
6.严禁手或物体接触磨盘轮,切勿将手伸入刀具工作区。
7.磨床操作人员在操作时应保持清醒和专注,切勿过于疲劳或情绪失控。
结论本文介绍了磨床作业安全检查表,对磨床操作人员和磨床设备的安全检查进行了详细说明。
磨床作业是一项高危、高难度的工作,需要操作人员按照相关规定和标准进行操作,提高安全意识,保障自身安全和设备稳定性,提高工作效率和生产质量。
希望本文能够对相关人员提供帮助。
日本双面磨床自主点检表
1 机器主体干净,整洁无灰尘。
白班
2 控制面板及开关应完好无损。
白班
3 冷却液过滤器应定期更换桶内铁屑 白班
a 主轴锁紧压力(0.9-1.1)Mpa
白班
4 b 主轴旋转压力(0.9-1.1)Mpa
白班
c 主轴进给压力(0.9-1.1)Mpa
白班
5 空气系统压力表(0.35-0.45)Mpa
白班
6 液压站系统压力(2-4)Mpa
设备名称
序 号
日本双面磨床自主点检表
文件编号 点检时间:2020年10月
版本版次
日本双面磨床
设备型号
GRV-585/30IT2
设备编号
DXC2013-013
使用位置
CF生产线
点检项目
班次
日期
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
白班
7
检查冷却装置外观完好过滤棉干净整 洁
白班
8 磨削液浓度(3-8)﹪
白班
点检人签字
白班
组长签字
时间
白班
问题点
整改措施
责任人完成时 间确认 Nhomakorabea年月
日
年月
日
年月
日
年月
日
年月
日
设备点检标示
点 检、正 常 “√”, 异 常 “×”压力表填写显示数值。无生产点检 “/”。
磨床日常保养记录表
检查磨头是否有间隙,工作 时磨头是否过热
检查油箱中的油液是否够, 工作时油温是否过热
检查液压系统是否漏油、运 转时声音是否有异
检查各压力表是否完好,压 力是否正常
检查磨头安全防护罩与沙轮 是否完好无损
检查线路是否信 号灯是否完好正常
磨床日常保养记录表
年月
R-07001-11
设备名称
磨床
设备编号
使用部门
日期 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
点检人
内容
擦拭清扫机器外表面与死角 卫生
检查各润滑点是否有油,油 路是否畅通,油杯是否完好
点检确认
注:1、填写字迹要清晰,不准乱涂乱画。2、那天没检查或无需检查项要注明原因,不准留空格。3、完好打√、不好打×。4、发现问题及时通知修理人员。
平面磨床点检表
有限公司设备点检运行交接记录表
使用部门:模具车间班次:年月
设备编号名称平面磨床型号
序号内容 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1 开机检查设备各处有无异响
2 按机床润滑要求加油
3 油泵工作良好,供油时间合理,油箱油位正常,无漏油
4 电机无异响,运转有力
5 检查砂轮是否完好无损
6 主轴油位正常
7 吸盘正常工作,电磁正常
8 看各处螺丝有无松动
9 横向进给工作正常,灵活可靠
10 纵向向进给工作正常,灵活可靠
11 各处按钮旋钮灵敏可靠
实际运行时间(小时)合计:
故障停机时间(小时)合计:
操
作
者
故障问题记录第一周第二周第三周第四周
原因分析记维修记录
维修人员:维修人员:维修人员:维修人员:
说明:
1.此表由设备部部逐月下达到设备操作者,操作者点检并记录。
2.记录符号:正常“√”异常“×”待修“△”。
3.操作者要如实填写故障问题及停机、开动时间,维修人员填写故障原因分析记维修记录。
4.记录时字体要工整,禁止随意填写并注明每个周的具体日期。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
设备编号: 设备名称: 设备型号: 年 月 班次:
序
号
检查内容 时间
1 2 3 4 5 6 7 8 9
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 3
1
1
检查各部位所需润滑油脂是否充足,油池中的
油是否充足
开机前
2
检查砂轮是否有裂纹或缺口等缺陷
开机前
3
检查、确认急停旋钮必须处于关闭位置,以免
开机时碰撞
开机前
4
检查确认各防护装置完好并处于关闭状态和正
确位置
开机前
5
启动油泵前,手动确认行程内无碰撞,确认工
件安装牢固
开机后
6
工作台往复运动平稳,换向无冲击
开机后
7
油、水等有无泄漏 开机后
8
检查机床运转时有无不正常的尖叫声和冲击声
工作中
9
检查液压系统油量、油压、油温等是否正常 工作中
10 清扫擦拭设备 下班前
11 每周清理切削液箱,更换切削液(变脏变味时)
备注:
点
检 人 操 作 者 维 修
人
临
检