[精彩]不锈复合钢板的焊接工艺
不锈钢复合钢板的焊接

五、焊接操作要领
3、盖面焊: 盖面焊接时,采用异种焊丝,采用月牙形或锯齿形运条 方法,焊丝摆动到坡口边缘时,稳住电弧稍作停留保证融化 母材两边每侧1~2mm。保持焊件、焊枪、焊丝之间的角度, 均匀焊接。
六、焊缝清理
要求:焊接结束后用钢丝刷或抛光刷将焊缝焊渣、飞溅 、 熔滴清理干净,露出金属光泽。
三、装配及定位焊
1、试件清理:将母材距坡口两侧20~30㎜范围内的内外 表面油、污物、铁锈等清理干净,使其露出金属光泽。
三、装配及定位焊
2、试件装配定位焊:装配间隙为始焊端3.2mm,终焊端4㎜,钝边为1~1.5㎜, 点固焊为两点,距焊件两端20mm处,定位焊长度为10~15㎜。 定位焊时,焊点一定要在基层焊板的坡口面上,严格禁止基层和过渡层 的填充材料焊在复层钢板面上,同时,落在焊接复板上的金属飞溅物,必须 清理干净。
二、焊前准备
• 1、焊机:WSM400
二、焊前准备
2.焊丝:
TIG-J50 Φ 2.0
二、焊前准备
3.焊件:300×125×12mm不锈钢复合钢板两件
二、焊前准备
4、辅助工具及量具:焊条保温筒、角向打磨机、钢丝刷、 敲渣锤、 样冲、 划针、焊缝万能量规
二、焊前准备
5、劳动防护用品:头戴式面罩、工作服、工作帽、绝缘鞋、焊工 手套、防护眼镜等。
动现象。焊枪及电缆线是否有破损,防止漏电和接触不良现 象。焊接过程注意个人保护及提醒周围同学注意防范。 • 2、清渣注意遮挡,防止飞溅伤及自己及旁人;并注意防止焊 件烧伤电缆线。
• 3、焊后焊枪小心轻放,不能用手直接触摸焊件,防止烫伤。
• 4、焊后必须把焊件表面熔渣和飞溅物清理干净;每天工
作完毕清理现场。
不锈钢复合板的焊接工艺(Q235B+316L)
不锈钢复合板的焊接工艺规程1、使用范围本工艺适用于以各种不锈钢为复材、低碳钢或低合金钢为基材总厚度大于或等于4mm的不锈钢复合板的焊接。
2、焊接材料的选择2.1 焊接材料选用原则2.1.1 复层材料的选用应保证熔敷金属的合金元素的含量不低于复层材料标准规定的下限值。
2.1.2 过渡层的焊条宜选择25%Cr-13%Ni型或25%Cr-20%Ni型以补充基层对复层的稀释,对复层含钼的不锈钢复合板,应采用25%-13%Ni-Mo型焊条。
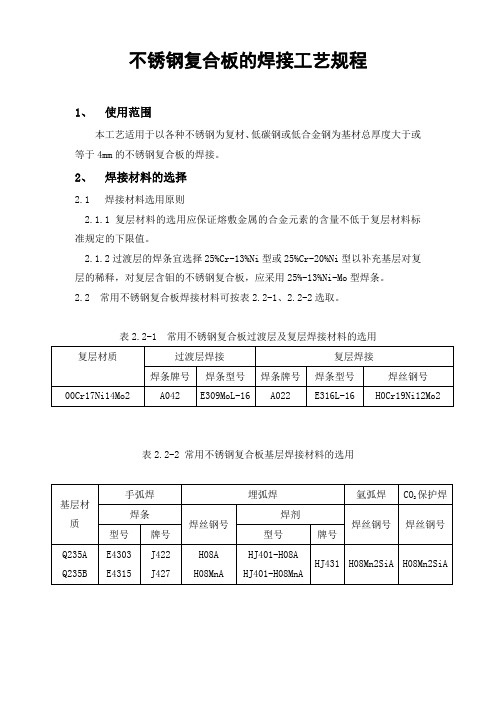
2.2 常用不锈钢复合板焊接材料可按表2.2-1、2.2-2选取。
表2.2-1 常用不锈钢复合板过渡层及复层焊接材料的选用表2.2-2 常用不锈钢复合板基层焊接材料的选用3、焊前准备3.1下料不锈钢复合钢板的切割以及坡口加工尽量采用机械加工方法,切割面应光滑,采用剪床切割时,复层应朝上。
也可以采用等离子切割,切割时复层朝上,严禁将切割的熔渣落在复层上。
3.2 坡口加工及检查a.坡口形式和尺寸按图纸设计规定,如设计未明确规定的,可参照图3.2-1选用。
b.坡口选用原则:确保焊接质量填充金属少,熔合比小,便于操作。
c.坡口加工一般采用机械方法制成。
若采用等离子切割、气割等方法开制坡口,则必须去除复材表面的氧化层d. 加工完的坡口要进行外观检查,不得有裂纹和分层,否则应进行修补。
3.3焊前清理坡口及其两侧各20mm范围内应用机械方法及有机溶剂进行表面清理,清除表面的油污、锈迹、金属屑、氧化膜及其他污物,复层距离坡口100mm 范围内应涂防飞溅涂料。
3.4焊件装配a.装配应以复层为基准,其错边量不得大于复层厚度的二分之一,且不大于2mm,对于复层厚度不同时,按较小的复层厚度取错边量b.定位焊应焊在基层母材上,且采用与焊接基层金属相同的焊接材料。
手弧焊定位焊焊缝参照表3.5-1表3.4-1手弧焊定位焊焊缝尺寸(mm)δ0为基层厚度c.在装配过程中,严禁在复层上焊接工卡具,工卡具应焊在基层一侧。
不锈钢复合钢板的焊接要点及技巧
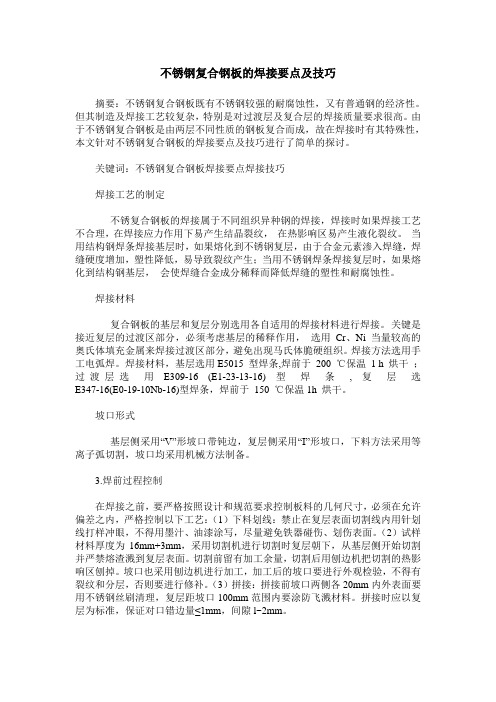
不锈钢复合钢板的焊接要点及技巧摘要:不锈钢复合钢板既有不锈钢较强的耐腐蚀性,又有普通钢的经济性。
但其制造及焊接工艺较复杂,特别是对过渡层及复合层的焊接质量要求很高。
由于不锈钢复合钢板是由两层不同性质的钢板复合而成,故在焊接时有其特殊性,本文针对不锈钢复合钢板的焊接要点及技巧进行了简单的探讨。
关键词:不锈钢复合钢板焊接要点焊接技巧焊接工艺的制定不锈复合钢板的焊接属于不同组织异种钢的焊接,焊接时如果焊接工艺不合理,在焊接应力作用下易产生结晶裂纹,在热影响区易产生液化裂纹。
当用结构钢焊条焊接基层时,如果熔化到不锈钢复层,由于合金元素渗入焊缝,焊缝硬度增加,塑性降低,易导致裂纹产生;当用不锈钢焊条焊接复层时,如果熔化到结构钢基层,会使焊缝合金成分稀释而降低焊缝的塑性和耐腐蚀性。
焊接材料复合钢板的基层和复层分别选用各自适用的焊接材料进行焊接。
关键是接近复层的过渡区部分,必须考虑基层的稀释作用,选用Cr、Ni 当量较高的奥氏体填充金属来焊接过渡区部分,避免出现马氏体脆硬组织。
焊接方法选用手工电弧焊。
焊接材料,基层选用E5015 型焊条,焊前于200 ℃保温 1 h 烘干;过渡层选用E309-16 (E1-23-13-16) 型焊条, 复层选E347-16(E0-19-10Nb-16)型焊条,焊前于150 ℃保温1h 烘干。
坡口形式基层侧采用“V”形坡口带钝边,复层侧采用“I”形坡口,下料方法采用等离子弧切割,坡口均采用机械方法制备。
3.焊前过程控制在焊接之前,要严格按照设计和规范要求控制板料的几何尺寸,必须在允许偏差之内,严格控制以下工艺:(1)下料划线:禁止在复层表面切割线内用针划线打样冲眼,不得用墨汁、油漆涂写,尽量避免铁器碰伤、划伤表面。
(2)试样材料厚度为16mm+3mm,采用切割机进行切割时复层朝下,从基层侧开始切割并严禁熔渣溅到复层表面。
切割前留有加工余量,切割后用刨边机把切割的热影响区刨掉。
坡口也采用刨边机进行加工,加工后的坡口要进行外观检验,不得有裂纹和分层,否则要进行修补。
不锈钢复合板的焊接

不锈钢复合板的焊接
不锈钢复合板是一种常见的金属材料,它具有抗腐蚀性能优越、力学性能好、耐久性强等特点。
焊接不锈钢复合板时要注意以下几点:
一、焊接前准备 1、检查焊接材料:在焊接不锈钢复合板之前,应该先检查焊接材料,确保其表面清洁、干燥,没有污染,以避免影响焊接效果。
2、准备焊接工具:在焊接不锈钢复合板之前,应该准备好相应的焊接工具,如焊枪、焊条、切割机等,以确保正确的焊接参数。
二、焊接操作 1、确定焊接电流:在焊接不锈钢复合板之前,要根据所使用的焊接材料来确定具体的焊接电流,以便得到较好的焊接效果。
2、控制焊接速度:在焊接不锈钢复合板时,要控制好焊接速度,尽量保持在中等速度,这样可以防止焊接部位过热,以避免焊接质量受到影响。
三、焊接后处理 1、消除焊接应力:焊接完不锈钢复合板后,可以采用冷却方法来消除焊接应力,以保证焊接部位的结构稳定性。
2、处理焊接渣:焊接完不锈钢复合板后,要及时清理掉焊接渣,以免影响焊接质量。
四、焊接性能检验 1、做温度检测:焊接完不锈钢复合板后,应对焊接部位进行温度检测,确保焊接温度正
确,以保证焊接质量。
2、做拉伸检测:焊接完不锈钢复合板后,应对焊接部位进行拉伸检测,以确保其力学性能达到预期要求。
总之,焊接不锈钢复合板要注意以上几点,要在焊接前准备、焊接操作、焊接后处理及焊接性能检验等方面都做到认真负责,以保证焊接质量。
不锈复合钢板的焊接工艺
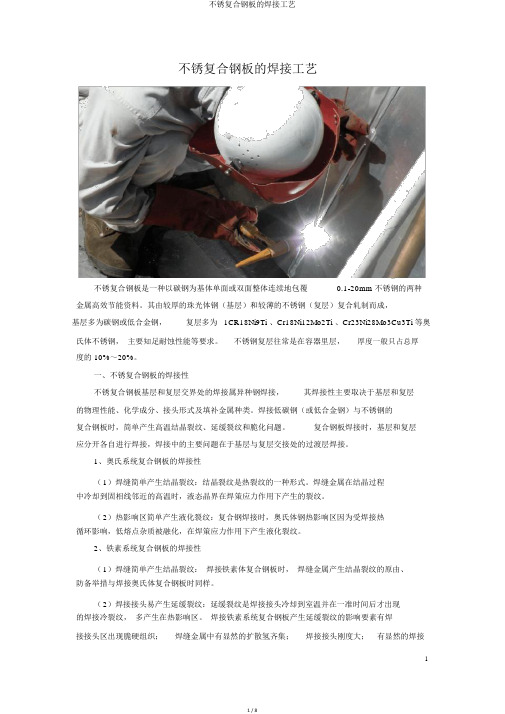
不锈复合钢板的焊接工艺不锈复合钢板是一种以碳钢为基体单面或双面整体连续地包覆0.1-20mm 不锈钢的两种金属高效节能资料。
其由较厚的珠光体钢(基层)和较薄的不锈钢(复层)复合轧制而成,基层多为碳钢或低合金钢,复层多为1CR18Ni9Ti 、Cr18Ni12Mo2Ti 、Cr23Ni28Mo3Cu3Ti 等奥氏体不锈钢,主要知足耐蚀性能等要求。
不锈钢复层往常是在容器里层,厚度一般只占总厚度的 10%~20%。
一、不锈复合钢板的焊接性不锈复合钢板基层和复层交界处的焊接属异种钢焊接,其焊接性主要取决于基层和复层的物理性能、化学成分、接头形式及填补金属种类。
焊接低碳钢(或低合金钢)与不锈钢的复合钢板时,简单产生高温结晶裂纹、延缓裂纹和脆化问题。
复合钢板焊接时,基层和复层应分开各自进行焊接,焊接中的主要问题在于基层与复层交接处的过渡层焊接。
1、奥氏系统复合钢板的焊接性(1)焊缝简单产生结晶裂纹:结晶裂纹是热裂纹的一种形式。
焊缝金属在结晶过程中冷却到固相线邻近的高温时,液态晶界在焊策应力作用下产生的裂纹。
(2)热影响区简单产生液化裂纹:复合钢焊接时,奥氏体钢热影响区因为受焊接热循环影响,低熔点杂质被融化,在焊策应力作用下产生液化裂纹。
2、铁素系统复合钢板的焊接性(1)焊缝简单产生结晶裂纹:焊接铁素体复合钢板时,焊缝金属产生结晶裂纹的原由、防备举措与焊接奥氏体复合钢板时同样。
(2)焊接接头易产生延缓裂纹:延缓裂纹是焊接接头冷却到室温并在一准时间后才出现的焊接冷裂纹,多产生在热影响区。
焊接铁素系统复合钢板产生延缓裂纹的影响要素有焊接接头区出现脆硬组织;焊缝金属中有显然的扩散氢齐集;焊接接头刚度大;有显然的焊接应力。
二、不锈复合钢板的焊接工艺规程(一)焊接资料的选择1、焊接资料采纳原则(1)复层资料的采纳应保证熔敷金属的合金元素的含量不低于复层资料标准规定的下限值。
(2)过渡层的焊条宜选择 25%Cr-13%Ni型或 25%Cr-20%Ni型以增补基层对复层的稀释,对复层含钼的不锈钢复合板应采纳25%-13%Ni-Mo型焊条。
浅谈不锈复合钢板的焊接

浅谈不锈复合钢板的焊接随着PTA装置的建设,不锈复合钢板在PTA装置的料仓中得到广泛的应用,现结合在现场对不锈复合钢料仓的焊接,对不锈复合钢的焊接作一阐述。
不锈复合钢板是由覆层(不锈钢)和基层(碳钢或低合金钢)贴合而成的双金属,它以覆层的一面与基层一面或双面进行复合而成。
不锈复合钢板的复合方式,采用爆炸法(代号为B、轧制法(代号为R)和爆炸轧制法(代号为BR)制成;也可以在结构钢容器的内壁贴合不锈钢板,通过塞焊制成复合钢板。
接触腐蚀介质或高温的一面由不锈钢板承担,称之为不锈复合钢板的覆层;而结构所需强度和刚度则由价廉的碳钢或低合金钢来承担,称之为不锈复合钢板的基层,这两种材料结合既保证了产品优良的使用性能,又大大节省了昂贵的不锈钢材料,它广泛适用于防腐耐高温的容器和管道。
一、对不锈复合钢板的要求不锈复合钢板厚度不小于8mm,宽度为1450~3000mm,长度为4000~10000mm。
覆层厚度为0.5~14mm,通常为2~3mm,复合钢板总厚度大于8mm时,基层的最小厚度为6mm,不锈复合钢板厚度允许偏差见表1按覆层和基层间面积结合程度与用途,不锈复合钢板分三个等级:I级(代号为BI、BRI、RI)要求覆层与基层间面积结合率为100%,不允许有未结合区,适用于加工要求严格的结构件;II级(代号为BII、BRII、RII)允许覆层和基层间面积结合率≥99%,单个未结合区长度不大于50mm,面积不大于20cm2,适用于允许少量未结合区存在的结构件;Ⅲ级(代号为BⅢ、BRⅢ、RⅢ)允许覆层和基层间面积结合率≥95%,单个未结合区长度不大于75mm,面积不大于45cm2,,适用于覆层材料只作为抗腐蚀来使用。
覆层用不锈钢板有钢号:0Cr19Ni9、0Cr18Ni9Ti、00Cr19Ni11、0Cr17Ni12Mo2、00Cr17Ni14Mo2、00Cr18Ni15Mo3Si2、0Cr13、OCr13AL、0Cr17和Cr17Ti等。
Q345R+S30408复合钢板的焊接工艺
Q345R+S30408复合钢板的焊接工艺组织严重脆化,塑性和韧性下降,甚至产生裂纹。
在复层焊接时,可能会造成焊缝严重稀释,降低其塑性及抗晶间腐蚀性能。
根据焊接实践经验:过渡层的焊材必须采用高铬、高镍不锈钢焊材,才能在正常焊接参数下得到双相的焊缝,避免大量马氏体组织的产生,防止产生焊接冷裂纹。
同时要严格控制焊接热输入,使碳钢或低合金钢基层一侧的熔深较浅,以减少焊缝金属的稀释和基层合金化。
总之,为防止出现上述两种不良后果,基层和复层的焊缝金属不能相互影响,在基层和复层材料之间必须采用过渡层的方法。
不锈钢复合板的焊接分三部分进行,基层的焊接、复层的焊接及过渡层的焊接。
基层的焊接和复层的焊接属于同种材料的焊接,工艺比较成熟;过渡层的焊接则是异种材料的焊接,是确保不锈钢复合板焊接质量的关键,也是复合板焊接难度较大的区域。
2焊接工艺2.1焊接材料的选择为提高生产效率,基层采用埋弧自动焊,考虑到复层与过渡层焊接厚度薄,手工电弧焊操作灵活、对母材稀释率小,故复层与过渡层均采用手工电弧焊焊接。
基层焊材可按强度选用,保证焊缝强度不低于母材;复层焊材按不锈钢选用,焊缝耐蚀性不低于母材,过渡层焊接一般选用铬镍当量高的奥氏体填充材料,以减少基层对过渡层焊缝的稀释作用。
为提高过渡焊缝的抗裂能力,最好使交界处焊缝具有一定的铁素体组织。
综上所述,结合异种钢焊接经验,基层Q345R钢板埋弧焊的焊丝为H10Mn2,焊剂为SJ101,基层施焊时预热温度不低于100℃,焊后不进行焊后热处理。
复层的焊条选用A102焊条,过渡层选用A302焊条,复层选用的焊接材料应保证熔敷金属的主要合金元素含量不低于复层母材标准规定的下限值。
本设备复层S*****之间采用手工焊,选用与之化学成分相近的A102。
过渡层的焊接选用25%Cr~13%Ni型焊条,以保证能补充基层对复层造成的稀释,为同时更好地保证焊接接头的防晶间腐蚀的要求,选用低碳的A302焊条。
Q235B+1.4529不锈钢复合板的焊接工艺
Q235B+1.4529不锈钢复合板的焊接工艺规程1、使用范围本工艺适用于以1.4529不锈钢为复材,Q235B为基材总厚度大于或等于4mm的不锈钢复合板的焊接。
2、焊接材料的选择1.4529不锈钢焊接接头的焊缝金属化学成分主要取决于填充金属。
为了获得与母材接近的耐腐蚀性能,需要使用含钼9%左右的填充金属,来焊接含钼的镍基合金。
同时根部焊缝留有足够的缝隙,使焊道大部分由含钼9%的填充金属组成。
焊条选用E309MoL为过渡焊条,ENiCrMo-3作为复层焊条。
焊前焊条使用前须经350℃烘焙1小时(或厂家推荐),随烘随用。
1.4529不锈钢复合板过渡层及复层焊接材料的选用复层材质过渡层焊接复层焊接焊条牌号焊条型号焊条牌号焊条型号焊丝型号1.4529 A042 E309MoL-16 A022 ENiCrMo-3 ERNiCrMo-3基层(Q235B)手工:焊条J422 或J427 埋弧焊:焊丝H08A 焊剂HJ431 氩弧焊:焊丝H08Mn2Si CO2保护焊:H08Mn2Si3、焊前准备3.1 下料不锈钢复合钢板的切割以及坡口加工尽量采用机械加工方法,切割面应光滑,采用剪床切割时,复层应朝上。
也可以采用等离子切割,切割时复层朝上,严禁将切割的熔渣落在复层上。
3.2 坡口加工及检查a.坡口形式和尺寸按图纸设计规定,如设计未明确规定的,可参照下图。
1 2图1坡口形式图2不锈钢复合板单面焊接的焊接顺序示意图1 2 34 5 6图4不锈钢复合板双面焊接的焊接顺序示意图b.坡口选用原则:确保焊接质量填充金属少,熔合比小,便于操作。
c.坡口加工一般采用机械方法制成。
若采用等离子切割、气割等方法开制坡口,则必须去除复材表面的氧化层。
d. 加工完的坡口要进行外观检查,不得有裂纹和分层,否则应进行修补。
3.3焊前清理坡口及其两侧各20mm范围内应用机械方法及有机溶剂进行表面清理,清除表面的油污、锈迹、金属屑、氧化膜及其他污物,复层距离坡口100mm范围内应涂防飞溅涂料。
不锈钢复合钢板焊接工艺
不锈钢复合钢板焊接工艺摘要摘要:不锈钢的复合材料是目前建筑中常见的材料。
对食品加工、化学生产、管道等设备的需求很高,而且在不锈钢钢钢板管道中广泛使用,需要特别注意如何处理不锈钢钢板。
焊接方法是用不锈钢加工复合材料的重要方法。
这项研究基于不锈钢钢焊接的经验,以及不锈钢钢焊接过程的特征。
金属板不锈钢焊接技术研究澄清了不锈钢金属板焊接时需要考虑的技术和机械方面。
关键词:不锈钢复合钢板;焊接工艺;焊接机械;ABSTRACTABSTRACT:Stainless steel composite is a common material in architecture. There is a high demand for equipment for food processing, chemical production, pipelines, etc., and it is widely used in stainless steel steel plate pipelines. Special attention should be paid to how to deal with stainless steel plates. Welding method is an important method to fabricate composite material with stainless steel. This study is based on the experience of stainless steel welding and the characteristics of the stainless steel welding process. The study of stainless steel welding technology for metal plates clarifies the technical and mechanical aspects to be considered in the welding of stainless steel plates.KEYWORDS:Stainless steel composite plate Welding process The welding machine目录一,导言 (6)二综合分析 (6)2.1焊接坡口形式的设计 (7)2.2不锈钢焊接特性 (8)三种不锈钢薄板焊接技术密钥 (9)3.1不锈钢焊接前的技术加工 (9)3.2改善不锈钢薄片的可熔性 (9)3.3焊接控制技术 (9)3.4碳迁移 (9)四.焊接工艺 (10)4.1焊前准备 (10)4.2焊接顺序和焊接参数 (10)4.3不同焊接区的微组织的差异。
不锈钢复合材料焊接工艺简介 可做做参考
不锈钢中厚板复合材料焊接工艺简介20世纪90年代以来,由于不锈钢复合钢板制造工艺的日臻完善,其价格逐步降低。
从而使不锈钢复合钢板的使用越来越广泛,冶金、水利、石油化工、核工业和食品工业等领域都有大量应用。
在压力容器建造中,不锈钢复合钢板被采用的逐渐增多。
不锈钢复合板的基层材料可以使用Q235B、16MnR、20R等各种普通碳素钢和专用钢。
覆层材料可以使用304、316L、1Cr13和双相不锈钢等各种牌号的不锈钢。
常用的是奥氏体不锈钢复合钢板。
一、不锈钢复合钢板的焊接特点不锈钢复合钢板焊接时,存在碳钢焊缝对不锈钢焊缝的稀释问题。
由于稀释作用,降低了不锈钢焊缝中的铬、镍含量,增加了不锈钢焊缝的含碳量。
所以不锈钢焊缝中容易形成硬而脆的马氏体组织。
从而降低了焊接接头的强度和韧性。
根据舍夫勒组织图和生产实践证明:过渡层的焊材必须采用高铬镍不锈钢焊材,才能在正常焊接参数下,得到双相组织的焊缝,避免了大量马氏体组织的产生,避免产生焊接冷裂纹。
但是,上述的结论是在小熔合比下总结出来的,原则上应控制焊缝的稀释率不大于30%,也就是说:合理设计焊接坡口和提高焊工的技术水平对于不锈钢复合钢板的焊接尤为重要。
二、合理设计焊接坡口焊接接头坡口形式的选择,除了应考虑其填充金属尽量少外,还应考虑复合钢板的焊接特点,保证复合层的耐腐蚀性能。
常用对接接头的坡口形式。
见(图一到图七)管板角接接头的坡口形式见(图八到图十)不锈钢复合钢板焊接的一般顺序应为:先焊基层焊缝,然后焊过渡层,最后焊复层焊缝。
图1按《焊接规程》的规定仅能单面施焊,焊接第一层时存易将基层母材熔人焊缝,影响焊接接头的抗腐蚀性并易产生冷裂纹。
另一方面,复层焊接接头被重复在敏感区加热,焊接接头易产生晶间腐蚀。
特殊情况下,能进行背面清根时,也可选用。
生产实践证明:过渡层的焊材必须采用高铬镍不锈钢焊材,才能在正常焊接参数下,得到双相组织的焊缝,避免了大量马氏体组织的产生,避免产生焊接冷裂纹。