镀锌钢板焊接工艺研究
镀锌板的焊接

镀锌板的焊接1.镀锌钢电弧焊锌层的存在给镀锌钢的焊接带来了一定困难,主要的问题有:焊接裂纹及气孔的敏感性增大、锌的蒸发及烟尘、氧化物夹渣及镀锌层熔化及破坏。
其中焊接裂纹、气孔和夹渣是最主要的问题。
1.1 焊接性(1)裂纹在焊接过程中,熔化的锌浮在熔池的表面或位于焊缝根部。
由于锌的熔点远远低于铁,熔池中的铁首先结晶,液态锌会沿着钢的晶界渗入其中,导致晶间结合变弱。
而且锌与铁之间易形成金属间脆性化合物Fe3Zn10和FeZn10,进一步降低了焊缝金属的塑性。
因此在焊接残余应力的作用下易沿晶界裂开,形成裂纹。
1) 影响裂纹敏感性的因素①锌层的厚度镀锌钢的锌层较薄,裂纹敏感性小,而热镀锌钢的锌层较厚,裂纹敏感性较大。
②工件厚度厚度越大,焊接拘束应力越大,裂纹敏感性越大。
③坡口间隙间隙越大,裂纹敏感性越大。
④焊接方法用手工电弧焊焊接时裂纹敏感性小,而用CO2气体保护焊焊接时裂纹敏感性大一些。
2) 防止裂纹的方法①焊前在镀锌板焊接处开坡口V、Y形或X型坡口,用氧乙炔或喷砂等方法去除坡口附近的镀锌层,同时控制间隙不宜过大,一般1.5mm左右。
②选用含Si量低的焊接材料。
气体保护焊时应采用含Si量低的焊丝,手工焊时采用钛型、钛钙型焊条。
(2)气孔坡口附近的锌层在电弧热的作用下产生氧化(形成ZnO)及蒸发,并挥发出白色烟尘和蒸气,因此极易在焊缝中引起气孔。
焊接电流越大,锌的蒸发越严重,气孔敏感性越大。
用钛型、钛钙型焊条焊接时,在中等电流范围内不易产生气孔。
而用纤维素型和低氢型焊条焊接时,小电流和大电流下均易产生气孔。
另外焊条角度应尽量控制在30°~70°范围内。
(3)锌的蒸发及烟尘用电弧焊焊接镀锌钢板时,熔池附近的锌层在电弧热的作用下氧化成ZnO并蒸发,形成很大的烟尘。
这种烟尘中主要成分为ZnO,对工人的呼吸器官具有很大的刺激作用,因此,焊接时必须采取良好的通风措施。
在同样焊接规范下,用氧化钛型焊条焊接时所产生的烟尘量较低,而低氢型焊条焊接时产生的烟尘量较大。
镀锌薄板焊接的焊接方法
镀锌薄板焊接的焊接方法焊接是一种将金属材料加热至融化状态,通过填充材料进行熔覆而达到材料连接的方法。
钢板作为工程中常用的材料之一,在使用时需要进行连接,常见的连接方式之一就是焊接。
其中,钢板的镀锌处理可以一定程度上提高钢板的耐腐蚀性能,并且还能美化表面,让钢板在工程中更加美观大方。
接下来,我们将介绍如何焊接镀锌钢板。
一、焊接方法1. 电弧焊:电弧焊分为手工电弧焊和埋弧焊。
其中,手工电弧焊不适用于钢板的浅焊缝和高效生产条件下,而埋弧焊则需要用机器自动焊接,效率较高。
电弧焊接需要先将钢板的锌层割除一两毫米,以免锌层在焊接过程中产生有害气体对人体造成伤害。
2. MIG/MAG焊:MIG/MAG焊又称气体保护焊,其以惰性、活性气体为保护气体,不会对钢板产生氧化反应。
不过,使用MIG/MAG焊需要钢板的厚度至少在1.0毫米以上,否则会因板材薄弱而影响焊接质量。
3. TIG焊:TIG焊是一种高品质焊接方法,适用于焊接薄板薄缝。
缺点是速度慢,生产效率低。
二、焊接前的处理钢板在焊接前需要进行钝化处理,将钢板表面的氧化物、灰尘、油污等去除干净。
处理后的钢板要进行设备清洁,以避免在焊接时引起火灾。
三、焊接质量的评估焊接后的钢板需要进行质量的评估,以保证其连接质量。
评估时需要注意以下几个方面:1. 检查焊缝周围是否存在气孔、夹渣等缺陷。
2. 检查焊接区域的硬度是否异常。
3. 使用焊接探伤检验仪对焊缝进行检查,以发现可能存在的隐蔽问题。
四、总结在使用钢板进行工程建设时,焊接时需要注意工艺规范,以保证焊接的质量和建筑的安全。
同时,钢板的焊接方法也需要根据具体情况进行选择和搭配,以达到最佳的效果。
船用镀锌钢焊接技术研究
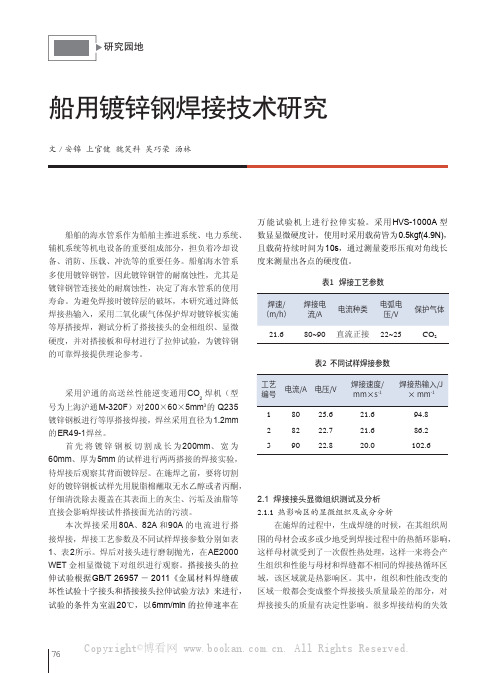
采用沪通的高送丝性能逆变通用CO 焊机(型 2
号为上海沪通M-320F)对200×60×5mm3的 Q235 镀锌钢板进行等厚搭接焊接,焊丝采用直径为1.2mm 的 ER49-1焊丝。
首 先 将 镀 锌 钢 板 切 割 成 长 为200mm、 宽 为 60mm、厚为5mm 的试样进行两两搭接的焊接实验, 待焊接后观察其背面镀锌层。在施焊之前,要将切割 好的镀锌钢板试样先用脱脂棉蘸取无水乙醇或者丙酮, 仔细清洗除去覆盖在其表面上的灰尘、污垢及油脂等 直接会影响焊接试件搭接面光洁的污渍。
76 Copyright©博看网 . All Rights Reserved.
都与其焊接热影响区的性能恶化密不可分,因此,对 试样的接头热影响区的微观组织进行观察与分析是预 防失效的最为有效的方法。典型的低碳钢热影响区包 括:过热区、相变重结晶区、不完全重结晶区。
在施焊的过程中,生成焊缝的时候,在其组织周 围的母材会或多或少地受到焊接过程中的热循环影响, 这样母材就受到了一次假性热处理,这样一来将会产 生组织和性能与母材和焊缝都不相同的焊接热循环区 域,该区域就是热影响区。其中,组织和性能改变的 区域一般都会变成整个焊接接头质量最差的部分,对 焊接接头的质量有决定性影响。很多焊接结构的失效
本次焊接采用80A、82A 和90A 的电流进行搭 接焊接,焊接工艺参数及不同试样焊接参数分别如表 1、表 2所示。焊后对接头进行磨制抛光,在 AE2000 WET 金相显微镜下对组织进行观察。搭接接头的拉 伸试验根据GB/T 26957 - 2011《金属材料焊缝破 坏性试验十字接头和搭接接头拉伸试验方法》来进行, 试验的条件为室温20℃,以6mm/min 的拉伸速率在
拉伸实验发生断裂的位置均在母材区,并且拉断 面都存在着明显的缩颈现象,在拉断面上可以看到很 明显的剪切唇。其中得到的数据如表3所示。根据表
汽车用镀锌钢板电阻点焊可焊性的研究
汽车用镀锌钢板电阻点焊可焊性的研究林浩磊;沈洁;张延松;陈关龙【摘要】采用剥离试验、扫描电子显微镜和能谱仪等方法对比分析了不同镀层钢板对电阻点焊可焊性工艺窗口和电极磨损的影响规律.结果表明,与纯锌镀层钢板相比,锌铁合金镀层钢板的点焊工艺窗口要宽33%左右;连续点焊电极寿命约长4 000点,原因在于纯锌镀层更容易与电极帽中的铜发生合金化反应.%The effects of different coatings on the weldability and electrode wear of automotive galvanized steel sheet in resistance spot welding are comparatively analyzed by peeling test, scanning electron microscopy and energy dispersive spectrometry.The results show that compared with pure Zn coated steel, the welding process window of Fe-Zn coated steel is 33%wider and the lifespan of its electrode is much longer ( some 4,000 spots more).The reason of the latter is that alloy reaction with copper in electrode tip is easier to happen for pure-Zn coating.【期刊名称】《汽车工程》【年(卷),期】2011(033)006【总页数】4页(P549-552)【关键词】镀锌钢板;电阻点焊;可焊性;电极磨损【作者】林浩磊;沈洁;张延松;陈关龙【作者单位】上海交通大学,上海市数字化车身重点实验室,上海200240;上海交通大学,上海市数字化车身重点实验室,上海200240;上海交通大学,上海市数字化车身重点实验室,上海200240;上海交通大学,上海市数字化车身重点实验室,上海200240【正文语种】中文前言近年来,新一代汽车产品对车身耐腐蚀性能提出了更高的要求。
镀锌钢板焊接工艺研究

镀锌钢板焊接工艺研究
镀锌钢板是一种具有防腐性能较好的材料,广泛应用于各种构筑物和
设备中。
钢板在使用过程中可能需要进行焊接,而焊接过程中的温度和热
循环会对镀锌层产生一定影响,因此需要对镀锌钢板的焊接工艺进行研究。
一、焊接前的准备工作
1.钢板表面清洁:焊接前需要对钢板表面进行清理,去除表面的油污、锈蚀等杂质,以保证焊缝的质量。
2.钢板预热:对于较厚的镀锌钢板,在焊接前需要进行预热处理,以
减小焊接热循环对镀锌层的影响。
二、选择适合的焊接方法
1.电弧焊接:电弧焊接是常用的焊接方法之一,可以使用包括手工电
弧焊、埋弧焊、自动焊等多种方式进行。
2.焊接材料选择:焊接材料要选择与镀锌钢板相匹配的焊条或焊丝,
以确保焊缝的质量。
三、焊接过程中的注意事项
1.控制焊接温度:在焊接镀锌钢板时,应控制焊接温度,避免过高的
温度热循环对镀锌层的影响过大,导致镀锌层的脱落或热变色。
2.适当增加焊接电流:由于镀锌层具有较高的电阻,需要适当增加焊
接电流,以保证焊接质量。
3.减少焊接速度:适当降低焊接速度,可以减小焊接过程中的热循环
对镀锌层的影响。
四、焊后处理
1.清洁焊缝:焊接完毕后,应对焊缝进行清洁,去除焊渣等杂质。
2.护理镀锌层:焊接完毕后,应对焊接区域涂抹防锈漆或其他保护材料,以增加镀锌层的防腐性能。
总之,焊接镀锌钢板时需要在焊接前做好准备工作,选择适合的焊接方法和材料,控制焊接温度和焊接速度,并在焊后做好焊缝清洁和镀锌层保护,以保证焊接质量和镀锌层的防腐性能。
镀锌板材焊接缺点及预防措施的研讨

应用
镀锌板材具有良好的防腐性能和装饰性能,广泛用于建筑、 汽车、家电、农业等领域。
镀锌板材焊接的重要性和挑战
重要性
镀锌板材焊接是连接板材的重要手段,对于保证结构强度和耐久性具有重要意 义。
挑战
由于锌层的存在,镀锌板材的焊接面临一些技术难题,如锌层烧损、气孔、裂 纹等。
常见镀锌板材焊接方法
• 手工电弧焊:利用电弧热熔化镀锌板材,通过填充焊材实现连接。 • 气体保护焊:如MIG/MAG焊,使用惰性气体保护焊接区域,减少氧化
操作技能不足
手法不熟练:操作人员焊接手法不熟 练,可能导致焊缝成形不良、焊接缺 陷增多。
质检不严格:质检人员未能严格把关 ,可能导致不合格的焊接产品流入市 场。
缺乏经验:对于复杂的焊接结构,缺 乏经验的操作人员可能难以保证焊接 质量。
在针对这些缺点进行改进时,应从调 整焊接参数、优化焊接工艺、提升操 作技能等多方面入手,综合性地提高 镀锌板材的焊接质量。
02
CATALOGUE
镀锌板材焊接的主要缺点
焊接烟雾和有毒气体
健康危害
镀锌板材焊接过程中会产生大量的烟雾和有毒气体,如氧化锌、铅、镉等,对焊 工的健康造成严重危害。
环境污染
这些烟雾和有毒气体会污染空气,对环境产生不良影响。
焊缝质量不稳定
焊缝裂纹
由于镀锌板材的碳含量较高,焊接时易 产生淬硬组织,导致焊缝及热影响区出 现裂纹。
和锌层烧损。 • 激光焊:利用高能激光束熔化镀锌板材,实现高速、高精度的焊接。 • 注意:上述扩展结果仅对大纲中的三级标题进行了详细解释,如需进一
步扩展“镀锌板材焊接缺点及预防措施”的内容,可继续列出焊接过程 中可能出现的缺点以及相应的预防措施。例如:针对锌层烧损问题,可 选用低热量输入的焊接方法、合理控制焊接参数等预防措施。
汽车用镀锌板点焊工艺与性能研究
彤 成牢 『 壬 l 接 。焊件 接触 面电阻最 高 ,焊点优 先彤 验 电极 为标准 l 6 mm×L 2 0 mm电极 帽,电极 压力为 . 6 k N 按照 r 1 时准 原则安装焊接檄 头 ,焊接前将 核, 焊 接 升温过 程 - f 1 ,钢 板 电阻增加 著 ,焊核 3 快 速牛成 。 卜 j 冷轧 板相 比 ,镀锌板 南于表 面存 在Z n 实 验材料 川酒 精清洗 后烘 干 ,而后 试样 进行 焊接 ,
l
■ 7 o 2 o 1 7 年第1 期
抗 剪托仲 试样 以及 做硬度洲憾 试样 。存B 点进行 5
个凿点测 试 录抗 剪拉伸 和十字托 伸数据 ,采 刚
2 0 0 g 的压 力进行显 微硬度测试 、 最 后进行极 寿命 实 验 .采 川 t 1 I 等的焊接 时问 ,以5 0 个点 为一组 ,每
分钟3 0 个点 的速度进 行实验 ,直N5 o o 个点合格或者
焊 点直径小于要求 的最小直径时停 止实验 、
焊接 工艺参 数窗 口
焊接 I 艺窗 口南最小焊 点直 径} l f 1 线干 ¨ 飞溅 } f n 线 成 。最小 焊点直径 曲线 南 ■个 同焊接 时 间下的 个试 样确 定的最小 直径 所埘应 的电流 值组成 ,焊 接 时间 本测 试巾为 :最小( 3 脉 冲 ,l 0 0 ms ) ,l I 1 等
作符单 化:l 溪 板柑股份hl ; 1 4 公 产 研究院 ,辽 j 夺溪
照 点满 足条件确定A点 原则 电流 以2 0 0 A为少 K 在 曲线 的每一 个点 ,做3 个 十宁托 伸 } 式样 、3 个
蕈,从而使 镀层板 的点焊 接头 质量不 稳定 和 增 长寻找 飞溅 点。
层 ,镀 板点 焊时接 触 电阻小 ,焊 接 电流密 度小 , 以l o 0 A 为步长递增 ,找刮焊接1 艺窗 f I 的A 点 ,按
镀锌钢板焊接的工艺方法
镀锌钢板焊接的⼯艺⽅法镀锌钢板焊接参考⼯艺1.镀锌钢电弧焊锌层的存在给镀锌钢的焊接带来了⼀定困难,主要的问题有:焊接裂纹及⽓孔的敏感性增⼤、锌的蒸发及烟尘、氧化物夹渣及镀锌层熔化及破坏。
其中焊接裂纹、⽓孔和夹渣是最主要的问题。
1.1 焊接性(1)裂纹在焊接过程中,熔化的锌浮在熔池的表⾯或位于焊缝根部。
由于锌的熔点远远低于铁,熔池中的铁⾸先结晶,液态锌会沿着钢的晶界渗⼊其中,导致晶间结合变弱。
⽽且锌与铁之间易形成⾦属间脆性化合物Fe3Zn10和FeZn10,进⼀步降低了焊缝⾦属的塑性。
因此在焊接残余应⼒的作⽤下易沿晶界裂开,形成裂纹。
1) 影响裂纹敏感性的因素①锌层的厚度镀锌钢的锌层较薄,裂纹敏感性⼩,⽽热镀锌钢的锌层较厚,裂纹敏感性较⼤。
②⼯件厚度厚度越⼤,焊接拘束应⼒越⼤,裂纹敏感性越⼤。
③坡⼝间隙间隙越⼤,裂纹敏感性越⼤。
④焊接⽅法⽤⼿⼯电弧焊焊接时裂纹敏感性⼩,⽽⽤CO2⽓体保护焊焊接时裂纹敏感性⼤⼀些。
2) 防⽌裂纹的⽅法①焊前在镀锌板焊接处开坡⼝V、Y形或X型坡⼝,⽤氧⼄炔或喷砂等⽅法去除坡⼝附近的镀锌层,同时控制间隙不宜过⼤,⼀般1.5mm左右。
②选⽤含Si量低的焊接材料。
⽓体保护焊时应采⽤含Si量低的焊丝,⼿⼯焊时采⽤钛型、钛钙型焊条。
(2)⽓孔坡⼝附近的锌层在电弧热的作⽤下产⽣氧化(形成ZnO)及蒸发,并挥发出⽩⾊烟尘和蒸⽓,因此极易在焊缝中引起⽓孔。
焊接电流越⼤,锌的蒸发越严重,⽓孔敏感性越⼤。
⽤钛型、钛钙型焊条焊接时,在中等电流范围内不易产⽣⽓孔。
⽽⽤纤维素型和低氢型焊条焊接时,⼩电流和⼤电流下均易产⽣⽓孔。
另外焊条⾓度应尽量控制在30°~70°范围内。
(3)锌的蒸发及烟尘⽤电弧焊焊接镀锌钢板时,熔池附近的锌层在电弧热的作⽤下氧化成ZnO并蒸发,形成很⼤的烟尘。
这种烟尘中主要成分为ZnO,对⼯⼈的呼吸器官具有很⼤的刺激作⽤,因此,焊接时必须采取良好的通风措施。
先进热镀锌双相高强钢板CR590T-340Y DP点焊工艺研究--现代焊接杂志社2012年4月已发表
先进热镀锌双相高强钢板CR590T/340Y DP点焊工艺研究姜典保(上海拖拉机内燃机有限公司上海 200433)摘要:本文研究了2.0mm厚先进热镀锌双相高强钢板CR590T/340Y DP焊接的焊接参数对点焊接头熔核直径和接头抗拉强度的影响,并给出了最佳点焊工艺规范。
关键词:先进热镀锌高强钢;点焊工艺Study on spot welding technology ofadvanced Hot Dip Zinc high strength steel CR590T/340Y DPJiang, dianbao(Shanghai Tractor Internal & Combustion Engine Co. LTD Shanghai 200433, China) Abstract: In this paper, we researched that the influence of weld parameters on the diameter and the tension of weld spots and obtained the best spot welding technology. The material is advanced Hot Dip Zinc high strength steel CR590T/340Y DP, a thickness of 2mm.Key word: advanced Hot Dip Zinc high strength steel; spot welding technology1 前言随着汽车行业的高速发展,汽车的轻量化和节能化成为目前行业的一个重点发展方向,因此高强度镀锌钢板的应用也越来越广泛。
高强度镀锌钢板是车身轻量化的重要材料[1],高强度镀锌钢板的应用不但可以节约钢材,也可以为车身降低重量从而降低油耗。
传统高强度钢板多是通过固溶、析出和细化晶粒作为主要的强化手段。
镀锌板激光焊接
1 引言镀锌钢的镀锌层不但具有物理屏蔽作用,而且对钢基体还起到了电化学保护作用,其良好的抗腐蚀性能使得镀锌钢在许多领域得到广泛的应用,包括电力、交通、建筑、化工、通风供热设施以及家具制造等行业。
尤其在汽车制造中,各种普通镀锌钢,高强度镀锌钢,超高强度镀锌钢的应用大幅提高了车身等部件的抗腐蚀性能和汽车的使用寿命。
然而,因镀锌钢中镀锌层的存在,使得镀锌钢的焊接工艺性大为降低。
原因是在镀锌钢的焊接过程中,镀层锌和基体钢物理特性的极大差异(镀锌层锌的熔点是 420度,沸点是 908度,基体钢的熔点是 1300度,沸点是 2861度),镀层锌的气化先于基体钢的熔化,这一现象对镀锌钢的焊接过程和质量都有很大影响。
目前,镀锌钢的主要焊接工艺有三种:电阻电焊、电弧焊和激光焊接。
对电阻点焊而言,由于镀锌层的存在,焊接时电极易于锌层合金化,降低了电极的寿命。
而采用电弧焊焊接镀锌钢时,由于锌的低沸点,在电弧刚接触到镀锌层时,锌迅速气化,产生的锌蒸气向外喷射,很容易使焊接产生熔渣粒子、气孔、飞溅、未熔合及裂纹等焊接缺陷,电弧的稳定性也因此受到影响,焊接质量下降,同时焊接过程中还会产生大量烟雾灰尘。
另外,由于电弧焊的焊缝宽度较大,且热输入量大,镀层锌的大量气化降低了镀锌钢焊缝处的抗腐蚀性能。
镀锌钢采用激光焊接时,同样存在镀锌层的气化,以及焊接气孔、飞溅、未熔合等缺陷。
但激光焊接与电阻点焊和电弧焊相比,激光焊接单位热输入量少、热变形小、焊缝深宽比大、焊接速度高、焊缝强度普遍高于母材、镀层锌的损耗低 ,且激光焊接是单边加工、复杂结构适应性好、易于实现远程焊接和自动化。
例如,德国奥迪、奔驰、大众、瑞典的沃尔沃、美国通用、福特、意大利菲亚特、日本的日产、本田和丰田等汽车公司,都采用了激光焊接技术,建立了激光焊接生产线,在有的汽车生产中激光搭接焊缝已达到 100米长。
在国内汽车厂家,只有少数几家企业(如:上海通用,一汽奥迪,大众等)引进国外的设备和技术,建立了激光焊接生产线。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
镀锌钢板焊接工艺研究
1.镀锌钢电弧焊
锌层的存在给镀锌钢的焊接带来了一定困难,主要的问题有:焊接裂纹及气孔的敏感性增大、锌的蒸发及烟尘、氧化物夹渣及镀锌层熔化及破坏。
其中焊接裂纹、气孔和夹渣是最主要的问题。
1.1 焊接性
(1)裂纹
在焊接过程中,熔化的锌浮在熔池的表面或位于焊缝根部。
由于锌的熔点远远低于铁,熔池中的铁首先结晶,液态锌会沿着钢的晶界渗入其中,导致晶间结合变弱。
而且锌与铁之间易形成金属间脆性化合物Fe3Zn10和FeZn10,进一步降低了焊缝金属的塑性。
因此在焊接残余应力的作用下易沿晶界裂开,形成裂纹。
1) 影响裂纹敏感性的因素
①锌层的厚度镀锌钢的锌层较薄,裂纹敏感性小,而热镀锌钢的锌层较厚,裂纹敏感性较大。
②工件厚度厚度越大,焊接拘束应力越大,裂纹敏感性越大。
③坡口间隙间隙越大,裂纹敏感性越大。
④焊接方法用手工电弧焊焊接时裂纹敏感性小,而用CO2气体保护焊焊接时裂纹敏感性大一些。
2) 防止裂纹的方法
①焊前在镀锌板焊接处开坡口V、Y形或X型坡口,用氧乙炔或喷砂等方法去除坡口附近的镀锌层,同时控制间隙不宜过大,一般1.5mm左右。
②选用含Si量低的焊接材料。
气体保护焊时应采用含Si量低的焊丝,手工焊时采用钛型、钛钙型焊条。
(2)气孔
坡口附近的锌层在电弧热的作用下产生氧化(形成ZnO)及蒸发,并挥发出白色烟尘和蒸气,因此极易在焊缝中引起气孔。
焊接电流越大,锌的蒸发越严重,气孔敏感性越大。
用钛型、钛钙型焊条焊接时,在中等电流范围内不易产生气孔。
而用纤维素型和低氢型焊条焊接时,小电流和大电流下均易产生气孔。
另外焊条角度应尽量控制在30°~70°范围内。
(3)锌的蒸发及烟尘
用电弧焊焊接镀锌钢板时,熔池附近的锌层在电弧热的作用下氧化成ZnO并蒸发,形成很大的烟尘。
这种烟尘中主要成分为ZnO,对工人的呼吸器官具有很大的刺激作用,因此,焊接时必须采取良好的通风措施。
在同样焊接规范下,用氧化钛型焊条焊接时所产生的烟尘量较低,而低氢型焊条焊接时产生的烟尘量较大。
(4)氧化物夹渣
焊接电流较小时,加热过程中形成的ZnO不易逸出,易造成ZnO夹渣。
ZnO比较稳定,其熔点为1800℃。
大块状的ZnO夹渣对焊缝塑性具有非常不利的影响。
利用氧化钛型焊条时,ZnO呈细小均匀分布,对塑性及抗拉强度影响都不大。
而用纤维素型或氢型焊条时,焊缝内的ZnO较大、较多,焊缝性能差。
1.2 镀锌钢的焊接工艺
镀锌钢可采用手工电弧焊、熔化极气体保护焊、氩弧焊、电阻焊等方法进行焊接。
(1)手工电弧焊
1) 焊前准备
为了降低焊接烟尘,防止焊接裂纹及气孔的产生,焊前除了开适当的坡口外,还应将坡口附近的锌层去除。
去除方法可采用火焰烘烤或喷砂。
坡口间隙应尽量控制在1.5~2mm内,
工件厚度较大时,可放宽到2.5~3mm。
2) 焊条的选择
焊条的选择原则是焊缝金属的力学性能尽量与母材相近,而且焊条熔敷金属中含硅量应控制在0.2%以下。
采用钛铁矿型焊条、氧化钛型焊条、纤维素型焊条、钛钙型焊条和低氢型焊条焊接时所得到的接头强度均可达到满意的指标,见表1。
但用低氢型焊条和纤维素型焊条焊接的焊缝中易产生夹渣和气孔,因此一般不用。
对于低碳钢镀锌钢板,应优先选用J421/J422或J423焊条。
对于强度等级在500MPa
以上的镀锌钢板,可选用E5001、E5003等型号的焊条。
对于强度在600MPa以上的镀锌钢板,应选用E6013、E5503及E5513等型号的焊条。
焊接时,尽量采用短弧,不要使电弧摆,以防止镀锌层熔化区域的扩大,保证工件的抗腐蚀性并降低烟尘量。
(2)熔化极气体保护焊
可采用CO2气体保护焊或者Ar+CO2、Ar+O2等混合气体保护焊进行焊接。
保护气体对焊缝中Zn的含量有明显的影响,采用纯CO2或CO2+O2时,焊缝中Zn的含量较高,而采用Ar+CO2或Ar+O2时,焊缝中Zn的含量较低。
电流对焊缝中Zn含量影响不大,随着焊接电流的增大,焊缝中的Zn含量稍有降低。
采用气体保护焊焊接镀锌钢时,焊接烟尘要比手工电弧焊大得多,因此应特别注意排风。
影响烟尘量大小及成分的因素主要是电流和保护气体。
电流越大,或保护气体中CO2或O2含量越大,焊接烟尘越大,而且烟尘中ZnO含量也增大,最大时ZnO的含量可达到70%左右。
在同样的焊接规范下,镀锌钢的熔深要比不镀锌的钢板大。
T形接头、搭接接头及向下立焊的焊接气孔敏感性较大,焊接速度越大越易产生气孔;对于镀锌合金钢,焊接速度的影响尤其明显。
多道焊时,后续焊道的气孔敏感性大于前一道。
采用不同保护气体焊接的镀锌钢接头的力学性能见表2。
可见,保护气体成分对接头力学性能并没有很大的影响,一般采用纯CO2进行焊接。
表3~表5分别给出了镀锌钢板I形对接接头、搭接接头及T形接头的短路过渡CO2焊的焊接工艺参数。
表4 镀锌钢板搭接接头CO2焊接规范参数
表5 镀锌钢板T形接头(角接)CO2焊接规范参数
(资料素材和资料部分来自网络,供参考。
可复制、编制,期待你的好评与关注)。