CA082喷气织机调试说明
喷气织机张力怎么调【交流伺服在喷气织机经纱张力控制系统中的应用】
喷气织机张力怎么调【交流伺服在喷气织机经纱张力控制系统中的应用】喷气织机张力怎么调【交流伺服在喷气织机经纱张力控制系统中的应用】为提高织物质量并满足喷气织机高速、高性能要求,本文结合交流伺服系统高控制精度的特点,在ARM微控制器*****的丰富硬件资源的基础上,研制了基于交流伺服系统的喷气织机经纱张力控制系统。
论文完成了伺服系统在经纱张力控制中的理论分析和整体设计,该系统能够满足喷气织机的高速和高精度要求,并能使经纱张力保持恒定。
To improve the fabric quality and meet the high-speed, high-performance requirements of air-jet looms, an AC servo-based air-jet loom warp tension control system was designed grounding on the AC servo system’s high control accuracy and ARM microcontroller *****. Theoretical analysis and integrated design of servo system in terms of the warp tension design were completed. The system can satisfy the high-speed and high-performance requirements of air-jet looms, and can maintain the tension stability of warps.喷气织机完成经、纬纱线的交织需由提综、引纬、打纬、送经、卷取五大运动的有机配合以及其他辅助运动的配合,整个运行过程控制复杂。
从经轴到卷布辊的整个织造过程中,受织机各大运动的影响,经纱张力呈周期性变化。
丰田喷气织机停车档校正
丰田喷气织机停车档校正丰田喷气织机停车档校正 1、为什么会产生停车档织物开车档主要表现形态可分为纬密大于或小于设计标准的开车档及经缩浪纹开车档两类。
这两类开车档在不同织物组织及不同紧度下表现出不均衡性。
开车档形成的主要原因在于织物和经纱的蠕变和松弛。
在织机停台时,布面和经纱均承受着较大的上机张力,而此时钢筘与织口相脱离,织口会偏离其正常织造时的相应位置(如上图所示,F1≠F2),偏离量的大小随停台时间的长短而变化。
开车档的形成与织物和经纱的弹性变形关系不大,主要原因是停台时产生的塑性变形。
塑性变形的大小与织物张力和从织口到压布辊之间的织物长度有关。
张力和长度越大,停台时间越长,则织口向后移动越大。
同时塑性变形量还与织物塑性变形的塑性基数和粘滞系数有关。
而这两者都随着经纬纱原料、支数、密度、组织结构、经纱上浆率及织造车间温湿度等的变化而变化。
喷气织机采用高速织造,为了在短时间内开清梭口,均采用较大的上机张力。
又由于斜纹、缎纹类织物在整个织造过程中不存在所有经纱完全一致的平综位置(如上图所示),经纱塑性伸长的不一致性造成斜纹织物浪纹疵点多于平纹织物。
要消除开车档,就必须采取有效措施避免或减少织物和经纱的塑性变形,并对停台时产生的这些变形在开车前给予有效的补偿。
织机停台时织物的塑性变形受到多种因素的制约。
而对同一种在相同稳定的生产环境下,其塑性变形量的大小可以考虑时间上的影响。
假定停台时梭口前部经纱的张力与织口处织物的张力相等,随着停台时间的变化,经纱与织物的塑性变形量将会发生变化,F1≠F2。
如果二者的变化量相等,F1=F2,织口就会保持在织物急弹性变形结束时的位置。
如果织物的塑性变形量大于经纱的变形量,则织口将向后梁移动,反之亦然。
因此,补正值的设定要在每个品种上机时进行跟踪观察,分别根据经停、纬停后到下次开车所需的平均时间,作多次对比试验,从中分别选出一个能消除大部分经向开车档和一个能消除大部分纬向开车档的值作为补正值固定下来。
喷气织机说明书
鞋类或留着下述发型来操
1) 宽松上衣 2) 有扭扣的长袖上衣 3) 前胸有扭扣的工作服 4) 拖鞋和凉鞋 5) 胸前系着领带 6) 披着松散的长发或将其悬在胸前 (4) 不许将剪刀和工具装入没有兜盖的上衣胸袋
内
(5) 下列人员关机时 未经许可其他人员不许开机
1) 负责保全的人员
2) 巡视人员
3) 加油人员
(1) 在移动机台时 请采用缓慢运转 点动 进行 (2) 有共同作业者的场合 在移动机台时请务必发出信号并得到回答 此外 还必须将工厂规定的保全
显示牌挂在开关处 以免第三者无意中切断电源或运转织机
(3) 多臂机的场合 因其结构的不同可能会造成织机负荷不平衡 这时 若因打雷等发生停电事故 电源切断 后有时会使机台空转而导致危险 请务必按照上述 [ 3.1 ] 的 (2) (3) 的顺序使机台处于不带负荷的状态后再
[ 2.5 ] 配线作业
(1) 非电气人员不得进行电气设备的接线 业
断线作
(2) 配线作业前 应检查主电源开关是否断开 是否 挂有警告牌
(3) 配线作业前 请确认电路是否处于通电状态 有电压状态
S.1 - 5
S. 安全
S.1.2
试运转前的确认事项
[ 1 ] 织机的周围
(1) 将螺丝 螺母 工具等不需要物品从织机周围 织机上下拿开
(2) 使用点动模式使综框处于闭口状态或匀整状态
(3) 按下刹车解除按钮
确认钢筘已固定
电子多臂机的场合
(4) 切断电源
(5) 在确认织机已完全停止运转后才开始作业
切断电源后若机器运转
则花纹会错位
[ 3.2 ] 在接通电源的状态下调整时的顺序
使用机台刹车或电气信号的调整作业
喷气织机主要织疵知识讲解
喷气织机主要织疵一:断纬(一)机械方面1:纱尖缠结或弯曲型断纬在织物右侧布边的纬纱尖端处,有轻微的缠结或弯曲,形成短纬,产生停台。
A:形成原因(1)右侧布边的边纱、绞边纱、假边纱松弛或经纱纱疵、飞花附着等原因造成开口不清。
(2)主喷嘴压力太高,或安装不标准。
(3)主喷嘴喷气时间和电磁针作用时间配合不当。
(4)电磁针的高度和位置不标准。
(5)压缩空气管道漏气。
(6)辅助喷嘴压力过低,高度和角度不合适。
(7)左侧剪刀不锋利。
(8)左侧布边经纱松驰。
(9)筘面不清洁,有飞花、杂物附着。
(10)电磁阀工作不良。
B:消除方法(1)加大经纱张力或去除纱疵、飞花附着。
(2)降低主喷嘴压力或调整主喷嘴压力位置。
(3)提前或延迟电磁针的开发时间,并将主喷嘴喷气时间提前或延迟至适当时间。
(4)按定时标准和安装规格进行检查,调整电磁针。
(5)对压缩空气管道定期进行检查。
(6)提高辅助喷嘴压力,并检查其高度和角度(根据纬纱种类而定)。
(7)左侧剪刀片务必经常保持锋利。
(8)绞边经纱在综丝和钢筘中的穿法要正确。
(9)经常保持异形筘筘面的清洁。
(10)按控制板上的测试键,如发现电磁阀停止工作,则检查电磁阀,如电磁阀工作,但连续运转时不工作;则检查编码器。
2:纬纱弯曲型断纬纬纱呈U型弯曲是由于引纬不足、开口不良和纬纱延时到达所致。
使织机产生停台或形成双稀纬疵点。
A:形成原因(1)主喷嘴喷气时间和电磁针作用时间不当。
(2)在剪切时,纬纱从电磁针中脱出。
(3)压缩空气管道漏气。
(4)辅助喷嘴压力太低。
(5)织机开口有故障,经纱有毛羽、大结头、飞花等纱疵。
(6)开口量太小或开口时间不标准。
(7)经纱碰到辅助喷嘴尖端。
(8)经纱张力太小。
(9)主喷嘴位置不对。
B:消除方法(1)提前或延迟电磁针的开起时间,并将主喷嘴的喷气时间提前或延迟。
(2)调整左剪刀、导纱器作用时间,以减小切断阻力;或适当提高剪切吹气压力。
(3)检查弯曲或漏气的机械阀和气管,进行调节或更换。
喷气织机上机操作法
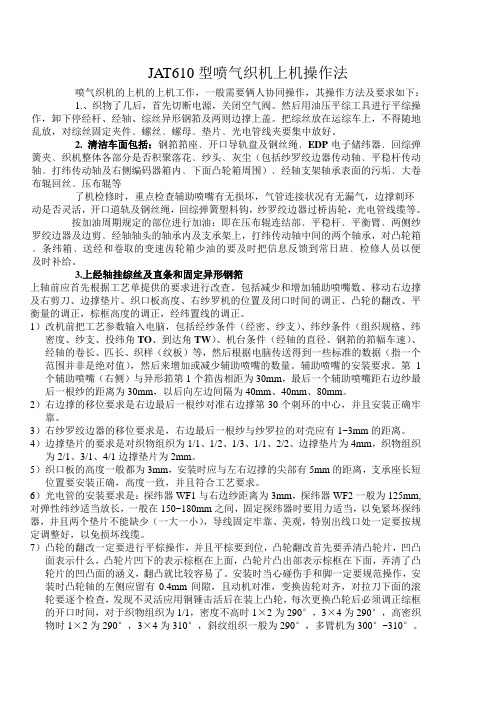
JAT610型喷气织机上机操作法喷气织机的上机的上机工作,一般需要俩人协同操作,其操作方法及要求如下:1.、织物了几后,首先切断电源,关闭空气阀。
然后用油压平综工具进行平综操作,卸下停经杆、经轴、综丝异形钢筘及两则边撑上盖。
把综丝放在运综车上,不得随地乱放,对综丝固定夹件﹑螺丝﹑螺母﹑垫片﹑光电管线夹要集中放好。
2. 清洁车面包括:钢筘筘座﹑开口导轨盘及钢丝绳﹑EDP电子储纬器﹑回综弹簧夹﹑织机整体各部分是否积聚落花﹑纱头﹑灰尘(包括纱罗绞边器传动轴﹑平稳杆传动轴﹑打纬传动轴及右侧编码器箱内﹑下面凸轮箱周围)﹑经轴支架轴承表面的污垢﹑大卷布辊回丝﹑压布辊等了机检修时,重点检查辅助喷嘴有无损坏,气管连接状况有无漏气,边撑刺环动是否灵活,开口道轨及钢丝绳,回综弹簧塑料钩,纱罗绞边器过桥齿轮,光电管线缆等。
按加油周期规定的部位进行加油:即在压布辊连结部﹑平稳杆﹑平衡臂﹑两侧纱罗绞边器及边剪﹑经轴轴头的轴承内及支承架上,打纬传动轴中间的两个轴承,对凸轮箱﹑条纬箱﹑送经和卷取的变速齿轮箱少油的要及时把信息反馈到常日班﹑检修人员以便及时补给。
3.上经轴挂综丝及直条和固定异形钢筘上轴前应首先根据工艺单提供的要求进行改查。
包括减少和增加辅助喷嘴数、移动右边撑及右剪刀、边撑垫片、织口板高度、右纱罗机的位置及闭口时间的调正、凸轮的翻改、平衡量的调正,棕框高度的调正,经纬置线的调正。
1)改机前把工艺参数输入电脑,包括经纱条件(经密、纱支)、纬纱条件(组织规格、纬密度、纱支、投纬角TO、到达角TW)、机台条件(经轴的直径、钢筘的筘幅车速)、经轴的卷长、匹长、织样(纹板)等,然后根据电脑传送得到一些标准的数据(指一个范围并非是绝对值),然后来增加或减少辅助喷嘴的数量。
辅助喷嘴的安装要求。
第1个辅助喷嘴(右侧)与异形筘第1个筘齿相距为30mm,最后一个辅助喷嘴距右边纱最后一根纱的距离为30mm,以后向左边间隔为40mm、40mm、80mm。
喷气织机调试方案与维护及设定

喷气织机的调试方案和维护及设定
管道片式喷气引纬机构分析
定长盘
喷嘴
管道片
单喷嘴气流引纬示意图
吸嘴 管道片结构
管道片式喷气引纬机构有一个临界飞行角,一 般为100度。
大于此角则管道片挡住喷嘴,小于此角纬则说明纬 纱飞行过快。
喷气织机的调试方案和维护及设定
两种多喷嘴系统的比较 从打纬上比较
风道筘式喷气引纬 管道片式喷气引纬 管道片式:在打纬时管道片要退出梭口,因此筘动程大。 风道筘式:直接用风道筘打纬,筘动程小。 结 论:风道筘式可适应高速。
ZA218e喷气织机
喷气织机的调试方案和维护及设定
有关喷气织机的调试与维护的相关知识
单元1:引纬机构的构造、安装与调试 采用射流摩擦牵引纬纱穿越梭口的引纬
方式叫喷射引纬。 用空气作射流引纬的叫喷气引纬,相应
的织机是喷气织机;
喷气引纬原理
喷气织机的调试方案和维护及设定
喷气引纬是以空气为引纬载体,通过喷射成束 状的气流将纬纱牵引通过梭口的方式。
喷气织机的调试方案和维护及设定
喷气织机的调试方案和维护及设定
喷气织机的调试方案和维护及设定
喷气织机的调试方案和维护及设定
主喷嘴由图中固定主喷嘴3和摆动主喷嘴4组成。 固定主喷嘴用来克服纬纱从定长储纬器上脱下
来时所受的阻力, 将纬纱顺利地送往摆动主喷嘴,以防止纬纱由
1、提高了纬纱飞行的稳定性。 2、适应宽幅,最大幅宽已可达540cm。 3、降低了能源消耗。 4、提高了纱线与织物的品种适应性。
品种适应性扩大
喷气织机的调试方案和维护及设定
1、幅宽增加,耗气量减少,对纱线的原料、特数 的适应性提高。
2、计算机软件控制的多色引纬系统,引纬颜色从4 位增至12色,并实现了任意变换颜色。
喷气织机说明书
引起火灾
• 如果机器的旋转部件为任何飞花 绒头或者
纱线屑缠结 则应立即清除那些异物 否
则 它们会聚积 与其它部件相接触 这样
可能引起异常高的温度甚至火灾
(8) 如织机停车 请确认 • 信号灯 1 • 各操作控制盘上的警告灯 2 • 功能板上是否出现警告图标 3
1) 警告灯 2 单独亮灯时
表示自动找断纬系统在工作中
[2] 安装作业时
[ 2.1 ] 全部
(1) 建筑 配管等作业同时进行时 必须戴安全帽
(2) 从事手 套
手指有受到伤害的危险作业时应戴手
(3) 在有可能被运转部分卷入时 业
则不许戴手套作
(4) 为防止滑倒事故
应清除地面上的油迹
(5) 在进行双手达不到的作业时 台
应设置稳定的踏
(6) 禁止起吊物品上乘人 位进入起吊物品下
2
S. 安全
S.1
安全作业
S.1.1 安装作业上的规则
前言
我们的周围没有完全绝对的安全 即使是十分方便 实用的东西 如果将其使用方法搞错 忽视规则 轻 则伤其手足 重则危及生命
我公司对安全虽然做了最大的努力 但这种安全 仍要依靠使用喷气织机的各位用户协助 才能 确保
尽管制造厂家对机械使用的各种情况都做了充分考 虑 但是本使用说明书不可能罗列所有的情况 所 以 用户在在进行搬运 安装 操作 调整等作业 时 首先要考虑安全 以确保各种作业的进行以及动 作的标准化
(2) 织机及货物的搬运高度 200mm
不能高于地面
(3) 搬运中不能进入织机与墙壁间或货物与墙壁 间
(4) 应设道路引导员
按其指令搬运
道路引导员应注意行进路线上的突起物
(5) 织机或货物下插入垫木时 货物与地面之间
201_202__208双线缝纫机的操作和调试
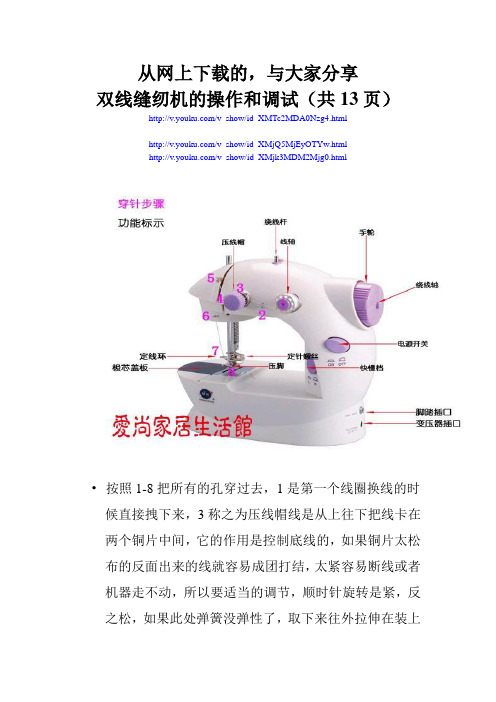
从网上下载的,与大家分享双线缝纫机的操作和调试(共13页)/v_show/id_XMTc2MDA0Nzg4.html/v_show/id_XMjQ5MjEyOTYw.html/v_show/id_XMjk3MDM2Mjg0.html•按照1-8把所有的孔穿过去,1是第一个线圈换线的时候直接拽下来,3称之为压线帽线是从上往下把线卡在两个铜片中间,它的作用是控制底线的,如果铜片太松布的反面出来的线就容易成团打结,太紧容易断线或者机器走不动,所以要适当的调节,顺时针旋转是紧,反之松,如果此处弹簧没弹性了,取下来往外拉伸在装上即可。
穿过第7个孔后要穿针孔了,线是从外往手轮的方向穿,穿过去以后在压脚分叉处绕一下拉到后面去图示种靠近8的位置绕完成第三步后一个手拉着两条线,另外一个手转动手轮走两圈在开在开动机器开关,防止脱线功能介绍1,图左是自动绕线的功能,这个地方往里面稍微摁一下在往箭头的方向旋转下就出来拉长了,反之装进去,然后按照它的图示就可以自动绕线了。
2,图右是自动上底线的功能,按照图示,明线穿过针后往前用手拉着,另外一个手转动手轮一圈底线的那条线就自动带了上来。
手轮上标的有方向不要转反。
3,压线帽的作用很大,在穿线步骤就有了说明,大家注意一下即可。
注意事项1、机器在使用中自动停机,切勿强行转动手轮,如有遇到此情况,提起压脚将布取出,打开线轴盖,将缠绕的线剪断并取出后,重新装线轴即可2、机器接上电源开动开关后走不动,大家首先关闭开关检查各个穿孔是否有绕线了,低槽是否有卡线,然后用手转动手轮看是否能转动,前后左右活动下往箭头标的方向手动走一圈,如果可以手动转动机器,在开动开关,此时如果还不动,2个方面可能有问题①变压器可能不通电②机器有点紧需要开动动开关后用手按照机器标方向转动一下手轮,给机器带点助力。
③布转换方向的时候针最好在布里面防止压脚要到线导致机器不走(前提是用手可以转动)机器的测试针对大家所说的不上线断线跳线我们做如下机器测试1 机器有可能针和底盘的位置不对了,其中包括针松了有毛刺或者低槽位置偏移或者是线不好不光滑或者布的弹性棉性太大下面我们做个图示介绍:这是两条线测试,按照正常的穿线方法穿好线一个手同时拉着明线和底线,另外一个手转动手轮方向不要错哦,看看底线圈是否有一条线在上面绕,每转动一圈手轮底线圈就会有一条线绕一下的哦。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CA082 FD1.600.000S 调试说明
6.18 手动黄油泵装置的调整................................................................................... 64 6.19 织机试运转前加油........................................................................................... 65 7 空车运转调试检验.................................................... 66 7.1 空车运转前初测.................................................................................................. 66 7.2 空车运转中检测................................................................................................. 73 7.3 空车运转后检查(空车运转 8 小时)................................................................. 75 8 检验................................................................ 76 8.1 巡检..................................................................................................................... 76 8.2 交收检验............................................................................................................. 76 8.3 合格证................................................................................................................. 76 8.4 出厂检验规则..................................................................................................... 76 9 故障处理............................................................ 76 9.1 预检查中故障..................................................................................................... 76 9.2 空车运转前初测中故障..................................................................................... 76 9.3 空车运转中故障................................................................................................. 77 9.4 空车运转后复测中的故障................................................................................. 77 9.5 交验中的故障..................................................................................................... 77 10 关于整机齐套性问题说明............................................. 77 11 备件生产方法....................................................... 77 附录 A:角度(时间)曲线图 附录 B:CA082 喷气织机调整基准书(2C、平纹) 附录 C:CA082 喷气织机调整基准书(4C、平纹) 附录 D:CA082 喷气织机调整基准书(2C、斜纹) 附录 E:CA082 喷气织机调整基准书(4C、斜纹) 附录 F:喷气织机试运转检查表 附录 G:螺钉的锁紧力矩表
CA082 喷气织机 调试说明
FD1.600.000S
共 88 页
陕西长岭纺织机电科技有限公司
2011 年 12 月 20 日
0
CA082 喷气织机 调试说明
FD1.600.000S
拟 制: 审 核: 标准化: 会 签:
审 定: 批 准:
1
CA082 FD1.600.000S 调试说明
目次
1 范围................................................................. 1 2 引用文件............................................................. 1 3 调试环境............................................................. 1 4 使用仪器............................................................. 1 5 通电调试前准备及预检查调整........................................... 1
II
CA082 FD1.600.000S 调试说明
CA082 喷气织机调试பைடு நூலகம்明
1 范围
本调试说明规定了 CA082 喷气织机整机的引用标准、调试环境、仪器设备、 整机调试及检验方法。
本调试说明适用于 CA082 喷气织机整机生产的调试及检验,也适用于备件的 生产调试和检验。
2 引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日
5.1 准备....................................................................................................................... 1 5.2 外观检查............................................................................................................... 2 5.3 各线缆连接预检查............................................................................................... 3 5.4 各机械部分预检查调整....................................................................................... 3 6 空车运转前检测调整................................................... 4 6.1 主传动调整........................................................................................................... 4 6.2 开口部分的调整................................................................................................... 7 6.3 筘座直线度检查及调试用钢筘的安装............................................................. 27 6.4 储纬挡纱销的调整............................................................................................. 29 6.5 引纬部分的调试................................................................................................. 30 6.6 单辊(单后梁)送经装置调整......................................................................... 36 6.7 双辊(双后梁)送经装置调整......................................................................... 38 6.8 积极式松经(平稳)装置的调整检测............................................................. 39 6.9 双经轴中间经轴支架的位置确定..................................................................... 42 6.10 卷取机构的调整............................................................................................... 43 6.11 行星绞边装置的调整与检测........................................................................... 45 6.12 弃边纱装置的调整........................................................................................... 49 6.13 上置式边撑装置的调整................................................................................... 49 6.14 下置式边撑装置的调整................................................................................... 55 6.15 剪刀装置的调整............................................................................................... 58 6.16 停经架位置的检测及调整............................................................................... 61 6.17 探纬器的调整及检测....................................................................................... 63