微发泡注塑PP及其工艺影响因素
pp注塑工艺
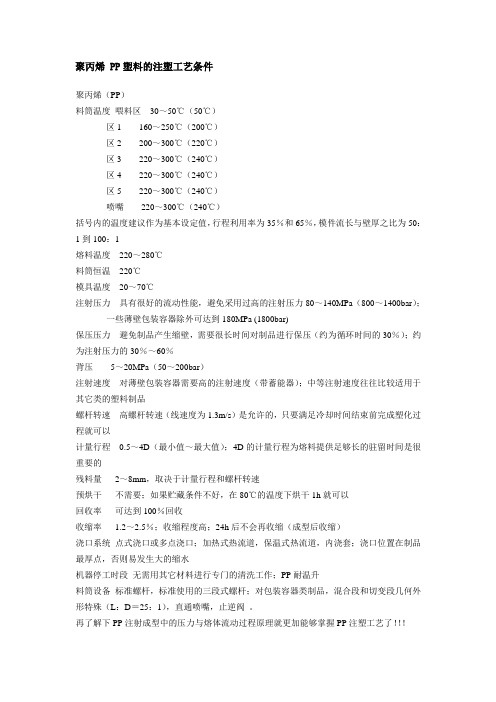
聚丙烯 PP塑料的注塑工艺条件聚丙烯(PP)料筒温度喂料区 30~50℃(50℃)区1 160~250℃(200℃)区2 200~300℃(220℃)区3 220~300℃(240℃)区4 220~300℃(240℃)区5 220~300℃(240℃)喷嘴 220~300℃(240℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度 220~280℃料筒恒温 220℃模具温度 20~70℃注射压力具有很好的流动性能,避免采用过高的注射压力80~140MPa(800~1400bar);一些薄壁包装容器除外可达到180MPa (1800bar)保压压力避免制品产生缩壁,需要很长时间对制品进行保压(约为循环时间的30%);约为注射压力的30%~60%背压 5~20MPa(50~200bar)注射速度对薄壁包装容器需要高的注射速度(带蓄能器);中等注射速度往往比较适用于其它类的塑料制品螺杆转速高螺杆转速(线速度为1.3m/s)是允许的,只要满足冷却时间结束前完成塑化过程就可以计量行程 0.5~4D(最小值~最大值);4D的计量行程为熔料提供足够长的驻留时间是很重要的残料量2~8mm,取决于计量行程和螺杆转速预烘干不需要;如果贮藏条件不好,在80℃的温度下烘干1h就可以回收率可达到100%回收收缩率 1.2~2.5%;收缩程度高;24h后不会再收缩(成型后收缩)浇口系统点式浇口或多点浇口;加热式热流道,保温式热流道,内浇套;浇口位置在制品最厚点,否则易发生大的缩水机器停工时段无需用其它材料进行专门的清洗工作;PP耐温升料筒设备标准螺杆,标准使用的三段式螺杆;对包装容器类制品,混合段和切变段几何外形特殊(L:D=25:1),直通喷嘴,止逆阀。
再了解下PP注射成型中的压力与熔体流动过程原理就更加能够掌握PP注塑工艺了!!!聚丙烯(PP)是常见塑料中较轻的一种,其电性能优异,可作为耐湿热高频绝缘材料应用。
【2017年整理】PP成型工艺

PP注塑成型的工艺条件是什么?(1) PP的成型加工性能1) PP的吸湿性很小,因此在成型前一般不需要进行干燥处理,若湿度超过允许值,则应进行干燥处理。
2) PP分子结构中含有叔碳原子,故抗氧化能力很低,在塑化时应加入抗氧化剂。
3) PP在超过280℃时会发生热降解,使性能劣化,熔料和金属壁面接触会加速热降解,故成型时应避免熔料长时间滞留在料筒内。
4) PP熔体流动性良好,介于HDPE和LDPE之间,易成型薄壁、长流程塑件。
5) PP具有结晶性、成型收缩率的变化范围较大,为1.0%〜3.0%,且有较明显的后收缩性,故易产生缩孔、凹痕和变形,且方向性强。
6) PP的熔点和熔体热焓量比LDPE高,在结晶和冷却过程中会放出较多热量,因此模具要有较好的冷却系统,以减少塑件变形。
7) 由于PP的热收缩和结晶作用,在成型过程中的比容积有较大变化,塑件的筋、孔及壁厚较大的部位容易产生气泡及凹痕等缺陷。
8) PP熔料温度低时取向明显,尤其在低温高压时更甚,因此要控制成型温度。
9) PP塑件脱模时收缩性较大,应在脱模后在定型装置上放置1天以上以定型,对于尺寸精度较高的塑件,可及时进行热处理。
10) 由于PP的成型收缩率较大,低温呈脆性,故塑件应壁厚均匀,避免缺口、尖角出现,防止产生应力集中。
11) 如果保压时间过长,会使塑件出现较大的收缩而出现质量缺陷,因此在保证补充熔体固化收缩用料的基础上,尽量缩短保压时间。
12) PP熔体具有较明显的非牛顿性,粘度时剪切速率和温度都较敏感。
(2)PP的主要注塑成型条件,1) 料筒温度。
在需要注射压力和注射速度较小时,可选择较低的料筒温度。
一般料筒温度控制在210~280℃,喷嘴温度比料筒温度低10~30℃。
当成型薄壁、复杂塑件时,料筒温度取高者;当塑件较厚时,料筒温度取低者。
12) PP熔体具有较明显的非牛顿性,粘度时剪切速率和温度都较敏感。
(2)PP的主要注塑成型条件,1) 料筒温度。
聚氨酯注塑发泡工艺及注意事项讲解学习

聚氨酯注塑发泡工艺及注意事项聚氨酯泡沫塑料是以异氰酸酯和多元醇为主要原料,在发泡剂、催化剂、阻燃剂等多种助剂的作用下,通过专用设备混合,经高压喷涂现场发泡而成的高分子聚合物,是聚氨酯合成材料的主要品种之一。
聚氨酯泡沫塑料的主要特征是具有多孔性,因而材料的相对密度小,比强度高。
聚氨酯泡沫塑料种类多样,根据所用原料的不同以及配方的变化,可制成软质、半硬质和硬质聚氨酯泡沫塑料等;根据所用多元醇的品种分类又可将其分为聚酯型、聚醚型和蓖麻油型聚氨酯泡沫塑料等;而根据发泡方法分类又有块状、注塑、模塑以及喷涂聚氨酯泡沫塑料等类型。
不论选取哪一种原料,也不论采用哪一种发泡方法,其发泡过程一般都要经过形成气泡核、气泡核膨胀以及泡体固化定型等阶段。
工业上常用的聚氨酯泡沫塑料制备方法有:挤出发泡、注塑发泡、模塑发泡、压延发泡、粉末发泡以及喷涂发泡等等。
其中,注塑发泡是聚氨酯泡沫塑料最重要的成型方法之一,接下来,洛阳天江化工新材料有限公司将为大家重点讲述一下聚氨酯注塑发泡工艺以及注意事项。
一、结构发泡注塑成型结构发泡法是注射成型工艺技术中的一项革命,它保留了传统注射成型工艺的许多优点,又避免了传统注塑工艺中经常遇到的一些问题,如制品强度不够、生产周期太长以及模塑率低等问题。
结构发泡法最大的特点是可以不用增加设备,用普通的注塑机便可以注塑生产,不过采用模腔扩大法发泡的高压结构发泡注塑机与普通注塑机相比,增加了二次合模保压装置。
此外,采用结构发泡技术还可以使用低成本模具对大型复杂制品进行模塑,并且可以多模腔同时操作,从而降低了制品的生产成本。
结构发泡法制得的成品是一种具有致密表层的连体发泡材料,其单位重量的强度和刚度比同种未发泡的材料高3-4倍。
近年来,结构发泡注塑成型工艺得到了很广泛的发展,成型方法也很多,但归纳起来可以分为三种:低压发泡法、高压发泡法(注:此处的低压和高压指模具模腔内的压力)以及双组分发泡法。
1、低压发泡法低压发泡法注塑与普通注塑的区别在于其模具的模腔压力较低,约在2-7Mpa的范围内,而普通注塑则在30-60Mpa之间。
【技术】滑石粉对微发泡聚丙烯(PP)复合材料的影响
书山有路勤为径,学海无涯苦作舟
【技术】滑石粉对微发泡聚丙烯(PP)复合材料的影响
图1 汽车塑料部件
滑石是一种常见的硅酸盐矿物,滑石的片状结构对塑料材料的刚性和高温下
的抗蠕变性带来正面影响,使其可以作为增强性填料。
滑石粉对聚丙烯材料有很好的增强作用,同时能提高聚丙烯的尺寸稳定性,耐热性等。
在滑石填充PP 汽车材料应用中,其片状结构有利于协调刚性和冲击韧性的最佳平衡。
聚丙烯(PP)/滑石粉以其价廉、力学性能优异等优点在车用塑料中广泛应用。
但该材料还存在一些不足之处,如密度大,这不利于汽车轻量化。
微发泡PP/ 滑石粉材料不但具有复合材料的优异性能,而且密度下降,质量减轻。
1、样品制备
(1)PP/滑石粉母粒
采用同向双螺杆挤出机挤出造粒,工艺参数:螺杆转速140r/min,喂料速率
1.2-1.5r/min,挤出加热区温度160-188℃。
(2)微发泡PP/滑石粉复合材料
PP/滑石粉母粒、发泡剂母粒在注塑机中二次开模成型,制备符合测试标准的哑铃型样条。
注射温度175℃,注射速率95%,注射压力500kPa。
2、微发泡复合材料的力学性能
图2 滑石粉的质量分数对微发泡材料比强度的影响
比强度是衡量材料轻质、高强的重要指标。
由图2 可知:相比于纯PP 材
料,滑石粉的质量分数为5%的未发泡PP 材料的比拉伸强度降低,比弯曲强度增加,比冲击强度基本不变;随着滑石粉的质量分数进一步增加,材料的比拉伸强度、比弯曲强度和比冲击强度均降低。
相比于纯PP 材料,滑石粉的质量分数为5%的PP 材料发泡以后,比拉伸强。
PP材料各种加工工艺的缺陷和对策
PP材料各种加工工艺的缺陷和对策PP(聚丙烯)是一种常见的热塑性塑料,具有低密度、高熔点和良好的耐化学性能。
在加工过程中,常见的工艺包括注塑、吹塑、挤出等。
不同的加工工艺会产生不同的缺陷,下面将分别介绍这些缺陷及相应的对策。
1.注塑缺陷及对策:(1)翘曲:注塑成型时,由于注射压力不均匀或冷却不均匀等原因,易导致零件翘曲。
对策是优化注塑工艺参数,如调整注射压力、温度和冷却时间等,增加零件的冷却均匀性。
(2)短射:零件成型过程中,注塑机无法充填整个模具腔体,导致零件出现部分空洞或缺陷。
对策是增加注塑机的注射压力或改变注射位置,以确保整个模具腔体充满。
(3)气泡:注塑过程中,塑料熔融状态下容易吸收空气,形成气泡。
对策是优化注塑工艺参数,减小熔融塑料的气液界面,如增加注射速度和压力,减小熔融塑料的温度等。
2.吹塑缺陷及对策:(1)厚薄不均:吹塑过程中,由于塑料流动不均匀或模具设计不合理,易导致制品厚薄不均。
对策是优化吹塑工艺参数,如调整塑料温度、吹气压力和冷却时间等,增加制品的均匀性。
(2)氣泡:吹塑过程中,由于塑料熔融状态下容易吸收空气,形成气泡。
对策是优化吹塑工艺参数,减小熔融塑料的气液界面,如增加熔体的温度和压力,调整吹气速度等。
(3)皱纹:吹塑过程中,由于冷却不均匀或模具设计不合理,易导致制品表面出现皱纹。
对策是优化吹塑工艺参数,如调整模温、吹气速度和冷却时间等,增加制品的平整度。
3.挤出缺陷及对策:(1)压力不均:挤出过程中,由于挤出机的压力分布不均或头部设计不合理,易导致制品的厚度不均。
对策是优化挤出工艺参数,如调整挤出机的压力和温度,改善头部设计,增加制品的均匀性。
(2)熔体流动不良:挤出过程中,由于挤出机的供料不均匀或模具设计不合理,易导致熔体流动不畅,出现气泡或尺寸不准确等问题。
对策是优化挤出工艺参数,如调整供料速度和温度,改善模具设计,增加制品的牢固性和精度。
(3)紧缩难度:挤出过程中,由于制品的形状复杂或大小不一,易导致模具紧缩困难,产品出现尺寸不准确或细节缺失等问题。
注塑发泡工艺(3篇)
第1篇一、引言注塑发泡工艺是一种广泛应用于塑料制品生产中的成型技术。
它通过在注塑过程中引入发泡剂,使塑料在熔融状态下产生气泡,形成多孔结构,从而降低塑料制品的密度,提高其性能。
本文将详细介绍注塑发泡工艺的原理、流程、设备、应用及优缺点。
二、注塑发泡工艺原理注塑发泡工艺的原理是在塑料熔融状态下,将发泡剂均匀地分布在熔体中,通过化学反应或物理变化,使熔体产生气泡。
这些气泡在注塑过程中逐渐长大,最终形成多孔结构的塑料制品。
发泡剂主要有以下几种类型:1. 气体发泡剂:如二氧化碳、氮气、氩气等,通过化学反应或物理变化产生气泡。
2. 液体发泡剂:如水、醇类等,通过蒸发产生气泡。
3. 固体发泡剂:如碳酸氢钠、碳酸钠等,通过加热分解产生气泡。
4. 混合发泡剂:将多种发泡剂按一定比例混合使用。
三、注塑发泡工艺流程1. 原料准备:选择合适的塑料原料和发泡剂,确保原料质量符合生产要求。
2. 熔融混合:将塑料原料和发泡剂送入注塑机料筒,在高温、高压条件下进行熔融混合。
3. 注塑成型:将熔融混合物注入模具,通过模具冷却、固化,形成多孔结构的塑料制品。
4. 后处理:对注塑成型的塑料制品进行脱模、修整、检验等工序。
5. 包装:将合格的产品进行包装,储存或销售。
四、注塑发泡工艺设备1. 注塑机:用于将塑料原料和发泡剂熔融混合,并注入模具。
2. 模具:用于成型多孔结构的塑料制品。
3. 冷却系统:用于冷却模具,提高生产效率。
4. 辅助设备:如料斗、输送带、自动脱模机等。
五、注塑发泡工艺应用注塑发泡工艺广泛应用于以下领域:1. 家用电器:如冰箱、洗衣机、空调等家电的隔热层、隔音层等。
2. 建筑材料:如保温板、隔音板等。
3. 交通工具:如汽车、船舶、飞机等内饰件。
4. 包装材料:如泡沫塑料托盘、缓冲材料等。
5. 纺织品:如泡沫填充物、运动鞋等。
六、注塑发泡工艺优缺点1. 优点:(1)降低塑料制品密度,减轻产品重量。
(2)提高塑料制品的隔热、隔音性能。
注塑工艺需考虑七个因素及注塑成型常见不良及对策
注塑工艺需考虑七个因素影响热塑性塑料成型收缩的因素如下:1.1塑料品种热塑性塑料成型过程中由于还存在结晶化引起的体积变化,内应力强,冻结在塑件内的残余应力大,分子取向性强等因素,因此与热固性塑料相比则收缩率较大,收缩率范围宽、方向性明显,另外成型后的收缩、退火或调湿处理后的收缩率一般也都比热固性塑料大。
1.2塑件特性成型时熔融料与型腔表面接触外层立即冷却形成低密度的固态外壳。
由于塑料的导热性差,使塑件内层缓慢冷却而形成收缩大的高密度固态层。
所以壁厚、冷却慢、高密度层厚的则收缩大。
另外,有无嵌件及嵌件布局、数量都直接影响料流方向,密度分布及收缩阻力大小等,所以塑件的特性对收缩大小、方向性影响较大。
1.3进料口形式、尺寸、分布这些因素直接影响料流方向、密度分布、保压补缩作用及成型时间。
直接进料口、进料口截面大(尤其截面较厚的)则收缩小但方向性大,进料口宽及度短的则方向性小。
距进料口近的或与料流方向平行的则收缩大。
1.4成型条件模具温度高,熔融料冷却慢、密度高、收缩大,尤其对结晶料则因结晶度高,体积变化大,故收缩更大。
模温分布与塑件内外冷却及密度均匀性也有关,直接影响到各部分收缩量大小及方向性。
另外,保持压力及时间对收缩也影响较大,压力大、时间长的则收缩小但方向性大。
注塑压力高,熔融料粘度差小,层间剪切应力小,脱模后弹性回跳大,故收缩也可适量的减小,料温高、收缩大,但方向性小。
因此在成型时调整模温、压力、注塑速度及冷却时间等诸因素也可适当改变塑件收缩情况。
模具设计时根据各种塑料的收缩范围,塑件壁厚、形状,进料口形式尺寸及分布情况,按经验确定塑件各部位的收缩率,再来计算型腔尺寸。
对高精度塑件及难以掌握收缩率时,一般宜用如下方法设计模具:①对塑件外径取较小收缩率,内径取较大收缩率,以留有试模后修正的余地。
②试模确定浇注系统形式、尺寸及成型条件。
③要后处理的塑件经后处理确定尺寸变化情况(测量时必须在脱模后24小时以后)。
聚丙烯PP工艺:黑点、冒料、空心、断条
黑点偏多的原因(1)原料本身质量差,黑点偏多;(2)螺杆局部过热,造成物料炭化加重,炭化物被带到料条中,造成给点偏多;(3)螺杆局部剪切太强,造成物料炭化加重,炭化物被带到料条中,造成给点偏多;(4)机头压力太大(包括堵塞、滤网太多、机头温度太低等),回流料太多,物料炭化加重,炭化物被带到料条中,造成给点偏多;(5)机台使用年限偏长,螺杆与机筒间隙增加,机筒壁粘附炭化物增多,随挤出时间推移,被逐步带到料条中,造成给点偏多;(6)自然排气口和真空排气口长时间不清理,堆积的炭化物增多,随后期连续挤出被带到料条中,造成给点偏多;(7)外部环境或人为造成其他杂质混入,造成黑点偏多;(8)口模(包括出料口和内部死角)清理不干净,造成黑点偏多;(9)出料口不够光滑(如,一些浅槽及坑洼等),长时间可能积存物料,随挤出时间推移,被逐渐炭化,再被带到料条中,造成黑点偏多;(10)部分螺纹原件损坏(缺角、磨损等形成死角),造成死角处的物料炭化加重,在后续连续挤出过程中,被逐步带出到料条,造成黑点偏多;(11)自然排气和真空排气不畅,造成螺杆内物料炭化,造成黑点偏多。
成品加工过程问题分析(1)断条产生原不足:增加滤网目数或张数;适当调低主机转速或调高喂料转速;适当降低挤出加工温度(机头或其他各区)。
(2)外部杂质:检查混料和放料各环节的设备死角是否清理干净及是否有杂质混入;尽量少加破碎料或人工对破碎料进行初筛,除去杂质;增加滤网目数及张数;尽量盖住可能有杂物掉落的孔洞(实盖或网盖)。
(3)内部杂质:机头压力太高(包括口模堵塞、滤网太多、机头温度太低等),造成回流增加而导致炭化加重,炭化物被带出到料条中,在牵引力作用下,造成断条;挤出机局部过热,造成炭化加重,炭化物被带出到料条,在牵引力作用下,造成断条;螺杆剪切局部太强,造成物料局部炭化加重,炭化物被带出到料条,在牵引力作用下,造成断条;机器使用年限长,螺杆和机筒磨损,缝隙增大,回流增加,机筒壁粘附的炭化物增加,随挤出时间延长,炭化物逐步被带出到料条,在牵引力作用下,造成断条;真空或自然排气口(此处包括垫片和死角)长时间不清理,存在的炭化物被带到料条,在牵引力作用下,造成断条;机头口模(此处包括出料口和机头内部死角)未清理干净,口模里面含有炭化物或杂质被带到料条,在牵引力作用下,造成断条;更换滤网的时间间隔太长,滤网被堵住,物料出不来,造成断条。
微发泡注塑PP及其工艺影响因素
微发泡注塑PP及其工艺影响因素微孔发泡PP是指泡孔分布均匀、泡孔平均直径在1~100m,泡孔密度大约为106~1011个/cm3,材料的密度相比于未发泡削减8~15%的发泡材料,由于微孔发泡PP中的微孔更改了原始聚合物材料中应力的分布以及应力在材料中的传递方式,使得微发泡聚合物表现出有别于其他连续材料的力学特性。
比如具有质轻、比强度高、隔音、冲击强度更高等优点,并且其抗疲乏寿命甚至可以数十倍地提高,同时其绝缘、保温性能等也会大幅度地加添。
因此,微发泡PP特别适用于对材料轻量化要求较高的领域,如汽车、轨道交通,船舶,风机叶片等。
目前,微发泡PP重要有以下几种成型方法:①间歇成型法②连续挤出成型法③注塑成型法。
但是,间歇成型法,生产周期长,不适合应用于大规模工业化;连续挤出成型法虽然可以缩短生产周期,但是连续挤出成型法仅能制造结构简单的制品,限制了其应用范围。
而注塑成型法具有生产周期短,又能制造多而杂结构原件,可在传统注塑机的基础上进行改进,因此是目前工业上重要采纳的方法。
1.微发泡注塑成型技术的工艺与原理注塑成型技术的原理是利用快速更改温度来使聚合物/气体均相体系进行微孔发泡,下图为典型的微孔塑料注塑成型技术的系统结构示意图。
其工艺过程为:聚合物粒料通过料斗加入机筒,通过螺杆的机械摩擦和升温加热器使粒料熔为聚合物熔体,N2或CO2等小分子气体通过计量阀的掌控以肯定的速率注入机筒内的聚合物熔体中(或通过在聚合物中添加化学发泡剂分解产生气体),与聚合物熔体混合均匀,形成聚合物/气体均相体系。
随后,聚合物/气体均相体系由静态混合器进入扩散室,通过分子扩散使体系进一步均化,在这里通过快速升温加热器(例如,在1s内使熔体温度由190℃上升至240℃)使气体在聚合物熔体中的溶解度急剧下降,过饱和气体由熔体中析出形成大量的微小气泡核。
为了抑制扩散室内已形成的气泡核快速生长,扩散室内必需保持高压状态。
在进行注射操作前,模具型腔中充分压缩气体。
微发泡聚丙烯材料发泡性能影响因素研究
微发泡聚丙烯材料发泡性能影响因素研究李振华*,彭莉,杨波,王琪,付大炯,俞飞,吴国峰,罗忠富(金发科技股份有限公司,广东广州510663)[摘要]采用化学发泡剂辅助二次开模工艺对三种不同滑石粉填充含量聚丙烯(PP)材料的发泡性能进行研究,同时研究了温度对20%填充滑石粉改性PP熔体强度和延展性能的影响。
研究发现,20%滑石粉填充含量的PP聚合物材料发泡性能最好,通过分析认为,熔体强度和熔体的延展性能综合影响材料的可发泡性能。
另外表观剪切粘度越低充模性能更好,口模膨胀程度越高发泡性能越好;20%填充滑石粉PP材料测试温度越高,材料的熔体强度越低,熔体的延展性能越好,其最合适的加工温度为198℃。
[关键词]二次开模工艺(core back);微发泡;聚丙烯[中图分类号]TQ[文献标识码]A[文章编号]1007-1865(2019)15-0030-03Study on Influencing Factors of Foaming Property of Micro-foamed PolypropyleneMaterialLi Zhenhua*,Peng Li,Yang Bo,Wang Qi,Fu Dajiong,Yu Fei,Wu Guofeng,Luo Zhongfu(Kingfa Sci.&Tech.Co.,Ltd.,Guangzhou510663,China)Abstract:Study on foaming properties of polypropylene(PP)materials filled with three different talc powders by chemical foaming agent assisted secondary mold opening process(Core back),the effect of temperature on the melt strength and ductility of20%filled talc modified PP was also studied.It was found that the foaming properties of20%PP/Talc composites were the best.The analysis showed that the melt strength and the melt ductility had combined influence on the foaming property of the PP composites.In addition,the lower the apparent shear viscosity,the better the filling performance,and the higher the die expansion degree, the better the foaming performance,20%filled talcum powder PP material test temperature is higher,the lower the melt strength of the material,the better the ductility of the melt,the most suitable processing temperature is198℃.Keywords:core back;microcellular;polypropylene1前言随着今年来国家对环境保护的要求越来越高,燃油汽车厂家面临的油耗降低的指标压力越来越大,因此各厂家都在千方百计在整车材料轻量化下功夫。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
微发泡注塑PP及其工艺影响因素
微孔发泡PP是指泡孔分布均匀、泡孔平均直径在1~100μm,泡孔密度大约为106~1011个/cm3,材料的密度相比于未发泡减少8~15%的发泡材料,由于微孔发泡PP中的微孔改变了原始聚合物材料中应力的分布以及应力在材料中的传递方式,使得微发泡聚合物表现出有别于其他连续材料的力学特性。
比如具有质轻、比强度高、隔音、冲击强度更高等优点,并且其抗疲劳寿命甚至可以数十倍地提高,同时其绝缘、保温性能等也会大幅度地增加。
因此,微发泡PP特别适用于对材料轻量化要求较高的领域,如汽车、轨道交通,船舶,风机叶片等。
目前,微发泡PP主要有以下几种成型方法:①间歇成型法②连续挤出成型法③注塑成型法。
但是,间歇成型法,生产周期长,不适合应用于大规模工业化;连续挤出成型法虽然可以缩短生产周期,但是连续挤出成型法仅能制造结构简单的制品,限制了其应用范围。
而注塑成型法具有生产周期短,又能制造复杂结构原件,可在传统注塑机的基础上进行改进,因此是目前工业上主要采用的方法。
1.微发泡注塑成型技术的工艺与原理
注塑成型技术的原理是利用快速改变温度来使聚合物/气体均相体系进行微孔发泡,下图为典型的微孔塑料注塑成型技术的系统结构示意图。
其工艺过程为:聚合物粒料通过料斗加入机筒,通过螺杆的机械摩擦和升温加热器使粒料熔为聚合物熔体,N2或CO2等小分子气体通过计量阀的控制以一定的速率注入机筒内的聚合物熔体中(或通过在聚合物中添加化学发泡剂分解产生气体),与聚合物熔体混合均匀,形成聚合物/气体均相体系。
随后,聚合物/气体均相体系由静态混合器进入扩散室,通过分子扩散使体系进一步均化,在这里通过快速升温加热器(例如,在1s内使熔体温度由190℃上升至240℃)使气体在聚合物熔体中的溶解度急剧下降,过饱和气体由熔体中析出形成大量的微小气泡核。
为了抑制扩散室内已形成的气泡核快速生长,扩散室内必须保持高压状态。
在进行注射操作前,模具型腔中充满压缩气体。
螺杆向前移动到指定位置后,将含有大量微小气泡核的聚合物熔体注入型腔内,压缩气体提供的压力可以防止泡孔在填充
过程中的过分膨胀。
填充过程结束后,降低型腔内的压力可以使泡孔膨胀。
与此同时,模具的冷却作用使泡孔固化成型。
2.工艺参数对微发泡PP性能的影响
发泡PP的性能依赖于发泡材料的相对密度和泡孔的结构特征。
对于泡孔结构而言,增加泡孔尺寸分布的均匀性和减少泡孔尺寸是增强发泡制品性能的关键因素。
有学者对此进行研究发现:在相同的密度条件下,泡孔尺寸越小,分布越均匀,发泡材料的拉伸性能越高;材料的减重幅度增大,拉伸性能降低;发泡制品的冲击强度跟相对密度以及皮层厚度有很大的联系等。
对于注塑发泡PP来说,其发泡形貌受到温度、剪切力、型腔压力等的多重影响。
注塑过程中工艺条件设置、添加纳米粒子、聚合物共混等对于获得较好发泡质量的制品有着很大的促进作用。
注塑条件的影响
对于发泡材料来讲,泡孔的成核和长大是控制发泡形貌的关键因素。
成核速率与压力降低速率有关,而注射速率参数直接决定了压力降低速率的大小。
充模过程中,较高的注射速率缩短了充模时间,使得熔体各区域温度差降低,模内压力得到均匀释放。
泡孔的长大受到熔体温度和熔体压力的限制。
熔体温度对表面张力、熔体黏度和气体的溶解度产生影响,进而影响气体的扩散和长大;射胶量影响着充模后型腔的熔体压力,探索合适的射胶量和熔体温度对于泡孔形态控制至关重要。
注射速率的影响主要针对充模中形成的泡孔,在未注满和恰好注满型腔时,注射速率的增大有利于泡孔数目的增多;如果射胶量过大,充模过程中生成的泡孔会重新溶解在熔融的树脂基体中;大部分泡孔的生成主要由冷却收缩造成,注射速率对发泡形貌的影响很小,而最终形貌的定型主要依赖于充模结束后的熔体压力和温度。
注塑压力的增大和较高的模温控制有助于增加泡孔密度,降低皮层厚度。
一方面充模时间缩短,熔体进入型腔后仍具有较高的温度,使得发泡时间延长皮层厚度降低;另一方面熔体在通过喷嘴时,压力降速率增大诱发了大量的气体成核,泡孔密度增加;对于成核能力较强的PP熔体,应适当降低射胶量以提供一定的发泡膨胀空间,这样可获得较小的泡孔尺寸。
发泡工艺的影响
微发泡注塑工艺一般是指单相熔体射入一定体积的型腔中,射入的单相熔体体积小于型腔体积以提供多余的空间进行发泡。
这种发泡工艺操作简单,但由于受到型腔内部剪切流和温度的影响,气体损失较大,泡孔结构不一致从而造成力学性能的损失。
为了解决上述泡孔问题,可以采用一种新型的发泡工艺——注压发泡。
其步骤是单相熔体首先注入到一个部分打开的型腔中,利用多余空间发泡后在很短时间内依靠锁模力压缩至所需的试样厚度。
从平行于流道方向上观察可发现,矩形试样在靠近型腔表面出现较大泡孔变形的区域降低25%,且泡孔尺寸偏差明显降低。
这是由于熔体填充完毕后,施加压力使得型腔内部熔体压力增大,临界成核半径增大,制品内部泡孔尺寸重新分布且趋于一致。
也可以利用退芯成型和气体反压联合应用制备发泡材料。
研究发现:在厚度方向上,由于退芯和气体反压的施加使得泡孔的尺寸分布偏差明显减少(少于5%),表面质量得到改善。
或者采用延时二次开模方法对PP进行发泡。
比如在熔体注满型腔后延迟9s使动模在厚度方向上打开到所需厚度,释放空间进行发泡,可使PP的结晶度有所增加。
而早期晶体的形成,使的晶体周围气体浓度升高,促进了泡孔的成核。
3.总结
注塑发泡由于自身的优点,在工业上具有很好的应用前景。
但是注塑发泡成型泡孔受到复杂注塑环境的影响,往往不能得到理想的发泡制品,这也限制了其性能的提高。
通过工艺条件的改进在一定程度上改善发泡质量,获得平均直径更小、分布更窄,而密度更大的泡孔。
但是微孔聚合物内微孔的存在在提高材料韧性的同时也使材料的有效承载截面积减小,从而使得这类微孔聚合物材料的相对强度和模量大幅度下降,不能作为结构件使用,限制了其在很多工程领域中的应用。
因此,进一步对齐进行共混改性、无机纳米粒子填充以及纤维增强改性也尤为重要。