摩托车乘员头盔的制造流程
摩托车乘员头盔CCC强制性认证实施规则
摩托车乘员头盔CCC强制性认证实施规则背景介绍:在中国,摩托车已经成为一种重要的交通工具。
然而,在过去的几十年里,由于缺乏必要的安全规定和认证机制,许多摩托车乘员并未意识到佩戴头盔的重要性,或者使用的头盔质量低劣。
这导致了许多交通事故中摩托车乘员的伤亡人数居高不下。
为了解决这一问题,中国政府决定引入CCC强制性认证制度,并在2024年开始实施。
认证标准:1.材料:头盔的外壳和衬里材料必须符合国家安全标准,能够有效地吸收冲击力和保护乘员的头部。
2.结构设计:头盔的结构必须合理,具有良好的通风和隔音功能,不会对乘员的视线和听力造成影响。
3.扣件和带子:头盔的扣件和带子必须牢固可靠,不会在事故中意外松脱或断裂。
4.附件和标志:头盔上的附件和标志必须符合国家标准,不会对乘员的安全造成危害。
实施措施:为了确保CCC强制性认证的有效实施,相关机构采取了以下措施:1.认证检测:认证机构将对提交认证的头盔进行全面的检测和测试,确保其符合上述认证标准。
2.认证等级:根据头盔的质量和性能,认证机构将头盔分为不同的等级。
市场上销售的头盔必须至少达到最低等级的认证要求。
3.标识和监管:通过认证的头盔将被标记为CCC认证,并在产品上打上CCC认证标志。
相关部门将加强对市场上头盔的监管,禁止销售没有CCC认证的头盔。
4.宣传教育:为了引起公众的注意,政府部门将开展宣传教育活动,提高公众对CCC认证的认知和重视程度。
通过媒体渠道、宣传广告等方式,向消费者传达头盔CCC认证的重要性。
结论:CCC强制性认证对保护摩托车乘员的安全起到了积极的作用。
通过认证规则的实施,摩托车乘员头盔的质量和性能得到了有效的提高,减少了交通事故中的伤亡人数。
然而,仍然需要持续加强对认证规则的监管和宣传教育,提高公众的安全意识,确保摩托车乘员能够合理使用符合标准的头盔。
迷彩头盔制作方法

迷彩头盔制作方法
迷彩头盔制作方法主要包括以下步骤:
1. 准备材料:需要准备一顶普通头盔、迷彩贴纸或迷彩布料、剪刀、胶水或双面胶,还可以准备一些带有相应图案的贴纸或标签作为装饰。
2. 清洁头盔:首先,用清洁剂和湿布彻底清洁头盔,确保表面没有灰尘、油脂等污垢,以便贴纸能够充分粘附。
3. 测量和裁剪迷彩贴纸:使用剪刀和尺子,测量头盔各个部位的尺寸,并根据需要将迷彩贴纸剪成相应形状与尺寸,确保能够完全覆盖头盔表面。
4. 贴附迷彩贴纸:将迷彩贴纸或迷彩布料小心地贴在头盔的表面上,确保平整无皱褶,并仔细按压贴附处,确保其牢固粘贴。
5. 添加装饰:如果需要增加一些额外的装饰,比如贴纸或标签,可以根据个人喜好将其贴在迷彩贴纸上,使头盔更加个性化。
6. 干燥和固定:完成贴附后,将头盔放置在通风的地方进行干燥,确保迷彩贴纸能够牢固固定在头盔上。
以上是迷彩头盔制作方法的基本步骤,具体操作可根据个人喜好进行调整和创新。
在制作过程中,要确保贴附牢固,以确保头盔使用安全。
安全头盔哪里生产

安全头盔哪里生产安全头盔是一种可以保护人们头部安全的防护装备,广泛应用于建筑工地、工厂生产线、交通运输等需要头部防护的行业。
安全头盔的生产通常需要经过多个环节,包括设计、原材料采购、成型、检测等步骤。
以下是安全头盔生产的一般流程和一些可能的生产地点。
首先,安全头盔的生产通常从设计开始。
设计师在了解用户的需求和使用环境后,结合相关安全标准,设计出合适的头盔外形和结构。
设计一般在专业的设计机构、公司或研发中心完成。
接下来,原材料采购是生产过程中的重要环节。
安全头盔常用的原材料包括聚碳酸酯(PC)、尼龙、聚丙烯(PP)等。
这些材料通常从石化企业或专门的原材料供应商采购。
原材料的质量和性能直接影响到生产出的头盔的防护效果。
成型是安全头盔生产的关键环节。
成型过程通常包括注塑、挤出或压制等工艺。
注塑是将熔化的原料通过注射成型机注入模具中,然后通过冷却固化得到头盔外壳。
挤出是将熔化的原料通过挤出机挤出薄壁管状,通过模具加以成型。
压制是将原料加热软化后,在模具内进行压制成型。
成型一般在工厂的生产线上进行,需要专业的设备和操作员。
成型后,还需要对头盔进行检测和质量控制。
检测包括外观质量、尺寸偏差、冲击性能等方面的测试。
合格的头盔通过检测后,可以进行包装和销售。
检测通常在检测实验室、第三方检测机构或相关企业内部的实验室进行。
关于生产地点,安全头盔的生产在全球范围内普遍存在。
一些发达国家如美国、德国、日本等拥有一些头盔制造厂商,以高质量和先进技术著称。
同时,一些发展中国家也有大量的头盔生产工厂,以满足其国内市场需求。
例如,中国是世界头盔制造业的重要生产地之一,拥有众多生产头盔的企业和工厂。
总体而言,安全头盔的生产需要经过设计、原材料采购、成型、检测等多个环节,需要专业的技术和设备。
生产地点分布广泛,包括一些发达国家和发展中国家。
每个生产地点都有其自身的特点和优势,但关键在于确保头盔质量和安全性能的同时,满足市场需求。
复合防弹头盔制备工艺流程

复合防弹头盔制备工艺流程1.首先,选择高强度的聚合物材料作为头盔的原材料。
First, choose high-strength polymer materials as the raw materials for the helmet.2.然后,将原材料送入注塑机进行熔融成型。
Then, the raw materials are fed into the injection molding machine for melting and molding.3.接着,利用模具对熔融的材料进行成型。
Next, use molds to shape the molten materials.4.成型后,对头盔外壳进行表面处理,使其光滑坚固。
After shaping, the surface of the helmet shell is treated to make it smooth and strong.5.同时,对头盔内部的缓冲层进行制备,以提供额外的保护。
At the same time, prepare the cushioning layer inside the helmet to provide additional protection.6.缓冲层可以采用高密度泡沫或者其他材料制成。
The cushioning layer can be made of high-density foam or other materials.7.接下来,将缓冲层和外壳结合在一起,形成完整的头盔结构。
Next, combine the cushioning layer with the shell to forma complete helmet structure.8.同时,进行头盔的抗冲击性能测试,确保满足防弹要求。
At the same time, conduct impact resistance testing on the helmet to ensure it meets ballistic requirements.9.确保头盔的重量和舒适度符合使用要求。
摩托车乘员头盔国标标准GB811-201
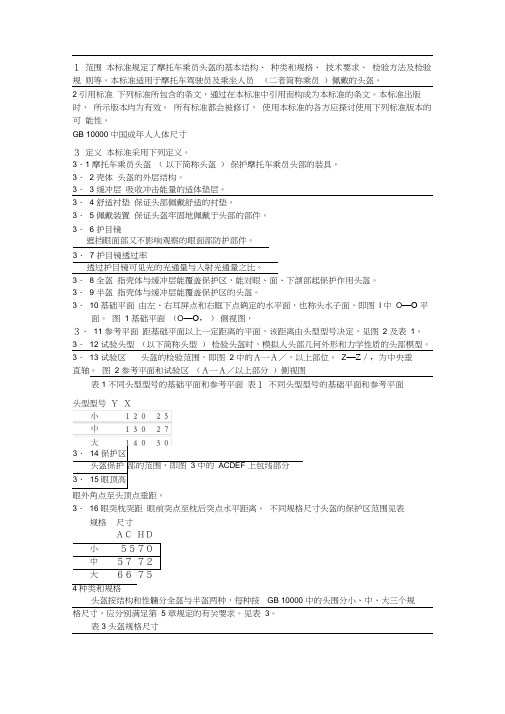
1范围本标准规定了摩托车乘员头盔的基本结构、种类和规格、技术要求、检验方法及检验规则等。
本标准适用于摩托车驾驶员及乘坐人员(二者简称乘员)佩戴的头盔。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准版本的可能性。
GB 10000 中国成年人人体尺寸3定义本标准采用下列定义。
3.1 摩托车乘员头盔(以下简称头盔)保护摩托车乘员头部的装具。
3. 2 壳体头盔的外层结构。
3. 3 缓冲层吸收冲击能量的适体垫层。
3. 4 舒适衬垫保证头部佩戴舒适的衬垫。
3. 5 佩戴装置保证头盔牢固地佩戴于头部的部件。
3.8 全盔指壳体与缓冲层能覆盖保护区,能对眼、面、下颌部起保护作用头盔。
3.9 半盔指壳体与缓冲层能覆盖保护区的头盔。
3.10 基础平面由左、右耳屏点和右眶下点确定的水平面,也称头水子面,即图l 中O—O 平面。
图 1 基础平面(O—O,)侧视图,3.11 参考平面距基础平面以上一定距离的平面,该距离由头型型号决定,见图2 及表1。
3.12 试验头型(以下简称头型)检验头盔时,模拟人头部几何外形和力学性质的头部模型。
3.13 试验区头盔的检验范围,即图 2 中的A一A/,以上部位。
Z—Z/,为中央垂直轴。
图 2 参考平面和试验区(A一A/以上部分)侧视图表1 不同头型型号的基础平面和参考平面表1不同头型型号的基础平面和参考平面头型型号YX眼外角点至头顶点垂距。
3.16 眼突枕突距眼前突点至枕后突点水平距离。
不同规格尺寸头盔的保护区范围见表头盔按结构和性髓分全盔与半盔两种,每种按GB 10000 中的头围分小、中、大三个规格尺寸,应分别满足第 5 章规定的有关要求。
见表3。
表3 头盔规格尺寸注:头围尺寸允许小于表6头水平围20 mm。
5 技术要求5. 1 结构b)表面涂层颜色鲜明、光洁,不易沾污及脱落;c)在检验中壳体应保持完整无损.不得出现裂121;d)壳体可拆卸部件取下后,不得降低其防护性能,也不得对人头、颈部造成刺伤;e)护目镜连接件不得超分配壳体外表面7mm, 系带等其他连接件不得超过壳体内、外表面3mm ,连接件不得有毛边;f)壳体设通风孔时,其孔径不大于13mm;g)边沿应镶嵌软质圆钝的缘圈,以防直接损伤头颈部;h)应覆盖头部保护区(含耳罩部分)。
摩托车乘员头盔产品生产许可证实施细则精编

摩托车乘员头盔产品生产许可证实施细则精编Document number:WTT-LKK-GBB-08921-EIGG-22986编号:(X)XK15-001摩托车乘员头盔产品生产许可证实施细则2011年1月 19日公布 2011年1月19日实施国家质量监督检验检疫总局目录摩托车乘员头盔产品生产许可证实施细则1 总则为了做好摩托车乘员头盔产品生产许可证发证工作,依据《中华人民共和国工业产品生产许可证管理条例》(国务院令第440号)、《中华人民共和国工业产品生产许可证管理条例实施办法》(国家质检总局令第80号)、《国家质量监督检验检疫总局关于修改〈中华人民共和国工业产品生产许可证管理条例实施办法〉的决定》(国家质检总局令第130号)、《关于摩托车头盔等11类产品生产许可由省级质量技术监督部门负责审批发证的公告》(国家质检总局2010年第89号公告)、《关于印发<工业产品生产许可省级发证工作规范>的通知》(国质检监[2006]413号)等规定,制定本实施细则。
本实施细则规定的摩托车乘员头盔产品划分为2个产品单元、6个产品品种 (见表1)。
头盔产品的,应当依法取得生产许可证。
任何企业未取得生产许可证不得生产本实施细则规定的摩托车乘员头盔产品。
本实施细则在实施过程中,相关产品的国家标准、行业标准和国家产业政策一经修订,企业应当及时执行,本实施细则将根据国家标准和行业标准的变化、国家产业政策的调整,动态修订。
本实施细则中有关要求,国务院工业产品生产许可证主管部门认为需要听证的涉及公共利益的重大许可事项,将向社会公告,并举行听证。
2 工作机构国家质量监督检验检疫总局(以下简称国家质检总局)负责摩托车乘员头盔产品生产许可证统一管理工作。
全国工业产品生产许可证办公室(以下简称全国许可证办公室)负责摩托车乘员头盔产品生产许可证管理的日常工作。
全国工业产品生产许可证审查中心(以下简称全国许可证审查中心) 受全国许可证办公室委托承担有关技术性和事务性的工作。
头盔上的工艺有哪些

头盔上的工艺有哪些头盔作为一种保护性装备,经过了多年的演进和发展,其工艺也逐渐完善和多样化。
下面将介绍头盔上常见的工艺及其特点。
首先,头盔的外壳制作工艺。
外壳是头盔的主要部分,其主要作用是承受冲击和保护头部。
目前常见的头盔外壳工艺有注塑、复合材料和金属制造。
注塑工艺是将热塑性树脂通过注塑机熔化成液态,然后注入模具中,在模具的作用下冷却固化成型。
这种工艺制作的头盔外壳有成型迅速、尺寸稳定和成本低廉等特点。
复合材料工艺常用的材料有碳纤维和玻璃纤维。
这种工艺通过将纤维与树脂等粘合剂混合后,再进行层叠、压制等工序,形成坚固的外壳。
复合材料头盔轻量化、高强度和耐腐蚀性能好等特点,被广泛应用于摩托车头盔、登山头盔等领域。
金属制造工艺是将金属材料如铝合金、钢等通过冲压、锻造等工序加工成型。
这种工艺制作的头盔外壳具有优良的抗冲击性能、耐磨性和耐腐蚀性,但相对于注塑和复合材料工艺,金属制造的头盔重量稍大。
其次,头盔的内衬制作工艺。
内衬是头盔的重要组成部分,其主要作用是吸收和分散冲击力。
目前常见的内衬工艺有聚苯乙烯(EPS)发泡和PU运动泡沫注塑。
EPS发泡工艺通过将EPS颗粒加热至融化状态,然后在模具内进行发泡成型,最后冷却固化。
这种工艺制作的内衬具有轻质、吸能效果好等特点,被广泛应用于自行车头盔、滑雪头盔等领域。
PU运动泡沫注塑工艺是将聚氨酯(PU)液体注入模具中进行发泡成型。
这种工艺制作的内衬密度均匀,具有较高的吸能能力和舒适性。
此外,头盔的连接件制作工艺也是头盔工艺的重要组成部分。
连接件主要包括螺丝、扣环、带扣等部件,它们承担着固定外壳和内衬的功能。
连接件的制作工艺有注塑、冲压和机械加工等。
不同的连接件工艺会影响到头盔的整体质量和使用寿命。
除了上述工艺,头盔还可以应用一些特殊的工艺。
比如,一些高端头盔采用了3D打印工艺制作外壳,使其更加贴合头部形状;还有一些头盔采用了充气衬垫技术,可根据不同用户的头形提供更好的适配性。
头盔原料的生产工艺有哪些

头盔原料的生产工艺有哪些
头盔的生产工艺有以下几种:
1. 注塑成型:将头盔原料(通常是聚碳酸酯或聚苯乙烯)加热熔化,通过注塑机注入模具中成形,然后冷却硬化,最后从模具中脱模得到头盔。
2. 真空吸塑:将头盔原料加热软化,放置在模具上方,并通过真空吸力将原料吸附在模具上形成头盔的形状,然后再冷却硬化脱模。
3. 复合成型:将头盔原料与其他材料(如纤维增强材料)进行层压复合,然后通过热压或其他方式进行成型,最后再进行修整等工艺步骤。
4. 高压成型:将头盔原料填充到模具中,然后施加高压力使其成型,最后冷却脱模。
5. 焊接和接合:对于一些特殊材料或特殊形状的头盔,可以使用焊接或接合工艺将多个部件连接在一起。
需要注意的是,不同类型的头盔可能会采用不同的生产工艺,生产过程中的具体工艺步骤也会根据头盔的设计和需求而有所变化。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摩托车乘员头盔的制造流程
摩托车乘员头盔的制造流程主要包括以下步骤:
1. 设计与模具制作:根据安全标准和市场需求设计头盔形状,制作精密模具。
2. 材料准备:选用高强度外壳材料如ABS塑料、碳纤维复合材料等,以及内衬材料如EPS(聚苯乙烯泡沫)。
3. 注塑或复合成型:将外壳材料放入模具中高温高压下注塑成型,或通过铺贴碳纤维布固化成形。
4. 内衬安装:将EPS内衬裁剪成形并固定在头盔内部,提供吸震保护。
5. 组件装配:安装扣带系统、缓冲垫、通风孔组件等附件。
6. 表面处理与装饰:喷涂底漆、面漆,或粘贴装饰贴花,确保外观和防护性能。
7. 质量检测:每一顶头盔都要经过严格的安全性能测试,如碰撞测试、视野测试等,确保符合安全标准。
8. 包装与出厂:通过检测的头盔进行包装,贴上相应认证标识,准备出厂销售。