机械CAD图纸技术要求(收集了一些)
cad实训总结报告(4篇范文)

cad实训总结报告(4篇范文)(实用版)编制人:__________________审核人:__________________审批人:__________________编制单位:__________________编制时间:____年____月____日序言下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!并且,本店铺为大家提供各种类型的实用资料,如管理制度、企业管理、岗位职责、心得体会、工作总结、工作计划、演讲稿、合同范本、作文大全、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor.I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!And, this store provides various types of practical materials for everyone, such as management systems, enterprise management, job responsibilities, experiences, work summaries, work plans, speech drafts, contract templates, essay compilations, and other materials. If you want to learn about different data formats and writing methods, please pay attention!cad实训总结报告(4篇范文)导语:cad实训总结报告怎么写受欢迎?以下是本店铺为大家收集的cad实训总结报告,仅供参考,希望对您有所帮助。
cad常用命今大全

cad常用命今大全.txt你站在那不要动!等我飞奔过去!雨停了天晴了女人你慢慢扫屋我为你去扫天下了你是我的听说现在结婚很便宜,民政局9块钱搞定,我请你吧你个笨蛋啊遇到这种事要站在我后面!跟我走总有一天你的名字会出现在我家的户口本上。
圆弧对齐文字命令:arctext字母、数字字体名:romans.shx汉字字体名:仿宋_GB2312%%p:正负符号%%d:度数符号%%c:直径符号CAD快捷命令L————直线C————圆REC————矩形O————便移M————移动CO————复制RO————旋转T————文字TR————减切PL————多段线E————删除MA————匹配U————返回P————图纸移动Z————缩放MO————属性LI————面积统计S————拉升SC————比例缩放X————扎开CAD常用快捷键AIT+O+C--颜色(以下省AIT+O)+N--线型+L--图层+W--线宽+S--文字样式+D--表注样式+Y--打印样式+P--点样式+M--多线样式+V--单位样式+T--厚度+A--圆形界线+R--重命名绘图用(直接命令):dT--单行文字T --多行文字B --创建块(重)I --插入块(重)A --弧线MI--镜像M --移动(关于这个命令还是试试吧)SC--比例LEN--拉伸(重)F1~F11的作用:F1---帮助F2---文本窗口F3---对象捕捉F4---(忘了)F5---等轴测平面F6---坐标F7---栅格F8---正交F9---捕捉F10--极轴追踪F11--对象追踪顺便加个金属材质的调节数据吧,我用觉得这个效果好些,也许用的到:金属:100/20/50,反光100CAD常用快捷键AutoCAD2002快捷键3A---使用物成3D阵列3DO---旋转空间视角3F---创建3F面3P---指定多线段的起点A---圆弧AA---计算机面积和周长AL---对齐AR---阵列ATT---属性定义ATE---块属性B---定义块BH---定义图案填充BO---创建边界BR---打断C---圆CH---修改物体特性CHA---倒直角COL---颜色CO---复制D---标注设置DAL---标注DAN---角度标注DBA---圆弧标注DCE---圆心标记DCO---连续标注DDI---测量圆和圆弧直径DO---同心圆环DOV---修改标注变量DRA---标注半径DIV---等分DI---测量DT---输入文本DV---相机调整E---删除ED---修改文本EL---椭圆EX---延伸EXIT---退出EXP---输出数据EXT---拉伸F---倒圆角FI---选择过滤器G---对象编组GR---选项H---填充HE---关联填充I---插入图元IMP---输入文件IN---布尔运算合集IO---插入文档程序L---线LA---图层编辑LE---文字注释LEN---修改对象长度等数值LI---对象特性显示LO---布局选项LS---命令历史纪录LTC---线型设置LWC---线宽设置LTS---新线形比例因子MC---移动ME---等分ML---多样线MT---文本OS---捕捉设置O---偏移OP---选项ORBIT---旋转P---平移Pl---连续线Po---点Pol---多边形PR---选项PRE---页视图面PRINT---打印PU---清理PE---修改多段线REA---重画REN---重命名REC---矩形REV---旋转成三维面RO---旋转物体S---拉伸SCL---缩放SCR---脚本文件SEC---切实体SHA---着色SL---切面SN---指定捕捉间距SP---拼写检查SPL---样条曲线SI---文字样式SU---布尔运算TO---自定义工具栏TOR---三维圆环TR---修剪UC---用户声标UNI---合并三维体V---视图VP---视点设置W---编写块X---分解XA---样参照文件XB---外部参照锁定XC---剪裁XL---参考线XR---外部参照管理Z---缩放1,绘制线 LINE L构造线 xline XL多线 mline ML多段线 pline PL正多边形 polygon POL 矩形 rectang REC圆弧 rc A圆 circle C样条曲线 spline SPL 椭圆 ellipse EL插入块 insert I创建块 block B图案填充 bhatch BH; H 多行文字 mtext MT2,修改删除 erase E复制对象 copy CO镜像 mirror MI偏移 offset O阵列 array AR移动 move M旋转 rotate RO缩放 scale SC拉伸 stretch S修剪 trim TR延伸 extend EX打断于点 break BR打断 break BR倒角 chamfer CHA圆角 fillet F分解 explode X特性匹配 matchprop MA放弃 CTRL+Z U实时平移 pan P实时缩放 zoom Z特性 CTRL+1 ; CH放弃 U CTRL+Z清除 DEL3、标注及其设置标注样式管理器 DIMSTYLE D, DST创建坐标点标注 DIMORDINATE DOR创建线性尺寸标注 DIMLINEAR DLI创建圆或圆弧的中心线或圆心标记 DIMCENTER DCE 创建对齐线性标注(斜向) DIMALIGNED DAL创建圆和圆弧的直径标注 DIMDIAMETER DDI创建圆和圆弧的半径标注 DIMRADIUS DRA创建角度标注 DIMANGULAR DAN创建形位公差标注 TOLERANCE TOL4,其它F1 帮助F2 文本窗口F3 对象捕捉F4 数字化仪F5 等轴测平面F6 坐标F7 栅格F8 正交F9 捕捉F10 极轴F11 对象捕捉追踪CTRL+N 新建CTRL+O 打开CTRL+C 关闭CTRL+S 保存CTRL+A 另存为CTRL+V 打印预览CTRL+P 打印CTRL+D 发送度 %%D正负号 %%P直径符号%%C找回CAD字体Posted on Sunday, October 16, 2005 2:46 PM #CAD知识收集用AutoCAD画图的人最烦的就是从别处拷来的图在本机找不到相应的字体,从而出现各式各样的乱码,造成找不到字体的原因是别人使用的字体存放位置和自己机器中的位置不一样,一般的解决办法是重新定义,但有时这种办法并不总是有效,并且在此过程中还可能造成意外错误而使AutoCAD崩溃,更可能造成图形文件被毁。
CAD命令大全
圆弧对齐文字命令:arctext字母、数字字体名:romans.shx 汉字字体名:仿宋_GB2312%%p:正负符号%%d:度数符号%%c:直径符号CAD快捷命令L————直线C————圆REC————矩形O————便移M————移动CO————复制RO————旋转T————文字TR————减切PL————多段线E————删除MA————匹配U————返回P————图纸移动Z————缩放MO————属性LI————面积统计S————拉升SC————比例缩放X————扎开CAD常用快捷键AIT+O+C--颜色(以下省AIT+O)+N--线型+L--图层+W--线宽+S--文字样式+D--表注样式+Y--打印样式+P--点样式+M--多线样式+V--单位样式+T--厚度+A--圆形界线+R--重命名绘图用(直接命令):OT--单行文字T --多行文字B --创建块(重)I --插入块(重)A --弧线MI--镜像M --移动(关于这个命令还是试试吧)SC--比例LEN--拉伸(重)F1~F11的作用:F1---帮助F2---文本窗口F3---对象捕捉F4---(忘了)F5---等轴测平面F6---坐标F7---栅格F8---正交F9---捕捉F10--极轴追踪F11--对象追踪顺便加个金属材质的调节数据吧,我用觉得这个效果好些,也许用的到:金属:100/20/50,反光100CAD常用快捷键AutoCAD2002快捷键3A---使用物成3D阵列3DO---旋转空间视角3F---创建3F面3P---指定多线段的起点A---圆弧AA---计算机面积和周长AL---对齐AR---阵列ATT---属性定义ATE---块属性B---定义块BH---定义图案填充BO---创建边界BR---打断C---圆CH---修改物体特性CHA---倒直角COL---颜色CO---复制D---标注设置DAL---标注DAN---角度标注DBA---圆弧标注DCE---圆心标记DCO---连续标注DDI---测量圆和圆弧直径DO---同心圆环DOV---修改标注变量DRA---标注半径DIV---等分DI---测量DT---输入文本DV---相机调整E---删除ED---修改文本EL---椭圆EX---延伸EXIT---退出EXP---输出数据EXT---拉伸F---倒圆角FI---选择过滤器G---对象编组GR---选项H---填充HE---关联填充I---插入图元IMP---输入文件IN---布尔运算合集IO---插入文档程序L---线LA---图层编辑LE---文字注释LEN---修改对象长度等数值LI---对象特性显示LO---布局选项LS---命令历史纪录LTC---线型设置LWC---线宽设置LTS---新线形比例因子MC---移动ME---等分ML---多样线MT---文本OS---捕捉设置O---偏移OP---选项ORBIT---旋转P---平移Pl---连续线Po---点Pol---多边形PR---选项PRE---页视图面PRINT---打印PU---清理PE---修改多段线REA---重画REN---重命名REC---矩形REV---旋转成三维面RO---旋转物体S---拉伸SCL---缩放SCR---脚本文件SEC---切实体SHA---着色SL---切面SN---指定捕捉间距SP---拼写检查SPL---样条曲线SI---文字样式SU---布尔运算TO---自定义工具栏TOR---三维圆环TR---修剪UC---用户声标UNI---合并三维体V---视图VP---视点设置W---编写块X---分解XA---样参照文件XB---外部参照锁定XC---剪裁XL---参考线XR---外部参照管理Z---缩放1,绘制线LINE L构造线xline XL多线mline ML多段线pline PL正多边形polygon POL 矩形rectang REC圆弧rc A圆circle C样条曲线spline SPL椭圆ellipse EL插入块insert I创建块block B图案填充bhatch BH; H多行文字mtext MT2,修改删除erase E复制对象copy CO镜像mirror MI偏移offset O阵列array AR移动move M旋转rotate RO缩放scale SC拉伸stretch S修剪trim TR延伸extend EX打断于点break BR打断break BR倒角chamfer CHA圆角fillet F分解explode X特性匹配matchprop MA放弃CTRL+Z U实时平移pan P实时缩放zoom Z特性CTRL+1 ; CH放弃U CTRL+Z清除DEL3、标注及其设置标注样式管理器DIMSTYLE D, DST 创建坐标点标注DIMORDINATE DOR 创建线性尺寸标注DIMLINEAR DLI创建圆或圆弧的中心线或圆心标记DIMCENTER DCE创建对齐线性标注(斜向)DIMALIGNED DAL创建圆和圆弧的直径标注DIMDIAMETER DDI创建圆和圆弧的半径标注DIMRADIUS DRA创建角度标注DIMANGULAR DAN创建形位公差标注TOLERANCE TOL4,其它F1 帮助F2 文本窗口F3 对象捕捉F4 数字化仪F5 等轴测平面F6 坐标F7 栅格F8 正交F9 捕捉F10 极轴F11 对象捕捉追踪CTRL+N 新建CTRL+O 打开CTRL+C 关闭CTRL+S 保存CTRL+A 另存为CTRL+V 打印预览CTRL+P 打印CTRL+D 发送度%%D正负号%%P直径符号%%C找回CAD字体Posted on Sunday, October 16, 2005 2:46 PM #CAD知识收集用AutoCAD画图的人最烦的就是从别处拷来的图在本机找不到相应的字体,从而出现各式各样的乱码,造成找不到字体的原因是别人使用的字体存放位置和自己机器中的位置不一样,一般的解决办法是重新定义,但有时这种办法并不总是有效,并且在此过程中还可能造成意外错误而使AutoCAD崩溃,更可能造成图形文件被毁。
使用中望建筑CAD绘制建筑平面图的技巧
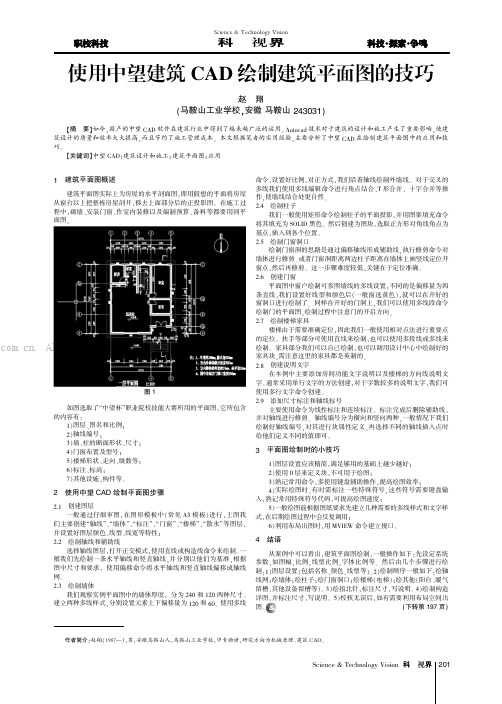
1建筑平面图概述建筑平面图实际上为房屋的水平剖面图,即用假想的平面将房屋从窗台以上把整栋房屋剖开,移去上面部分后的正投影图。
在施工过程中,砌墙、安装门窗、作室内装修以及编制预算、备料等都要用到平面图。
图1如图选取了“中望杯”职业院校技能大赛所用的平面图,它所包含的内容有:1)图层、图名和比例;2)轴线编号;3)墙、柱的断面形状、尺寸;4)门窗布置及型号;5)楼梯形状、走向、级数等;6)标注、标高;7)其他设施、构件等。
2使用中望CAD 绘制平面图步骤2.1创建图层一般通过仔细审图,在图形模板中(常见A3模板)进行,上图我们主要创建“轴线”、“墙体”、“标注”、“门窗”、“楼梯”、“散水”等图层,并设置好图层颜色、线型、线宽等特性;2.2绘制轴线和辅助线选择轴线图层,打开正交模式,使用直线或构造线命令来绘制。
一般我们先绘制一条水平轴线和竖直轴线,并分别以他们为基准,根据图中尺寸和要求,使用偏移命令将水平轴线和竖直轴线偏移成轴线网。
2.3绘制墙体我们观察实例平面图中的墙体厚度,分为240和120两种尺寸。
建立两种多线样式,分别设置元素上下偏移量为120和60。
使用多线命令,设置好比例,对正方式,我们沿着轴线绘制外墙线。
对于交叉的多线我们使用多线编辑命令进行角点结合、T 形合并、十字合并等操作,使墙线结合处更自然。
2.4绘制柱子我们一般使用矩形命令绘制柱子的平面投影,并用图案填充命令将其填充为SOLID 黑色。
然后创建为图块,选取正方形对角线角点为基点,插入到各个位置。
2.5绘制门窗洞口绘制门窗洞的思路是通过偏移轴线形成辅助线,执行修剪命令对墙体进行修剪。
或者门窗洞距离两边柱子距离在墙体上画竖线定位开窗点,然后再修剪。
这一步骤难度较低,关键在于定位准确。
2.6创建门窗平面图中窗户绘制可参照墙线的多线设置,不同的是偏移量为四条直线,我们设置好线型和颜色后(一般窗选黄色),就可以在开好的窗洞口进行绘制了。
伸缩臂叉装车总体结构毕业设计机械CAD图纸

伸缩臂叉装车总体结构设计摘要:伸缩臂叉装车已成为高空作业设备的重要门类,是广泛应用于建筑工地、工矿企业仓库和其他工地上起升、运输、堆放砖头、木材、钢材和其他物料的一种起重运输设备,随着经济建设的发展,对其需求越来越大,对其性能的要求也越来越高。
本文主要任务是完成对伸缩臂叉装车的总体计算、整体布局、臂架结构设计及其有限元分析。
本文主要内容:⑴介绍伸缩臂叉装车的用途、国内外伸缩臂叉装车发展状况的比较、及其发展前景。
同时对臂架的结构和工作原理做了简要介绍。
⑵完成对关键铰点的布置,作业高度、作业幅度的计算,及整机稳定性的校核计算。
并绘制出整机总体布局图。
⑶臂架的结构设计,臂架的强度、刚度和稳定性计算,并用ANSYS软件进行臂架有限元分析。
同时完成臂架系统装配图,一节臂、二节臂的装配图和相关零部件的工程图。
⑷设计过程采用Pro/E软件进行三维实体建模,并进行装配,最后应用其工程图模块转化为二维工程图。
本次设计的伸缩臂叉装车参考了JCB公司的JCB530型号伸缩臂叉装车的外形尺寸,并且严格按照《起重机金属结构》、《BS_EN_1459-1999》和《机械设计手册》等相关设计规范进行设计,其性能和质量满足相关要求。
关键词:伸缩臂叉装车;稳定性;臂架;有限元分析The Frame Structure Design of Telehandler Abstract:Telehandler is a kind of hoisting equipment which is widely used in building site、storage and other place to lift、transport、stack the tile 、wood 、steel products and other materiel . Along with the development of economic in our country, the requirement of crawler crane is larger and larger, and the request of the capability is higher and mission of this paper is to complete the frame structure design of telehandler、the design of boom structure and the finite analysis of boom.The primary contents in this paper can be concluded as follows:The use of the telehandler、the telehandler’s development comparison domestic with abroad、and the development trend of the telehandler are the same time,the paper introduces the structure of boom and how boom works, and gives the principle of how to choose the boom.The pivot points arrangment , the calculation of lift height and forward reach, and the calculation of the stability are integral layout drawing is provided.The structure design of the boom, the calculation of the strength and stability of the boom system are accomplished and the finite analys of boom is achieved by ANSYS software. While at the same time planar engineering drawing must be done, such as the assembling of the boom system, the boom one the boom two and the related parts.I use the Pro-E software to design the 3D entity, and make dummy assembly. And then, the 3D entity is transformed to the planar engineering drawing with the Pro/E planar engineering drawing module.In the design process, I refer to the JCB530 telehandler of JCB, and accord to the《Crane Metal Stuctrure》、《BS_EN_1459-1999》and the《Machine Design Handbook》strictly. Its capability and quality meet the requirement.Key Words:Telehandler;Stability;Boom;The Finite element analysis目录摘要:伸缩臂叉装车已成为高空作业设备的重要门类,是广泛应用于建筑工地、工矿企业仓库和其他工地上起升、运输、堆放砖头、木材、钢材和其他物料的一种起重运输设备,随着经济建设的发展,对其需求越来越大,对其性能的要求也越来越高。
VW99000 2008.07 CN
2008年7月在部件开发范围内为提高效率而涉及的技术要求VW990 00 标准中心01 19 1共 37 页第1页翻译曹哲日期2010.02.11校对日期打字牛红珍日期2010.02.20 主题词:一般技术要求,样机审批手续,联邦全德事务所(BMG),部件开发,部件货运手册,坯块交付使用,开发,开发要求,开发条件,开发验收,设计验收,货运手册,计划验收前言本标准取代了VW 01154标准“开发条件;一般技术要求”本标准的主要辅助资料是VDA的“汽车VDA-部件货运手册”(www.vda-qmc.de);另一个辅助资料是模件第1卷“与部件货运手册搭接的技术”这样一来,本标准便能更清楚地阐明在部件开发范围内如何与一般技术联手提高工件的效率。
从这个意义上讲,一些工料,例如发动机机油、变速箱油、制动液或冷却液,都可以看作标准件来处理了。
VDA-模件第2卷“机械部件及电子部件货运手册”描绘了关于构件模件或部件开发方面的部件特殊技术要求,日后将要在大众汽车康采恩公司内部把常规的部件货运手册方案制定出来。
部件货运手册(BT-LAH)和本标准配合使用,是拓宽和提高委托人工作效率的基本条件。
以前版本VW 01154:1996-12,2000-06,2000-09,2001-05,2002-06,2003-12;VW90000:2006-10,2007-10,2008-05修订同VW 900 00 :2008-05标准比较,作了如下修改:—见附录A“修改的文献”目录1适用范围2设计参数概述2.1目标的确定2.2组织2.2.1 随时展望伴随研制发生的事情2.2.2 企业管理风险2.2.3 注意企业管理中的误区2.3下属承制厂的管理2.4生产过程和产品交货2.4.1 P-交货产品2.4.2 B-交货产品2.4.3 K-交货产品(奥迪)亦即E-交货产品(大众)2.4.4 样机审批2.4.5 首次样品验收2.5受法律保护的协议2.5.1 合伙者的责任2.5.2 关于康采恩的开发研制工作2.5.3 保护规则调查,第三者的保护规则2.5.4 工作接受人发明创造的报酬2.5.5 专利权、发明权和诀窍的区分2.5.5.1 信息的职责2.5.5.2 旧专利权2.5.5.3 版权2.5.5.4 全部有报酬的研制开发2.5.5.5 部分有报酬的开发2.5.5.5.1 独有的创新2.5.5.5.2 共同的创新2.5.5.5.3 与第三者联合行动2.6责任手册2.7改型品种管理2.8试验管理2.8.1 试验计划2.8.2 试验明细表2.8.3 试验记录2.9一般开发范围和供货范围2.10企业管理改革3方案设计的日程计划4报告收集与文献资料汇编4.1信息交流4.1.1 To-Do一览表(尚未解决的要点一览表) 4.1.2 会谈文献汇编4.2文献汇编责任和存档责任4.3文献的领先地位和现实性4.4汽车文献资料4.5可回逆性4.6零件标记4.6.1 成批生产的零件和原始零件4.6.2 试验零件和原型零件5产品外形设计的技术要求5.1质量贡献5.2质量管理系统5.3预防性QM-方法和风险保险5.3.1 误差的可能性和影响分析(FMEA)5.3.2 制造厂的设计、总装和维修(DfMAS) 5.3.3 容许误差的统计学分析法5.4供货链中的保险装置6产品可靠性和产品保证7 产品数据管理7.1 计算机辅助设计(CAD)技术要求7.2 DMU(数字式实体模型)-技术要求7.3 基准点系统和功能大小7.4 制图的技术要求8 环境的相容性8.1 一般要求8.2 回收再利用(材料)的技术要求8.3 材料的环境性能9 材料规格和表面9.1 材料的技术和戒律9.2 材料的技术要求9.3 耐气候性的技术要求9.4 电气元件的技术要求9.5 其他一般性技术要求9.6 表面保护、表层、棱边9.7 防腐蚀10 逻辑要求11 用户服务要求和维修要求11.1 用户服务11.2 原件12 标准零件和复式零件13 对工具和零件的要求13.1 工具13.1.1 试验工具和原型工具13.1.2 试验工具、原型工具和批量生产工具13.2 试验零件和原型零件14 定义、概念、缩写词14.1 概念14.2 缩写词15 参考文献附录A(供参考)修改文献1 适用范围这里说明的技术要求,适用于部件货运手册中全部订制的或委托的制品-部件、模件、组件或开发成果等等。
工业机械设计中的智能化技术应用与发展趋势分析
工业机械设计中的智能化技术应用与发展趋势分析摘要:智能制造被认为是能够帮助我国社会实现重要发展、经济实现稳步增长的一个重要因素。
在此背景下,工业机械设计领域的智能化技术应用与发展趋势日益受到关注。
本文将对工业机械设计中的智能化技术应用与发展趋势进行分析,以期为我国智能制造产业的发展提供参考。
关键词:工业机械设计;智能化技术;应用;发展趋势;分析1智能化技术在工业机械设计中的应用1.1计算机辅助设计(CAD)计算机辅助设计(CAD)软件在工业机械设计领域已经得到了广泛的应用。
随着智能化技术的不断融入,CAD软件的功能也日益强大,不仅提高了设计效率和准确性,还降低了设计成本。
一些先进的技术,如参数化设计、模块化设计以及基于知识的工程(KBE)等,使得CAD软件能够更好地满足设计师的需求,实现设计方案的快速迭代和优化。
1.2计算机辅助制造(CAM)计算机辅助制造(CAM)技术在工业机械设计中的应用也越来越广泛。
智能化CAM技术能够根据设计数据自动生成加工工艺、刀具路径和数控程序,大大提高了生产效率和产品质量。
此外,智能化CAM技术还能实现对生产过程的实时监控和管理,有助于提高生产线的灵活性和可靠性,为企业带来更高的效益。
1.3仿真技术仿真技术在工业机械设计中的应用有助于预测和评估设计方案的可行性,进而优化设计。
随着智能化技术的不断发展,智能化仿真技术结合了大数据、云计算和人工智能等技术,能够实现更高效、精确的仿真计算,为设计决策提供有力支持。
此外,智能化仿真技术还能模拟复杂环境下的设备性能,为企业节省试验成本,提高新产品研发的成功率。
2智能化技术在工业机械设计中的发展趋势2.1数字化设计随着数字化技术的迅猛发展,工业机械设计正在经历一场深刻的变革,逐步向数字化方向演进。
在这个过程中,数字化设计技术发挥着举足轻重的作用,它涵盖了三维建模、虚拟现实(VR)和增强现实(AR)等领域,将这些技术应用于工业机械设计,能够实现从设计到制造,再到运维等各个环节的全面数字化。
门窗cad图纸绘制教程
门窗cad图纸绘制教程门窗CAD图纸绘制教程门窗CAD图纸绘制是建筑设计过程中非常重要的一部分,它决定了最终产品的质量和效果。
下面是一个简单的门窗CAD图纸绘制教程,帮助你了解如何绘制高质量的门窗CAD图纸。
第一步:收集资料在开始绘制门窗CAD图纸之前,你需要收集一些必要的资料,包括门窗的尺寸、形状、材料和安装要求等。
这些资料可以从客户或建筑设计师那里获取。
第二步:建立CAD图纸模板打开CAD软件,创建一个新的图纸文件。
首先,设置图纸的标准尺寸,如A3、A4等。
然后,设置图纸的图层和比例尺。
你可以使用不同的图层来绘制门、窗、玻璃等不同的部分,以便更好地控制图纸的可读性和编辑。
第三步:绘制门窗的几何形状使用CAD软件的线段、圆弧、多边形等工具,根据收集到的尺寸和形状信息,绘制门窗的几何形状。
确保绘制的形状准确无误,符合实际尺寸和比例。
你可以使用CAD软件提供的辅助工具,如捕捉、对齐和附着等功能,帮助你更精确地绘制形状。
第四步:添加门窗的细节门窗CAD图纸的质量和可读性取决于细节的准确性。
在绘制门窗的形状之后,你需要添加一些细节信息,如门窗的型号、材料、设计要求等。
你可以使用CAD软件的文本和注释工具来添加这些信息,并将它们放置在合适的位置。
此外,你还可以绘制一些细节线,如锁孔、把手、铰链等,以使门窗的细节更加真实和清晰。
第五步:添加标尺和度量标准门窗CAD图纸上的标尺和度量标准是非常重要的,它们可以帮助人们理解和测量门窗的尺寸和比例。
使用CAD软件的标尺和度量工具,你可以添加水平和垂直的标尺,以及度量线和尺寸标记。
确保这些标尺和度量标准与绘制的门窗形状相匹配,并且易于读取。
第六步:检查和修改当你完成门窗CAD图纸的绘制之后,你应该进行检查和修改,以确保图纸的准确性和完整性。
检查图纸是否包含了所有必要的信息和细节,是否符合客户或设计师的要求。
第七步:输出和打印当你满意于绘制的门窗CAD图纸之后,你可以将它们输出为不同的格式,如PDF、DWG等,以便与团队成员、客户和供应商共享。
水果分选机设计(含全套CAD图纸)
毕业设计(论文)题目水果分选机设计二级学院重庆汽车学院专业机械设计制造及其自动化班级2009级机械设计5班学生姓名学号指导教师职称时间2013年5月20日目录摘要 (1)关键词 (1)1 前言 (2)2 总体方案的拟定 (3)2.1 原理分析 (3)2.2 总体结构设计 (5)2.3 各执行机构主要参数的计算 (6)2.4 传动装置的运动和动力参数的计算 (13)3 主要零件的选择和设计 (15)3.1 皮带传动的设计计算 (15)3.2 直齿圆柱齿轮的设计计算 (17)3.3 滚子链传动的设计计算 (20)3.4 轴的设计计算 (21)3.4.1 高速轴的设计计算 (21)3.4.2 低速轴的设计计算 (24)3.5 轴承的校核 (27)3.6 键的设计计算与校核 (27)3.7 润滑与密封 (28)3.8 主要缺点和有待进一步改进的地方 (29)4 结束语 (29)参考文献 (31)致谢 (32)水果分选机的设计学生:指导老师:摘要:本文分析了中国国内外水果分级分选机的研究和发展现状,对未来进行了展望,设计出了一种新型水果分级分选机构。
该水果分级分选机是由分级滚筒、传动机构和电动机组成。
采用电动机提供动力,通过带轮传动机构,将运动和动力传送到直齿圆柱齿轮减速器,然后再通过链轮传动机构,将所需的运动和动力传送至分级滚筒上,从而实现水果的分选。
整个机构简单且易于操作,便于维护,提高了生产效率,降低了劳动强度,为实现水果加工机械化与规模化提供了前提。
关键词:水果;形状;分选机构;分级滚筒;The design of fruit sorting machineStudents:Tutor:Abstract:This paper analyzes the present situation of the Chinese domestic and foreign fruit sorting machine research and development, on the future prospects, we design a new type of fruit sorting mechanism. The fruit sorting machine is composed of grading cylinder, transmission mechanism and a motor. The power provided by a motor, through a belt pulley transmission mechanism, the movement and power is transmitted to the straight tooth cylindrical gear reducer, and then through the chain wheel transmission mechanism, the required movement and power is transmitted to the classification on the drum, thereby we can realize the separation of fruit. The entire mechanism is simple and easy to operate, easy to maintain, improve production efficiency, reduce labor intensity, which help to achieve the fruit processing mechanization and scale and to provide the premise.Key Words:fruit; shape; the grading mechanism; grading cylinder1 前言1.1 选题研究意义水果分选是水果进入流通领域的一个重要环节,直接关系到水果生产的效益。
龙门式起重机的设计(含全套CAD图纸)
由于没有起重机械,不仅工作效率低,劳动强度大,甚至难以工作。高层建筑的施 工,上万吨级或几十万吨级的大型船舶的建造,火箭和导弹的发射,大型电站的施 工和安装,大重件的装卸与搬运等,都离不开起重机的作业。 起重机不仅可以作为 辅助的生产设备,完成原料、半成品、产品的装卸、搬运,工艺操作中的必须的装备。再如冶金工 业生产中的炉料准备、加料、钢水浇铸成锭、脱模取锭等,必须依靠起重机进行生 产作业。据统计,在国内的冶金、煤炭部门的机械设备总数量或总自重中,起重运 输机械约占quot。起重机是机械化作业的重要的物质基础,是一些工业企业中主要 的固定资产。对于工矿企业、港口码头、车站库场、建筑施工工地,以及海洋开发、 宇宙航行等部门,起重机已成为主要的生产力要素,在生产中进行着高效的工作, 构成合理组织批量生产和机械化流水作业的基础,是现代化生产的重要标志之一。 现代企业管理,也应该重视围绕生产力管理这个中心。起重机的管理与正确使用, 就是按照这种生产力本身的客观规律,运用组织、计划、指导、监督、检查等基本 活动,科学地对起重机、人员和资金等因素进行综合管理,充分发挥起重机效能, 努力提高这种装备的技术素质和作业水平,高效、优质、低消耗地完成施工、生产、 装卸作业任务,追求其寿命周期费用最经济,获取最佳的经济投资效益,促进企业 生产持续发展,增强企业活力。 第二章 起重机管理的意义、现状及其发展 在企业 生产活动中,人员、设备及原材料作为输入,经组织和处理后输出产品。输入项目 的管理是定员管理、设备管理、物质管理,输出的管理则是生产管理、质量管理、 成本管理、劳动管理等。生产产品的质量、产量,以及安全、环境、卫生、职工劳 动情绪等都与设备紧密相关。可见,设备是影响企业经济效益的主要因素之一,设 备管理在企业管理中有着举足轻重的地位。一、起重机管理的意义起重机在一些行 业与部门得到广泛使用,并在企业设备中占有相当的比重,如港口公司和冶金车间, 起重机则是命脉性设备,其作业情况直接影响到企业的经营管理。因此,起重机管 理是这些企业和部门企业管理的重要内容,是施工、安装、生产和装卸作业的保证, 是提高企业经济效益的重要环节。(一)起重机管理关系到企业生产力要素的管理 一个生产企业在生产活动中的首要任务是按照生产运动规律、自然规律和生产关系 运动规律,科学地组织好生产力要素,优质、高效、低耗地进行生产,创造出最佳 的经济效益。生产力中的劳动力、劳动手段和劳动对象中,具有活力的要素是劳动 力和劳动手段。起重机是一种机械方式作业的劳动手段。起重机通过司机的操作来 实现对物料的装卸搬运或对机械电器设备进行吊运与安装,在生产过程中形成了生 产力。因此,起重机的管理不仅是管理起重机这种劳动手段,而且直接或间接地管 理着操作和使用起重机的司机、机组人员和管理者等劳动力。起重机管理实际上管 理着生产力三要素中最具有活力的要素,即一部分劳动力和主要劳动手段,亦即管 理着企业生产力的重要要素。(二)起重机管理关系到企业固定资产管理大型专业 化港口装卸码头、专业建筑安装企业的起重机是其固定资产的重要组成部分,固定 资产管理又是企业管理的重要成分。随着改革开放与建设事业的发展,一些专业化 企业拥有和使用着引进的或国产的起重机,这些机型所共有的特点是:大型化、高 速化、高效化、技术先进、结构复杂、单机价格昂贵、管理要求严格,而这些大型 起重机都是安装、装卸作业中的关键设备。如果对起重机只重使用,而管理不善, 则容易发生损机故障。加强起重机管理,有利于企业固定资产管理。(三)起重机
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械图纸技术要求大全1.零件去除氧化皮。
2.零件加工表面上,不应有划痕、擦伤等损伤零件表面的缺陷。
3.去除毛刺飞边。
4.经调质处理,HRC50~55。
5.零件进行高频淬火,350~370℃回火,HRC40~45。
6.渗碳深度0.3mm。
7.进行高温时效处理。
8.未注形状公差应符合GB1184-80的要求。
9.未注长度尺寸允许偏差±0.5mm。
10.铸件公差带对称于毛坯铸件基本尺寸配置。
11.未注圆角半径R5。
12.未注倒角均为2×45°。
13.锐角倒钝。
14.各密封件装配前必须浸透油。
15.装配滚动轴承允许采用机油加热进行热装,油的温度不得超过100℃。
20.齿轮装配后,齿面的接触斑点和侧隙应符合GB10095和GB11365的规定。
21.装配液压系统时允许使用密封填料或密封胶,但应防止进入系统中。
22.进入装配的零件及部件(包括外购件、外协件),均必须具有检验部门的合格证方能进行装配。
23.零件在装配前必须清理和清洗干净,不得有毛刺、飞边、氧化皮、锈蚀、切屑、油污、着色剂和灰尘等。
24.装配前应对零、部件的主要配合尺寸,特别是过盈配合尺寸及相关精度进行复查。
25.装配过程中零件不允许磕、碰、划伤和锈蚀。
26.螺钉、螺栓和螺母紧固时,严禁打击或使用不合适的旋具和扳手。
紧固后螺钉槽、螺母和螺钉、螺栓头部不得损坏。
27.规定拧紧力矩要求的紧固件,必须采用力矩扳手,并按规定的拧紧力矩紧固。
28.同一零件用多件螺钉(螺栓)紧固时,各螺钉(螺栓)需交叉、对称、逐步、均匀拧紧。
29.圆锥销装配时应与孔应进行涂色检查,其接触率不应小于配合长度的60%,并应均匀分布。
30.平键与轴上键槽两侧面应均匀接触,其配合面不得有间隙。
31.花键装配同时接触的齿面数不少于2/3,接触率在键齿的长度和高度方向不得低于50%。
32.滑动配合的平键(或花键)装配后,相配件移动自如,不得有松紧不均现象。
33.粘接后应清除流出的多余粘接剂。
34.轴承外圈与开式轴承座及轴承盖的半圆孔不准有卡住现象。
35.轴承外圈与开式轴承座及轴承盖的半圆孔应接触良好,用涂色检查时,与轴承座在对称于中心线120°、与轴承盖在对称于中心线90°的范围内应均匀接触。
在上述范围内用塞尺检查时,0.03mm的塞尺不得塞入外圈宽度的1/3。
36.轴承外圈装配后与定位端轴承盖端面应接触均匀。
37.滚动轴承装好后用手转动应灵活、平稳。
38.上下轴瓦的结合面要紧密贴和,用0.05mm塞尺检查不入。
39.用定位销固定轴瓦时,应在保证瓦口面和端面与相关轴承孔的开合面和端面包持平齐状态下钻铰、配销。
销打入后不得松动。
40.球面轴承的轴承体与轴承座应均匀接触,用涂色法检查,其接触不应小于70%。
41.合金轴承衬表面成黄色时不准使用,在规定的接触角内不准有离核现象,在接触角外的离核面积不得大于非接触区总面积的10%。
42.齿轮(蜗轮)基准端面与轴肩(或定位套端面)应贴合,用0.05mm塞尺检查不入。
并应保证齿轮基准端面与轴线的垂直度要求。
43.齿轮箱与盖的结合面应接触良好。
44.组装前严格检查并清除零件加工时残留的锐角、毛刺和异物。
保证密封件装入时不被擦伤。
45.铸件表面上不允许有冷隔、裂纹、缩孔和穿透性缺陷及严重的残缺类缺陷(如欠铸、机械损伤等)。
46.铸件应清理干净,不得有毛刺、飞边,非加工表明上的浇冒口应清理与铸件表面齐平。
47.铸件非加工表面上的铸字和标志应清晰可辨,位置和字体应符合图样要求。
48.铸件非加工表面的粗糙度,砂型铸造R,不大于50μm。
49.铸件应清除浇冒口、飞刺等。
非加工表面上的浇冒口残留量要铲平、磨光,达到表面质量要求。
50.铸件上的型砂、芯砂和芯骨应清除干净。
51.铸件有倾斜的部位、其尺寸公差带应沿倾斜面对称配置。
52.铸件上的型砂、芯砂、芯骨、多肉、粘沙等应铲磨平整,清理干净。
53.对错型、凸台铸偏等应予以修正,达到圆滑过渡,一保证外观质量。
54.铸件非加工表面的皱褶,深度小于2mm,间距应大于100mm。
55.机器产品铸件的非加工表面均需喷丸处理或滚筒处理,达到清洁度Sa2 1/2级的要求。
56.铸件必须进行水韧处理。
57.铸件表面应平整,浇口、毛刺、粘砂等应清除干净。
58.铸件不允许存在有损于使用的冷隔、裂纹、孔洞等铸造缺陷。
59.所有需要进行涂装的钢铁制件表面在涂漆前,必须将铁锈、氧化皮、油脂、灰尘、泥土、盐和污物等除去。
60.除锈前,先用有机溶剂、碱液、乳化剂、蒸汽等除去钢铁制件表面的油脂、污垢。
61.经喷丸或手工除锈的待涂表面与涂底漆的时间间隔不得多于6h。
62.铆接件相互接触的表面,在连接前必须涂厚度为30~40μm防锈漆。
搭接边缘应用油漆、腻子或粘接剂封闭。
由于加工或焊接损坏的底漆,要重新涂装。
63.装配前所有的管子应去除管端飞边、毛刺并倒角。
用压缩空气或其他方法清楚管子内壁附着的杂物和浮锈。
64.装配前,所有钢管(包括预制成型管路)都要进行脱脂、酸洗、中和、水洗及防锈处理。
65.装配时,对管夹、支座、法兰及接头等用螺纹连接固定的部位要拧紧,防止松动。
66.预制完成的管子焊接部位都要进行耐压试验。
67.配管接替或转运时,必须将管路分离口用胶布或塑料管堵封口,防止任何杂物进入,并拴标签。
68.焊接前必须将缺陷彻底清除,坡口面应修的平整圆滑,不得有尖角存在。
69.根据铸钢件缺陷情况,对焊接区缺陷可采用铲挖、磨削,炭弧气刨、气割或机械加工等方法清除。
70.焊接区及坡口周围20mm以内的粘砂、油、水、锈等脏物必须彻底清理。
71.在焊接的全过程中,铸钢件预热区的温度不得低于350°C。
72.在条件允许的情况下,尽可能在水平位置施焊。
73.补焊时,焊条不应做过大的横向摆动。
74.铸钢件表面堆焊接时,焊道间的重叠量不得小于焊道宽度的1/3。
焊肉饱满,焊接面无烧伤,裂纹和明显的结瘤。
焊缝外观美观,无咬肉、加渣、气孔、裂纹、飞溅等缺陷;焊波均匀。
锭的水口、冒口应有足够的切除量,一以保证锻件无缩孔和严重的偏折。
76.锻件应在有足够能力的锻压机上锻造成形,以保证锻件内部充分锻透。
77.锻件不允许有肉眼可见的裂纹、折叠和其他影响使用的外观缺陷。
局部缺陷可以清除,但清理深度不得超过加工余量的75%,锻件非加工表面上的缺陷应清理干净并圆滑过渡。
78.锻件不允许存在白点、内部裂纹和残余缩孔。
81.精加工后的零件摆放时不得直接放在地面上,应采取必要的支撑、保护措施。
加工面不允许有锈蛀和影响性能、寿命或外观的磕碰、划伤等缺陷。
82.滚压精加工的表面,滚压后不得有脱皮现象。
83.最终工序热处理后的零件,表面不应有氧化皮。
经过精加工的配合面、齿面不应有退火84.加工的螺纹表面不允许有黑皮、磕碰、乱扣和毛刺等缺陷。
85、发蓝、变色的现象。
技术要求大全零件去除氧化皮。
2.零件加工表面上,不应有划痕、擦伤等损伤零件表面的缺陷。
3.去除毛刺飞边。
4.经调质处理,HRC28~32。
5.零件进行高频淬火,350~370℃回火,HRC40~45。
6.渗碳深度0.3mm。
7.进行高温时效处理。
8.未注形状公差应符合GB1184-80的要求。
9.未注长度尺寸允许偏差±0.5mm。
10.铸件公差带对称于毛坯铸件基本尺寸配置。
11.未注圆角半径R5。
12.未注倒角均为2×45°。
13.锐角倒钝。
14.各密封件装配前必须浸透油。
15.装配滚动轴承允许采用机油加热进行热装,油的温度不得超过100℃。
20.齿轮装配后,齿面的接触斑点和侧隙应符合GB10095和GB11365的规定。
21.装配液压系统时允许使用密封填料或密封胶,但应防止进入系统中。
22.进入装配的零件及部件(包括外购件、外协件),均必须具有检验部门的合格证方能进行装配。
23.零件在装配前必须清理和清洗干净,不得有毛刺、飞边、氧化皮、锈蚀、切屑、油污、着色剂和灰尘等。
24.装配前应对零、部件的主要配合尺寸,特别是过盈配合尺寸及相关精度进行复查。
25.装配过程中零件不允许磕、碰、划伤和锈蚀。
26.螺钉、螺栓和螺母紧固时,严禁打击或使用不合适的旋具和扳手。
紧固后螺钉槽、螺母和螺钉、螺栓头部不得损坏。
27.规定拧紧力矩要求的紧固件,必须采用力矩扳手,并按规定的拧紧力矩紧固。
28.同一零件用多件螺钉(螺栓)紧固时,各螺钉(螺栓)需交叉、对称、逐步、均匀拧紧。
29.圆锥销装配时应与孔应进行涂色检查,其接触率不应小于配合长度的60%,并应均匀分布。
30.平键与轴上键槽两侧面应均匀接触,其配合面不得有间隙。
31.花键装配同时接触的齿面数不少于2/3,接触率在键齿的长度和高度方向不得低于50%。
32.滑动配合的平键(或花键)装配后,相配件移动自如,不得有松紧不均现象。
33.粘接后应清除流出的多余粘接剂。
34.轴承外圈与开式轴承座及轴承盖的半圆孔不准有卡住现象。
35.轴承外圈与开式轴承座及轴承盖的半圆孔应接触良好,用涂色检查时,与轴承座在对称于中心线120°、与轴承盖在对称于中心线90°的范围内应均匀接触。
在上述范围内用塞尺检查时,0.03mm的塞尺不得塞入外圈宽度的1/3。
36.轴承外圈装配后与定位端轴承盖端面应接触均匀。
37.滚动轴承装好后用手转动应灵活、平稳。
38.上下轴瓦的结合面要紧密贴和,用0.05mm塞尺检查不入。
39.用定位销固定轴瓦时,应在保证瓦口面和端面与相关轴承孔的开合面和端面包持平齐状态下钻铰、配销。
销打入后不得松动。
40.球面轴承的轴承体与轴承座应均匀接触,用涂色法检查,其接触不应小于70%。
41.合金轴承衬表面成黄色时不准使用,在规定的接触角内不准有离核现象,在接触角外的离核面积不得大于非接触区总面积的10%。
42.齿轮(蜗轮)基准端面与轴肩(或定位套端面)应贴合,用0.05mm塞尺检查不入。
并应保证齿轮基准端面与轴线的垂直度要求。
43.齿轮箱与盖的结合面应接触良好。
44.组装前严格检查并清除零件加工时残留的锐角、毛刺和异物。
保证密封件装入时不被擦伤。
45.铸件表面上不允许有冷隔、裂纹、缩孔和穿透性缺陷及严重的残缺类缺陷(如欠铸、机械损伤等)。
46.铸件应清理干净,不得有毛刺、飞边,非加工表明上的浇冒口应清理与铸件表面齐平。
47.铸件非加工表面上的铸字和标志应清晰可辨,位置和字体应符合图样要求。
48.铸件非加工表面的粗糙度,砂型铸造R,不大于50μm。
49.铸件应清除浇冒口、飞刺等。
非加工表面上的浇冒口残留量要铲平、磨光,达到表面质量要求。
50.铸件上的型砂、芯砂和芯骨应清除干净。
51.铸件有倾斜的部位、其尺寸公差带应沿倾斜面对称配置。
52.铸件上的型砂、芯砂、芯骨、多肉、粘沙等应铲磨平整,清理干净。