首件检查表
首件末件自主检查表
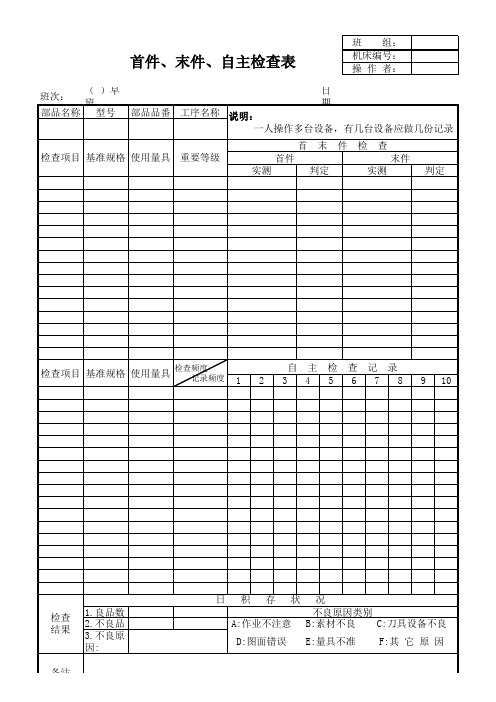
检查频度 记录频度
Hale Waihona Puke 自 1 2 3主 4
检 5
查 6
记 录 7 8
9
10
日 检查 结果 1.良品数( 2.不良品数( 3.不良原因: )PCS )PCS
积
存
状
A:作业不注意 D:图面错误
况 不良原因类别 B:素材不良 C:刀具设备不良 E:量具不准 F:其 它 原 因
备注
首件、末件、自主检查表
班次: 部品名称 ( )早班 型号 ( )夜班 日期:
班 组: 机床编号: 操 作 者: 年 月 日
部品品番 工序名称 说明: 一人操作多台设备,有几台设备应做几份记录 首 末 判定 件 检 查 末件 实测 判定 首件 实测
检查项目 基准规格 使用量具 重要等级
检查项目 基准规格 使用量具
硫化首件检查表

9)模具交替日期&交替者
年月 日时分
10)硫化日期&硫化者
年月 日时分
检查记录(右)
交替者: 硫化者:
模具 上下
1 模套温度 3 热板温度(◎) 5 高压蒸汽温度 7 胶囊规格
标准( 实测( 标准( 实测(
标准( 实测(
标准( 实际(
)℃ )℃ )℃ )℃
)℃ )℃
) )
2 硫化时间&延时(◎) 4 后充气宽度 6 氮气压力 8 后充气压力(◎)
判定
序号 2
项目
齿钉(数量、倒 角、溢出)
内容
判定
3 其它外观
4 BR/OF
5
其它事项
不合理
17 判定结果 18 不合格原因 19 再判定结果
合格
不合格
合格
不合格
月 日 时 分 检查者:
月日时
分
检查者:
保存期限:3年
硫化首件检查表
ZZBⅣ(P技术)-Y-1720
准备日期: 年 月 日
检查日期: 年 月 日 时 分
检查人:
岗位
检查项目
检查记录(左)
模具 上下
1)机台号
2)模套编号
3)规格花纹
4)模具号码
模具 安 5)商标 装 6) 胎圈环规格
7)模具准备者&组长确认 模具准备者 :
组长:
8) 模具交替原因
计划交替(新,改造模具与否也要必须记录)
( )s/( )s
19 存胎器张开度
21 判定结果
合格
12 取胎时间 14 卸胎臂间距
16 中心棒整形高度
18
上 环
20 泄漏
不合格
镭射首件检查表

机种:
制单:
日期:
制单特别要求:
检验项目
要求规格 检验结果 处理对策 备 注
缩水/色差 依检验规范
来 水纹/拉模 依检验规范
料 污点/油污 依检验规范
不 缺料/混料
无
良
刮伤
依检验规范
毛边/披锋
无
语文别射错 激光机型图
焦化 镭
错键
射
节点
依检验规范 无 无
检
偏位
锯齿 查
字体不全
依检验规范 依检验规范 依检验规范
色淡/双线不良 润滑油未打或不
均 装 平衡杆脱落
依检验规范 无 无
配 上盖刮伤
依检验规范
检 漏打黄油
无
查 卡键
无
压key机压坏字键
无
上盖压伤
良好
外观检查良好Leabharlann 总体检验结果审核:
生产主管:
IPQC:
首件检验记录表模版
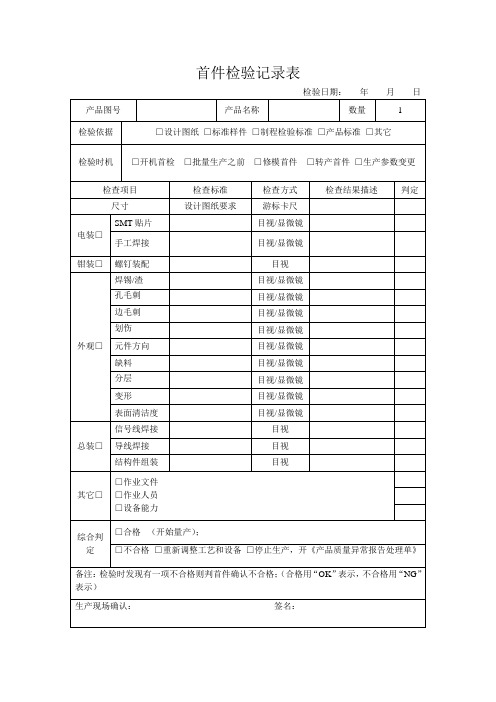
检验日期:年月日
产品图号
产品名称
数量
1
检验依据
□设计图纸□标准样件□制程检验标准□产品标准□其它
检验时机
□开机首检□批量生产之前□修模首件□转产首件□生产参数变更
检查项目
检查标准
检查方式
检查结果描述
判定
尺寸
设计图纸要求
游标卡尺
电装□
SMT贴片
目视/显微镜
手工焊接
目视/显微镜
钳装□
螺钉装配
备注:检验时发现有一项不合格则判首件确认不合格;(合格用“OK”表示,不合格用“NG”表示)
生产现场确认:签名:
目视
外观□
焊锡/渣
目视/显微镜
孔毛刺
目视/显微镜
பைடு நூலகம்边毛刺
目视/显微镜
划伤
目视/显微镜
元件方向
目视/显微镜
缺料
目视/显微镜
分层
目视/显微镜
变形
目视/显微镜
表面清洁度
目视/显微镜
总装□
信号线焊接
目视
导线焊接
目视
结构件组装
目视
其它□
□作业文件
□作业人员
□设备能力
综合判定
□合格(开始量产);
□不合格□重新调整工艺和设备□停止生产,开《产品质量异常报告处理单》
首件检查表

彩卡:□字模糊 □色差 □材质不符 □尺寸不符 □内容不符
吸塑:□刮伤 □污渍 □变形 □麻点 □水纹
彩盒:□字模糊 □色差 □材质不符 □尺寸不符 □内容不符 包装
纸箱:□印字不符 □材质不符 □尺寸不符
贴纸:□内容不符 □位置不符 □尺寸不符
胶袋:□尺寸不符 □材质不符 □易破损
结果判定 审核:
□ PASS
□
NG
组长: 检验员:
□ □ □ □ □ □
生产:
外观 线材: □烫伤 □拉花 □起毛 □破皮 □粘胶
调音壳:□缝隙 □刮伤 □粘胶 □破损 □未锁紧 □错位
护套:□破损
□烫伤
□粘胶
咪壳:□缝隙
□胶水外露 □方向错
耳挂:□缝隙
□刮伤
尾扣:□缺料
□破损 □烫伤
喇叭音质: □杂音
□小音 □无音
调音板音质:□杂音 电性能
咪头音质:□杂音
□音小 □啸叫
咪转臂松紧度合适且转动受力合格
耳套装配良好,无过松易脱落、过紧难套现象
耳壳:□划伤 □刮伤 □披锋 □缺料 □喷油不良 □色差
喇叭盖: □缺料 □披锋 □未锁到位
饰片: □刮伤 □移位 □喷油不良 □色差
支架/钢条:□变形
□氧化 □表面粗糙 □电镀不良
头带扣:□螺丝打花
□刮伤 □漏锁螺丝 □扣未锁紧
首件检查表
型号 产品名称
客户 工单号
线别/班次 日期
检验项目
项目要求
检验结果
备注
各组件与材料清单、BOM核对规格一致
规格 各组件与样板核对规格一致
材料应有标示及IQC、IPQC检验合格标签
左右支架伸缩顺畅无支架紧或拉伸不到位现象
生产首件检查确认表

日 期 客 户 颜 色 制 程 分类 人 NO 1 2 1 机 2 3 1 料 2 3 4 1 法 2 3 4 环 1 1 2 样 品 确 认 尺寸规 格 组装 确认项目 作业人员是否经过训练合格,并持有上岗证? 作业人员是否熟悉SOP内容?是否按照SOP作业? 机器设备、治工具状态是否正常? 机器设备、治工具有无定期的点检和效验? 测试及仪器设备之调整参数是否与SOP相符? 材料是否与BOM/生产通知单相符合? 材料是否经品质检验及盖PASS章,是否在有效期内? 特采、挑选材料是否有按判定结果执行? ECN变更是否有按判定结果执行? 生产现场是否放/挂有SOP? 是否有ECN变更、并有效执行?(如有请备注) 生产排程单内容确认? 焊接方式是否符合要求? 生产现场温湿度/洁净度(如有要求请备注)是否符合要求? 首件外观是否符合SIP要求? 与配套机壳进行实配,间隙、段差、外观、标签是否符合SIP要求? 测量数据 #1 #2 #3 #4 #5 属 性 ROHS 普通 送检数量 线 别 送检时间 确认时间 班 别 白 夜
备注/异常处理
备注/异常处理
跌落、 拉拔力#1 Nhomakorabea#2
#3
#4
#5
判定 PASS NG
备注/异常处理
备注: 生产部 送检人 品保部 检验人 确认人 确认人
品质最终判定 量产 拒产 受控编号:
项目名称 工单编号
工单数量 料号 生产部 PASS PASS PASS PASS PASS PASS PASS PASS PASS PASS PASS PASS PASS PASS PASS PASS NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG 品质部 PASS PASS PASS PASS PASS PASS PASS PASS PASS PASS PASS PASS PASS PASS PASS PASS 判定 PASS PASS NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG
首件样品阶段(OTS)检查表

√
技术部
7
与产品相关的标准是否具备并了解
√
技术部
8
是否编制了产品的零部件清单
√
技术部
9
是否有原辅材料的供应商清单
√
商务部
10
是否进行了材料试验并有试验报告
√
质保部
11
是否完成了首件样品尺寸报告
√
质保部
12
是否完成了首件样品试验报告
√
质保部
13
是否按顾客要求的数量准备了首件送样的产品
√
技术部
14
是否编制了产品尺寸符合指数MI的测试报告
√
技术部
15
16
17
18
19
20
21
结论
√给予认可□有条件认可□不予认可
会签
技术部
生产部
商务部
质保部
总经办
技术副总
日期
项目负责人确认
日期
首件样品阶段(OTS)检查表
项目名称:索引号:版本:2
序号
检 查 项 目
是
否
问 题 及 措 施
责任
部门/人
完成
时间
1
是否设定了项目目标
√
技术部
2
是否编制项目进度计划
√
技术部
3
是否进行了项目可行性研究
√
技术部
4
是否进行了新增设备、工装、检具的策划,明确了要求,进度
√Байду номын сангаас
技术部
5
是否完成了产品图纸
√
技术部
6
首末件检查表

1、编写目的为加强产品质量控制,预防产品在生产过程中出现批次质量事故,保证产品实物质量,促进产品顺利交付,特制定本管理办法。
2、使用范围本办法适用于公司所有生产工序首末件的确定及管理。
3、术语定义3.1首件:每个班次刚开始时或过程中条件发生改变,而后加工正常的第一或前几件产品,由生产人员确认后报IPQC做首件检验。
“首件”一般指正常批量生产前,经一定检验标准确认合格且适合用于评判生产产品品质的样品。
3.2末件:是指当批或当班生产的最后一个(组)产品。
3.3控制要求:3.3.1有下列情况之一的,需进行首件检验(首件首检触发条件):--重新开机时--换模、换料后--加工工艺重新调整后--工装、模具维修后--当班接班时--质量标准修订后--生产场地变更后3.3.2有下列情况之一的,需进行末件检验(末件检验触发条件):--当班交班前--该批次生产结束前--停机停产前4、职责划分生产部:4.1负责首末件的制作及自检,通报IPQC首检。
4.2质量异常时,负责组织人员对问题点进行分析、调整、改善。
品质部:4.3负责首末件的确认及过程检验。
4.4配合生产部门对不合格的首末件进行分析,并有权提出停机要求改善。
5、作业程序5.1根据本办法第3.3.1条款,需要制作首件时,由生产部人员提供产品通报当班IPQC进行首件检验。
5.1.1当班IPQC接到生产部首件检验要求后,根据《生产计划单》核对该产品《检验指导书》并提取该产品样件。
如在连续生产中为交接班首检时,可参考上班次首件,有疑问时再提取样件。
5.1.2必须的检验工具,需符合质量控制标准中《计量器具管理规定》要求,以确保检验结果准确可靠。
5.1.3按该产品《检验指导书》规定,结合实物样件对生产部提供的产品进行检验。
5.1.4检验结果不符合标准要求的,IPQC通报生产部重新调试;检验结果符合标准要求的,IPQC将检验后。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1 / 5
康宏电子有限公司
装 配 首 件 检 查 表
日期: 班别:
料 号 工令单号 生产线别
品 名 工单数量 客 户
□每日首件 □每批首件 □更换材料 □机台维修 □ _________
检 验 记 录
检验项目 实际检验状况 判定 检验项目 实际检验状况 判定
塑 体 组 装
引 脚 其 它
镀 层
铁 壳
项 目 范围 本栏为主要尺寸管制部分 判 定
尺寸
检验判定: □合格 □不合格 □条件认可
说
明
一、首件取样5PCS,并附1PCS及首件标签于首件盒内,经QC判定OK后方可量产.
二、本表适用范围如下:
1. 每批首件:即每批工令单正式投产之首件.
2. 每日首件:即每日或交接班之首件.
3. 更换材料:即为原物料更换材质后之首件.
4. 机台维修:即为对机台维修后之首件.
三、尺寸量测依检验规范暨检验记录或产品图,样品执行.
品管员: 审核:
2 / 5
康宏电子有限公司
注 塑 首 件 检 查 表
日期: 班别:
模 号 生 产 单 号 原 料 名 称
料 号 产 品 品 名 机 台 编 号
□每日首件 □每批首件 □更换材料 □模具维修
检 验 记 录
检验项目 实际检验状况 判定 检验项目 实际检验状况 判定
缺 料 试组装
毛 边 其 它
烧 焦
缩 水
项目 范围 本栏为主要尺寸管制部分 判 定
尺寸
检验判定: □合格 □不合格 □条件认可
说
明
一、凡首件需取样两模送验至QC,经QC确认合格后方可量产.
二、本表适用范围如下:
a) 每批首件:每批产品正式投产之首件;
b) 每日首件:即每日交接班之首件;
c) 更换材料:针对产品更换材质后之首件;
d) 模具修改:即对模具修改后之首件;
e) 调机首件:即对机台调整之首件.
三、尺寸量测依检验规范暨检验记录或产品图、样品执行.
品管员: 审核:
3 / 5
康宏电子有限公司
冲 压 首 件 检 查 表
日期: 班别:
模 号 生 产 单 号 原 料 名 称
料 号 产 品 品 名 机 台 编 号
□每日首件 □每批首件 □更换材料 □模具维修
检 验 记 录
检验项目 实际检验状况 判定 检验项目 实际检验状况 判定
变 形 试组装
毛 边 其 它
氧 化
脏 污
项目 范围 本栏为主要尺寸管制部分 判 定
尺寸
检验判定: □合格 □不合格 □条件认可
说
明
一、凡首件需取样两模送验至QC,经QC确认合格后方可量产.
二、本表适用范围如下:
a) 每批首件:每批产品正式投产之首件;
b) 每日首件:即每日交接班之首件;
c) 更换材料:针对产品更换材质后之首件;
d) 模具修改:即对模具修改后之首件;
e) 调机首件:即对机台调整之首件.
三、尺寸量测依检验规范暨检验记录或产品图、样品执行.
品管员: 审核:
4 / 5
康宏电子有限公司
卯 合 首 件 检 查 表
日期: 班别:
模 号 生 产 单 号 原 料 名 称
料 号 产 品 品 名 机 台 编 号
□每日首件 □每批首件 □更换材料 □模具维修
检 验 记 录
检验项目 实际检验状况 判定 检验项目 实际检验状况 判定
压 伤 组 装
毛 边 其 它
氧 化
脏 污
项目 范围 本栏为主要尺寸管制部分 判 定
尺寸
检验判定: □合格 □不合格 □条件认可
说
明
一、凡首件需取样两模送验至QC,经QC确认合格后方可量产.
二、本表适用范围如下:
a) 每批首件:每批产品正式投产之首件;
b) 每日首件:即每日交接班之首件;
c) 更换材料:针对产品更换材质后之首件;
d) 模具修改:即对模具修改后之首件;
e) 调机首件:即对机台调整之首件.
三、尺寸量测依检验规范暨检验记录或产品图、样品执行.
品管员: 审核:
5 / 5