加成型硅橡胶介绍
加成型导热电子灌封硅橡胶的研究

的导热性能 , 但是随着填料 的粒径增 大 , 硅橡胶 的机 械性 能逐渐下降 ; 比两种导热填料 , 对 石英粉体系液体硅橡胶 的机械性能较 好 , 而 氧化铝体系液体硅橡胶 的粘度更低 ; 以 , ∞一二 乙烯基 聚二 甲基 硅氧烷用量为基础 , 增加氧化铝添加量 , 发现导热液体 硅橡胶 的机 械 性 能呈现下 降的趋势 , 而粘度 、 导热率则呈现增加 的趋 势。当氧化铝 的用量低于 2 0质量份 时 , 2 粘度增加 的趋势低 于导热率 增加 的趋 势 , 当用量 高于 20质量份时 , 而 2 粘度增 加的趋势高于导热率 增加 的趋 势。所 以考 虑导热 率 、 粘度 等 因素 , 为氧 化铝用 量在 2 0~ 认 0 2 0份 时胶料 的综合性能较好 , 5 此时胶料粘度介 于 300~ 0 P S而导热率可达到 0 8— . m ・ 0 40 0m a・ , . 0 9w/ K。
Ab ta t h d io a u ee c p uae ic n u b rwa d ytkn .t 一dvn l oy i tyslx n sr c :T e a dt n lc r n a s ltd s io erb e sma eb a i g i l 1 ) iiy ldmeh li a e p o
・
8・ 6
广州化工
21年 3 0 1 9卷第 9期
加 成 型 导 热 电子 灌 硅 橡 胶 的研 究
杨思广 , 张利 萍 , 祥坚 , 林 丘舒洋 , 李
( 广州天赐有机硅科技有限公 司, 广东
响, 张
宇
硅橡胶

硅橡胶(SiliconeRubber)是一种兼具无机和有机性质的高分子弹性材料,其分子主链由硅原子和氧原子交替组成(—Si—O—Si—),侧链是与硅原子相连接的碳氢或取代碳氢有机基团,这种基团可以是甲基、不饱和乙烯基(摩尔分数一般不超过01005)或其它有机基团,这种低不饱和度的分子结构使硅橡胶具有优良的耐热老化性和耐候老化性,耐紫外线和臭氧侵蚀。
分子链的柔韧性大,分子链之间的相互作用力弱,这些结构特征使硫化胶柔软而富有弹性,但物理性能较差。
硅橡胶发展于20世纪40年代,国外最早研究的品种是二甲基硅橡胶。
1944年前后由美国DowCorning公司和GeneralElectric公司各自投入生产。
我国在60年代初期研究成功并投入工业化生产。
现在生产硅橡胶的国家除我国外,还有美国、英国、日本、前苏联和德国等,品种牌号有1000多种。
1 硅橡胶的分类和特性1.1 分类硅橡胶按其硫化机理不同可分为热硫化型、室温硫化型和加成反应型三大类。
1.2 特性(1)耐高、低温性在所有橡胶中,硅橡胶的工作温度范围最广阔(-100~350℃)。
例如,经过适当配合的乙烯基硅橡胶或低苯基硅橡胶,经250℃数千小时或300℃数百小时热空气老化后仍能保持弹性;低苯基硅橡胶硫化胶经350℃数十小时热空气老化后仍能保持弹性,它的玻璃化温度为-140℃,其硫化胶在-70~100℃的温度下仍具有弹性。
硅橡胶用于火箭喷管内壁防热涂层时,能耐瞬时数千度的高温。
硅橡胶在高温下连续使用寿命见表1。
(2)耐臭氧老化、耐氧老化、耐光老化和耐候老化性能硅橡胶硫化胶在自由状态下置于室外曝晒数年后,性能无显著变化。
硅橡胶与其它橡胶的耐臭氧老化性能比较见表2。
(3)电绝缘性能硅橡胶硫化胶的电绝缘性能在受潮、频率变化或温度升高时变化较小,燃烧后生成的二氧化硅仍为绝缘体。
此外,硅橡胶分子结构中碳原子少,而且不用炭黑作填料,因此在电弧放电时不易发生焦烧,在高压场合使用十分可靠。
NuSil推出低黏度、加成型导热硅橡胶
裂 强度 、 电气 强 度 等 先 增 后 降 ,拉 断 伸 长 率 降 低 、邵 尔 A硬 度 上 升 ,胶 料 的起 始 黏 度 和 黏 度 增长 率上 升 ,对 硅 橡 胶 的体 积 电阻 率 影 响 不 大 。 当 A一1 5 1的用 量 为 1份 时 ,硅 橡胶 的拉 伸 强 度 达最 大值 ( 8 . 8 MP a ) 、撕 裂 强 度 为 2 2 . 2 k N / m、
及 表 面 改 性 对 橡 胶 复 合 材 料 性 能 影 响 的 研 究 进 展
加成型液体硅橡胶。研究发现 ,A一1 5 1 的用量 能显 著 影响硅 橡 胶 的硫 化 特 性 ,随 着 A一1 5 1用
量 的增加 ,硅 橡胶 胶料 的 焦烧 时间逐 渐缩 短 ,而
正硫 化 时 间则 逐 渐延长 ;硅 橡胶 的拉 伸强 度 、撕
c o n t e n t o f v i n y l t r i e t h o x y s i l a n e c a n s i g n i ic f a n t l y a f f e c t t h e v u l c a n i z a t i o n c h a r a c t e r i s t i c s o f t h e s i l i c o n e r u b b e r . Wi t h t h e i n c r e a s e o f t h e a mo u n t o f V i n y l t r i e t ho x y s i l a ne,t h e s c o r c h t i me o f t h e s i l i c o n e ub r b e r g r a d ua l l y s h o r t —
硅橡胶交联方法

硅橡胶交联方法
硅橡胶交联可是个很有趣的事儿呢。
一、过氧化物交联法。
这就像是给硅橡胶找了个活力满满的小助手——过氧化物。
把过氧化物加到硅橡胶里,然后加热的时候呀,过氧化物就开始搞事情啦。
它会分解产生自由基,这些自由基就像一群调皮的小精灵,在硅橡胶的分子链之间跑来跑去,然后把不同的分子链连接起来,就形成了交联结构。
就好比是用小绳子把原本散开的小物件都绑在一起啦。
这种方法做出来的硅橡胶呀,性能可不错呢,强度、弹性啥的都能有很好的表现。
二、加成型交联法。
这个方法有点像一场和谐的合作。
它是利用含乙烯基的硅橡胶和含氢硅油,再加上铂催化剂。
在这个过程中,乙烯基和硅氢键就像是两个互相吸引的小伙伴,在铂催化剂这个“小媒婆”的作用下,它们就手拉手啦,然后硅橡胶的分子链就交联起来了。
这种方法交联出来的硅橡胶呀,没有什么副产物,就像一场干净利落的合作,做出来的产品质量很纯净,透明度也高,在一些对纯度要求高的地方,比如医疗器材的硅橡胶部分,就经常用到这种方法呢。
三、辐射交联法。
这个就更酷啦。
用射线来照射硅橡胶,就像给硅橡胶来一场能量的洗礼。
射线的能量能让硅橡胶分子链产生自由基,然后这些自由基就会让分子链交联起来。
不过呢,这个方法需要专门的辐射设备,就像要有一个特殊的魔法棒一样。
但是它的好处是可以在常温下进行交联,对一些不能高温处理的硅橡胶制品来说,这可真是个救星呢。
硅橡胶的这些交联方法各有各的妙处,就像不同的魔法咒语,能把硅橡胶变得各种各样,在不同的领域发挥着超级重要的作用呢。
LSR简单介绍

LSR简单介绍LSR是英文LiquidSiliconeRubber的缩写,意思是液体硅橡胶,实际上,所有的固化前为液体,固化后为弹性体的有机硅产品都可以叫做LSR(液体硅橡胶),但是习惯上说起LSR通常指狭义上的液体硅橡胶,GE公司是这么定义的:LSR是指按照1:1重量或体积配比用注射成型方法生产弹性体的双组分加成型硅橡胶,也就是SHINETSU产品分类上所指的LIM(LiquidInjectionMolding,液体注射成型),指专门用于注射成型的硅橡胶,常用来做大批量标准制件。
而DOWCORNING公司产品分类的LSR不但包括注射成型的产品也包括敷形涂料等1:1混合的无色透明的双组分加成型硅橡胶,在国内,晨光院把所有加成型无色透明的产品统称为硅凝胶,而我们一般只称象HT316这样无色透明,没有硬度很软,几乎没有强度的加成型灌封产品为硅凝胶,国外大公司的分类也是单独列出,即SiliconeGels产品。
我们这里沿用DOWCORNING的说法,LSR是指无色透明或者半透明,粘度较大(一般大于10Pa•S),按照1:1重量或体积配比的双组分加成型硅橡胶,可以做透明半透明的硅橡胶制品,也可以配合颜料、底涂剂等使用。
据报道:目前全国加成型液体硅橡胶生产量在500-800吨/年,进口量在5千吨/年,高温硫化硅橡胶生产量5万吨/年以上,随着加成液体硅橡胶发展和成本下降以及加工设备国产化,高温硫化橡胶至少有60%-70%的用量将被液体硅橡胶所取代,预计到2010年市场需求量在40000吨以上,该产品发展空间很大[1-5]。
二、LSR的特点1工艺性:双组分组成,可以直接从不同的通道直接加入到混合器;颜料等辅助材料可以自动加料;等比例混合可以方便地通过静态混合器加入模压机;可以通过控制输送体积、注射压力和速度精确地填充模具空间,不产生任何边角料;许多用于塑料注射成型的注塑机可以容易地转化为LSR注射成型机;可选择的填充型腔可在同一条生产线上同时生产HCR(高温混炼胶)和LSR制品;固化速度可调节范围大,加热高温固化可以有很高的效率(200℃可以几十秒内固化),等[1,5]。
捷瑞麦克 吉尼法斯 硅橡胶 复制材料 说明书
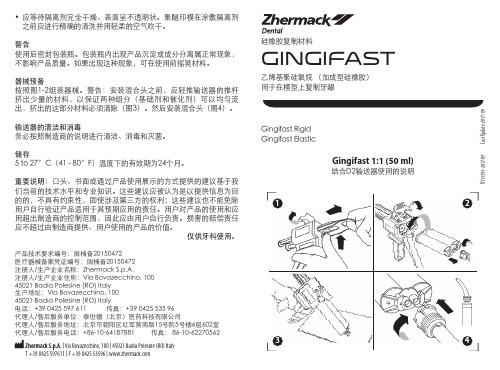
混合头和精细输送头。为了使硅橡胶在注入过程中顺利流出,我们 建议剪去精细输送头的端部,以便将其插入模板。
Gingifast的隔离剂 隔离剂是即用型溶液,可使性质相同的材料表面相互隔离,比避免粘 结。隔离剂可以结合Zhermack的Gingifast Elastic Zhermack和/或 Gingifast Rigid Zhermack用于在模型上复制牙龈,或用于任何需要 防止相容材料产生粘结的情况。隔离剂可以用于缩合型硅橡胶(适用 于缩合型硅橡胶印模材料的Zetalabor、Titanium)和加成型硅橡胶( 适用于加成型硅橡胶印模材料的Platinum、Gingifast)。隔离剂可以 减少加成型硅橡胶因为接触不相容材料(如聚醚基的印模材料)产生 的交联抑制。对于聚醚基的印模材料,为达到最佳使用效果,建议在 取模完成至少5小时后再涂敷隔离剂。聚醚印模在涂敷隔离剂之前应进 行精确的清洗并用轻柔的空气吹干。
代理人/售后服务地址:北京市朝阳区红军营南路15号院5号楼6层602室
代理人/售后服务电话:+86-10-64187881 传真: 86-10-62270562
Zhermack S.p.A. | Via Bovazecchino, 100 | 45021 Badia Polesine (RO) Italy
45021 Badia Polesine (RO) Italy
生产地址:Via Bovazecchino, 100
45021 Badia Polesine (RO) Italy
乙烯基POSS改性加成型液体硅橡胶
乙烯基POSS改性加成型液体硅橡胶代志鹏;陈绪煌;余鹏;李纯清【摘要】采用\"溶液接枝法\"和硅氢加成的方法合成了乙烯基笼型聚倍半硅氧烷(POSS)基含氢交联剂和乙烯基POSS基加成型液体硅橡胶.研究了不同添加量的乙烯基POSS对硅橡胶力学性能、热稳定性、紫外透过率以及其在基体中分布的影响.结果表明,当乙烯基POSS质量分数大于0.5%时,乙烯基POSS开始发生团聚,在基体中分布不均匀;随着乙烯基POSS添加量的增加,拉伸强度和断裂伸长率先增大后减小,交联密度和硬度增大;当质量分数为0.5%时,拉伸强度和断裂伸长率分别为7MPa和402.4% ,交联密度为5.3×10-4mol/cm3,随着乙烯基 POSS含量的增加,其热稳定性提高,而紫外透过率先增大后减小.【期刊名称】《弹性体》【年(卷),期】2018(028)005【总页数】6页(P22-27)【关键词】乙烯基笼型聚倍半硅氧烷;加成型液体硅橡胶;添加量;改性【作者】代志鹏;陈绪煌;余鹏;李纯清【作者单位】湖北工业大学绿色轻工材料湖北省重点实验室,湖北武汉 430068;湖北工业大学绿色轻工材料湖北省重点实验室,湖北武汉 430068;湖北工业大学绿色轻工材料湖北省重点实验室,湖北武汉 430068;湖北工业大学绿色轻工材料湖北省重点实验室,湖北武汉 430068【正文语种】中文【中图分类】TQ333.93笼型聚倍半硅氧烷(POSS)是具有有机/无机杂化结构的纳米级无机填料[1],其通式为R8Si8O12,具有硅氧交替连接的中空笼型无机结构,Si原子的八个顶点连接着有机基团R,其结构如图1所示,由于R可以为不同的有机基团,因此POSS具有可修饰性。
通过选择带有需要的R有机基团对材料进行改性,从而得到满足性能需求的材料。
根据性能的需求可以将R基团分为反应性基团或惰性基团[2],POSS的引入可以使聚合物基体具有无机材料的刚性、强度、优异的热稳定性、耐磨性等优点。
加成型导电液体硅橡胶的研究
频 的 电子 、电器 设备 在工作 时 向空间辐 射 了大量
不 同波长 和频 率 的电磁波 ,导致 新 的环 境污染 和 电磁 波 干扰 。为避免 电磁波 辐射造 成 的干扰 与泄
漏 ,常采用 导 电材料 屏蔽 电子 电气 设备 产生 的 电
磁波 ,如 金 属 或 导 电 塑料 壳 体 。但 壳 体 的接 缝
到 1 ~1 n・m,才 能 获 得导 电性 … 。各 种 0 0“ c
分数 07 % , 自制 ;炭黑 :V c一 2 .0 x 7 ,卡博 特
( 中国 )投资 有 限公 司 ;气 相法 白炭黑 :M5 ,卡 博 特蓝 星化 工 ( 西 ) 有 限 公 司 ;六 甲基 二 硅 江
氮 烷 :9 % ,浙 江 新 安 化 工 集 团 公 司 ;铂 催 化 9
l 实 验
1 1 主要 原料及 仪器 .
一
处 、粘接点 、小 洞等 不连接 的部位 使屏 蔽效果 降 低 ;因此这 些部位 必须使 用具 有一定 弹性 的导 电
橡胶 制件 ,而具有 较好 机械性 能 和耐候性 能 的导 电硅橡 胶便 是理想 的选择 。
,
二 乙 烯 基 聚 二 甲基 硅 氧 烷 :黏 度
中图 分 类 号 :T 3 39 Q 3.3
文献 标 识 码 :A
文 章 编 号 :10 4 6 (0 1 l一 0 9— 5 0 9— 39 2 1 )0 00 0
近 年来 ,随着科 学技 术 的高速发展 ,各 种高
基 胶 、乙炔炭 黑为导 电填料 ,采 用铂金 催化体 系 制 备导 电液体硅 橡胶 。研究 了导 电填料 用量 、气 相 法 白炭 黑 用量 对 硅橡 胶 导 电性 能 、机 械 性 能 、 稳定 性 能的影 响。
加成型液体硅橡胶交联剂的研究_顾卓江(1)
加成型液体硅橡胶交联剂的研究顾卓江,宋新锋,陈丽云(浙江新安化工集团股份有限公司,建德311600)摘要:变换合成工艺和配方,制得不同结构、不同分子量和不同氢含量的含氢硅油;以它作为交联剂,研究了交联剂对加成型液体硅橡胶机械性能的影响规律。
应用高分子链中Si-H的分布密度较低的含氢硅油作交联剂,可以改善硫化胶的拉伸强度,尤其可以明显提高硫化胶的撕裂强度;以氢含量相对较低的含氢硅油作交联剂,可以提高硫化硅橡胶的伸长率。
关键词:加成型硅橡胶;交联剂;含氢硅油;机械性能doi:10.3969/j.issn.1007-2217.2010.03.007加成型液体硅橡胶是近年来发展较快的一类有机硅产品。
加成型液体硅橡胶在硫化前是可流动的液体,便于采用反应注射成型工艺加工形状复杂的制品,特别适合于形状复杂制品的大批量高效率生产[1、2]。
加成型液体硅橡胶的基础聚合物是含乙烯基的有机聚硅氧烷,以含有多个硅氢键的低聚硅氧烷作交联剂,在铂催化剂的作用下,进行Si-H/Si-Vi加成反应,可交联成弹性体。
反应式示意如下:≡Si-CH=CH2+H-Si≡Pt≡Si-CH2CH2-Si≡加成型液体硅橡胶通常由基础聚合物、补强填料、交联剂、催化剂和辅助助剂等组成。
各个组份对硅橡胶的性能都有较大的影响。
本文着重讨论交联剂含氢硅油的高分子结构和分子量、Si-H/Si-Vi配比等因素对加成型液体硅橡胶机械性能的影响。
1实验1.1主要原料及设备1.1.1主要原料DMC,浙江新安化工集团股份有限公司;乙烯基双封头(四甲基二乙烯基二硅氧烷),浙江三门有机硅材料厂;四甲基氢氧化铵,北京朝福化工实验厂;交联剂含氢硅油,自制;氯铂酸,沈阳矿业研究院;白炭黑,国产;硅氮烷,浙江新安化工集团股份有限公司;浓硫酸,上海试剂总厂。
1.1.2主要设备NDJ-4旋转粘度计,上海精密科学仪器有限公司天平仪器厂;NH-2真空捏合机,新联塑料化工机械厂;S65三辊研磨机,如皋机械厂;XL-250A拉力试验机,广州试验仪器厂;LX-A橡胶硬度计,上海六菱仪器厂;HD-10厚度计,上海化工机械四厂。
硅橡胶介绍
硅橡胶介绍硅橡胶是一种直链状的高分子量的聚硅氧烷,分子量一般在15万以上,它的结构形式与硅油类似。
根据硅原子上所链接的有机基团不同,硅橡胶有二甲基硅橡胶、甲基乙烯基硅橡胶、甲基苯基硅橡胶、氟硅橡胶、腈硅橡胶、乙基硅橡胶乙基苯撑硅橡胶等许多品种。
按照其硫化方法不同,硅橡胶可分为高温硫化(热硫化)硅橡胶和室温硫化(包括低温硫化)硅橡胶两大类。
无论哪一种类型的硅橡胶,硫化时都不发生放热现象。
高温硫化硅橡胶是高分子量的聚硅氧烷(分子量一般为40~80万),室温硫化硅橡胶一般分子量较低(3~6万),在分子链的两端(有时中间也有)各带有一个或两个官能团,在一定条件下(空气中的水分或适当的催化剂),这些官能团可发生反应,从而形成高分子量的交联结构。
室温硫化硅橡胶按其硫化机理可分为缩合型和加成型;按其包装方式可分为双组分和单组分两种类型。
构成硅橡胶主链的硅氧键的性质决定了硅橡胶具有天然橡胶及其他橡胶所不具备的优点,它具有最广的工作温度范围(-100度~3 50度),耐高低温性能优异,此外,还具有优良的热稳定性、电绝缘性、耐候性、耐臭氧性、透气性、很高的透明度、撕裂强度,优良的散热性以及优异的粘接性、流动性和脱模性,一些特殊的硅橡胶还具有优异的耐油、耐溶剂、耐辐射及在超高低温下使用等特性。
在使用温度范围内,硅橡胶不仅能保持一定的柔软性、回弹性和表面硬度,机械性能也无明显变化,而且能抵抗长时间的热老化。
由于硅橡胶特殊的性能,可用于模压高电压缘子和其他电子元件,使胶具有极好的耐漏电起痕性、优良的脱模性;用于生产电视机、计算机、复印机等,具有良好的散热和绝缘性能。
它还用作要求耐候性和耐久性的成型垫片、电子零件的封装材料、汽车电气零件的保护材料。
硅橡胶可用于房屋的建筑与修复,高速公路接缝密封及水库、桥梁的嵌缝密封。
硅橡胶也可用于附着力强、抗风化、耐碱、耐水涂料。
由于硅橡胶耐高温,在汽车的零件制作方面用量很大。
此外,还有特殊用途的硅橡胶,如导电硅橡胶、医用硅橡胶、泡沫硅橡胶、制模硅橡胶、热收缩硅橡胶等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
加成型硅橡胶介绍
1 加成型硅橡胶介绍
双组分加成型室温硫化硅橡胶有弹性硅凝胶和硅橡胶之分,前者强度较低,
后者强度较高。它们的硫化机理是 基于有机硅生胶端基上的乙烯基(或丙烯基)
和交链剂分子上的硅氢基发生加成反应(氢硅化反应)来完成的。
在该反应中,含氢化物官能的聚硅氧烷用作交链剂(硫化剂)氯铂酸或其它
的可溶性的铂化合物用作催化剂。
硫化反应是在窒温下进行的。不放出副产物。由于在交链过程中不放出低分
子物,因此加成型室温硫化硅橡胶在硫 化过程中不产生收缩。这一类硫化胶无毒、
机械强度高、具有卓越的抗水解稳定性(即使在高压蒸汽下)、良好的 低压缩形
变、低燃烧性、可深度硫化、以及硫化速度可以用温度来控制等优点,因此是目
前国内外大力发展的一类 硅橡胶。
加成室温硫化硅橡胶的包装方式一般是分M、N两种组分进行包装:将催化
剂和含乙烯基有能团的有机硅聚合物 作为一种组分;含氢的聚硅氧烷交链剂作另
一种组分。
高强度的加成型室温硫化硅橡胶由于线收缩率低、硫化时不放出低分子,因
此是制模的优良材料。在机械工业 上已广泛用来制模以铸造环氧树脂、聚酯树脂、
聚氨酯、聚苯乙烯、乙烯基塑料、石蜡、低熔点合金、混凝上等。
利用加成型窒温硫化硅橡胶的高仿真性、无腐蚀、成型工艺简单、易脱模等
特点,适用于文物复制和美术工艺品的复制。
2 关于双组份硅橡胶
1、双组份硅橡胶可以用作“服装、鞋、帽上使用的标牌胶”吗?
2、这种双组份硅橡胶哪里可以买到?价格大概是多少?
加成型双组分硅橡胶可以用做各类服装标牌,业内人士一般称之为标牌胶或
商标胶。其机械强度要求如下:
拉伸强度:≥5Mpa;撕裂强度≥14kN/M;伸长率≥200%;硬度 40±2(以上
为日本产硅橡胶性能)。
此类硅橡胶的成本比模具胶和高温胶都要高,市场价格也较高。但其不同的
硫化机理、快速成型过程、优良的加工性能及制品较高的精度是其他各类硅橡胶
不能比拟的。
新安化工研制开发的加成型硅橡胶的性能在目前见报道的产品中属先进水
平,性能优于国外目前报道的水平。并且开发出系列型号产品,针对不同用途不
同性能的硅橡胶。
以下为新安化工商标胶的性能:
拉伸强度:≥6Mpa;撕裂强度≥15kN/M;伸长率≥400%;硬度 40±2。
作为双组分胶,还需要了解粘度、比重、操作时间和固化速度等.
双组分加成型液体硅橡胶的制备工艺不同,使用比例不同,对操作和制品都
有影 响。新安化工的双 组分硅橡胶的使用比例为1:1,即M、N组分使用
时等重量比例进料混合使用。
以下为新安化工加成型液体硅橡胶的操作性能指标:
胶料的粘度在5万mPa.s左右;比重1.1~1.2;可操作时间可根据用户的需
要进行调整,一般在1小时到24小时之间;硫化时间在10min以下(80℃硫化),
也可以根据使用需求改变硫化温度来调整硫化时间。