表面粗糙度的概念及计算方法

表面粗糙度的概念及计算方法
论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,粗加工后的表面用肉眼就能看到,精加工后的表面用放大镜或显微镜仍能观察到。这就是零件加工后的表面粗糙度。过去称为表面光洁度。
国家规定表面粗糙度的参数由高度参数、间距参数和综合参数组成。高度参数共有三个:
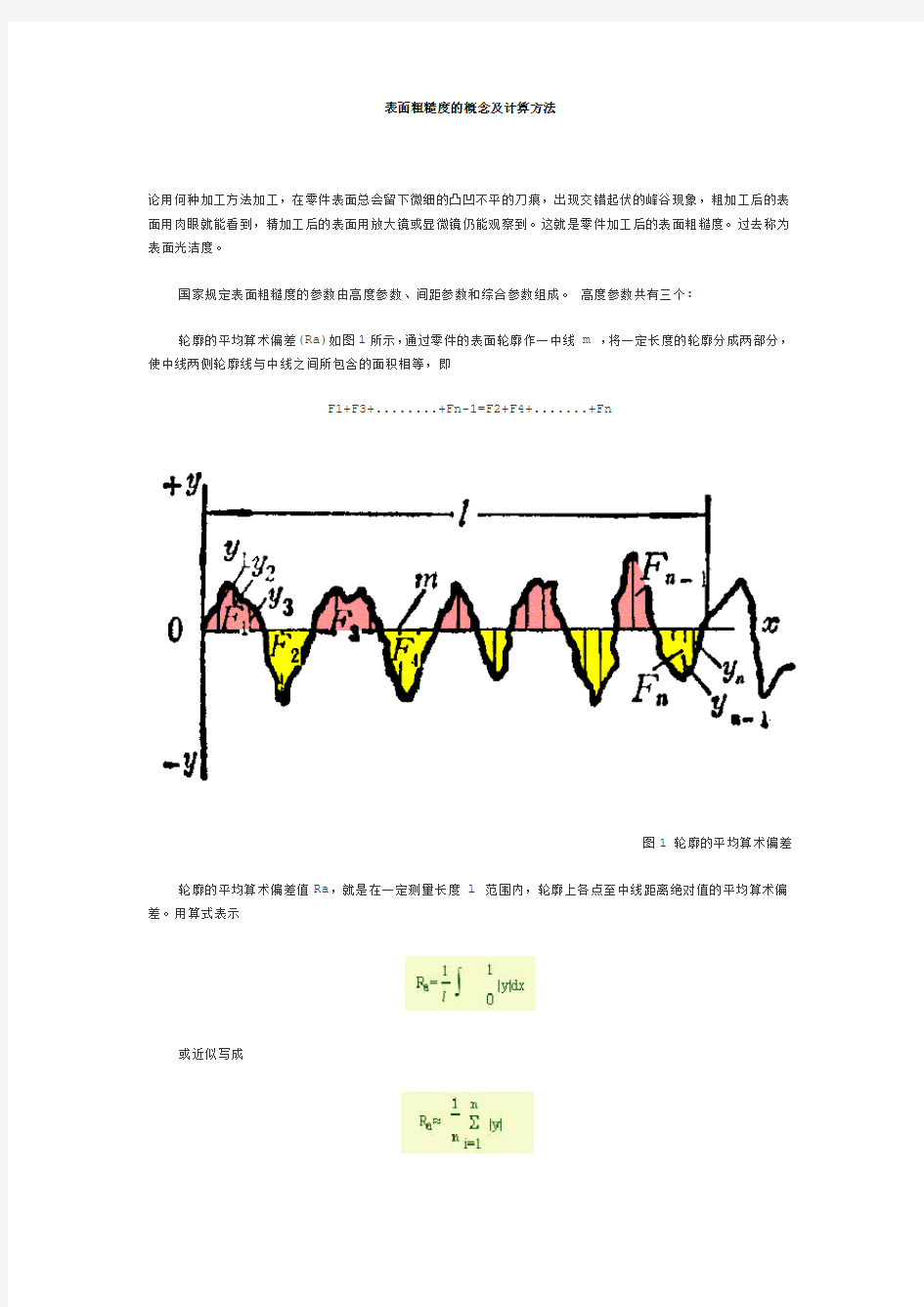
轮廓的平均算术偏差(Ra)如图1所示,通过零件的表面轮廓作一中线 m ,将一定长度的轮廓分成两部分,使中线两侧轮廓线与中线之间所包含的面积相等,即
F1+F3+........+Fn-1=F2+F4+.......+Fn
图1 轮廓的平均算术偏差
轮廓的平均算术偏差值Ra,就是在一定测量长度 l 范围内,轮廓上各点至中线距离绝对值的平均算术偏差。用算式表示
或近似写成
不平度平均高度(Rz)就是在基本测量长度范围内,从平行于中线的任意线起,自被测轮廓上五个最高点至五个最低点的平均距离(图2),即
图2 不平度平均高度
轮廓最大高度Ry,就是在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离。
间距参数共有两个:
轮廓单峰平均间距S,就是在取样长度内,轮廓单峰间距的平均值。而轮廓单峰间距,就是两相邻轮廓单峰的最高点在中线上的投影长度Si。
轮廓微观不平度的平均间距Sm。含有一个轮廓峰和相邻轮廓谷的一段中线长度Smi,称轮廓微观不平间距。
综合参数只有一个,就是轮廓支承长度率tp。它是轮廓支承长度np与取样长度l之比。
在原有的国家标准中,表面光洁度分为14级,其代号为1、 2........;14。后的数字越大,表面光洁度就越高,即表面粗糙度数值越小。
在车间生产中,常根据表面粗糙度样板和加工出来的零件表面进行比较,用肉眼或手指的感觉,来判断零件表面粗糙度的等级。此外,还有很多测量光洁度的仪器。
表面粗糙度对零件使用情况有很大影响。一般说来,表面粗糙度数值小,会提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用会增加。因此,要正确、合理地选用表面粗糙度数值。
在设计零件时,表面粗糙度数值的选择,是根据零件在机器中的作用决定的。总的原则是:在保证满足技术要求的前提下,选用较大的表面粗糙度数值。具体选择时,可以参考下述原则:
(1)工作表面比非工作表面的粗糙度数值小。
(2)摩擦表面比不摩擦表面的粗糙度数值小。摩擦表面的摩擦速度愈高,所受的单位压力愈大,则应愈高;滚动磨擦表面比滑动磨擦表面要求粗糙度数值小。
(3)对间隙配合,配合间隙愈小,粗糙度数值应愈小;对过盈配合,为保证连接强度的牢固可靠,载荷愈大,要求粗糙度数值愈小。一般情况间隙配合比过盈酝合粗糙度数值要小。
(4)配合表面的粗糙度应与其尺寸精度要求相当。配合性质相同时,零件尺寸愈小,则应粗糙度数值愈小;同一精度等级,小尺寸比大尺寸要粗糙度数值小,轴比孔要粗糙度数值小(特别是IT8~IT5的精度)。
(5)受周期性载荷的表面及可能会发生应力集中的内圆角、凹稽处粗糙度数值应较小。
表面粗糙度及其标注方法
表面粗糙度及其标注方法 零件图除了图形、尺寸这外,还必须有制造零件应达到的一些质量要求,一般称为技术要求。技术要求的内容通常有:表面粗糙度、尺寸公差、形状和位置公差、材料及其热处理、表面处理等。下面先介绍表面粗糙度及其注法。 一、表面粗糙度的概念 无论采用哪种加工方法所获得的零件表面,都不是绝对平整和光滑的,放在显微镜(或放大镜)下观察,都不得可以看到微观的峰谷不平痕迹,如图1所示。表面上这种微观不平滑情况,一般是受刀具与零件间的运动、摩擦,机床的振动及零件的塑性变形等各种因素的影响而形成的。表面上所具有的这种较小间距和峰谷所组成的微观几何形状特征,称为表面粗糙度。 图1 表面粗糙度概念 表面粗糙度是评定零件表面质量的一项技术指标,它对零件的配合性质、耐磨性、抗腐象征性、接触刚度、抗疲劳强度、密封性质和外观等都不得有影响。因此,图样上要根据零件的功能要求,对零件的表面粗糙度做出相应的规定。评定表面粗糙度的主要参数是轮廓算术平均偏差Ra,它是指在取样长度L范围内,补测轮廓线上各点至基准线的距离yi(如图2)的算术平均值,它是指在取样长度L范围内,被测轮廓线上各点至基准线的距离yi (如图12)的算术平均值,可用下表示:-----------或近似表示为:----------- 轮廓算术平均偏差可用电动轮廓仪测量,运算过程由仪器自动完成。根据GB/T1031—1995F规定(另外还有GB/T3525——2000以可同时查阅),Ra数值愈小,零件表面愈趋平整光滑;Ra的数值,零件表面愈粗糙。 图2 轮廓算术平均编差
图3 轮廓算术平均编差值 二、表面粗糙度的选用 表面粗糙度参数值的选用,应该既要满足零件表面的功能要求,又要考虑经济合理性。具体选用时,可参照已有的类似零件图,用类比法确定。在满足零件功能要求前提下,应尽量选用较大的表面粗糙度参数值,以降低加工成本。一般地说,零件的工作表面、配合表面、密封表面、运动速度高和单位压力大的摩擦表面等,对表面平整光滑程度要求高,参数值应取小些。非工作表面、非配合表面、尺寸精度低的表面,参数值应参数Ra值与加工方法的关系及其应用实例,可供选用时参考。 图4 表面粗糙度获得方法 三、表面粗糙度的注法(GB—T131——1993) (一)表面粗糙度代(符)号 表面粗糙度代号由表面粗糙度符号和在其周围标注的表面粗糙度数值及有关规定符号所组成。 (1)表面粗糙度符号及其画法,如图5所示。表面粗糙度符号的尺寸大小,按图6规定对应选取。
表面粗糙度参数的定义
所有参数的定义依据ISO 4287—1997标准. 其中蓝色部分为最常用的参数。 Ra----轮廓的算术平均偏差(在取样长度内,被测实际轮廓上各点至轮廓中线距离绝对 值的平均值) Rz----粗糙度最大峰-谷高度(在轮廓取样长度内的最大峰-谷高度) Rz(JIS)--微观不平度十点平均高度(该参数也成为ISO试点高度参数,在取样长度内, 五个最大的轮廓峰和五个最大轮廓谷之间的平均高度差) Rv----最大的谷值(在取样长度内,从轮廓中线到最低的谷值) Rt----轮廓最大的高度(在取样长度内,轮廓最大的峰到最大的谷值之和,即 Rt=Rp+Rv) R3y—粗糙度峰-谷高度(R3y是靠计算在每一个取样长度中,三个最高的峰与三个最深 的谷之间的最小距离值:然后R3y是在取样长度内,找出这些值的最大制。建议至少用五个取样长度来评定) R3z—平均峰-谷高度(R3z是在整个评价长度上,在每一个取样长度上的三个最高的峰 和三个最深的谷之间的垂直距离的平均值) Rp----最大的峰值(在取样长度内,在平均线以上的轮廓的最大高度) Rc—轮廓要素的粗糙度平均高度(在取样长度内,轮廓要素的高度的平均值) Rda—粗糙度算术平均倾斜Slop(在取样长度内,轮廓变化速率的绝对值的算术平均) Rdq—粗糙度均方根倾斜 Rku—粗糙度峰度—概率密度函数 Rlo—粗糙度被测的轮廓长度(在评价长度内,轮廓表面的被测长度,是测针在测量期间,划过表面峰谷的总长度) Rmr—粗糙度材料比曲线 Rpc—粗糙度峰计数 Rsm—粗糙度轮廓要素的平均宽度(在取样长度内,轮廓要素之间在平均线的平均间距) Rvo—粗糙度测定体积的油保持力 Rs—粗糙度局部峰的平均间距 Rq—均方根粗糙度 RHSC—粗糙度高点计数 编辑本段粗糙度仪的技术标准和检定规程 标准: 国家标准:JJF 1105-2003触针式表面粗糙度测量仪校准规范 美国标准: ASTM-D4414/B 检定规程: JJG-2018-89表面粗糙度仪检定规程
表面粗糙度定义与检测
第五章表面粗糙度及其检测 学时:4 课次:2 目的要求: 1.了解表面粗糙度的实质及对零件使用性能的影响。 2.掌握表面粗糙度的评定参数(重点是轮廓的幅度参数)的含义及应用场合。 3.掌握表面粗糙度的标注方法。 4.初步掌握表面粗糙度的选用方法。 5.了解表面粗糙度的测量方法的原理。 重点内容: 1.表面粗糙度的定义及对零件使用性能的影响。 2.表面粗糙度的评定参数(重点是轮廓的幅度参数)的含义及应用场合。 3.表面粗糙度的标注方法。 4.表面粗糙度的选用方法。 5.表面粗糙度的测量方法 难点内容: 表面粗糙度的选用方法。 教学方法:讲+实验 教学内容:(祥见教案) 一、基本概念 1.零件表面的几何形状误差分为三类: (1)表面粗糙度:零件表面峰谷波距<1mm。属微观误差。 (2)表面波纹度:零件表面峰谷波距在1~10mm。 (3)形状公差:零件表面峰谷波距>10mm。属宏观误差。 图5-1 零件的截面轮廓形状 2.表面粗糙度对零件质量的影响: (1)影响零件的耐磨性、强度和抗腐蚀性等。 (2)影响零件的配合稳定性。 (3)影响零件的接触刚度、密封性、产品外观及表面反射能力等。 二.表面粗糙度的基本术语
1、取样长度lr : 取样长度是在测量表面粗糙度时所取的一段与轮廓总的走向一致的长度。 规定:取样长度范围内至少包含五个以上的轮廓峰和谷如图5-2所示。 图5-2 取样长度、评定长度和轮廓中线 1.评定长度ln : 评定长度是指评定表面粗糙度所需的一段长度。 规定:国家标准推荐ln = 5lr ,对均匀性好的表面,可选ln > 5lr, 对均匀性较差的表面,可选ln < 5lr 。 2.中线: 中线是指用以评定表面粗糙度参数的一条基准线。有以列两种: (1)轮廓的最小二乘中线 在取样长度内,使轮廓线上各点的纵坐标值Z (x )的平方和 为最小,如图5-2 a 所示。 (2)轮廓的算术平均中线 在取样长度内,将实际轮廓划分为上下两部分,且使上下面 积相等的直线。如图5-2 b 所示。 三.表面粗糙度的评定参数 国家标准GB/T3505—2000规定的评定表面粗糙度的参数有:幅度参数2个,间距参数1个,曲线和相关参数1个,其中幅度参数是主要的。 1、轮廓的幅度参数 (1) 轮廓的算术平均偏差Ra 在一个取样长度内,纵坐标Z (x )绝对值的算术平均值,如图5-3a 所示。 Ra 的数学表达式为: Ra = lr 1 lr x Z 0)(dx 测得的Ra 值越大,则表面越粗糙。一般用电动轮廓仪进行测量。
表面粗糙度的概念和表面粗糙度符号
表面粗糙度的概念和表面粗糙度符号 已有 2082 次阅读2008-10-24 10:43 1.表面粗糙度的基本概念 经过机械加工的零件表面,总会出现一些宏观和微观上几何形状误差,零件表面上的微观几何形状误差,是由零件表面上一系列微小间距的峰谷所形成的,这些微小峰谷高低起伏的程度就叫零件的表面粗糙度。 表面粗糙度是衡量零件表面加工精度的一项重要指标,零件表面粗糙度的高低将影响到两配合零件有接触表面的摩擦、运动面的磨损、贴合面的密封、配面的工作精度、旋转件的疲劳强度、零件的美观等等,甚至对零件表面的抗腐蚀性都有影响。 在工程中,评定表面粗糙度的高度参数,有轮廓算术平均偏差(R),微观不平度十轮廓算术平均偏差的 图1轮廓算术平均偏差 定义是:在取样长度L(用上判别具有表面粗糙度特征的一段基准线长度)内,轮廓偏距绝对值的算术平均值即为Ra,如图1所示。在图中,x轴为基准线,轮廓线上的各点到基准线之间的偏距为Y1,Y2,…Yp…Yn,Rs只为轮廓算术平均偏差值,则其数学表达式为 式中 n 测点数;Yi 峰谷任一测点到基准的偏距。 Rs的值越大,表面就越粗糙。 轮廓算术平均偏差Rs的数值见表1设计时应优先选用表中的第一系列值。
在图纸上规定表面粗糙度要求时,还必须给出测定粗糙度的取样长度,必要时还可以叙定其它附加条件和要求。但是,若测量R时的取样长度按表2的对应值选取时。在图样上L值可省略不标。 2.表面粗糙度的符号、代号 在图件上对零件表问质量的要求,用表面粗糙度符号、代号表示。国家标准(GB131-93)规定了表面粗糙度的符号、代号及其注法。同时指出,图样上所标注的粗糙度符号、代号是指该表面加工后的要求。 (l)表面粗糙度的符号。 图样上表示表面粗糙度的符号,如表3所示。
表面粗糙度符号及意义 (1)
表面粗糙度符号及意义表面粗糙度高度参数的标注 符号意义及说明 R a R z、R y 代号意义 代号 意义 基本符号,表示表面可用任何方法获得。当不加注粗糙度参数值或有关说明(例如:表面处理、局部热处理状况等)时,仅适用于简化代号标注 用任何方法 获得的表面粗 糙度,R a的上限 值为3.2μm 用任何方法获 得的表面粗糙 度,R y的上限值 为3.2μm 用去除材料 方法获得的表 面粗糙度,R a 的上限值为3.2 μm 用不去除材料 方法获得的表面 粗糙度,R z的上 限值为200μm 基本符号加一 短划,表示表面是用去除材料的方法获得。例如:车、铣、钻、磨、剪、切、抛光、腐蚀、电火花加工、气剖等 用不去除材 料方法获得的 表面粗糙度,R a 的上限值为3.2 μm 用去除材料方 法获得的表面粗 糙度,R z的上限 值为3.2μm,下 限值为1.6μm 基本符号加一 小圆,表示表面是用不去除材料的方法获得。例如:铸、锻、冲压变形、热轧、冷轧、粉末冶金等。或者是用于保持原供应状况的表面(包括保持上道工序的状况) 用去除材料 方法获得的表 面粗糖度,R a 的上限值为3.2 μm,R a的下限 值为1.6μm 用去除材料方 法获得的表面粗 糙度,R a的上限 值为3.2μm,R y 的上限值为12.5 μm 用任何方法 获得的表面粗 糙度,R a的最大 值为3.2μm 用任何方法获 得的表面粗糙 度,R y的最大值 为3.2μm 在上述三个符 号的长边上均可加一横线,用于标注有关参数和说明 用去除材料 方法获得的表 面粗糙度,R a 的最大值为3.2 μm 用不去除材料 方法获得的表面 粗糙度,R y的最 大值为200μm
表面粗糙度符号及数值说明[1]
表面粗糙度符号及其标注说明 粗糙度是衡量零件表面粗糙程度的参数,它反映的是零件表面微观的几何形状误差,必须借助放大镜等进行测量。它是由于零件加工过程中刀具与加工表面之间的摩擦、挤压以及加工时的高频振动等方面的原因造成的。表面粗糙度对零件的工作精度、耐磨性、密封性、耐蚀性以及零件之间的配合都有着直接的影响。 粗糙度的评定常用轮廓算术平均偏差Ra、轮廓最大高度Ry、微观不平度十点高度Rz三个参数表示。数值越小,零件的表面越光滑,数值越大零件的表面越粗糙。 1、轮廓算术平均偏差Ra 取样长度:取样长度是指具有粗糙度几何特征的一段长度,在取样长度内应该具有几个波峰和波谷。测量时可选5倍的取样长度作为测量长度进行测量。 Ra是指在取样长度内,轮廓偏距绝对值的算术平均值,可以表示为:
关于表面粗糙度的数值和表面特征、获得方法、应用举例请参见下表。 从上图中也可以看出,粗糙度参数的数值.基本上成倍数的关系。标注时应当选用这些数值,不能选用其他的数值。 2、轮廓最大高度Ry 3、轮廓不平度十点高度Rz
标注 2.1代号及意义 粗糙度代号可以分为:符号,粗糙度项目及数值。 常用标注参数是Ra, 标注Ra时Ra可以省略,标注Rz和Ry时,在粗糙度数值前加对应的符号Rz和Ry。 2.2 标注原则 1)、在同一图样上每一表面只注一次粗糙度代号,且应注在可见轮廓线、尺寸界线、引出线或它们的延长线上,并尽可能靠近有关尺寸线。 2)、当零件的大部分表面具有相同的粗糙度要求时,对其中使用最多的一种,代(符)号,可统一注在图纸的右上角。并加注“其余”二字。 3)、在不同方向的表面上标注时,代号中的数字及符号的方向必须下图的规
车削表面粗糙度的计算
车削表面粗糙度的计算 说说表面粗糙度的计算,以及"镜面效果"- 表面粗糙度现在越来越受到各行业的重视,论坛里也经常问及如何提高表面粗糙度的帖子.今天讲一下关于车削的表面粗糙度.图片上面有车削表面粗糙度的计算方式,只需要将切削参数代入即可计算出可能最高的"表面粗糙度"(以下发言全部以粗糙度低为细,粗糙度高为粗) 车削表面粗糙度=每转进给的平方*1000/刀尖R乘8 以上计算方式是理论上的可能达到最坏的的效果,实际上因刀具品质、机床刚性精度、切削液、切削温度、切削速度、材料硬度等等原因,会将粗糙度提高或者降低的,如果你用上面的计算方式计算出来的粗糙度都不能满足想达到的效果,请先更改切削参数。但进给一般和切深有着密切的关系,一般进给是切深的10%~20%之间,排削的效果是最好的切削深度,因为屑的宽度和厚度最合比例 以上公式的各个参数我下面详细一项项解释一下对粗糙度的影响,如有不正请指点: 1:进给——进给越大粗糙度越大,进给越大加工效率越高,刀具磨损越小,所以进给一般最后定,按照需要的粗糙度最后定出进给
2:刀尖R——刀尖R越大,粗糙度越降低,但切削力会不断增大,对机床的刚性要求更高,对材料自身的刚性也要求越高。建议一般切削钢件6150以下的车床不要使用R0.8以上的刀尖,而硬铝合金不要用R0.4以上的刀尖,否则车出的的真圆度、直线度等等形位公差都没办法保证了,就算能降低粗糙度也是枉然! 3:切削时要计算设备功率,至于如何计算切削时所需要的功率(以电机KW的80%作为极限),下一帖再说。要注意的时,现在大部分的数控车床都是使用变频电机的,变频电机的特点是转速越高扭力越大,转速越低扭力越小,所以计算功率是请把变频电机的KW除2比较保险。而转速的高低又与切削时的线速度有密切关系,而传统的普车是用恒定转速/扭力的电机依靠机械变速来达到改变转速的效果,所以任何时候都是“100%最大扭力输出”,这点比变频电机好。但当然如果你的主轴是由昂贵的恒定扭力伺服电机驱动,那是最完美的选择上面说得有点乱了,现在先举个例计算一下表面粗糙度:车削45号钢,切削速度150米,切深3mm,进给0.15,R尖R0.4,这是我很常用的中轻切削参数,基本上不是光洁度要求非常之高的工件一刀不分粗精切削直接车出表面,计算表面粗糙度等于0.15*0.15/0.4/8*1000=粗糙度7.0(单位微米)。 如果有要求光洁度要到0.8的话,切削参数变化如下:刀具不变依旧上面0.4的刀片,切削参数进给0.05,切深要视乎刀具的断削槽而定,
表面粗糙度测量系统
. 精密仪器专业课程设计说明书 姓名: 学号:U200910840 班级:测控0903班 指导老师: 2013年3月22日
目录 一、需求分析 (2) 1、设计题目 (2) 2、粗糙度定义 (2) 3、系统性能要求 (2) 二、设计方案及原理 (4) 1、系统原理 (4) 2、系统分析 (5) 3、系统说明 (5) 三、传感器选型 (6) 四、系统工作台设计 (7) 1、导轨及支承结构选型 (7) 2、传动机构选型 (9) 3、电机选型 (11) 4、光栅尺选型 (13) 5、限位开关选型 (14) 6、工作台精度分析 (15)
五、信号处理电路设计 (17) 1、正弦波发生 器 (17) 2、信号跟随及反相电 路 (19) 3、比较器电路 (19) 4、信号输入及带通滤波电路 (20) 5、相敏检波电路 (21) 6、低通滤波电路 (22) 7、工频陷波电路 (22) 六、设计不足及可扩展之处 (24) 七、总结 (26) 附录参考文献 (27) 一、需求分析 1、设计题目 二维表面粗糙度自动测量系统 2、粗糙度定义
表面粗糙度是指加工表面上具有的较小间距和峰谷所组成的微观几何形状特性,一般是由所采用的加工方法或其它外部因素造成,它是评定机械零件表面质量的重要指标之一。根据定义,非切削加方法所获得的表面微观几何形状特性属于表面粗糙度的范畴,但是,零件表面的物理特性(如表面应力、硬度、光亮程度、颜色及斑纹等)和表面缺陷(如硬伤、划伤、裂纹、毛刺、砂眼及鼓包等)则不属于表面粗糙度的范畴。零件表面粗糙度的形成,首先要受加工方法的影响。这是因为零件表面的粗糙度,主要来自金属被加工时切削工具的切削刀刃在其上留下的切削痕迹。不同的加工方法、机床的精度、振动及调整状况、工件的装夹、塑性变形和刀具与工件之间的摩擦、操作技术以及加工环境的温度、振动等主要因素,都会不同程度地直接影响零件加工表面的粗糙度。 综上所述,切削加工方法不同,所得的零件加工表面粗糙度也不同。由于表面粗糙度是在切削加工过程中上述诸种因素共同作用的结果,而且这些因素的作用过程是极其复杂和不断变化的,因此,即使采用一种加工方法,在同样的切削条件下,加工出同一批零件,甚至同一零件的同一表面上的不同部位,所得的表面粗糙度也不尽相同。 3、系统性能要求 1>工作台运行范围25mm; 2>运行速度:最大达1mm/s; 3>工作台定位分辨率<0.002mm; 4>垂直分辨率:+-0.01um;
粗糙度参数解说(doc)
参数解说 介绍 参数概述 表面纹理可由与一定的纹理特性相关的参数来量化。这些参数可按测量的特点类型,被分成几组类型。 它们是: Amplitude(幅值) Spacing(间距) Hybrid(混合) R&W(R+W) Aspheric(非球面) 曲线及相关参数 Rk 参数 影响表面粗糙度的数字评估是三个特性长度。 它们是: 取样长度,也被称为Cut-Off Length 评价长度,也被称为Assessment Length或Data Length 横向移动长度 另外,屏幕上的帮助工具,以一个容易阅读的Exploring Surface Texture(表面形貌浏览)文本描述,其主题详细包括了什么是表面形貌及为什么必需测量它。该文本包括用Form Talysurf仪器提供通常的表面形貌背景信息和测量仪器的特殊测针类型。它也给出了参数的有用信息:它们的来历和使用。对进一步更深的表面评论及其测量,可从Taylor Hobson的手册Precision 2中得到。 幅值参数 这些是测量在轮廓(Z轴)的垂直位移。 这类参数包括:
未滤波参数滤波的粗糙度参数滤波的波纹度参数 间距参数 这些参数是沿表面(X轴)对不规则间距的测量,而与不规则的幅值无关。 这类参数包括 未滤波参数滤波的粗糙度参数滤波的波纹度参数 混合参数 指与表面不规则的幅值参数和间距参数都有关的参数(Z轴和X轴),或者规定了一个量,如面积或体积,被称作Hybrid(混合)参数。 这类参数包括: 未滤波参数滤波的粗糙度参数滤波的波纹度参数 曲线及相关参数
这些参数是沿表面(X轴)对不规则间距的测量,而与不规则的幅值无关。这类参数包括: 原始轮廓 轮廓高度幅值曲线 Pc Pmr Pmr(c) 滤波的粗糙度 轮廓高度幅值曲线 Rc Rmr Rmr(c) 滤波的波纹度 轮廓高度幅值曲线 Wc Wmr Wmr(c) R加W 参数 这些参数与R和W参数相关,被定义在标准BS ISO 12085:1996里面。 这些分析包括: Pt R AR Rx SR SAR SW SAW Wte W AW Wx 非球面分析参数 这些参数与非球面形状的特殊分析有关。 这些分析包括: Fig Ra Rt Smx Smn Tilt Xp
车削粗糙度计算公式
车削粗糙度计算公式 表面粗糙度现在越来越受到各行业的重视,论坛里也经常问及如何提高表面粗糙度的帖子.今天讲一下关于车削的表面粗糙度.图片上面有车削表面粗糙度的计算方式,只需要将切削参数代入即可计算出可能最高的"表面粗糙度"(以下发言全部以粗糙度低为细,粗糙度高为粗) 车削表面粗糙度=每转进给的平方*1000/刀尖R乘8(每转进给的平方/刀尖半径X125) 以上计算方式是理论上的可能达到最坏的的效果,实际上因刀具品质、机床刚性精度、切削液、切削温度、切削速度、材料硬度等等原因,会将粗糙度提高或者降低的,如果你用上面的计算方式计算出来的粗糙度都不能满足想达到的效果,请先更改切削参数。但进给一般和切深有着密切的关系,一般进给是切深的10%~20%之间,排削的效果是最好的切削深度,因为屑的宽度和厚度最合比例 以上公式的各个参数我下面详细一项项解释一下对粗糙度的影响,如有不正请指点: 1:进给——进给越大粗糙度越大,进给越大加工效率越高,刀具磨损越小,所以进给一般最后定,按照需要的粗糙度最后定出进给
2:刀尖R——刀尖R越大,粗糙度越降低,但切削力会不断增大,对机床的刚性要求更高,对材料自身的刚性也要求越高。建议一般切削钢件6150以下的车床不要使用R0.8以上的刀尖,而硬铝合金不要用R0.4以上的刀尖,否则车出的的真圆度、直线度等等形位公差都没办法保证了,就算能降低粗糙度也是枉然! 3:切削时要计算设备功率,至于如何计算切削时所需要的功率(以电机KW的80%作为极限),下一帖再说。要注意的时,现在大部分的数控车床都是使用变频电机的,变频电机的特点是转速越高扭力越大,转速越低扭力越小,所以计算功率是请把变频电机的KW除2比较保险。而转速的高低又与切削时的线速度有密切关系,而传统的普车是用恒定转速/扭力的电机依靠机械变速来达到改变转速的效果,所以任何时候都是“100%最大扭力输出”,这点比变频电机好。但当然如果你的主轴是由昂贵的恒定扭力伺服电机驱动,那是最完美的选择 上面说得有点乱了,现在先举个例计算一下表面粗糙度:车削45号钢,切削速度150米,切深3mm,进给0.15,R尖R0.4,这是我很常用的中轻切削参数,基本上不是光洁度要求非常之高的工件一刀不分粗精切削直接车出表面,计算表面粗糙度等于0.15*0.15/0.4/8*1000=粗糙度7.0(单位微米)。 如果有要求光洁度要到0.8的话,切削参数变化如下:刀具不变依旧上面0.4的刀片,切削参数进给0.05,切深要视乎刀具的断削槽而定,通常如果进给
实验三表面粗糙度测量
实验三 表面粗糙度测量 实验3—1 用双管显微镜测量表面粗糙度 一、实验目的 1. 了解用双管显微镜测量表面粗糙度的原理和方法。 2. 加深对粗糙度评定参数轮廓最大高度Rz 的理解。 二、实验内容 用双管显微镜测量表面粗糙度的Rz 值。 三、测量原理及计量器具说明 参看图1,轮廓最大高度Rz 是指在取样长度lr 内,在一个取样长度范围内,最大轮廓峰高Rp 与最大轮廓谷深Rv 之和称之为轮廓最大高度 。 即 Rz = Rp + Rv 图1 图2 双管显微镜能测量80~1μm 的粗糙度,用参数Rz 来评定。 双管显微镜的外形如图2所示。它由底座1、工作台2、观察光管3、投射光管11、支臂7和立柱8等几部分组成。 双管显微镜是利用光切原理来测量表面粗糙度的,如图3所示。被测表面为P 1、P 2阶梯表面,当一平行光束从450方向投射到阶梯表面上时,就被折成S 1和S 2两段。从垂直于 光束的方向上就可在显微镜内看到S 1和S 2两段光带的放大象1 S '和2S '。同样,S 1和S 2之间距离h 也被放大为1S '和2S '之间的距离1h '。通过测量和计算,可求得被测表面的不平度高度 h 。 图4为双管显微镜的光学系统图。由光源1发出的光,经聚光镜2、狭缝3、物镜4以 450方向投射到被测工件表面上。调整仪器使反射光束进入与投射光管垂直的观察光管内,经物镜5成象在目镜分划板上,通过目镜可观察到凹凸不平的光带(图5 b )。光带边缘即工件表面上被照亮了的h 1的放大轮廓象为h 1′,测量亮带边缘的宽度h 1′,可求出被测表面的不平度高度h 1: Z p 2 lr Z v 6 Z v 5 Z p 6 Z p 5 Z p 4 Z p 3 Z v 4 Z v 3 Z p 1 R z 中线 Z v 1 Z v 2
表面粗糙度课件
第五章表面粗糙度 一、重点名词 表面粗糙度 二、重点掌握/熟练掌握 1.掌握表面粗糙度的概念; 2.掌握表面粗糙度的评定参数; 3.掌握表面粗糙度的特征代(符)号及其标注方法。 112题 一、填空题 1.国家标准中规定表面粗糙度的主要评定参数有和两项。Ra Rz 2.表面粗糙度是指。 表述加工表面上具有较小间距和峰谷所组成的微观几何形状特征的术语 3. 测量表面粗糙度时,规定取样长度的目的是为了限制和减弱________对测量结果的影响。表面波度 4. 测量表面粗糙度轮廓时,应把测量限制在一段足够短的长度上,这段长度称为。取样长度 5.评定表面粗糙度高度特性参数包括。轮廓算术平均偏差Ra 和轮廓最大高度Rz。 6. 表面粗糙度的评定参数Ra是 ,Rz是。轮廓算术平均偏差轮廓最大高度 7.表面粗糙度是指 _ _ 所具有的 _和不平度。加工表面较小间距微小峰谷 8.取样长度用_ _表示,评定长度用_ _表示;轮廓中线用_ __表示。L ln m 9.轮廓算术平均偏差用_ 表示;轮廓最大高度用_ 表示。Ra Rz 10.表面粗糙度代号在图样上应标注在__ _、_ _或其延长线上,符号的尖端必须从材料外_ __表面,代号中数字及符号的注写方向必须与_ __一致。可见轮廓线尺寸界线指向尺寸数字方向
11.表面粗糙度的选用,应在满足表面功能要求情况下,尽量选用__ _的表面粗糙度数值。较大 12.同一零件上,工作表面的粗糙度参数值_ _非工作表面的粗糙度参数值。小于 13.微小的峰谷高低程度及其间距状况称为。表面粗糙度 14.一般取评定长度等于。五倍的取样长度 15.在取样长度内,轮廓顶线和轮廓谷底之间的距离,称为。轮廓的最大高度 16.国家标准中规定表面粗糙度的形状参数有一项。轮廓的支承长度率 17.符号是指。用任何方法获得的表面,的上限值为3.2μm 18.符号是指。用不去除材料方法获得的表面,Rz上限值为200μm 19.符号是指。用去除材料方法获得的表面,Ra的上限值为3.2μm,下限值为1.6μm 19.符号是指。用去除材料方法获得的表面,Ra的上限值为3.2μm,Ry下限值为12.5μm
铸件粗糙度及粗糙度计算
铸件表面粗糙度 铸件表面粗糙度是衡量干净、真实的铸件表面质量的重要指标。铸件铸造表面粗糙度是按不同铸造合金及其铸造方法、用其表面轮廓算术平均偏差Ra值(单位为μm)进行分级,分级应符合表1~1的规定。对照GB/——1997《表面粗糙度比较样块—铸造表面》的规定进行比较和评比;其评比方法按GB∕T15056——1994《铸造表面粗糙评定方法》进行。 对于重要铸件,当所有铸造表面的粗糙度要求相同时,可在铸件图样或铸造工艺图样的右上角同意标注粗糙度符号。如果大部分铸造表面度相同时,可将该级粗糙度符号统一标注在图样的右上角,并在符号前加注“其余”两字;余下的部分表面粗糙度,将其符号直接标注在其表面轮廓或尺寸或尺寸延长线上。 铸造表面粗糙度,也可按需方的要求或供需方的协商,将其公称值鉴订在订货合同中。 ※表示可以达到的铸件铸造表面粗糙度。
表1~2粗糙度与光洁度对照(单位:mm)
粗糙度的计算 表面粗糙度现在越来越受到各行业的重视,论坛里也经常问及如何提高表面粗糙度的帖子.今天讲一下关于车削的表面粗糙度.图片上面有车削表面粗糙度的计算方式,只需要将切削参数代入即可计算出可能最高的"表面粗糙度"(以下发言全部以粗糙度低为细,粗糙度高为粗) 车削表面粗糙度=每转进给的平方*1000/(刀尖R乘8) 以上计算方式是理论上的可能达到最坏的的效果,实际上因刀具品质、机床刚性精度、切削液、切削温度、切削速度、材料硬度等等原因,会将粗糙度提高或者降低的,如果你用上面的计算方式计算出来的粗糙度都不能满足想达到的效果,请先更改切削参数。但进给一般和切深有着密切的关系,一般进给是切深的10%~20%之间,排削的效果是最好的切削深度,因为屑的宽度和厚度最合比例以上公式的各个参数我下面详细一项项解释一下对粗糙度的影响,如有不正请指点: 1:进给——进给越大粗糙度越大,进给越大加工效率越高,刀具磨损越小,所以进给一般最后定,按照需要的粗糙度最后定出进给 2:刀尖R——刀尖R越大,粗糙度越降低,但切削力会不断增大,对机床的刚性要求更高,对材料自身的刚性也要求越高。建议一般切削钢件6150以下的车床不要使用以上的刀尖,而硬铝合金不要用以上的刀尖,否则车出的的真圆度、直线度等等形位公差都没办法保证了,就算能降低粗糙度也是枉然! 3:切削时要计算设备功率,至于如何计算切削时所需要的功率(以电机KW 的80%作为极限),下一帖再说。要注意的时,现在大部分的数控车床都是使用变频电机的,变频电机的特点是转速越高扭力越大,转速越低扭力越小,所以计算功率是请把变频电机的KW除2比较保险。而转速的高低又与切削时的线速度有密切关系,而传统的普车是用恒定转速/扭力的电机依靠机械变速来达到改变转速的效果,所以任何时候都是“100%最大扭力输出”,这点比变频电机好。但当然如果你的主轴是由昂贵的恒定扭力伺服电机驱动,那是最完美的选择上面说得有点乱了,现在先举个例计算一下表面粗糙度:车削45号钢,切削速度150米,切深3mm,进给,R尖,这是我很常用的中轻切削参数,基本上不是光洁度要求非常之高的工件一刀不分粗精切削直接车出表面,计算表面粗糙度等于*8*1000=粗糙度(单位微米)。 如果有要求光洁度要到的话,切削参数变化如下:刀具不变依旧上面的刀片,切削参数进给,切深要视乎刀具的断削槽而定,通常如果进给定了,那切深只会在一个很窄的范围(上面不是说过切深和进给很大关系嘛)——当切深在一定范围之内才会有最良好的排屑效果!当然你不介意拿个沟子一边车一边沟屑的话又另当别论!:lol我大约会按照进给的10倍起定切深,也就是,此时*8*1000=微米,也就是粗糙度达到了。 至于粗糙度的表示方法:RY是测量出最大粗糙度,RA是算术计法将整个工件的表面粗糙度平均算,而RZ则是取10点再平均算,一般同一工件用RA计算粗糙度应该是最低的,而RY肯定是最大的,如果用RY的计算公式可以达到比RA要求更低的数字,基本上车出来就可以达到标注的RA要求了。另外理论上带修光
表面粗糙度的符号
表面粗糙度的概念和表面粗糙度符号表面粗糙度的概念和表面粗糙度符号 1.表面粗糙度的基本概念 经过机械加工的零件表面,总会出现一些宏观和微观上几何形状误差,零件表面上的微观几何形状误差,是由零件表面上一系列微小间距的峰谷所形成的,这些微小峰谷高低起伏的程度就叫零件的表面粗糙度。 表面粗糙度是衡量零件表面加工精度的一项重要指标,零件表面粗糙度的高低将影响到两配合零件有接触表面的摩擦、运动面的磨损、贴合面的密封、配面的工作精度、旋转件的疲劳强度、零件的美观等等,甚至对零件表面的抗腐蚀性都有影响。 在工程中,评定表面粗糙度的高度参数,有轮廓算术平均偏差(R),微观不平度十 图1轮廓算术平均偏差 轮廓算术平均偏差的定义是:在取样长度L(用上判别具有表面粗糙度特征的一段基准线长度)内,轮廓偏距绝对值的算术平均值即为Ra,如图1所示。在图中, x轴为基准线,轮廓线上的各点到基准线之间的偏距为Y1,Y2,…Yp…Yn,Rs只为轮廓算术平均偏差值,则其数学表达式为 式中 n 测点数; Yi 峰谷任一测点到基准的偏距。 Rs的值越大,表面就越粗糙。 轮廓算术平均偏差Rs的数值见表1设计时应优先选用表中的第一系列值。
在图纸上规定表面粗糙度要求时,还必须给出测定粗糙度的取样长度,必要时还可以叙定其它附加条件和要求。但是,若测量R时的取样长度按表2的对应值选取时。在图样上L值可省略不标。 2.表面粗糙度的符号、代号 在图件上对零件表问质量的要求,用表面粗糙度符号、代号表示。国家标准(GB131-93)规定了表面粗糙度的符号、代号及其注法。同时指出,图样上所标注的粗糙度符号、代号是指该表面加工后的要求。(l)表面粗糙度的符号。 图样上表示表面粗糙度的符号,如表3所示。
表面粗糙度参数总结
Summary of Surface Finish Parameters Table 1. Primary surface finish parameters.
Figure 1. Measurement of Average Roughness, Ra, and RMS Roughness, Rq. there being a surface point at a certain height. If one were to draw a line at a particular height the ADF would be proportional to the number of times the surface profile crosses the line. The Material Ratio Curve (also known as the Bearing Ratio Curve, Bearing Area Curve, or the Abbott-Firestone Curve) is the integral of the ADF from above the surface to the height of interest. This is the total percentage of material above a certain height.
Measurement of Material Ratio This measurement is also known as Bearing Ratio, and its symbol is t p . The Material ratio is usually defined at X% at a slice depth c. Depth c is measured from a reference. This reference can be defined as T the highest peak T a lower value that excludes outlying peaks (sometimes this is written as a reference %, which is the t p at the height C ref ) T the mean, with c being defined as above or below the mean. If you imagine slicing through the peaks on the surface at a particular depth, t p is the ratio of the total length of the flat “mesas” you would produce to the sampling length. This is illustrated in Figure 3. 1. If you grind to a depth c, t p is the percentage of the surface available to support a perfectly flat load 2. Ratio of lengths: Add up all lengths with material beneath them in the measurement length, L; divide the sum of these lengths by L to obtain the ratio. 3. Intersection of the line at height c with the Material Ratio Curve (see also Figure 2). References The following have additional information and more details: 1. Surface Metrology Guide , Precision Devices. Inc. 2. Surface Texture Parameters , Mahr 3. ASME B46.1 (1995) specification mean C ref C t p =19%
表面粗糙度的测量方法
表面粗糙度的测量方法 众所周知,表面粗糙度表征了机械零件表面的微观几何形状误差。对粗糙度的评定,主要分为定性和定量两种评定方法,所谓定性评定就是将待测表面和已知的表面粗糙度比较样块相互比较,通过目测或者借助于显微镜来判别其等级;而定量评定则是通过某些测量方法和相应的仪器,测出被测表面的粗糙度的主要参数,这些参数是Ra,Rq,Rz,Ry ; 他们代表的意义是:Ra 是轮廓的算术平均偏差,即在取样长度内被测轮廓偏距绝对值之和的算术平均值。 Rq 是轮廓的均方根偏差:在取样长度内轮廓偏距的均方根值。 Rz 是微观不平度的10点高度:在取样长度内5个最大的轮廓峰高与5个最大的轮廓谷深的平均值之和。 Ry 是轮廓的最大高度:在取样长度内轮廓的峰顶线与轮廓谷底线中线的最大距离。 目前常用的表面粗糙度测量方法主要有样板比较法,光切法,干涉法,触针法等。 1. 比较法它是在工厂里常用的方法,用眼睛或放大镜,对被测表面与粗糙度样板比较,或用手摸靠感觉来判断表面粗糙度的情况;这种方法不够准确,凭经验因素较大,只能对粗糙度参数值较大情况,给个大概范围的判断。 2. 光切法它是利用光切原理来测量表面粗糙度的方法。在实验室中用光切显微镜或者双管显微镜就可实现测量,它的测量准确度较高,但它是与对Rz,Ry 以及较为规则的表面测量,不适用于对测量粗糙度较高的表面及不规则表面的测量。 3. 干涉法它是利用光学干涉原理测量表面粗糙度的一种方法。这种方法要找出干涉条纹,找出相邻干涉带距离和干涉带的弯曲高度,就可测出微观不平度的实际高度;这种方法调整仪器比较麻烦,不太方便,其准确度和光切显微镜差不多;
4. 触针法它是利用仪器的测针与被测表面相接触,并使测针沿其表面轻滑过测量表面粗糙度的测量方法。采用这种方法的仪器最广泛的就是电动轮廓仪,它的特点是:显示数值直观,可测量许多形状的被测表面,如轴类,孔类,锥体,球类,沟槽类工件,测量时间少,方便快捷。 它可分为便携式和台式电动轮廓仪,便携式仪器可在现场进行测量,携带方便;带记录仪的电动轮廓仪,可绘制出表面的轮廓曲线,带微机的轮廓仪可显示轮廓的形状情况,并有打印机打印出数据和表面的轮廓线,便于分析和比较。它的测量范围较大:Ra 值一般在0.02—50μm 。 这里我们对电动轮廓仪的原理和仪器常见的故障排除方法进行讨论; 电动轮廓仪的工作原理采用的是触针法。仪器利用驱动箱拖动电感传感器在工件表面上以一定的速度滑行,电感传感器触针随同被测表面轮廓的峰谷起伏,产生上下位移,这个线值位移量引起传感器内测量桥路两臂中电感量的变化,从而使得电桥输出与触针位移成比例的条幅信号,这个微弱的电信号经过电子装置放大整流后,成了代表工件截面轮廓的信号。 将它输入记录仪,就得到了截面轮廓的放大图;或者把信号通过适当的环节进行滤波和计算后,由电表直接读出Ra 参数评定的表面粗糙度的值。 电动轮廓仪由底座,驱动箱,传感器,控制器,放大器或电子装置,记录仪等附件组成。 使用电动轮廓仪测量前,要对仪器预热,对一般测量件,预热5分钟左右;对精密件,预热约20-30分钟。对于不同形状的工件表面,选用不同的测量附件,例如对平和外圆柱表面,采用基本传感器,控制器,V型块和合适的滑块,并选好合适的行程长度,截止转换开关位置等。对于阶梯表面的测量,选用凹坑传感器;滑块选用凹坑专用滑块;对于曲轴表面的测量,选用传感器和控制器是基本的;滑块用直角附件中的专用滑块;这里不一一列举了。 在掌握了它的测量方法的同时,对该仪器设备的维护也是非常重要的,对底座上的立柱位置,驱动箱,传感器,控制器,放大器电子装置的相关位置定期检查,对仪器出现的常见故障也能够排除;常见的故障如下:
表面粗糙度符号及数值说明
表面粗糙度符号及其标注说明 粗糙度就是衡量零件表面粗糙程度得参数,它反映得就是零件表面微观得几何形状误差,必须借助放大镜等进行测量。它就是由于零件加工过程中刀具与加工表面之间得摩擦、挤压以及加工时得高频振动等方面得原因造成得。表面粗糙度对零件得工作精度、耐磨性、密封性、耐蚀性以及零件之间得配合都有着直接得影响、 粗糙度得评定常用轮廓算术平均偏差Ra、轮廓最大高度Ry、微观不平度十点高度Rz三个参数表示。数值越小,零件得表面越光滑,数值越大零件得表面越粗糙。 1、轮廓算术平均偏差Ra 取样长度:取样长度就是指具有粗糙度几何特征得一段长度,在取样长度内应该具有几个波峰与波谷。测量时可选5倍得取样长度作为测量长度进行测量。 Ra就是指在取样长度内,轮廓偏距绝对值得算术平均值,可以表示为: 关于表面粗糙度得数值与表面特征、获得方法、应用举例请参见下表、
从上图中也可以瞧出,粗糙度参数得数值、基本上成倍数得关系。标注时应当选用这些数值,不能选用其她得数值。 2、轮廓最大高度Ry 3、轮廓不平度十点高度Rz
标注 2、1代号及意义 粗糙度代号可以分为:符号,粗糙度项目及数值、 常用标注参数就是Ra, 标注Ra时Ra可以省略,标注Rz与Ry时,在粗糙度数值前加对应得符号Rz与Ry。 2。2标注原则 1)、在同一图样上每一表面只注一次粗糙度代号,且应注在可见轮廓线、尺寸界线、引出线或它们得延长线上,并尽可能靠近有关尺寸线、 2)、当零件得大部分表面具有相同得粗糙度要求时,对其中使用最多得一种,代(符)号,可统一注在图纸得右上角。并加注“其余”二字。 3)、在不同方向得表面上标注时,代号中得数字及符号得方向必须下图得规定
表面粗糙度的基本概念汇总
表面粗糙度的基本概念 表面粗糙度的基本概念 表面粗糙度的定义(本站相关粗糙度仪的产品介绍:粗糙度仪) 表面粗糙度(Surface roughness)是指加工表面上具有的较小间距和峰谷所组成的微观几何形状特性性它是一种微观几何形状误差,也称为微观不平度。表面粗糙度应与形状误差(宏观几何形状误差)和表面波度区别开。通常,波距小于 1mm 的属于表面粗糙度,波距在 1~10mm 的属于表面波度,波距大于 10mm 的属于形状误差。 表面粗糙度对机械零件使用性能的影响 表面粗糙度的大小对零件的使用性能和使用寿命有很大影响。 1. 影响零件的耐磨性 表面越粗糙,摩擦系数就越大,相对运动的表面磨损得越快。然而,表面过于光滑,由于润滑油被挤出或分子间的吸附作用等原因,也会使摩擦阻力增大和加速磨损。 2. 影响配合性质的稳定性 零件表面的粗糙度对各类配合均有较大的影响。对于间隙配合,两个表面粗糙的零件在相对运动时会迅速磨损,造成间隙增大,影响配合性质;对于过盈配合,在装配时表面上微观凸峰极易被挤平,产生塑性变形,使装配后的实际有效过盈减小,降低联接强度;对于过渡配合,因多用压力及锤敲装配,表面粗糙度也会使配合变松。 3. 影响疲劳强度 承受交变载荷作用的零件的失效多数是由于表面产生疲劳裂纹造成的。疲劳裂纹主要是由于表面微观峰谷的波谷所造成的应力集中引起的。零件表面越粗糙,波谷越深,应力集中就越严重。因此,表面粗糙度影响零件的抗疲劳强度。 4. 影响抗腐蚀性 粗糙表面的微观凹谷处易存积腐蚀性物质,久而久之,这些腐蚀性物质就会渗入到金属内层,造成表面锈蚀。此外,表面粗糙度对接触刚度、密封性、产品外观、表面光学性能、导电导热性能以及表面结合的胶合强度等都有很大影响。所以,在设计零件的几何参数精度时,必须对其提出合理的表面粗糙度要求,以保证机械零件的使用性能。 公差等级与粗糙度的关系 表面粗糙度是反映零件表面微观几何形状误差的一个重要技术指标,是验证零件表面质量的主要依据;它选择的合理与否,直接关系到产品的质量,使用寿命和生产成本。 机械零件表面粗糙度的选择有3种方法,即计算法、试验法和类比法。在机械零件设计中应用最普遍的是类比法,此方法简单有效。运用类比法需要有充足的参考资料。现有的各类机械设计手册中都提供了较全面的资料和文献。最常用的是与公差等级相适应得表面粗糙度。通常情况下公差越小,机械零件的表面粗糙度值也越小,但是他们之间不存在固定的函数关系。一些装饰表面除外。 在实践工作中,对于不同类型的机器,其零件在相同尺寸公差的条件下,对表面粗糙度的要求是有差别的。这就是配合的稳定性问题。在机械零件的设计和制造过程中,对于不同类型