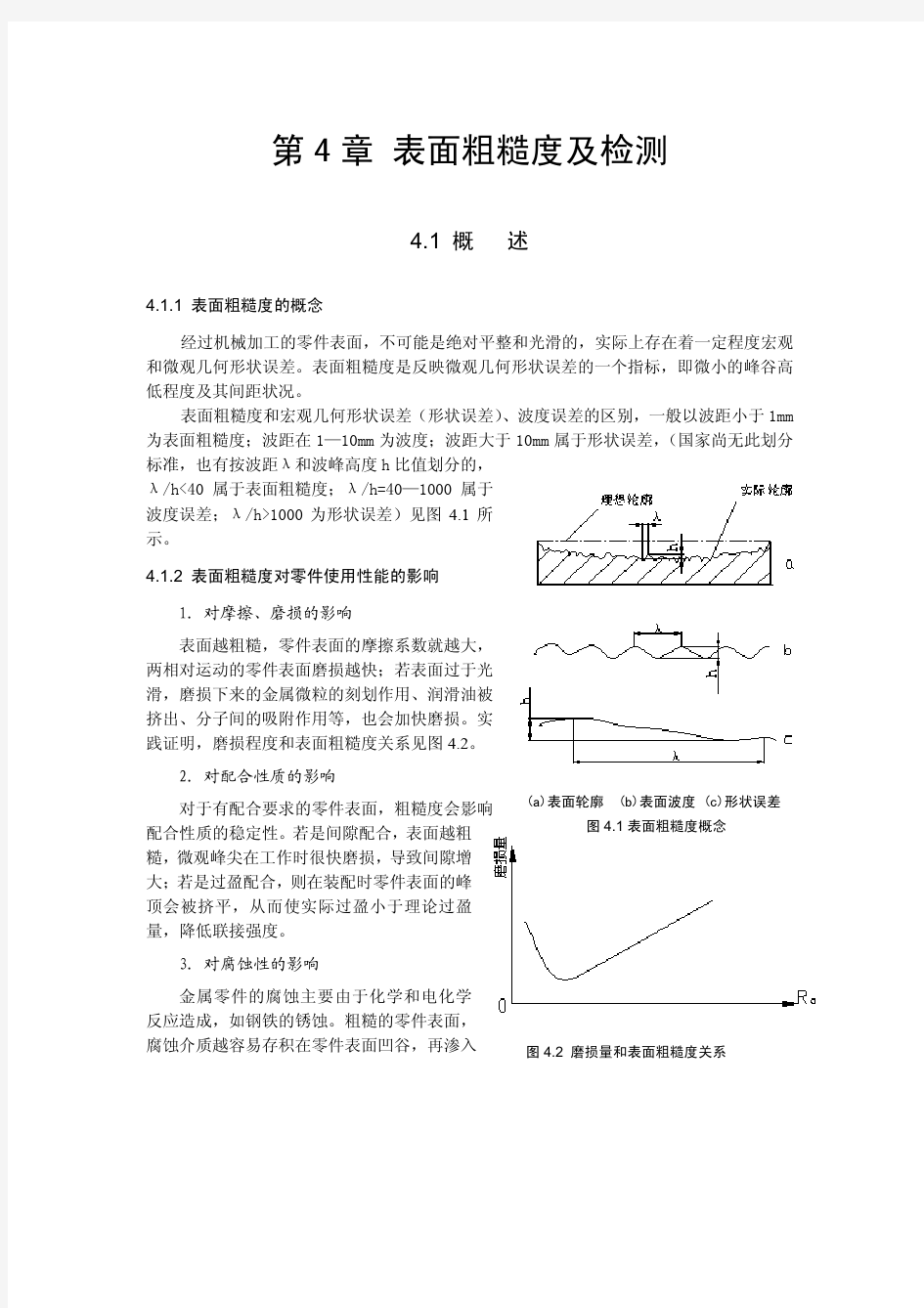
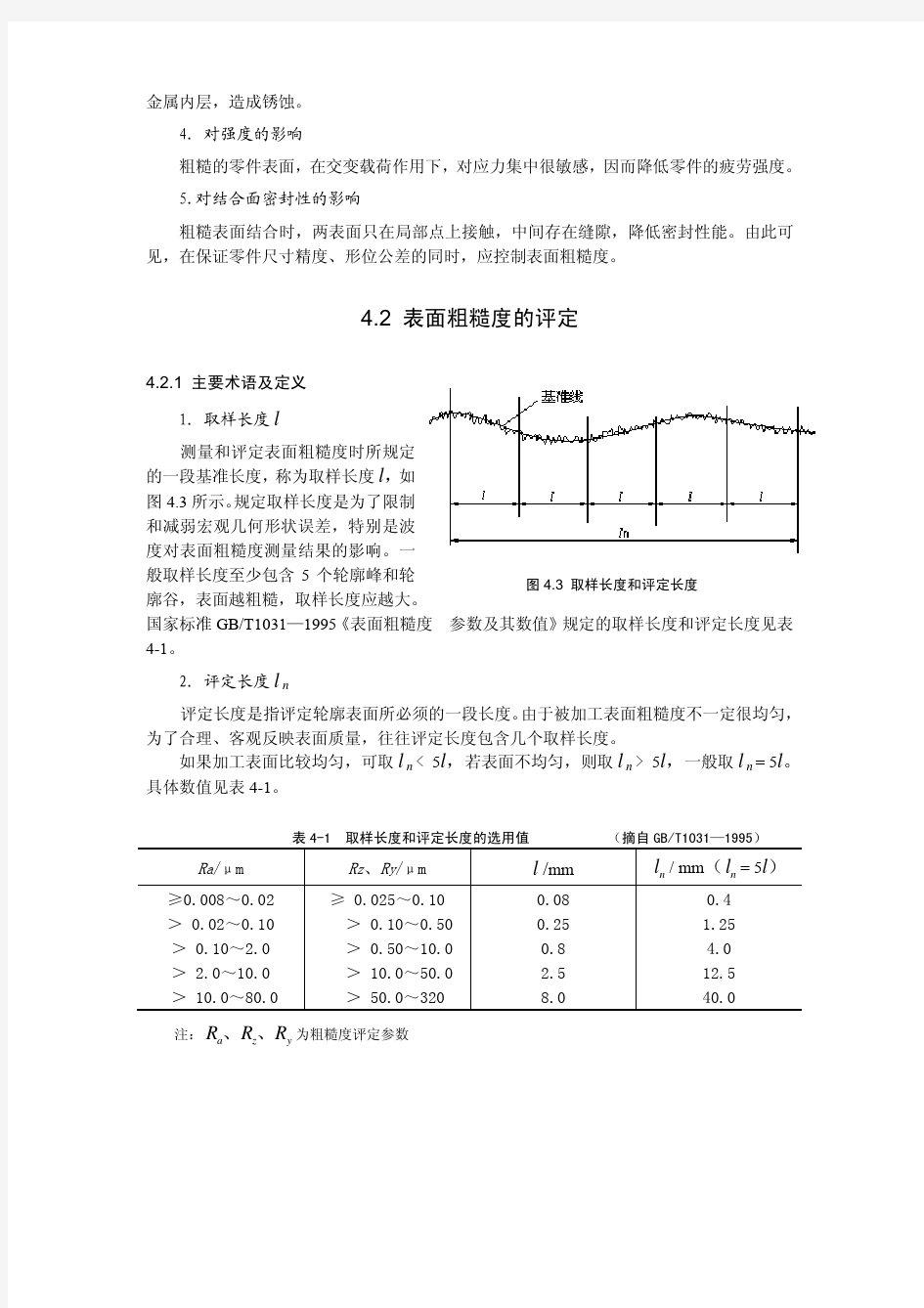
表面粗糙度的表示方法及含义
表面粗糙度符号
表面粗糙度符号、代号 1. 图样上所标注的表面粗糙度符号、代号是该表面完工后的要求。 2. 表面粗糙度的画法。 3. 有关表面粗糙度的各项规定应按功能要求给定。若仅需要加工(采用去除材 料的方法或不去除材料的方法)但对表面粗糙度的其他规定没有要求时,允许只注表面粗糙度符号。 4. 表面粗糙度参数和各项规定注写的位置。 a1、a2 —— 粗糙度高度参数的允许值(μm ); b —— 加工方法、镀涂或其他表面处理; c —— 取样长度(mm ); d —— 加工纹理方向符号; e —— 加工余量(mm ); f —— 粗糙度间距参数值(mm )或轮廓支撑长度率 5. 图样上表示零件表面粗糙度的符号。 b
6.当允许在表面粗糙度参数的所有实测值中超过规定值的个数少于总数的 16%时,应在图样上标注表面粗糙度参数的上限值或下限值。 7.当要求在表面粗糙度参数的所有实测值中不得超过规定值时,应在图样上 标注表面粗糙度参数的最大值或最小值。 8.表面粗糙度高度参数轮廓算术平均偏差R a值的标注见下表,R a在代号中用 数值表示(单位为微米μm),参数值前可不标注参数代号。
9.表面粗糙度高度参数轮廓微观不平度十点高度R z、轮廓最大高度R y值(单位 为微米μm)的标注见下表,前需标注出相应的参数代号。 10.取样长度应标注在符号长边的横线下面,见图1。 图1 若按GB 10610—1989第6.1条中表1、表2的有关规定选用对应的取样长度时,在图样上可省略标注。 11.若需要标注表面粗糙度间距参数轮廓的单峰平均间距S值、轮廓微观不平 度的平均间距S m值或轮廓支承长度率tp时,应注在符号长边的横线下面,
表面粗糙度及其标注方法
表面粗糙度及其标注方法 零件图除了图形、尺寸这外,还必须有制造零件应达到的一些质量要求,一般称为技术要求。技术要求的内容通常有:表面粗糙度、尺寸公差、形状和位置公差、材料及其热处理、表面处理等。下面先介绍表面粗糙度及其注法。 一、表面粗糙度的概念 无论采用哪种加工方法所获得的零件表面,都不是绝对平整和光滑的,放在显微镜(或放大镜)下观察,都不得可以看到微观的峰谷不平痕迹,如图1所示。表面上这种微观不平滑情况,一般是受刀具与零件间的运动、摩擦,机床的振动及零件的塑性变形等各种因素的影响而形成的。表面上所具有的这种较小间距和峰谷所组成的微观几何形状特征,称为表面粗糙度。 图1 表面粗糙度概念 表面粗糙度是评定零件表面质量的一项技术指标,它对零件的配合性质、耐磨性、抗腐象征性、接触刚度、抗疲劳强度、密封性质和外观等都不得有影响。因此,图样上要根据零件的功能要求,对零件的表面粗糙度做出相应的规定。评定表面粗糙度的主要参数是轮廓算术平均偏差Ra,它是指在取样长度L范围内,补测轮廓线上各点至基准线的距离yi(如图2)的算术平均值,它是指在取样长度L范围内,被测轮廓线上各点至基准线的距离yi (如图12)的算术平均值,可用下表示:-----------或近似表示为:----------- 轮廓算术平均偏差可用电动轮廓仪测量,运算过程由仪器自动完成。根据GB/T1031—1995F规定(另外还有GB/T3525——2000以可同时查阅),Ra数值愈小,零件表面愈趋平整光滑;Ra的数值,零件表面愈粗糙。 图2 轮廓算术平均编差
图3 轮廓算术平均编差值 二、表面粗糙度的选用 表面粗糙度参数值的选用,应该既要满足零件表面的功能要求,又要考虑经济合理性。具体选用时,可参照已有的类似零件图,用类比法确定。在满足零件功能要求前提下,应尽量选用较大的表面粗糙度参数值,以降低加工成本。一般地说,零件的工作表面、配合表面、密封表面、运动速度高和单位压力大的摩擦表面等,对表面平整光滑程度要求高,参数值应取小些。非工作表面、非配合表面、尺寸精度低的表面,参数值应参数Ra值与加工方法的关系及其应用实例,可供选用时参考。 图4 表面粗糙度获得方法 三、表面粗糙度的注法(GB—T131——1993) (一)表面粗糙度代(符)号 表面粗糙度代号由表面粗糙度符号和在其周围标注的表面粗糙度数值及有关规定符号所组成。 (1)表面粗糙度符号及其画法,如图5所示。表面粗糙度符号的尺寸大小,按图6规定对应选取。
表面粗糙度的概念和表面粗糙度符号
表面粗糙度的概念和表面粗糙度符号 已有 2082 次阅读2008-10-24 10:43 1.表面粗糙度的基本概念 经过机械加工的零件表面,总会出现一些宏观和微观上几何形状误差,零件表面上的微观几何形状误差,是由零件表面上一系列微小间距的峰谷所形成的,这些微小峰谷高低起伏的程度就叫零件的表面粗糙度。 表面粗糙度是衡量零件表面加工精度的一项重要指标,零件表面粗糙度的高低将影响到两配合零件有接触表面的摩擦、运动面的磨损、贴合面的密封、配面的工作精度、旋转件的疲劳强度、零件的美观等等,甚至对零件表面的抗腐蚀性都有影响。 在工程中,评定表面粗糙度的高度参数,有轮廓算术平均偏差(R),微观不平度十轮廓算术平均偏差的 图1轮廓算术平均偏差 定义是:在取样长度L(用上判别具有表面粗糙度特征的一段基准线长度)内,轮廓偏距绝对值的算术平均值即为Ra,如图1所示。在图中,x轴为基准线,轮廓线上的各点到基准线之间的偏距为Y1,Y2,…Yp…Yn,Rs只为轮廓算术平均偏差值,则其数学表达式为 式中 n 测点数;Yi 峰谷任一测点到基准的偏距。 Rs的值越大,表面就越粗糙。 轮廓算术平均偏差Rs的数值见表1设计时应优先选用表中的第一系列值。
在图纸上规定表面粗糙度要求时,还必须给出测定粗糙度的取样长度,必要时还可以叙定其它附加条件和要求。但是,若测量R时的取样长度按表2的对应值选取时。在图样上L值可省略不标。 2.表面粗糙度的符号、代号 在图件上对零件表问质量的要求,用表面粗糙度符号、代号表示。国家标准(GB131-93)规定了表面粗糙度的符号、代号及其注法。同时指出,图样上所标注的粗糙度符号、代号是指该表面加工后的要求。 (l)表面粗糙度的符号。 图样上表示表面粗糙度的符号,如表3所示。
表面粗糙度符号及意义 (1)
表面粗糙度符号及意义表面粗糙度高度参数的标注 符号意义及说明 R a R z、R y 代号意义 代号 意义 基本符号,表示表面可用任何方法获得。当不加注粗糙度参数值或有关说明(例如:表面处理、局部热处理状况等)时,仅适用于简化代号标注 用任何方法 获得的表面粗 糙度,R a的上限 值为3.2μm 用任何方法获 得的表面粗糙 度,R y的上限值 为3.2μm 用去除材料 方法获得的表 面粗糙度,R a 的上限值为3.2 μm 用不去除材料 方法获得的表面 粗糙度,R z的上 限值为200μm 基本符号加一 短划,表示表面是用去除材料的方法获得。例如:车、铣、钻、磨、剪、切、抛光、腐蚀、电火花加工、气剖等 用不去除材 料方法获得的 表面粗糙度,R a 的上限值为3.2 μm 用去除材料方 法获得的表面粗 糙度,R z的上限 值为3.2μm,下 限值为1.6μm 基本符号加一 小圆,表示表面是用不去除材料的方法获得。例如:铸、锻、冲压变形、热轧、冷轧、粉末冶金等。或者是用于保持原供应状况的表面(包括保持上道工序的状况) 用去除材料 方法获得的表 面粗糖度,R a 的上限值为3.2 μm,R a的下限 值为1.6μm 用去除材料方 法获得的表面粗 糙度,R a的上限 值为3.2μm,R y 的上限值为12.5 μm 用任何方法 获得的表面粗 糙度,R a的最大 值为3.2μm 用任何方法获 得的表面粗糙 度,R y的最大值 为3.2μm 在上述三个符 号的长边上均可加一横线,用于标注有关参数和说明 用去除材料 方法获得的表 面粗糙度,R a 的最大值为3.2 μm 用不去除材料 方法获得的表面 粗糙度,R y的最 大值为200μm
表面粗糙度设定规范
粗糙度设定规范 目录 1.粗糙度的定义-----------------------------------------------------------------2 2.内容-----------------------------------------------------------------------------2 4.1粗糙度介绍--------------------------------------------------------------2 4.1.1粗糙度产生的原因-------------------------------------------------2 4.1.2粗糙度的评价标准-------------------------------------------------3 4.1.3表面粗糙度代(符)号及其注法------------------------------6 4.2表面粗糙度的选用----------------------------------------------------11 4.2.1表面粗糙度的选用原则-----------------------------------------11 4.2.2表面粗糙度参数值的适用表面--------------------------------12 4.2.3轴和孔的表面粗糙度参数推荐值-----------------------------13 4.2.4各种常用加工方法可能达到的表面粗糙度-----------------14 4.2.5座椅常用部品粗糙度设定--------------------------------------15 4.3表面粗糙度的检测方法----------------------------------------------16 3.相关文件---------------------------------------------------------------------17 4.实施要求---------------------------------------------------------------------17 5.附件---------------------------------------------------------------------------17
表面粗糙度标注方法
表面粗糙度选用 ----------------------------------------------------------- 序号=1 Ra值不大于\μm=100 表面状况=明显可见的刀痕 加工方法=粗车、镗、刨、钻 应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用 ----------------------------------------------------------- 序号=2 Ra值不大于\μm=25、50 表面状况=明显可见的刀痕 加工方法=粗车、镗、刨、钻 应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等 ----------------------------------------------------------- 序号=3 Ra值不大于\μm=12.5 表面状况=可见刀痕 加工方法=粗车、刨、铣、钻 应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面 ----------------------------------------------------------- 序号=4 Ra值不大于\μm=6.3 表面状况=可见加工痕迹 加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿 应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等 ----------------------------------------------------------- 序号=5 Ra值不大于\μm=3.2 表面状况=微见加工痕迹 加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿 应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。不重要的紧固螺纹的表面。需要滚花或氧化处理的表面 ----------------------------------------------------------- 序号=6 Ra值不大于\μm=1.6 表面状况=看不清加工痕迹 加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿
表面粗糙度符号及数值说明[1]
表面粗糙度符号及其标注说明 粗糙度是衡量零件表面粗糙程度的参数,它反映的是零件表面微观的几何形状误差,必须借助放大镜等进行测量。它是由于零件加工过程中刀具与加工表面之间的摩擦、挤压以及加工时的高频振动等方面的原因造成的。表面粗糙度对零件的工作精度、耐磨性、密封性、耐蚀性以及零件之间的配合都有着直接的影响。 粗糙度的评定常用轮廓算术平均偏差Ra、轮廓最大高度Ry、微观不平度十点高度Rz三个参数表示。数值越小,零件的表面越光滑,数值越大零件的表面越粗糙。 1、轮廓算术平均偏差Ra 取样长度:取样长度是指具有粗糙度几何特征的一段长度,在取样长度内应该具有几个波峰和波谷。测量时可选5倍的取样长度作为测量长度进行测量。 Ra是指在取样长度内,轮廓偏距绝对值的算术平均值,可以表示为:
关于表面粗糙度的数值和表面特征、获得方法、应用举例请参见下表。 从上图中也可以看出,粗糙度参数的数值.基本上成倍数的关系。标注时应当选用这些数值,不能选用其他的数值。 2、轮廓最大高度Ry 3、轮廓不平度十点高度Rz
标注 2.1代号及意义 粗糙度代号可以分为:符号,粗糙度项目及数值。 常用标注参数是Ra, 标注Ra时Ra可以省略,标注Rz和Ry时,在粗糙度数值前加对应的符号Rz和Ry。 2.2 标注原则 1)、在同一图样上每一表面只注一次粗糙度代号,且应注在可见轮廓线、尺寸界线、引出线或它们的延长线上,并尽可能靠近有关尺寸线。 2)、当零件的大部分表面具有相同的粗糙度要求时,对其中使用最多的一种,代(符)号,可统一注在图纸的右上角。并加注“其余”二字。 3)、在不同方向的表面上标注时,代号中的数字及符号的方向必须下图的规
粗糙度 符 及其表示方法
表面粗糙度符号、代号及其注法 本标准等效采用国际标准ISO1302—1992《技术制图——标注表面特征的方法》。 1主题内容与适用范围 本标准规定了零件表面粗糙度符号、代号及其在图样上的注法。 本标准适用于机电产品图样及有关技术文件。其他图样和技术文件也可参照采用。 2引用标准 GB1031表面粗糙度参数及其数值 GB/T13911金属镀覆和化学处理表示方法 GB3505表面粗糙度术语表面及其参数 GB4054涂料涂覆标记 GB10610触针式仪器测量表面粗糙度的规则和方法 GB12472木制件表面粗糙度参数及其数值 3表面粗糙度符号、代号 3.1图样上所标注的表面粗糙度符号、代号是该表面完工后的要求。 3.2有关表面粗糙度的各项规定应按功能要求给定。若仅需要加工(采用去除材料的方法 或不去除材料的方法)但对表面粗糙度的其他规定没有要求时,允许只注表面粗糙度符号。 3.3图样上表示零件表面粗糙度的符号见表1。 表1 符号意义及说明 基本符号,表示表面可用任何方法获得。当不加注粗糙度参数值或有关 说明(例如:表面处理、局部热处理状况等)时,仅适用于简化代号标注 基本符号加一短划,表示表面是用去除材料的方法获得。例如:车、铣、 钻、磨、剪切、抛光、腐蚀、电火花加工、气割等 基本符号加一小圆,表示表面是用不去除材料的方法获得。例如:铸、 锻、冲压变形、热轧、冷轧、粉末冶金等。 或者是用于保持原供应状况的表面(包括保持上道工序的状况) 在上述三个符号的长边上均可加一横线,用于标注有关参数和说明 在上述三个符号上均可加一小圆,表示所有表面具有相同的表面粗糙度 要求 3.4当允许在表面粗糙度参数的所有实测值中超过规定值的个数少于总数的16%时,应 在图样上标注表面粗糙度参数的上限值或下限值。 当要求在表面粗糙度参数的所有实测值中不得超过规定值时,应在图样上标注表面 粗糙度参数的最大值或最小值。 3.5表面粗糙度高度参数轮廓算术平均偏差R a值的标注见表2,R a在代号中用数值表示(单位为微米),参数值前可不标注参数代号。 表2
表面粗糙度符号及意义
1、表面粗糙度符号及意义 符号 意义 表面粗糙度参数和各项规定注写的位置 基本符号,单独使用这符 号是没有意义的 α1、α2——粗糙度高度参数的允许值(μm ); b ——加工方法、镀涂或其他表面处理; c ——取样长度(mm ); d ——加工纹理方向符号; e ——加工余量(mm ); f ——粗糙度间距参数值(mm )或轮廊支承长度率 基本符号上加一短划,表示表面粗糙度是用去除材料方法获得。例如:车、铣、钻、磨、剪切、抛光、腐蚀、电火花加工等 基本符号加一小圆,表示表面粗糙度是用不去除材 料的方法获得。例如:铸、锻、冲压变形、热轧、冷 轧、粉末冶金等 或者是用于保持原供应状况的表面(包括保持上道工序的状况) 以上三个符号的长边可加一横线,用于标注参数;在长边与横线间可加一小 圆,表示所有表面具有相同的表面粗糙度要求。 2、表面粗糙度高度参数的标注 R a 值 R z ,R y 值 代号 意义 代号 意义 用任何方法获得的表面,R a 的最大允许值为3.2μm 用任何方法获得的表面,R Y 的最大允许值为3.2μm 用去除材料获得的表面, R a 的最大允许值为3.2μm 用不去除材料方法获得的表面,R z 的最大允许值为 200μm 用不去除材料获得的表面,R a 的最大允许值为 3.2μm 用去除材料方法获得的表面,R z 的最大允许值(R zmax )为3.2μm ,最小允许值(R zmin )为1.6μm 用去除材料方法获得的表面,R a 的最大允许值(R amax )为3.2μm ,最小的允许值 (R amin )为1.6μm 用去除材料方法获得的表面,R a 的最大允许值为3.2μm ,R Y 的最大允许值为 12.5μm 3、表面粗糙度符号的画法
表面粗糙度的标注方法有了新规定
表面粗糙度的标注方法有了新规定 ——华科大教师团队部资料 表面粗糙度是工程图样和技术文件中的重要容,GB/T 131‐2006《产品几何技术规 (GPS)技术产品文件中表面结构的表示法》等同采用国际标准,于2007‐02‐01 起代替GB/T131‐1993。 一、表面粗糙度在工程图样中的标注方法 1. 新标准规定,当表面粗糙度有单一要求和补充要求时,应使用长边上有一条横线的完整 图形符号,完整符号有三种(见图1)。 (a)允许任何工艺(b)去除材料(c)不去除材料 图1 表面粗糙度各项要求标注的位置如图2 所示: 图2 单一要求: a ——第一个表面粗糙度要求(传输带/取样长度参数代号数值) b ——第二个表面粗糙度要求(传输带/取样长度参数代号数值) 补充要求: c ——加工方法(车、铣、磨、涂镀等) d ——表面纹理和方向 e ——加工余量 例1(见图3):
图3 含义:上限值Ra=50μm; 下限值Ra=6.3μm; U 和L 分别表示上限值和下限值,当不会引起歧义时,也可不标注U、L; 极限值规则均为“16%规则”; 两个传输带均为0.008mm—4mm(其中4mm 为取样长度); 评定长度中含有5 个取样长度(默认),5×4mm = 20 mm; 加工方法为铣; 表面纹理符号c(表示表面纹理呈近似同心圆,且圆心与表面中心相关); 加工余量为3mm。 例2(见图4): 图4 含义:第一个表面粗糙度要求Ra 的上限值为1.6μm(符合16%规则),其 取样长度为0.8mm; 第二个表面粗糙度要求Rz 的上限值为12.5μm(符合最大规则),其 取样长度为2.5mm,Rz 的下限值为3.2μm(符合最大规则),其取样 长度为2.5mm,其中U、L 在不会引起歧义时也可不标注。 例3(传输带/取样长度为默认值,评定长度中所含取样长度的个数不是默认的5,而是含有3 个取样长度,见图5): 图5
表面粗糙度及表面粗糙度的标注方法
一 . 表面粗糙度的符号 注意:极限值表示参数的实测值中允许少于总数的16%的实测值超过规定值,高度参数常用 Ra,在图中标注时常省略。无max min 则表示是上极限或下极限,如果有则表示最大值和最小值,单位为微米 基本符号,表示可使用任何方法获得 k' I基本符号加一短划,表示表面用去除材料的方法获得 ■ ■表示用不去除材料方法获得(铸锻冲压等) d' =h/10 ;H=1.4h ;h 为字体高度 al、a2--粗糙度高度参数的允许值(mm); b 加工方法、镀涂或其他表面处理; c 取样长度(mm); d 加工纹理方向符号; e 加工余量(mm); f 粗糙度间距参数值(mm)或轮廊支承长度率。 2. 零件的加工表面的粗糙度要求由指定的加工方法获得,用文字标注在符号上边的横线,加工方法也可在图样的技术要求中说明 3. 加工纹理方向: = 纹理平行于标注符号的视图的投影面 丄纹理垂直于标注符号的视图的投影面 x 纹理呈两相交的方向 M 纹理呈多方向 c 纹理呈近似同心圆 R 纹理呈近似的放射状 p 纹理无方向或凸起的细粒状 4. 加工余量:注在符号的左侧,标注时数值要加上括号,单位为毫米 5. 参数S Sm Tp l 的标注,应标注在符号长边的横线下面,并且必须在参数值前注写参 数的符号 三。表面粗糙度符号、代号在图样上的标注 一般标注在可见轮廓线、尺寸界线、引出线或它们的延长线上,符号的尖端必须从材料外指 向表面,代号中数字及符号的注写方向必须与尺寸数字方向一致 1. .表面粗糙度的代号
标准规定在同一图样上,每一表面一般只标注一次。当零件的大部分表面具有相同的表面粗糙度要求时,对其中使用最多的一种代号可以统一注在图样的右上角,并加注其余”两字当零件所有表面具有相同的表面粗糙度要求时,其代号可在图样的右上角统一标注 序号标注规定及说明 当零件的大部分表面具有相同的表由粗糙度要求时,对其中使用最多的一种代(符) 1 号可统一注在图样的右上 角,并加注其余”两字,且应是 图样上其它代(符)号高度的1.4 倍 代号中数字注写方向应与尺 寸数字方向一致;倾斜表面的代 号及数字标控方向应符合图右规 定 带有横线的表面粗糙度应按 右图方式标注 3
表面粗糙度及表面粗糙度的标注方法
一.表面粗糙度的符号 注意:极限值表示参数的实测值中允许少于总数的16%的实测值超过规定值,高度参数常用Ra,在图中标注时常省略。无max min则表示是上极限或下极限,如果有则表示最大值和最小值,单位为微米 基本符号,表示可使用任何方法获得 基本符号加一短划,表示表面用去除材料的方法获得 表示用不去除材料方法获得(铸锻冲压等) 表示所有表面具有相同的表面粗糙度要求 二.表面粗糙度的代号 1. d' =h/10;H=1.4h;h为字体高度 a1、a2--粗糙度高度参数的允许值(mm); b加工方法、镀涂或其他表面处理; c取样长度(mm); d加工纹理方向符号; e加工余量(mm); f粗糙度间距参数值(mm)或轮廊支承长度率。 2.零件的加工表面的粗糙度要求由指定的加工方法获得,用文字标注在符号上边的横线,加工方法也可在图样的技术要求中说明 3.加工纹理方向: = 纹理平行于标注符号的视图的投影面 ⊥纹理垂直于标注符号的视图的投影面 x 纹理呈两相交的方向 M 纹理呈多方向 c 纹理呈近似同心圆 R 纹理呈近似的放射状 p 纹理无方向或凸起的细粒状 4.加工余量:注在符号的左侧,标注时数值要加上括号,单位为毫米 5.参数S Sm Tp l的标注,应标注在符号长边的横线下面,并且必须在参数值前注写参数的符号 三。表面粗糙度符号、代号在图样上的标注 一般标注在可见轮廓线、尺寸界线、引出线或它们的延长线上,符号的尖端必须从材料外指向表面,代号中数字及符号的注写方向必须与尺寸数字方向一致
标准规定在同一图样上,每一表面一般只标注一次。当零件的大部分表面具有相同的表面粗糙度要求时,对其中使用最多的一种代号可以统一注在图样的右上角,并加注“其余”两字当零件所有表面具有相同的表面粗糙度要求时,其代号可在图样的右上角统一标注序号标注规定及说明图例 1当零件的大部分表面具有相同的表由粗糙度要求时,对其中使用最多的一种代(符)号可统一注在图样的右上角,并加注‘其余”两字,且应是图样上其它代(符)号高度的1.4倍 2 代号中数字注写方向应与尺寸数字方向一致;倾斜表面的代号及数字标控方向应符合图右规定 3 带有横线的表面粗糙度应按右图方式标注
表面粗糙度及表面粗糙度的标注方法.-工程
表面粗糙度及表面粗糙度的标注方法 -工程 2019-01-01 一.表面粗糙度的符号注意:极限值表示参数的实测值中允许少于总数的16%的实测值超过规定值,高度参数常用Ra,在图中标注时常省略, 。无max min则表示是上极限或下极限,如果有则表示最大值和最小值,单位为微米基本符号,表示可使用任何方法获得基本符号加一短划,表示表面用去除材料的方法获得表示用不去除材料方法获得(铸锻冲压等)表示所有表面具有相同的表面粗糙度要求二.表面粗糙度的代号1.d' =h/10;H=1.4h;h为字体高度a1、a2--粗糙度高度参数的允许值(mm); b 加工方法、镀涂或其他表面处理; c 取样长度(mm); d 加工纹理方向符号; e 加工余量(mm); f 粗糙度间距参数值(mm)或轮廊支承长度率。2.零件的加工表面的粗糙度要求由指定的加工方法获得,用文字标注在符号上边的横线,加工方法也可在图样的技术要求中说明3.加工纹理方向:= 纹理平行于标注符号的视图的投影面⊥ 纹理垂直于标注符号的视图的投影面x 纹理呈两相交的方向M 纹理呈多方向 c 纹理呈近似同心圆R 纹理呈近似的放射状p 纹理无方向或凸起的细粒状4.加工余量:注在符号的左侧,标注时数值要加上括号,单位为毫米5.参数S Sm Tp l的标注,应标注在符号长边的横线下面,并且必须在参数值前注写参数的符号三。表面粗糙度符号、代号在图样上的标注一般标注在可见轮廓线、尺寸界线、引出线或它们的延长线上,符号的尖端必须从材料外指向表面,代号中数字及符号的注写方向必须与尺寸数字方向一致标准规定在同一图样上,每一表面一般只标注一次。当零件的大部分表面具有相同的表面粗糙度要求时,对其中使用最多的一种代号可以统一注在图样的右上角,并加注“其余”两字当零件所有表面具有相同的表面粗糙度要求时,其代号可在图样的右上角统一标注 一.表面粗糙度的符号注意:极限值表示参数的实测值中允许少于总数的16%的实测值超过规定值,高度参数常用Ra,在图中标注时常省略。无max min 则表示是上极限或下极限,如果有则表示最大值和最小值,单位为微米基本符号,表示可使用任何方法获得基本符号加一短划,表示表面用去除材料的方法获得表示用不去除材料方法获得(铸锻冲压等)表示所有表面具有相同的表面粗糙度要求二.表面粗糙度的代号1.d' =h/10;H=1.4h;h为字体高度a1、a2--粗糙度高度参数的允许值(mm); b 加工方法、镀涂或其他表面处理; c 取样长度(mm); d 加工纹理方向符号; e 加工余量(mm); f 粗糙度间距参数值(mm)或轮廊支承长度率, 《》()。2.零件的加工表面的粗糙度要求由指定的加工方法获得,用文字标注在符号上边的横线,加工方法也可在图样的技术要求中说明3.加工纹理方 向:= 纹理平行于标注符号的视图的投影面⊥ 纹理垂直于标注符号的视图的投影面x 纹理呈两相交的方向M 纹理呈多方向 c 纹理呈近似同心圆R 纹理呈近似的放射状p 纹理无方向或凸起的细粒状4.加工余量:注在符号的左侧,标注时数值要加上括号,单位为毫米5.参数S Sm Tp l的标
表面粗糙度的标注方法
表面粗糙度的標注方法 文件名稱: 表面粗糙度的標注方法 版本: 第一版本 版本日期: Apr.8, 2005
目錄 1 目的. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 2 範圍. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 3 參攷文件. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 4 內容. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 4.1 表面粗糙度圖形符號. . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 4.2 表面粗糙度要求的標注方法及解釋. . . . . . . . . . . . . . . . . . . . . . 4 4.3 表面粗糙度標注位置及方向 . . . . . . . . . . . . . . . . . . . . . . . . 6 4.4 簡化標注. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 4.5 兩個或更多加工方法的標注 . . . . . . . . . . . . . . . . . . . . . . . . 8 5 附錄A 表面鍍覆的標注. . . . . . . . . . . . . . . . . . . . . . . . . . 9 6 附錄B 概要表. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10 7 附錄C 表面粗糙度標注示例. . . . . . . . . . . . . . . . . . . . . . . .11 8 附錄D 術語和定義. . . . . . . . . . . . . . . . . . . . . . . . . . . .13 9 附錄E 粗糙度符號的比例和尺寸. . . . . . . . . . . . . . . . . . . . . .19 10 附錄F 在不同的標准中表面粗糙度的不同標注方法. . . . . . . . . . . . . .20
机械制图表面粗糙度符号1
机械制图表面粗糙度符号、代号及其注法 浏览22742发布时间10/09/11表面粗糙度符号、代号及其注法 Mechanical drawings— Surface roughness symbols and methods of indicating 1993-11-09 批准1994-07-01 实施 国家质量技术监督局发布 本标准等效采用国际标准ISO 1302—1992《技术制图——标注表面特征的方法》。 1 主题内容与适用范围 本标准规定了零件表面粗糙度符号、代号及其在图样上的注法。 本标准适用于机电产品图样及有关技术文件。其他图样和技术文件也可参照采用。 2 引用标准 GB 1031 表面粗糙度参数及其数值 GB/T 13911 金属镀覆和化学处理表示方法 GB 3505 表面粗糙度术语表面及其参数 GB 4054 涂料涂覆标记 GB 10610 触针式仪器测量表面粗糙度的规则和方法 GB 12472 木制件表面粗糙度参数及其数值 3 表面粗糙度符号、代号 3.1图样上所标注的表面粗糙度符号、代号是该表面完工后的要求。 3.2有关表面粗糙度的各项规定应按功能要求给定。若仅需要加工(采用去除材料的方法或不去除材料的方法)但对表面粗糙度的其他规定没有要求时,允许只注表面粗糙度符号。 3.3图样上表示零件表面粗糙度的符号见表1。 表1 符号意义及说明 基本符号,表示表面可用任何方法获得。当不加注粗糙度参 数值或有关说明(例如:表面处理、局部热处理状况等)时,仅
适用于简化代号标注 基本符号加一短划,表示表面是用去除材料的方法获得。例如:车、铣、钻、磨、剪切、抛光、腐蚀、电火花加工、气割等 基本符号加一小圆,表示表面是用不去除材料的方法获得。例如:铸、锻、冲压变形、热轧、冷轧、粉末冶金等。 或者是用于保持原供应状况的表面(包括保持上道工序的状况) 在上述三个符号的长边上均可加一横线,用于标注有关参数和说明 在上述三个符号上均可加一小圆,表示所有表面具有相同的表面粗糙度要求
机械制图_表面粗糙度符号分析
表面粗糙度符号、代号及其注法 Mechanical drawings— Surface roughness symbols and methods of indicating 1993-11-09 批准 1994-07-01 实施 国家质量技术监督局发布 本标准等效采用国际标准ISO 1302—1992《技术制图——标注表面特征的方法》。 1 主题内容与适用范围 本标准规定了零件表面粗糙度符号、代号及其在图样上的注法。 本标准适用于机电产品图样及有关技术文件。其他图样和技术文件也可参照采用。 2 引用标准 GB 1031 表面粗糙度参数及其数值 GB/T 13911 金属镀覆和化学处理表示方法 GB 3505 表面粗糙度术语表面及其参数 GB 4054 涂料涂覆标记 GB 10610 触针式仪器测量表面粗糙度的规则和方法 GB 12472 木制件表面粗糙度参数及其数值 3 表面粗糙度符号、代号 3.1图样上所标注的表面粗糙度符号、代号是该表面完工后的要求。 3.2有关表面粗糙度的各项规定应按功能要求给定。若仅需要加工(采用去除材料的方法或不去除材料的方法)但对表面粗糙度的其他规定没有要求时,允许只注表面粗糙度符号。 3.3图样上表示零件表面粗糙度的符号见表1。 表1
3.4当允许在表面粗糙度参数的所有实测值中超过规定值的个数少于总数的16%时,应在图样上标注表面粗糙度参数的上限值或下限值。 当要求在表面粗糙度参数的所有实测值中不得超过规定值时,应在图样上标注表面粗糙度参数的最大值或最小值。 3.5表面粗糙度高度参数轮廓算术平均偏差R a值的标注见表2,R a在代号中用数值表示(单位为微米),参数值前可不标注参数代号。 表2 3.6表面粗糙度高度参数轮廓微观不平度十点高度R z、轮廓最大高度R y值(单位为微米)的标注见表3,参数值前需标注出相应的参数代号。 表3 3.7取样长度应标注在符号长边的横线下面,见图1。
粗糙度标注方法新旧标准对比总结
粗糙度标注方法新(06版)旧标准对比 1注意表面结构表示法所属标准化领域的变化 (2) 2注意表面结构符号分类的变化 (2) 3注意表面结构要求的标注 (3) 3.1图形符号的比例和尺寸 (3) 3.2 各项标注内容的注写位置 (3) 3.3 表面结构参数的表示 (4) 3.4表面纹理方向 (5) 3.5加工余量 (5) 4注意表面结构要求在文本中的表示 (5) 5注意表面结构要求在图样上的标注位置 (6) 6注意简化标注新规定 (7) 7注意传输带及评定长度的标注 (9) 8注意表面结构符号的标注方向 (9) 9标注要完整 (9) 10注意表面结构参数的含义 (9)
表面结构要求包括粗糙度、波纹度、原始轮廓等参数。其表示方法的标准是模具设计不可缺少的常用标准。作为规定表面结构标注方法重要基础性国家标准的GB/T131-1993《机械制图、表面粗糙度符号、代号及其标注》国家标准于2006年被修订为GB/T131-2006《产品几何技术规范(GPS)技术产品文件中表面结构的表示法》。新版标准采用ISO 1302:2002《产品几何技术规范(GPS)技术产品文件中表面结构的表示法》(英文版),共有11章及10个附录,分别对技术产品文件中表面结构的表示方法作出了规定,适用于所有产品对表面结构有要求的标注。与原1993年版旧标准相比,技术内容发生了很大变化。因此,贯彻标准时需要加以注意。 1注意表面结构表示法所属标准化领域的变化 本次修订,将表面结构表示法从机械制图领域划归为产品几何技术规范领域。因此,标准名称由原来的《机械制图、表面粗糙度符号、代号及其标注》修改为《产品几何技术规范(GPS)技术产品文件中表面结构的表示法》。将表面结构表示法所属标准化领域加以捋顺,有利于标准之间的相互协调。 2注意表面结构符号分类的变化 新版标准对表面结构图形符号的规定没有变化,但对表面结构图形符号的分类作了调整。1993年版对表面结构表示有粗糙度符号和粗糙度代号之称。其中,表示粗糙度的图形称为粗糙度符号;而粗糙度的符号和数字则统称为粗糙度代号。而新标准则一律称为表面结构的图形符号。此外,新标准还对表面结构的图形符号进一步做了分类。分为基本图形符号、扩展图形符号、完整图形符号三种,并分别给出了各自的定义。其中,基本图形符号即1993版中所称的基本符号。新标准将原来的表示表面可以用任何方法获得的符号称为基本图形符号,将原来的表示表面可以用去除材料的方法获得粗糙度的符号以及不允许用去除材料的方法获得表面粗糙度的符号统称为扩展图形符号。而将原来在基本符号的长边上加一横线、用于标注有关参数和说明的符号称为完整图形符号。图样及文件上所标柱的表面结构符号即是完整图形符号。但各种图形符号的含义没有变。新标准对表面结构符号的分类见表1。
粗糙度符号及意义
1、表面粗糙度的概念 零件加工时,由于刀具在零件表面上留下的刀痕及切削时金属表面的塑性变形等影响,使零件存在着间距较小的轮廓峰谷。这种表面上具有较小间距的峰谷所组成的微观几何形状特性,称为表面粗糙度。 表面粗糙度是衡量零件质量的标志之一,它对零件的配合、耐磨性、抗腐蚀性、密封性和外观都有影响。因此,零件表面的粗糙度的要求与使用要求、加工方法、加工成本紧密相关,因此,在满足使用要求的前提下,合理选用表面粗糙度参数。 2、表面粗糙度的参数 目前,在生产中评定零件表面质量的主要参数是使用轮廓算术平均偏差Ra。它是在取样长度l(用于判别具有表面粗糙度特征的一段基准线长度)内,轮廓偏距y(表面轮廓上的点至基准线的距离)绝对值的算术平均值。 Ra的取值及取样长度见表1。 表1 Ra及l, ln选用值 有时,还使用Rz(微观不平度十点高度)和Ry(轮廓最大高度)。 3、表面粗糙度的标注方法 (1)表面粗糙度代号 图样上表示零件表面的粗糙度符号的画法如图1所示。 图1 表面粗糙度符号的比例 图样上表示零件表面粗糙度的符号如表2。
表2 表面粗糙度符号 (2)表面粗糙度代号的标注方法 代号和参数的注写方向如图2所示。当零件大部分表面具有相同的表面粗糙度时,对其中使用最多的一种符号、代号可统一标注在图样的右上角,并加注“其余”两字,统一标注的代号及文字高度,应是图形上其它表面所注代号和文字的1.4倍。 图2 表面粗糙度代号的基本标注方法 不同位置表面代号的注法,符号的尖端必须从材料外指向表面,代号中数字的方向与尺寸数字方向一致,如图3所示。 图3 不同位置表面上表面粗糙度代号的标注
表面粗糙度定义
表面粗糙度100个问与答 1.什么称为表面粗糙度? 答:表面粗糙度是指零件加工表面上具有的由较小间距和峰谷所组成的微观几何形状特征。它是一种微观几何形状误差。 2.表面粗糙度如何产生? 答:零件经切削加工或其他方法所形成的表面,由于加工中的材料塑性变形、机械振动、摩擦等原因,总是存在着几何形状误差。 3.表面粗糙度对零件有什么影响? 答:表面粗糙度对零件的摩擦和磨损、疲劳强度、抗腐蚀性及零件间的配合性质等都有重要的影响。 4.目前我国的“表面粗糙度”国家标准主要有哪些? 答:GB/T 3505 2000 表面粗糙度术语表面及其参数; GB/T 1031-1995 表面粗糙度参数及其数值; GB/T 131-1993 机械制图表面粗糙度符号、代号及其注法。 5.什么称为实际轮廓? 答:是平面与实际表面相交所得的轮廓线。按照相截方向的不同,它又可分为横向实际轮廓和纵向实际轮廓。在评定和测量表面粗糙度时,除特殊指明,通常均按横向实际轮廓,即与加工纹理方向垂直的截面上的轮廓。 6.什么称为取样长度? 答:用于判别具有表面粗糙度特征的一段基准线长度。表面越粗糙,取样长度就应越大。规定取样长度是为了限制和减弱其他几何形状误差对表面粗糙度测量结果的影响。在取样长度范围内,一般包括5个以上的轮廓峰与轮廓谷。取样长度的选用值见GB/T 1031-1995 表面粗糙度参数及其数值。 7.什么称为评定长度? 答:是用以评定轮廓所必需的一段长度,可包括一个或几个取样长度。由于零件表面加工存在不均匀性,为了充分合理地反映被测表面的粗糙度特征,需要用几个取样长度来评定。评定长度的选用值见GB/T 1031-1995 表面粗糙度参数及其数值。 8.什么称为基准线? 答:评定表面粗糙度参数数值大小的一条参考线称为基准线。基准线有两种:轮廓最小二乘中线和轮廓算术平均中线。 9.什么称为轮廓最小二乘中线? 答:轮廓的最小二乘中线是在取样长度内,使轮廓上各点轮廓偏距的平方和为最小的线。10.什么称为轮廓算术平均中线? 答:轮廓的算术平均中线是在取样长度内,划分实际轮廓为上、下两部分,且使上、下面积相等的线。 11.基本评定参数为哪些? 答:三项高度参数为基本评定参数,即轮廓算术平均偏差(R a)、微观不平度十点高度(R z)和轮廓最大高度(R y);另三项为附加评定参数,即轮廓微观不平度的平均间距(S m)、轮廓单峰平均间距(S)和轮廓支承长度率(t P)。 12.什么称为轮廓算术平均偏差(Ra)? 答:在取样长度内,被测轮廓上各点至轮廓中线距离绝对值的算术平均值,R a值越大,则表面越粗糙。R a能客观地反映被测轮廓的几何特性。R a值可用电动轮廓仪直接测量,但不够直观。13.什么称为微观不平度十点高度(Rz)? 答:在取样长度内,5个最大的轮廓峰高的平均值与5个最大谷深的平均值之和。R z数值越大,表
各种粗糙度符号含义
各种粗糙度符号含义 各种粗糙度符号含义 参数输出测量标准 算术平均粗糙度 Ra Ra R A DIN EN ISO 4287 : 1998 ISO 4287 : 1997 JIS B 0601 : 1994 均方根粗糙度 Rq Rq RQ DIN EN ISO 4287 : 1998 ISO 4287 : 1997 JIS B 0601 : 2001 平均峰谷深度 Rz (依据 ISO 标准)或 Ry Rz RZ DIN EN ISO 4287 : 1998 (依据 JIS 标准) Ry ( JIS ISO 4287 : 1997 相当于 Rz JIS B 0601 : 2001 Rz ( JIS 轮廓的平均高度 Rz RZJ JIS B 0601 : 2001 (以前为: ISO 4287/1 : 1984 ) 最大粗糙度深度 Rmax Rmax RM DIN 4768 : 1990 A X 平均轮廓波峰高度 Rp Rp R P DIN EN ISO 4287 : 1998 ISO 4287 : 1997 Rp ( ASME 最大轮廓波峰高度 Rp R P ASME B46 平均轮廓波峰高度 Rp Rpm R P ASME B46 ( ASME M 减小的波峰高度 Rpk Rpk R P DIN EN ISO 13565-2 : 1998 K 中心粗糙度深度 Rk Rk RK DIN EN ISO 13565-2 : 1998
减小的波谷深度 Rvk Rvk RVK DIN EN ISO 13565-2 : 1998 粗糙度中心轮廓的最小材料率 Mr1 : Mr1 MR 1 DIN EN ISO 13565- 2 : 1998 将突出的波峰从粗糙度中心轮廓分开的交线的 材料率(单位 % )。 粗糙度中心轮廓的最大材料率 Mr2 : Mr2 MR 2 DIN EN ISO 13565-2 : 1998 将波谷从粗糙度中心轮廓分开的交线的材料比 (单位 % )。 材料填充的轮廓波峰范围 A1 A1 A1 DIN EN ISO 13565-2 : 1998 (单位μm2/mm) 导润剂填充的轮廓波谷范围 A2 A2 A2 DIN EN ISO 13565-2 : 1998 ( 单位μm2/mm 含油量 Vo (单位 mm 3 /cm 2 ) Vo VO R 轮廓的总高度 Rt Rt RT DIN EN ISO 4287 : 1998 算术平均第三峰谷间高度 R3z R3z R 3 DB N 31007 : 1983 Z 波峰数 RPc RPc R PC EN 10049 : 2005 (取决于交线 C1 和 C2 ): ASME B46 每厘米(或每英寸)超出上交线 C1 和小于下 交线 C2 的轮廓的数目(见 RSm )。 材料率 Rmr Rmr RMR DIN EN ISO 4287 : 1998 tp ( JIS , (取决于参考线 CREF 和交线 C ; ISO 4287 : 1997 ASME 相当于 Rmr 3 个单值可选) JIS B 0601 : 2001 轮廓的平均宽度 RSm RSm RSM DIN EN ISO 4287 : 1998 (以前:槽间距) ISO 4287 : 1997