焊接滚轮架开题报告
快速货车转向架焊接构架性能研究的开题报告

快速货车转向架焊接构架性能研究的开题报告
一、选题背景及意义
随着物流行业的迅猛发展,快速货车的需求量也在不断增加。
而快速货车的转向架作为车辆的重要组成部分,其性能安全直接影响着整车的运行质量和安全性。
然而目前国内对于快速货车转向架的研究还比较薄弱,尤其是焊接构架的研究更是缺乏国内实例进行借鉴和参考。
因此,本研究选择了快速货车焊接构架的研究方向,力求探究焊接构架的关键性能指标,为国内快速货车制造业的发展提供技术支持和参考。
二、研究内容及方法
本研究将对快速货车转向架焊接构架的静载试验、动态载荷试验以及疲劳试验进行研究,并对试验结果进行分析。
其中静载试验将探究焊接构架的刚度和强度等性能指标;动态载荷试验将探究焊接构架在高速运行时的稳定性能;疲劳试验将探究焊接构架在长时间使用中的承载能力和寿命等指标。
本研究将采用理论分析和实验研究相结合的方法,力求综合分析试验结果,获得最为准确的结论。
三、预期成果及应用价值
通过本研究,我们预期可以探究出快速货车焊接构架的关键性能指标,并对其进行深入分析。
同时,我们还可以通过实验探究的方式,获得更为准确的试验数据,并对其进行数据分析,获得相对科学的结果。
该研究结果将对国内快速货车制造业的技术水平提升和产品发展方向的指导具有一定的推动作用。
同时,本研究还可为更广泛的焊接构架应用研究提供参考和参考。
焊接操作机的开题报告

2009届毕业设计开题报告
题目4T蒸汽锅炉焊接操作机的设计
专业机械设计制造及其自动化
姓名戚小美
班级05机Y2
指导教师陈胜
起止日期2009.3.2~2009.6.20
12.编写说明书。
13.准备答辩工作。
五、进程安排:
第一周:技术调研及方案研讨,查阅各类资料。
第二周:方案设计及方案论证,结构图的设计阶段。
第三周~第十三周:仪表盘胶合压力机装配图及零件图。
第十四周~第十七周:撰写编写毕业设计说明书。第十八ຫໍສະໝຸດ :答辩。六、主要参考文献:
1.陈隆昌、阎治安编:《控制电机》西安电子科技大学出版社2000.5
指导教师意见(对课题的深度、广度及工作量的意见和对毕业设计结果的预测):
指导教师:
2009年3月2日
系部意见:
系主任:
年月日
注:开题报告作为毕业设计答辩委员会对学生答辩资格审查的依据材料之一,此报告应在导师的指导下,由学生填写,经导师签署意见及系部审核后生效。
2.邓昌钟编:《机电传动控制》华中理工大学出版社1991.5
3.孟宪源编:《机构构型与应用》机械工业出版社2004.3
4.金属切削机床设计编写组:《金属切削机床设计》上海科学技术出版社
5.浦林祥编:《金属切削机床夹具设计手册》机械工业出版社1995.12
6.机械设计手册:各出版社
7.姜琪主编:《机构运动方案及机构设计》高等教育出版社1991.5
一、技术路线:
1.工厂调研:了解焊接操作机工艺方面的要求,了解目前工厂实际操作情况,明确设计目标。
焊接滚轮架毕业设计
焊接滚轮架毕业设计焊接滚轮架毕业设计在工程领域中,焊接技术一直扮演着重要的角色。
而焊接滚轮架作为焊接设备的重要组成部分,其设计与制造对于提高焊接效率和质量至关重要。
本文将探讨焊接滚轮架的毕业设计,包括设计原理、材料选择和制造流程等方面。
一、设计原理焊接滚轮架的设计原理主要涉及到滚轮的选择和布置、结构的稳定性以及操作的灵活性。
首先,滚轮的选择应考虑到所需承载能力和摩擦力,以确保焊接工件在滚动过程中的稳定性。
其次,滚轮的布置应合理,以满足不同焊接工件的需求。
最后,焊接滚轮架的结构应具备足够的稳定性,以确保焊接过程中的安全性和可靠性。
二、材料选择在焊接滚轮架的材料选择上,应考虑到其强度、耐磨性和耐腐蚀性等方面。
通常情况下,焊接滚轮架的主要构件采用高强度钢材制作,以确保其承载能力和结构的稳定性。
而滚轮则可以选择具有较高硬度和耐磨性的材料,如合金钢或硬质橡胶等。
此外,对于焊接滚轮架的表面处理,可以采用镀锌或喷涂等方式,以提高其耐腐蚀性和美观度。
三、制造流程焊接滚轮架的制造流程包括材料切割、焊接、加工和装配等步骤。
首先,根据设计要求,对所需材料进行切割,以得到各个构件的形状和尺寸。
然后,通过焊接工艺将构件进行连接,形成滚轮架的基本结构。
接下来,对焊接接头进行加工,以提高其精度和表面质量。
最后,对各个构件进行装配,并进行必要的调试,以确保焊接滚轮架的正常运行。
四、创新点在焊接滚轮架的毕业设计中,可以考虑加入一些创新点,以提升其性能和功能。
例如,可以设计可调节高度的滚轮架,以适应不同高度的焊接工件。
另外,可以考虑加入自动控制系统,以实现焊接滚轮架的自动化操作。
此外,还可以通过优化结构设计和材料选择,降低焊接滚轮架的重量和能耗,提高其工作效率和环境友好性。
总结起来,焊接滚轮架的毕业设计涉及到设计原理、材料选择和制造流程等方面。
在设计中应注重滚轮的选择和布置、结构的稳定性以及操作的灵活性。
材料选择应考虑到强度、耐磨性和耐腐蚀性等因素。
焊接机器人开题报告

焊接机器人开题报告焊接机器人开题报告一、研究背景随着工业自动化的不断发展,焊接机器人作为一种高效、精确的焊接工具,被广泛应用于各个领域。
然而,目前市场上的焊接机器人在某些方面仍然存在一些不足之处,例如精度不高、适应性差等。
因此,本研究旨在通过对焊接机器人的改进和优化,提高其性能和效率。
二、研究目标1. 提高焊接机器人的精度和稳定性。
通过改进焊接机器人的控制算法和传感器系统,提高其焊接精度和稳定性,减少焊接缺陷的发生率。
2. 提高焊接机器人的适应性。
通过改进焊接机器人的智能控制系统,使其能够适应不同焊接工艺和材料,提高其适应性和灵活性。
3. 提高焊接机器人的效率。
通过改进焊接机器人的动力系统和工作流程,提高其工作效率,减少焊接时间和能耗。
三、研究方法1. 理论研究。
通过对焊接机器人的相关理论和技术进行深入研究,了解其工作原理和存在的问题,为后续实验和改进提供理论基础。
2. 实验验证。
通过搭建焊接机器人实验平台,对其进行实际操作和测试,验证改进方法的有效性和可行性。
3. 数据分析。
通过对实验数据的收集和分析,评估焊接机器人的性能和效果,为进一步改进提供科学依据。
四、研究内容1. 焊接机器人的控制算法研究。
通过对焊接机器人的控制算法进行优化和改进,提高其运动精度和稳定性,减少焊接误差。
2. 焊接机器人的传感器系统研究。
通过引入先进的传感器技术,提高焊接机器人对焊接过程的感知能力,实时监测焊接质量,减少焊接缺陷。
3. 焊接机器人的智能控制系统研究。
通过引入人工智能和机器学习技术,使焊接机器人能够自主学习和适应不同焊接工艺和材料,提高其适应性和灵活性。
4. 焊接机器人的动力系统研究。
通过改进焊接机器人的动力系统,提高其工作效率和能耗效率,减少能源消耗和环境污染。
五、研究意义1. 提高焊接质量。
通过改进焊接机器人的精度和稳定性,减少焊接缺陷的发生率,提高焊接质量,降低产品的不良率。
2. 提高生产效率。
通过提高焊接机器人的适应性和效率,减少焊接时间和能耗,提高生产效率,降低生产成本。
焊接工装夹具开题报告
焊接工装夹具开题报告焊接工装夹具开题报告一、研究背景近年来,焊接工装夹具在制造业中扮演着重要的角色。
随着工业自动化和智能化的发展,对于焊接工装夹具的需求也越来越高。
焊接工装夹具作为一种用于固定和定位焊接零件的工具,对于提高焊接质量和生产效率起到至关重要的作用。
然而,目前市场上的焊接工装夹具存在着一些问题,如制作周期长、成本高、精度不够等。
因此,研究开发一种高效、精准、经济的焊接工装夹具具有重要意义。
二、研究目标本研究旨在设计和开发一种基于先进技术的焊接工装夹具,以提高焊接质量和生产效率。
具体目标如下:1. 提高制作周期:通过引入先进的制造技术,减少制作周期,提高工装夹具的制作效率。
2. 降低成本:通过优化设计和材料选择,降低工装夹具的制作成本。
3. 提高精度:采用高精度的加工设备和测量仪器,确保工装夹具的精度达到要求。
4. 提高适应性:设计工装夹具时考虑不同焊接任务的特点,提高工装夹具的适应性和灵活性。
三、研究内容和方法1. 研究内容本研究将围绕以下几个方面展开:(1) 工装夹具设计:通过分析焊接任务的特点,设计出适应性强、结构合理的工装夹具。
(2) 材料选择:通过对不同材料的性能和成本进行评估,选择适合工装夹具制作的材料。
(3) 制造工艺优化:通过引入先进的制造技术,优化工装夹具的制造工艺,提高制作效率。
(4) 精度控制:采用高精度的加工设备和测量仪器,控制工装夹具的制作精度。
(5) 性能测试:对设计的工装夹具进行性能测试,评估其焊接质量和生产效率。
2. 研究方法本研究将采用实验研究和数值模拟相结合的方法进行。
具体方法如下:(1) 实验研究:设计和制作不同类型的焊接工装夹具,并进行性能测试。
通过对比不同工装夹具的性能指标,评估其优缺点。
(2) 数值模拟:利用计算机辅助设计和仿真软件,对工装夹具的结构和性能进行模拟和优化。
通过数值模拟,提前评估工装夹具的性能,减少实验次数和成本。
四、预期成果和意义本研究的预期成果包括:1. 设计和开发一种高效、精准、经济的焊接工装夹具。
焊接用滚轮架的设计
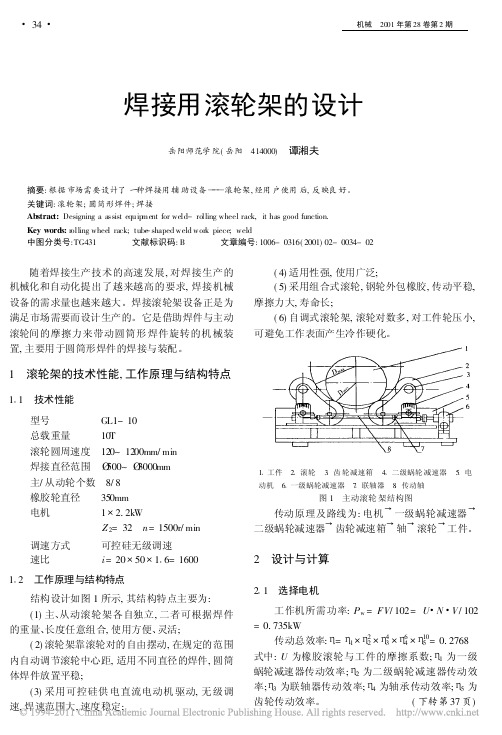
焊接用滚轮架的设计岳阳师范学院(岳阳 414000)谭湘夫摘要:根据市场需要设计了一种焊接用辅助设备 滚轮架,经用户使用后,反映良好。
关键词:滚轮架;圆筒形焊件;焊接Abstract:Designing a assist equip ment for weld-rolling wheel rack,it has good function.Key words:rolling wheel rack;tube -shaped weld work piece;weld中图分类号:TG431 文献标识码:B 文章编号:1006-0316(2001)02-0034-02随着焊接生产技术的高速发展,对焊接生产的机械化和自动化提出了越来越高的要求,焊接机械设备的需求量也越来越大。
焊接滚轮架设备正是为满足市场需要而设计生产的。
它是借助焊件与主动滚轮间的摩擦力来带动圆筒形焊件旋转的机械装置,主要用于圆筒形焊件的焊接与装配。
1 滚轮架的技术性能,工作原理与结构特点1 1 技术性能型号 GL1-10总载重量 10T滚轮圆周速度 120~1200mm/min 焊接直径范围 500~ 3000mm 主/从动轮个数 8/8橡胶轮直径 350mm 电机 1 2.2kWZ 2=32 n =1500r/min调速方式 可控硅无级调速速比 i =20 50 1 6=16001 2 工作原理与结构特点结构设计如图1所示,其结构特点主要为:(1)主、从动滚轮架各自独立,二者可根据焊件的重量、长度任意组合,使用方便、灵活;(2)滚轮架靠滚轮对的自由摆动,在规定的范围内自动调节滚轮中心距,适用不同直径的焊件,圆筒体焊件放置平稳;(3)采用可控硅供电直流电动机驱动,无级调速,焊速范围大,速度稳定;(4)适用性强,使用广泛;(5)采用组合式滚轮,钢轮外包橡胶,传动平稳,摩擦力大,寿命长;(6)自调式滚轮架,滚轮对数多,对工件轮压小,可避免工作表面产生冷作硬化。
机械毕业设计994T焊接滚轮架机械设计毕业论文
本科毕业设计(论文) 4T焊接滚轮架机械设计年级:学号: 20033935姓名:专业:指导老师:第I页院系材料科学与工程学院专业材料成型及控制工程年级 2 姓名题目 4T焊接滚轮架机械设计指导教师评语指导教师 (签章)评阅人评语评阅人 (签章) 成绩答辩委员会主任 (签章)年月日摘要焊接装备就是在焊接生产中与焊接工序相配合,有利于实现焊接生产机械化,自动化,有利于提高装配焊接质量,促使焊接生产过程加速进行的各种辅助装置和设备。
焊接滚轮架是借助主动滚轮与焊件之间的摩接力带动焊接旋转的变位机械。
焊接滚轮架主要用于筒形焊件的装配与焊接。
焊接滚轮架按结构形式分为两类:第一类是长轴式滚轮架。
第二类是组合式滚轮架。
本文主要对组合式4T焊接滚轮架进行设计,并对轴、键等主要构件进行了校核。
结果表明各主要部件符合要求。
该滚轮架结构简单,使用方便灵活,对焊件的适应性很强。
设计中充分的考虑了滚轮架的合理性和经济性等因素。
关键词:焊接;工装夹具;滚轮架AbstractWelding equipment is a machine which is used in welding production and welding processes, and it is conducive to welding production mechanization and automation, to improving assembly welding-quality. Then it could prompte to speed up the process of welding production of the various assistive devices and equipment. Welding roller is used initiative and welding pieces of the wheel between the Mount relay driven welding rotating mechanical deformation. Welding roller stands for the main pieces of tube welding and welding assembly. Welding roller standing by structural form is divided into two categories : the first category is long axis-wheel frame., the second category is modular roller frame. In this paper, four pairs of modular T-welded wheel for the design, as well as axial, bond and other main component of checking. The results showed that the main components to meet the requirements. The roller frame structure is simple, flexible, adaptive welded pieces of a strong, which is the most widely used form of the structure. And it could be fully considered the roller frame reasonable and economic, and other factors.【Key words】:weld, frock clamp, turning rolls目录第一章文献综述 (1)1.1焊接的应用 (1)1.2焊接机械装备 (1)1.2.1焊接机械设备的分类 (2)1.2.2焊接机械装备对焊接生产的作用 (2)1.3焊接自动化: (3)1.4焊接工装夹县 (4)1.4.1焊接工装夹具的特点 (5)1.4.2焊接工装夹具的分类 (6)1.4.3对焊接工装夹具的设计要求 (6)1.4.4焊件在焊接工装夹具中的定位方法 (7)1.5焊接变位机械 (8)1.5.1焊接变位机械的分类 (8)1.5.2焊接变位机械应具备的性能 (9)1.6几类焊接机械设备的具体介绍 (10)1.6.1焊接变位机 (10)1.6.2焊接翻转机 (11)1.6.3焊接操作机 (12)1.6.4焊接滚轮架 (13)1.6.5关于滚轮架轴向窜动的问题 (16)第二章方案的选择与确定 (18)2.1组合式滚轮架的特点: (18)2.2滚轮驱动方案 (20)2.3减速器的选择: (20)2.4连轴器的选用: (21)2.5滚轮架滚轮的设计 (22)2.6轴的设计 (23)2.7轴承的选用 (24)2.8轴承端盖的设计 (25)2.9丝杠的设计 (26)2.10键的设计 (27)2.11机架的设计 (27)2.12表面粗糙度 (29)第三章计算与校核 (30)3.1焊接滚轮架的设计计算 (30)3.1.1驱动圆周力与支反力的分析及中心角的确定 (30)3.1.2 焊接滚轮架的受力分析 (33)3.1.3滚轮支反力的计算 (34)3.2电动机的选定 (36)3.3轴的校核 (37)3.4滚轮处键的校核 (38)3.5轴承寿命计算 (38)3.6轴承的强度计算................................... 错误!未定义书签。
专题 焊接滚轮架设计
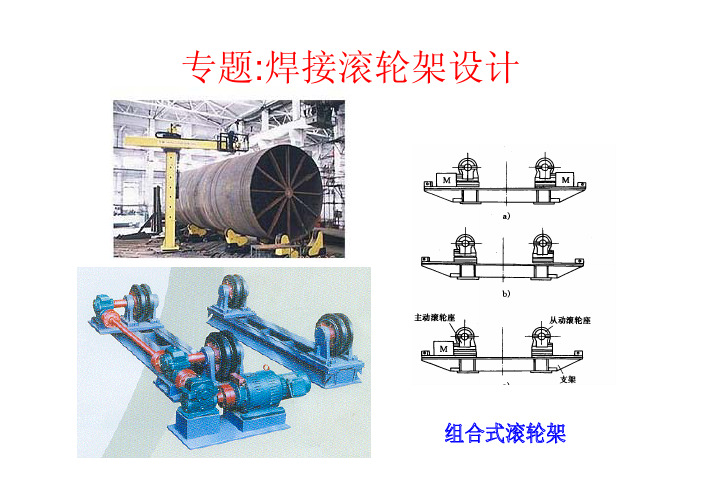
专题:焊接滚轮架设计对于重型滚轮架(如图1-13),多采用车间起重设备挪动滚轮架座进行分段调节。
•关于滚轮架轴向窜动的问题•如果滚轮和焊件都是理想的圆柱体,且各滚轮尺寸一致,并且其转动轴线都在同一水平面内并与焊件轴线平行时,放在滚轮架上的焊件是不会产生轴向窜动的,这是理想情况。
但实际上是不可能做到的,尤其是焊件就不可能做到理想中的圆柱体。
多次试验证明将主、从滚轮架在水平和轴向上的位置找好,固定下来,下次再用时仍会窜动。
即便是同一个焊件,此时调整后已不再窜动,但换个方向旋转或将该焊件吊起移动位置后再放到滚轮架上,该焊件又会窜动了,更不用说换另外一个焊件了。
国内一些工厂采用在焊件端头硬顶的办法,这种办法对设备和焊件都有损害,实属无奈。
国外制作的防窜滚轮架,虽能满足要求,可惜价格较昂贵。
理论和实践都证明:影响焊件做轴向窜动的主要原因是滚轮各轴线与焊件轴线的平行度。
因此,在制造和使用焊接滚轮架时,首先要尽量做到:①主、从滚轮架都位于同一中心线上。
②各滚轮的轴线都在一个水平面内且相互平行。
③滚轮间距相等。
实际上,焊件在滚轮架上的轴向窜动,其焊件本身是在作螺旋运动,如能采取措施,把焊件的左旋及时地改为右旋或将右旋改为左旋,直至焊件不再作螺旋运动为止。
目前,已有三种执行机构可完成防止工件窜动任务:(1)顶升式执行机构从动滚轮架的一侧滚轮可以做升降运动,使焊件轴线发生偏移,同时也使焊件自重产生的轴向分量发生变化。
这种调节方式其优点是调节灵敏度较高,缺点是制造成本高,体积大。
(2)偏移式执行机构从动滚轮架的两侧滚轮沿其垂直中心线可做同向偏移,以此改变滚轮与焊件的轴向摩擦分力。
这种调节方式其优点是灵敏度高,但最大的缺点是对滚轮的磨损太大。
(3)平移式执行机构从动滚轮架的两侧滚轮可以同时垂直于焊件轴心线做水平移动,从而达到调节焊件轴心线以及调节滚轮轴线夹角的目的。
这种调节方式其优点是稳定性好,制造成本低,结构简单,不占用额外的安装空间。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
洛阳理工学院毕业设计(论文)
开 题 报 告
题 目: 40吨非自调式组合焊接滚轮架的设计
系 部: 机电工程系
专 业: 材料成型及控制工程
学生姓名: 杜克克
班级学号: B090303
指导教师姓名: 安俊超
指导教师职称: 博士
2013 年 3 月 26日
课题名称 40吨非自调式组合焊接滚轮架的设计
学生姓名 杜克克 专业班级 B090303 课题类型 工程设计
指导教师 安俊超 职称 博士 课题来源 工程实际
1. 设计的意义
随着世界制造业快速发展,焊接技术应用越来越广泛,焊接技术应用也越
来越高。新的焊接工艺方法不断涌现,专业焊接设备日新月异。与此同时,我
国的传统制造业必将按照现代化的标准加快技术改造。大量采用高度自动化的
加工设备和焊接装备是工业现代化的必然趋势,并将促进我国焊接装备制造业
发生根本性的变革。焊接结构制造业向高参数、大型化、精密化的快速发展,
加速了对各种高效、自动化焊接装备的需要,同时也对其提出了越来越高的要
求。不仅要求装备的制造精度高、成套性好,而且还要求全集成自动化控制一
体化。近年来,我国焊接装备制造业有了长足的进步。随着焊接装备的成套性、
自动化程度和制造精度的提高,应用范围逐步扩大,焊接装备制造业加快了发
展。焊接滚轮架是一种重要的焊接辅助设备,在焊接辅助生产中广泛应用。主
要是借助与工件和滚动轮的磨擦力带动工件旋转。与焊接操作机配合使用可实
现可旋转地筒形的工件的内外环缝和内外纵缝的自动焊接。常用焊接滚轮架有
基本式滚轮架和自调式滚轮架,以自调式滚轮架应用最广泛 。
2. 国内外研究概况
近几十年来,随着科技的日新月异,焊接设备和焊接方法也得到了长足的
发展。目前,国外焊接设备的显著特点是高精度、高质量、高可靠度,数字化、
智能化控制、大型化、集成化以及多功能化。而国内无论从产量构成还是技术
发展方向上看,正在高效、自动化、智能化、节能、环保型的焊接方向上发展。
焊接技术的高速发展,对焊接生产的机械化和自动化提出了越来越高的要求,
焊接机械设备的需求量也越来越大,焊接滚轮架设备正是为满足市场需要 而设
计生产的 。随着我国改革开放进程的深化,随着中外合作生产或引进技术生产
的机械产品的日益增多,促进了我国焊接结构用量的迅速增加。尤其是为满足
我国石油、化工、交通、能源等工业的迅猛发展,大厚壁、大型化、高容量、
耐磨蚀、耐动载的锅炉、石油、化工压力容器的用量更是日益增加,其 接头的
焊接质量要求也愈来愈高,并且在实际生产中要求有较高的生产效率 。 在上
述压力容器的焊接生产中,自调式焊接滚轮架是必不可少的辅助装备之一,它
是借助工件与滚轮之间的摩擦力来带动筒形工件旋转的焊件变位机械。 国内的
重型焊接滚轮架实用户集中在大型的石油化工,电站设备制造,重型设备制造
行业,实用的焊接滚轮架来自不同的国家。目前国内进口的主要品牌焊接滚轮
架有:如芬兰 PEMALDO 滚轮架,意大利 ANSALDO 公司等。他们的滚轮
架采用了速度控制系统、机械转动系统、防偏移结构、滚轮中心距调整
(1)在速控制系统发面,芬兰PEMA 300t滚轮架采用了目前流行的交流
方法。变频调速系统,速度控制精度较高;意大利ANSALDO公司采用调速系
统,有速度反馈;
(2)在机械转动系统发面,芬兰PEMA 300t滚轮架采用的是动机一速度
反馈;行星减速器联型,行星减速器输出轴于滚轮直联结构。ANSALDO采用
直流电动机带同布齿形带,经过安装有带动器的齿轮箱将动力通过齿条传递给
滚轮,机械结构简单,有只够动力,同步齿形带具有安全装置的功能,稳定性
不好;
(3)在防偏移结构方面,PEMA 300t的防偏移机构由液压驱动滚轮支座在
水平摆动。这种结构简单有效,调整范围小。ANSALDO的防偏移机构采用液
压伺服驱动偏心轴带动滚轮在垂直平面摆动。机构简单有效,但适用范围小;
(4)在滚轮中心距调整方法方面,PAMA 300t和ESAB均采用节距调整,
即在底座上钻有节距的饿孔,不同节距长度可以代不同的滚轮中心距。
相比较国外,我国自调式焊接接滚轮架的研制还处在初始阶段,据调查,
至今国内尚无正式厂家能够制造出比较成熟的产品,生产中主要是依靠引进国
外的设备,如兰州石油化工机械厂、哈尔滨锅炉厂、齐齐哈尔第一重型机械厂
等,都从国外引进了防轴向窜动的焊接滚轮架。这样,一方面要花费大量的外
汇,另一方面也远远不能满足国内日益增长的焊接生产需要 。
3. 研究内容、研究方案及步骤
3.1设计的主要内容
3.2 研究内容
了解自调式焊接滚轮架的基本工作原理及其使用范围;对滚轮架的结构进
行设计,如轴上零件的配置、滚轮的传动结构设计;对主传动轴进行强度校核;
结论。
3.3研究方案及步骤
查找相关资料,了解自调式滚轮架的工作原理 拟定多种设计方案并选择一
种经济适用的方案进行设计计算 在满40t的承重要求下, 对各部件进行强度
校核 找出设计过程中遇到的问题和错误,进行再计算验证,得出正确的设计结
果 根据零件图绘制出装配图 编写设计说明书。
(1)制定工艺方案。要与实际情况相结合,了解焊接工件的特点和技术要
求、定位夹压情况以及生产率的要求等,确定变位机的回转和翻转参数。
(2)变位机结构方案的分析和确定。根据工艺方案确定变位机的型式和总
体布局。在选择变位机配置型式时,既要考虑焊接工件的实际情况;又要注意
到变位机械操作、维护、修理是否方便;还要做到设计结构物美价廉。
(3)变位机总体设计。确定变位机各部分间的相互关系,尽量选取通用部
件,标准零件进行装配,绘制变位机的总联系尺寸图及装配图等。
4. 进度安排:
第1~3周:借阅相关资料、了解相关知识,完成开题报告
第4~6周:熟悉加工零件、了解用途、绘制零件图
第7~13周:确定设计方案、分析、计算、绘图
第14~15周:编写说明书、定稿、打印、答辩前准备阶段
5. 参考资料
[1] 孙景荣.实用焊工手册第三版.北京:化学工业出版社.2007.1
[2] 梁德本,叶玉驹.机械制图手册.北京:机械工业出版社.2002
[3] 王政.焊接工装夹具及变位机械.北京:机械工业出版社.2001
[4] 方洪渊.焊接结构学.北京:机械工业出版社.2008.4(2010.9重印)
指导教师意见:
指导教师:
年 月 日
答辩小组意见:
教研室主任签字: 年 月 日
组长:
年 月 日